镁合金表面处理工艺研究上课讲义
镁及镁合金材料与热处理 教学PPT课件
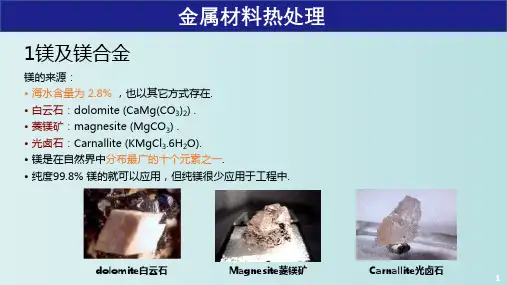
1镁及镁合金
镁的来源:
• 海水含量为 2.8% ,也以其它方式存在.
• 白云石:dolomite (CaMg(CO3)2) .
• 菱镁矿:magnesite (MgCO3) .
• 光卤石:Carnallite (KMgCl3.6H2O).
• 镁是在自然界中分布最广的十个元素之一.
• 纯度99.8% 镁的就可以应用,但纯镁很少应用于工程中.
(3)T4,淬火处理。
可以提高合金的抗拉强度和延伸率,ZM5常用此规范。
为提高过饱和固溶度,淬火温度只比固相线低5-10℃。加热时间较长(砂型厚壁铸件)
(4)T6,淬火+人工时效。
目的:提高合金的屈服强度,塑性有所降低。主要应用于Mg-Al-Zn系和Mg-RE-Zr系合金。
10
金属材料热处理
1.3常见的镁合金
镁合金常用热处理类型
(1)T1(人工时效), 铸造或铸锭变形加工后,不再单独进行固溶处理而是直接人工时效。
特点:工艺简单,有一定的实效强化效果
如Mg-Zn合金,重新加热淬火会造成粗晶粒组织,时效后综合性能反不如T1状态。
(2)T2(退火),为了消除铸件残余应力及变形合金的冷作硬化而进行的退火处理。
如:Mg-Al-Zn系铸造合金ZM5的退火规程为350℃加热2-3h,空冷,冷却速度对性能无影响。
• 1927~1930年:德国生产的汽车平均每辆用73.8公斤镁合金。
• 1936~1940年:德国大众汽车(巴西)公司在“甲壳虫”汽车上累计用了4万
吨镁合金(曲轴箱、传动箱壳体)。
2
金属材料热处理
镁的发展过程:
•1948~1962年:美国采用热室压铸机生产了数百万件汽车镁压铸件。
镁合金压铸件的表面处理工艺研究
镁合金压铸件的表面处理工艺研究摘要:镁合金具有强度高、比重小等特点,被广泛应用在多个领域,如汽车、航空航天及3C行业等。
随着可持续发展理念的深入,汽车轻量化成为行业共识,节约油耗已经成为现代化汽车的重要发展方向。
为了进一步提高镁合金压铸件的使用寿命和耐腐蚀性,应积极优化和改善镁合金压铸件的表面处理工艺,充分发挥镁合金压铸件的应用优势。
本文分析了镁合金性能,阐述了镁合金压铸件的表面处理工艺。
关键词:镁合金压铸件;表面处理工艺由于镁合金具有较强的活性,和空气接触后会形成碳酸盐膜,镁合金表面防护性较差,因此应对镁合金压铸件采用合适的表面处理工艺,提高镁合金压铸件的耐磨性、抗腐蚀性和防护能力。
1.镁合金性能1.1切削性镁合金的切削阻力较小,仅为铝合金的1/4,钢铁的1/10,因此切削速度快,工具完整性较高,使用寿命长,镁合金材料加工成本低,加工性能好,加工能耗约为铝合金的65%。
1.2轻量性镁合金比强度高于钢和铝合金,低于强度最高的纤维塑料,比刚度与钢和铝合金相当,远远高于纤维增强塑料,比耐力、比强度比普通的铝和铁要高。
1.3耐蚀性镁材料本身具有良好耐蚀性,特别是高纯镁合金的耐腐蚀性比铁和低碳钢要好很多,远远超过铝合金。
镁合金中含有铜和镍,极大地降低了其耐腐蚀性能。
1.4减震性镁合金和其它金属材料相比,具有良好的减震性。
例如,在35MPa应力作用下,AZ91D镁合金衰减系数为20%,A380铝合金衰减系数仅为1%;在100MPa 应力作用下,AZ91D镁合金衰减系数为55%,A380铝合金衰减系数仅为4%[1]。
因此采用镁合金压铸件作为汽车结构件,有利于减轻汽车行驶过程中的震动和噪声。
2.镁合金铸件的表面处理工艺2.1微弧氧化表面处理工艺(1)表面清洗。
对镁合金压铸件采用微弧氧化表面处理工艺,首先清洗镁合金压铸件表面,仔细清除镁合金压铸件表面附着的氧化物、灰尘、油污、脱模剂等,可采用以下几种清洗方法:其一,碱清洗,对镁合金压铸件采用苛性碱液或者高浓碱洗液浸泡法,清洗效果显著,但镁合金压铸件碱清洗后,应及时用清水彻底冲洗,避免污染之后的处理溶液;其二,酸清洗,对镁合金压铸件进行酸清洗,去除不溶于碱液或者和表面结合紧密的污染物,如乙醇醋酸法和磷化法清除镁合金压铸件表面污物和氧化膜的效果较好,并且磷酸侵蚀可快速去除镁合金压铸件表面的微量金属,可防止局部电偶腐蚀[2];其三,超声波清洗,这种清洗方法具有较高的清洁度,对于镁合金压铸件的细缝、深孔也可以清洗干净,但是这种设备投资较大。
镁合金无铬达克罗工艺研究
镁合金无铬达克罗工艺研究镁合金是一种具有重要工程用途的金属材料,在航空航天、汽车制造、建筑等领域中应用广泛。
而达克罗工艺作为一种金属表面抛光处理技术,可以改善镁合金表面光洁度、硬度、抗腐蚀、耐磨性等性能,是镁合金涂层完善的重要工艺手段。
一、合金无铬达克罗工艺研究1、克罗工艺的基本原理达克罗抛光技术是一种微观抛光技术,主要利用带电微粒的碰撞及摩擦作用,使金属表面光洁度、硬度、抗腐蚀性以及耐磨性等性能得到提高。
达克罗抛光可以将大型粗糙度极限由Ra 80.02μm降低到Ra 0.2μm,满足精密部件的装配要求。
达克罗抛光有一定程度上避免了使用复杂抛光机械,抛光时间、效率高,抛光均匀度高,可以达到不锈钢、铝合金等金属材料的抛光要求。
2、合金无铬达克罗工艺镁合金表面抛光,多数使用机械抛光,虽然简单便捷,但不能解决粗糙度极限低的要求。
达克罗抛光技术能够解决这一问题,其包括辊式达克罗抛光、脉冲达克罗抛光、非接触达克罗抛光等多种抛光方式,根据客户的要求选择不同的抛光方式。
无铬达克罗抛光是一种无污染环保的达克罗抛光技术,因不用交叉清洁和普通抛光技术涉及到有毒材料,所以能够满足镁合金的无污染抛光要求。
3、艺要求无铬达克罗抛光对表面处理工件的要求十分高,如果表面存在裂纹、明显的不平整或微小的毛刺等缺陷,则必须进行机械抛光处理,除此之外,还需要检查表面处理工件的尺寸精度、光洁度等,保证表面条件良好,以保证最终质量。
同时,还需要对辊式达克罗抛光机中辊子的材质、直径、几何形状和表面状况等进行严格质检,以保证无铬达克罗抛光的有效性。
二、术优势1、铬达克罗抛光的技术优势无铬达克罗抛光技术可以达到较高的表面质量,表面光洁度高,粗糙度极限低,硬度、抗腐蚀、耐磨性和表面力学性能大大提高,深受各行业的欢迎。
2、能减排无铬达克罗抛光技术能够有效提高镁合金涂层的性能,同时可以大大减少涂层占原料消耗量,从而节约能源,减少环境污染。
三、论无铬达克罗抛光技术是镁合金涂层完善的重要工艺手段,具有提高表面光洁度、硬度、抗腐蚀、耐磨性等性能,改善镁合金表面状态,提高工件加工精度,满足精密部件装配要求,技术简单、效率高等优点,是航空航天、汽车制造、建筑等行业抛光要求十分理想的抛光技术。
镁合金环保表面处理及电泳工艺(1)
镁合金涂装前化学表面处理环保新工艺
镁合金非常活泼,常温下可以和自来水反应。
进行机加工和化学表面处理使用的化学品要求比较高,使用不当可能会引起火灾。
镁合金涂装分为电泳涂装和喷涂涂装。
涂装前表面均需进行化学处理,降低镁合金活性。
北京爱尔斯姆科技有限公司在镁合金无铬钝化基础上研发出新一代金属涂装环保偶链剂,用于多种金属的表面处理,用于镁合金时可降低成本和安全隐患。
喷涂涂装工艺:
1.抛丸→水洗→除油钝化→水洗→晾干或烘干
2.中性除油→水洗→偶链处理→水洗→晾干或烘干
电泳涂装工艺:
中性除油(或抛丸)→水洗→除油钝化→水洗→去离子水洗→电泳
工艺参数:
1、中性除油
酸洗或碱性均会腐蚀镁合金表面,BW-532中性高泡清洗剂会明显减弱腐蚀速度。
浓度3%,温度15-35℃。
确保油污清洗干净。
2、偶链处理
BW-210金属涂装防锈偶链剂浓度3-4%,温度10℃以上。
时间5-10分钟。
3、除油钝化
采用BW-258镁合金除油钝化剂,浓度4%,pH值2.5-3.0。
温度常温,时间5分钟。
4、水洗
水洗避免使用强力喷淋装置,避免膜层被破坏。
新产品优点:
1.镁合金无腐蚀。
2.涂装附着力、耐冲击和中和防腐蚀性能大幅度提高。
3.成本很低。
4.污水易于处理。
镁合金表面处理工艺的研究【详情】
镁合金表面处理工艺的研究内容来源网络,由深圳机械展收集整理!镁及其合金是有色金属材料中最具有开发和应用发展前途的金属材料。
镁是一种轻质结构材料,质量为铝的2/3,钢铁的1/4。
与钢、铝、塑料等工程材料相比,镁合金具有比强度和比钢度高,电磁屏蔽性能好,无磁性;无毒、可回收;极好的切削加工性能,极高的压铸生产率,尺寸收缩小,并且具有优良脱模性能,且加工成本低,尺寸稳定性高;具有超导和储氢性能;耐印痕性;良好的低温性能和导热率高等优点;镁还具有良好的导热、导电性、尺寸稳定性、电磁屏蔽性、机加工性能以及再循环利用的性能;镁弹性模量低,约45 GPa,减震性能好,适合于做承受剧烈振动的零件;镁合金压铸件比重小,比刚度大,铸造性能,机械加工性能和阻尼性能好。
这些特性可使其成为汽车工业、航空工业及电子工业中首选的结构材料,因此具有良好的社会效益和经济效益。
虽然镁合金具有以上诸多优点,并在许多领域具有广泛的应用前景,但也存在一些限制其进一步应用的因素,主要包括以下三个方面:(1)镁及其合金晶体结构为密排六方结构,决定了镁及其合金的塑性低,物理性能和力学性能均有明显的方向性,在室温下变形只能沿晶格底面进行滑移,单一的滑移系导致其压力加工变形能力低。
(2) 常用的AZ, AM系列镁合金通常的使用温度为95°C ~120°C,超过这一温度范围,合金的蠕变强度随着温度的增加而大幅度下降,限制了它在耐热部件、如汽车发动机部件和传动机构等零部件方面的应用。
(3)限制镁合金广泛应用的最大障碍是镁合金的耐腐蚀性能较差。
镁的平衡电位为一2.37 V,很容易发生氧化反应。
镁在海水中的稳定电位为一1.6一一1.5 V。
镁在空气中与氧能够形成一层很薄的氧化膜,但氧化膜疏松、多孔,PB比为O.99<l[PB比即Pilling—Bed-worth原理:氧化膜具有保护性的必要条件是,氧化形成的金属氧化膜的体积(VMO)比生成这些氧化膜所消化的金属体积(VM)要大,即VMO:VM>1],不能形成有效稳定的保护膜,导致镁合金的腐蚀反应可以持续发展下去。
11-专题-镁合金的表面处理
1
镁合金表面处理及其功能
镁合金零件常见之表面处理大致可分为﹕油与蜡之外表被覆﹑ 化学处理法﹑阳极氧化法﹑喷漆法﹑电镀法﹑气体/电浆氮化法﹑雷 射合金化﹐而一般机械方法如抛光﹑擦光﹑滚桶研磨﹑及震动磨蚀 法亦可使用表面处理方法使用选择所需考虑之因素: 1.表面处理是否仅装饰或美观用途
11
7.抛光与擦光﹕
可作为镁合金电镀﹑阳极氧化及喷涂前之预处理。镁压 铸件抛光时应尽量减少磨除量﹐以保持铸件外层薄而无孔 质层。标准件抛光可使用磨轮及皮带﹐可去除粗糙表面﹑ 分模线﹑及镁合金零件表面之缺陷。可使用Al2O3﹐及SiC 磨料﹐其粒径大小视表面粗糙度﹐及最终所需之表面处理 而定。游离铁及其它重金属微粒不可用做镁合金抛光之磨 料﹐因为这些金属若嵌入镁合金表面会引起腐蚀﹐或在酸 洗时造成孔洞。镁合金亦可用硅藻土化合物或 Al2O3于缝 合轮作平滑光泽表面处理抛光。对着色抛光可用干石灰石 化合物﹐抛光化合物若含有游离铁或其它重金属磨料不可 使用。抛光或擦光后﹐在有机涂装之前应作硝酸铁光泽酸 洗﹐硝酸铁光泽酸洗可生成钝化表面﹐增加被覆物之附着 性及耐蚀性﹐也可以阻止被覆物干燥后发生污点。
2.镁合金零件是否具备某种程度之保护特性或机械效益只强化。
3.上述功能皆须满足 若镁合金零件之应用仅须面对风化间歇性之润湿﹐而不需有豪华 美丽外观﹐则不需做任何表面处理﹐但有些表面处理具较复杂程度 之涂装﹐可在长期严苛环境下保护零件。
2
表面处理之应用亦须考虑到整体经济成本效益﹐ 要选择最佳条件之表面处理﹐必须了解镁零件所处之 环境条件﹐急镁零件表面处理之耐腐蚀行为及机械特 性。镁金属表面处理最佳条件之决定因素包括可容忍 之腐蚀程度及操作环境之严苛程度。压铸镁合金于汽 车零组件应用﹐对严苛之盐雾暴露﹐及未做化学处理 或被覆之电解腐蚀抑止效果﹐皆优于碳钢及压铸380 铝材。而于油腊被覆﹑化学处理及喷涂﹐电镀技朮亦 皆可满足装饰及保护需求。
镁合金压铸件的表面处理技术
镁合金压铸件的表面处理技术镁合金压铸件的表面一般需要依次进行预处理(清理、脱脂、酸洗等)、镀膜、涂装(喷漆、喷塑、镀金属等)等处理,通常所说的镁合金压铸件的表面处理指的是镀膜这道工艺,其主要作用是在压铸件表面形成与油漆、塑料或金属附着性能好的具有耐腐蚀性的保护膜层。
目前,在镁合金压铸领域中主要采用的是湿法表面处理方法,也就是,使用处理溶液进行的表面处理方法。
现有的表面处理技术不尽相同,我们根据成膜条件,将镁合金压铸件的表面处理技术归纳为化学成膜和阳极氧化成膜二大类,下面分别予以介绍。
1.化学成膜化学成膜技术主要是指镁合金压铸件通过在化学溶液中进行一定时间的接触、利用工件与化学处理液之间的化学反应在工件表面形成保护膜层的一类表面处理技术。
主要包括铬化、磷化、锌置换和化学腐蚀等处理技术。
1)铬化处理铬化处理就是工作在以铬酸或重铬酸盐等为主体的处理溶液中进行浸渍,使表面产生氧化镁、氧化铬或铬酸盐保护膜层的表面处理技术。
典型的处理规范如表1所示。
通常含铬离子处理液的成膜性较好,对工件的表面质量要求不高,对厚、薄工件均适用。
铬化处理膜层均匀,厚度通常为0.5-3μm,可使工件的耐腐蚀性可以提高数十倍。
镁合金的铬化处理研究开展得较多,较为成熟,但由于铬离子对人体和环境的副作用较大,所以其应用已在逐渐减少。
2.磷化处理磷化处理就是工件在以磷酸或磷酸盐为主体的溶液中进行浸渍或采用喷枪进行喷淋,使表面产生完整的磷酸盐保护膜层的表面处理技术。
典型的处理规范如表2所示。
磷化处理液的成膜性不如铬化处理液的好,对工件的表面质量要求较高,通常不太适合于表面质量差的薄壁压铸件(壁厚小于2mm)的表面处理。
磷化处理膜层的厚度较大,作为油漆底层,可使漆膜的粘附力、耐潮湿性和耐蚀能力提高几十倍至几百倍。
镁合金磷化处理的研究较少,目前的应用十分有限。
3.锌置换处理锌置换处理就是工件在以锌盐为主体的溶液中(通常加入焦磷酸盐)进行浸渍,使表面进行锌置换,从而产生完整的保护膜层的表面处理技术。
镁合金表面处理技术简介
新發明,以天然海水從事鎂及合金
處理前要經過脫脂,酸洗中和,溶蝕等過程, 然用這種方 法則不用前述的各種工程,天然海水中含有多量的食鹽 電解的話會分解導電性的氯與鈉, 即引發產生氫與氧的 機會這就是可以除去表面油膜與氧化物的機能, 同時除 去油膜的清淨表面經過電解表面就會與浴中的成份相互 作用,產生的化學反應即可形成復合氧化皮膜.
鎂合金的特性
由於具有導電性, 為了防止精密儀器的誤動作, 鎂合金具有 防電磁波干擾的屏蔽性, 因此可以省去對絕緣性塑
料件的真空蒸發粘著以及電鍍的工藝. 具有尺寸穩定性防震性(吸收振動性)抗凹陷性等優良特性. 機械加工性能比較好(切削陰抗比較小) 因此鎂合金能夠滿足環保及結構緊湊化的要求,特別是作為
C1. 鉻系化成 1. 鉻酸處理(dow1)抗腐蝕力較好. 2. 改良鉻酸處理(dow20)噴涂應用(初期台灣段使 用) 3. 重鉻酸處理(dow7)鈍化層較厚(初期龍華段使用) 4. 硝酸鐵處理(dow21)光亮. 5. 其它
鎂合金表面處理目的要求
C2.鎂合金非鉻系化成的研究歷程
1999年2月初 開始研發鎂合金表面處理
鎂合金的特性
在太空飛航采用成功后推廣到眼鏡, 手提式電腦及行動電話 的誘力引發了鎂合金冶煉鍛造. 鑄造等的追求熱, 鎂合金的 表面處理技術也伴隨發達起來,因為鎂合金屬具易然性,從事 於鉆研表面處理的研究人員有很多人受不少實驗的傷害. 鎂合金的特性 鎂是地球中第八位較豐富的元素, 占地殼的2.5%其豐富含量 僅次於鐵, 鋁,而且在海水中含占有0.13%, 即一吨的海水中 可采集1.3Kg的鎂, 作為資源需求來看是一種很有希望的金 屬.
鋁 2.7 660 2060 397 0.889 面心立方 -1.66
鐵 7.87 1539 2740 312 0.528 體心立方 -0.44
生物医用镁合金 PPT课件
生物医用镁合金
概述
潜在优势
• 镁合金作为生物医用材料,在力学性能、生物 相容性和可降解性三方面具有突出的优势 。
• 1、力学性能
• 镁及镁合金有高的比强度和比刚度,纯镁的比强度为 133GPa/(g/cm3),而超高强度镁合金的比强度已达到480 GPa/(g/cm3),比Ti6Al4V的比强度(260 GPa/(g/cm3))高 出近1倍。镁及镁合金的杨氏模量(约为45GPa)更接 近人骨的弹性模量(20GPa),能有效降低应力遮挡效应。 镁与镁合金的密度(约为1.7g/cm3)与人骨密度 (1.75g/cm3)接近, 符合理想接骨板的要求。因而用镁及 镁合金作为骨固定材料,能够在骨折愈合的初期提供稳定 的力学环境,逐渐而不是突然降低其应力遮挡作用,使骨 折部位承受逐步增大乃至生理水平的应力刺激,从而加速 愈合,防止局部骨质疏松和再骨折。
1、纯化镁合金
• 由于医用镁合金在体内主要通过电化学反应产生 腐蚀,杂质元素在镁合金基体中作为阴极相,促 进微电偶电池的形成,加速了基体的电化学腐蚀。 因而,提高医用镁合金的纯度,控制有害元素的 含量,使其处在允许的极限浓度范围内,可以显 著降低材料的腐蚀速率和改善镁合金的力学性能。
• 通过纯化镁合金的方法,虽然可以有效减缓镁合 金的降解,但是往往在去除杂质的同时,因为固 定相的减少,导致相应的力学性能降低
• 镁及镁合金由于密度低,比强度、比刚度高等优 异的综合性能已被广泛应用在航空航天、电子通 信、汽车制造等领域。从这十几年来国内外对镁 及镁合金各方面的报道发现镁作为硬组织植入材 料,与现已投入临床使用的各种金属植入材料相 比,具有资源丰富、与人骨的密致骨密度相近、 加工性能良好、能有效地缓解应力遮挡效应等优 势,另外镁离子对人体的微量释放是有益的,且 镁及其合金与生物相容性好、资源丰富、价格低。
镁合金ppt课件
PART 04
镁合金的应用领域
REPORTING
航空航天领域
01
02
03
轻量化需求
镁合金的密度低,能有效 降低航空航天器的整体重 量,从而减少燃料消耗和 碳排放。
高温环境适应性
镁合金具有较好的耐高温 性能,能在航空发动机等 高温环境下稳定工作。
高强度与刚度
镁合金经过特殊处理后, 可具备较高的强度和刚度 ,满足航空航天器的结构 需求。
阔。
随着技术的不断进步,镁合金的强度、 韧性、耐腐蚀性等性能得到了显著提升 ,为镁合金的应用提供了更多可能性。
全球范围内的政策支持也为镁合金的发 展提供了有力保障,例如欧盟的“欧洲 绿色协议”和中国的“双碳目标”,都 将镁合金作为一种重要的绿色材料进行
推广和应用。
镁合金面临的挑战与问题
镁合金的耐腐蚀性相对较差,需要采取有效的表面处理和防护措施。
镁合金的分类与应用
分类
根据成分和用途,镁合金可分为铸造镁合金和变形镁合金两 类。
应用
广泛应用于航空航天、汽车、3C电子等领域,以实现产品轻 量化。
镁合金的发展历程与趋势
发展历程
从20世纪30年代开始研究镁合金, 经过几十年的发展,其应用领域不断 扩大。
趋势
随着环保意识的提高和新能源汽车的 快速发展,镁合金的应用前景更加广 阔。
建筑领域
镁合金的耐腐蚀性和高强度使其可用于建筑结构 件和装饰材料,提高建筑的使用寿命和美观度。
PART 05
镁合金的未来展望与挑战
REPORTING
镁合金的发展前景
镁合金作为一种轻量化材料,在汽车、 航空航天、电子产品等领域具有广泛的 应用前景。随着环保意识的提高和能源 消耗的增加,镁合金的应用前景更加广
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
镁合金表面处理工艺
研究
xx大学毕业设计(论文)开题报告
[1]张丁非, 崔立波, 刘渝萍, Zhang Dingfei, Cui Libo, Liu Yuping - 《稀有金属材料与工程》2012年7期;
[2]王增辉, 卫中领, 李春梅, 陈秋荣, WANG Zeng-hui, WEI Zhong-ling, LI Chun-mei, CHEN Qiu-rong - 《电镀与涂饰》2010年8期;
[3]姚军, 孙广平, 贾树盛 - 《焊接技术》2004年6期;
[4]刘志远, 邵忠财, LIU Zhi-yuan, SHAO Zhong-cai - 《电镀与涂饰》 2007年11期;
[5]徐光晨, 陈翌庆, Alan LUO, Anil.K.SACHDEV, XU Guang-chen, CHEN Yi-qing, Alan LUO, AnilKSACHDEV - 《中国有色金属学报》2014年4期;
[6]徐丽, 2012 - 北京交通大学:材料加工工程;
[7]梁春林, 刘宜汉, 韩变华, 李红兵, 吉海滨, 姚广春, LIANG Chun-lin, LIU Yi-han, HAN Bian-hua, LI Hong-bing, JI Hai-bin, YAO Guang-chun - 《表面技术》2006年6期;
[8]王莹, 张津, 麻彦龙, 吴超云, WANG Ying, ZHANG Jin, MA Yan-long, WU Chao-yun - 《表面技术》 2006年6期;
[9]高波, 郝胜智, 董闯, 周继扬 - 《材料保护》 2003年10期;
[10]王艳珍, 王淑敏 - 《江西化工》 2015年5期;
[11]张勇, 张泰峰, 赵维义, 朱武峰, ZHANG Yong, ZHANG Tai-feng, ZHAO Wei-yi, ZHU Wu-feng - 《青岛理工大学学报》 2010年4期;
[12]沈远香, 黄晓霞 - 《四川兵工学报》2010年5期;
[13]Revue de Metallurgie: Cahiers d'Informations Techniques, 1997 12
[14]Bin-Hong Liu, Zhou-Peng Li - Journal of Alloys and Compounds: An Interdisciplinary Journal of Materials Science and Solid-state Chemistry and Physics, 1999 0
[15]Xu L, Pan F, Yu G, Yang L, Zhang E, Yang K - Biomaterials, 2009 8
[16]Rettig R, Virtanen S - Journal of biomedical materials research, Part A, 2009 2
[17]Gu X, Zheng Y, Cheng Y, Zhong S, Xi T - Biomaterials, 2009 4
[18]Materials Science and Technology, 1996 12
[19]Zhang Y, Zhang G, Wei M - Journal of biomedical materials research, Part B. Applied biomaterials, 2009 2
[20]Fedoruk-Wyszomirska A, Szymanski M, Wyszko E, Barciszewska MZ, Barciszewski J - The Journal of Biochemistry, 2009 4。