ic厌氧反应器的工艺及设备计算实例_secret
IC厌氧反应器

由于这些条件的限制,会造成很大一部分工业废水发无法采用常规厌氧反应器来处理,因此市场迫切需要一种能真正处理工业废水的厌氧反应器,我公司采用脉冲厌氧反应器对几十种工业废水处理实践证明,该脉冲厌氧反应器耐毒性强,工艺简单,运行管理方便,处理效果优于常规厌氧反应器,是工业废水处理行之有效的厌氧技术。
3
高效脉冲厌氧反应器是南京伊万特环境工程有限公司开发并多次改进的新型高效厌氧生物反应器
第二反应区的液相上升流速小于第一反应区,一般仅为2~10 m/h。这个区域除了继续进行生物反应之外,由于上升流速的降低,还充当第一反应区和沉淀区之间的缓冲段,对解决跑泥、确保沉淀后出水水质起着重要作用。
IC
①
②
③
④
先后应用于大型淀粉厂、酒精废水、生物制药厂、农药废水废水处理系统。
1
2
目前应用的厌氧反应器一般均基于
铁碳微电解填料是铁炭微电解技术的一次技术革命。它的广泛应用将为化工等行业的发展带来新的生机。
铁碳微电解填料采用固定流化床运行方式,其操作维护方便,运行安全可靠。
同时脉冲厌氧反应器可以根据废水性质来确定反应的容积,反应器的大小不受其它条件影响,完全可以根据水质需求来确定反应的容积,因此比较适用于处理工业废水。
4
◆
◆
◆
◆
5
IC厌氧反应器_改良型氧化沟_浅层气浮工艺处理制浆造纸废水
工艺选择及流程 以废旧瓦楞箱纸板为原料的制浆造纸废水中悬浮 物含量高, 主要含有无机盐、 细小纤维、 无机填料 等,废水处理技术难度大。针对该类型废水特点和工 好氧深度处理工艺作为 程具体情况,确定采用厌氧《中国造纸》 2012 年第 31 卷第 1 期
作者简介: 张安龙先生,教 授; 主要研究方向: 造纸工 业废水生物处理技术 。
mg / L 时,出水 COD Cr ≤60 mg / L、BOD5 ≤20 mg / L、SS≤30 mg / L,达到 GB3544 —2008 造纸工业水污 染物排放标准的污染物排放限值。 关键词: IC 厌氧反应器; 改良型氧化沟; 浅层气浮; 制浆造纸废水; 调试 中图分类号: X793 文献标识码: A 文章编号: 0254-508X( 2012 ) 01-0037-05
· 38·
[3 ]2. 1 预酸化调节池 3 预酸化调节池为 12000 m / d 的生产废水提供约 5 h的预酸化时间,5 h 的停留时间起到稳定废水有机 负荷、调节各指标波动的作用,同时向预酸化池投加 约 10 g / L 的活性污泥, 给废水创造了一定的兼氧环 境进行水解酸化, 将大量高分子有机物水解为甲酸、 乙酸等挥发性脂肪酸和易降解的有机底物 ,提高了废 水的可生化性并达到工艺要求的预酸化度 。为确保废 水进入 IC 厌氧反应器所需要的 pH 值条件, 设置在 线 pH 值监测仪, 随时反馈池内的 pH 值情况。 同时 在该工序投加整个工艺所需的营养盐 ,一方面用以刺 激产酸菌的生长,另一方面为后续厌氧和好氧微生物 提供所需要的营养盐,投加比例为 COD∶ N∶ P = 500∶ 5 ∶ 1 。合理的预酸化速度对于后续 IC 厌氧反应器能否 高效运转至关重要 。 运行表明 , 预酸化度太低 , 则 会导致废 水 在 IC 厌 氧 反 应 器 内 酸 化 , 预 酸 化 度 太 高 , 又不利于 IC 厌 氧 反 应 器 内 颗 粒 污 泥 的 保 持 , 本工程将 预 酸 化 度 控 制 在 40% 左 右 可 取 得 良 好 的 效果 。 2. 2 IC 厌氧反应器 IC 厌氧反应器启动速度慢是限制厌氧技术推广 的主要因素之一,在查阅大量文献和考察诸多工程实
IC反应器设计计算书
IC反应器设计计算1、设计说明IC反应器,即内循环厌氧反应器,相似由2层UASB反应器串联而成。
其由上下两个反应室组成。
在处理高浓度有机废水时,其进水负荷可提高至35~50kgCOD/(m3·d)。
与UASB反应器相比,在获得相同处理速率的条件下,IC反应器具有更高的进水容积负荷率和污泥负荷率,IC反应器的平均升流速度可达处理同类废水UASB反应器的20倍左右。
主要设计参数如下:(1)参数选取设计参数选取如下:第一反应室的容积负荷NV1=35kgCOD/(m3·d),:第二反应室的容积负荷NV2=12kgCOD/(m3·d);污泥产率0.03kgMLSS/kgCOD;产气率0.35m3/kgCOD。
(2)设计水质设计参数CODcr BOD5SS进水水质/ (mg/L) 24074 12513 1890 去除率/ % 85 90 30 出水水质/ (mg/L) 3611 1251 1323 (3)设计水量本期设计水量按Q=3000m3/d=125m3/h=0.035m3/s计算。
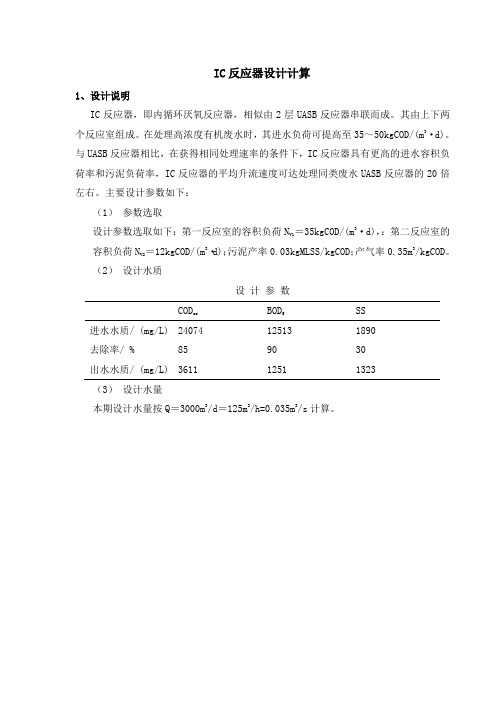
2、反应器主要尺寸确定图一 IC 反应器构造示意图(1) 有效容积 本设计采用进水负荷率法,按中温消化(35~37℃)、污泥为颗粒污泥等情况进行计算。
V =ve N C C Q )(0式中 V -反应器有效容积,m 3;Q -废水的设计流量,m 3/d ; N v -容积负荷率,kgCOD/(m 3·d ); C 0-进水COD 浓度,kg/m 3; C e -出水COD 浓度,kg/m 3。
IC 反应器的第一反应室去除总COD 的80%左右,第二反应室去除总COD 的20%。
第一反应室的有效容积回流管气封 反应室集气罩沼气提升管 沉淀区气封 反应室集气罩出水渠 气液分离器进水V 1=v e N C C Q %80)(0⨯-=3580)611.3074.24(3600%⨯-⨯=1684m 3第二反应室的有效容积 V 1=v e N C C Q %20)(0⨯-=1220)611.3074.24(3600%⨯-⨯=1228m 3IC 反应器的总有效容积为V =1684+1228=2912m 3,这里取3000m 3 本设计设置两个相同的IC 反应器, 则每个反应器容积为V ’=3000/2=1500m 3 (2) IC 反应器几何尺寸本设计的IC 反应器的高径比为2.5 V =AH =42HD π=45.23D π则D =3/1)5.24(πV =8.2m ,取9m , H =2.5×9=22.5m ,取23m 。
详细介绍IC厌氧反应器工作过程

详细介绍IC厌氧反应器工作过程IC厌氧反应器(Internal Circulation Anaerobic Reactor)是一种高效的用于处理有机废水的生物反应器,采用内循环方式进行运作。
其工作过程如下。
首先,将有机废水引入IC厌氧反应器的上部。
有机废水中含有生物可降解的有机物质,这些有机物质经过处理可以被微生物利用并转化成沼气和污泥。
当有机废水进入IC厌氧反应器后,通过控制进水流量,在反应器内形成水滴状的液面,以便与微生物进行更好的接触。
同时,通过设置搅拌装置,保持反应器内混合均匀,避免产生死区和沉积。
在IC厌氧反应器内,有机废水中的有机物质被厌氧微生物分解为沼气和污泥。
厌氧微生物主要包括产甲烷菌、消化杆菌等。
它们使用有机物质作为电子供体,通过一系列复杂的代谢途径将有机物质转化为甲烷气体,并释放出能量。
这个过程可以分为两个阶段进行。
在第一阶段,有机废水中的易降解有机物质被快速分解并转化为挥发性脂肪酸(VFA)。
这一步骤是在低氧和低pH条件下进行的。
在第二阶段,挥发性脂肪酸被产甲烷菌进一步降解成甲烷气体和二氧化碳。
为了保持反应器内微生物的活性,需要提供适宜的环境条件。
比如,反应器内的温度需要控制在适宜的范围内,通常是35-40摄氏度。
此外,pH值也需要调节在4.5-7.5之间。
这些条件有助于维持微生物群落的平衡,提高有机物质的降解效率。
在反应器内,通过设置循环泵,将底部的污泥循环回反应器的上层。
这种内循环的方式,可以防止污泥的沉积和堆积,提高污泥与废水的接触效率,增强有机物的降解。
同时,通过循环回流,可以保持反应器内的混合均匀性,避免产生死区。
最后,处理后的废水从反应器的上部流出,并经过简单的处理,即可达到排放标准。
而产生的沼气则可以收集利用,并作为能源供应。
总之,IC厌氧反应器是一种高效的生物反应器,通过内循环方式实现废水有机物质的降解和资源化利用。
通过合理的控制环境条件和循环回流,可以提高降解效率,减少能源消耗,同时实现废水处理和能源回收的双重目的。
内循环5.5(IC)厌氧反应器

(4)抗低温能力强 温度对厌氧消化的影响主要是对消化速率的影响。 IC反应器由于含有大量的微生物,温度对厌氧消化的影 响变得不再显著和严重。通常IC反应器厌氧消化可在常 温条件(20~25 ℃)下进行,这样减少了消化保温的困 难,节省了能量。
(5)具有缓冲pH的能力 内循环流量相当于第1厌氧区的出水回流,可利用 COD转化的碱度,对pH起缓冲作用,使反应器内pH保 持最佳状态,同时还可减少进水的投碱量。 (6)内部自动循环,不必外加动力 普通厌氧反应器的回流是通过外部加压实现的,而 IC反应器以自身产生的沼气作为提升的动力来实现混合 液内循环,不必设泵强制循环,节省了动力消耗。
(1)UASB反应器的构造 UASB反应器包括以下几个部分:进水和配水系统、 反应器的池体和三相分离器。如果考虑整个厌氧系统还 应该包括沼气收集和利用系统。在UASB反应器中最重 要的设备是三相分离器,这一设备安装在反应器的顶部 并将反应器分为下部的反应区和上部的沉淀区。
出水堰
三相分离器
沼 气
水
处理 水
沼气 污泥 悬浮污泥区 颗粒污泥区 配 水 系 统 污 泥
开放式UASB反应器 反应器 开放式
(2)UASB颗粒污泥的形成与特征 1)污泥颗粒化的意义 在厌氧反应器中颗粒污泥的形成过程称之为污泥颗 粒化。 ① 使污泥具有良好的沉淀性,能在很高产气量和上向 流速下以较高浓度保留在反应器内,因此可以使之承 受更高的有机容积负荷和水力负荷; ② 细菌形成的污泥颗粒状聚集体是一个微生态的系统, 其中不同类型的微生物种群形成了共生或互生体系, 有利于形成微生物生长、生理生化的条件;
③ 颗粒污泥的形成利于其中的微生物对营养的吸收, 利于有机物降解; ④ 颗粒污泥使诸如乙酸菌和利用氢的细菌等的发酵菌 的中间产物的扩散距离大大缩短; ⑤ 在诸如pH和毒性物质等废水水质骤变时,颗粒污泥 性能维持在一个相对稳定的微环境中而代谢过程继续进 行。
IC反应器的计算

IC反应器的计算IC反应器的设计计算1.设计说明IC反应器,即内循环厌氧反应器,相似由2层UASB反应器串联而成。
其由上下两个反应室组成。
在处理高浓度有机废水时,其进水负荷可提高至35~50kgCOD/(m3·d)。
与UASB反应器相比,在获得相同处理速率的条件下,IC反应器具有更高的进水容积负荷率和污泥负荷率,IC反应器的平均升流速度可达处理同类废水UASB反应器的20倍左右。
设计参数(1)参数选取设计参数选取如下:第一反应室的容积负荷NV1=35kgCOD/(m3·d),:第二反应室的容积负荷NV2=12kgCOD/(m3·d);污泥产率0.03kgMLSS/kgCOD;产气率0.35m3/kgCOD(2)设计水质设计参数CODcr BOD5SS进水水质/ (mg/L) 24074 12513 1890去除率/ % 85 90 30出水水质/ (mg/L) 3611 1251 1323(3)设计水量Q=3000m3/d=125m3/h=0.035m3/s2.反应器所需容积及主要尺寸的确定(见附图6-4)(1)有效容积本设计采用进水负荷率法,按中温消化(35~37℃)、污泥为颗粒污泥等情况进行计算。
V=v eN CCQ)(式中 V-反应器有效容积,m3;Q-废水的设计流量,m3/d;Nv-容积负荷率,kgCOD/(m3·d);C 0-进水COD 浓度,kg/m 3; C e -出水COD 浓度,kg/m 3。
IC 反应器的第一反应室去除总COD 的80%左右,第二反应室去除总COD的20%。
第一反应室的有效容积 V 1=ve N C C Q %80)(0?-=3580)611.3074.24(3600%-?=1684m 3第二反应室的有效容积 V 1=ve N C C Q %20)(0?-=3520)611.3074.24(3600%-?=1228m 3IC 反应器的总有效容积为V =1684+1228=2912m 3,这里取3000m 3 本设计设置两个相同的IC 反应器,则每个反应器容积为V ’=3000/2=1500m 3 (2) IC 反应器几何尺寸本设计的IC 反应器的高径比为2.5 V =AH =42HD π=45.23D π则D =3/1)5.24(πV =8.2m ,取9m , H =2.5×9=22.5m ,取23m 。
IC厌氧反应器设计计算

IC厌氧反应器设计计算IC 厌氧反应器作为一种高效的厌氧处理技术,在废水处理领域得到了广泛的应用。
其独特的结构和运行原理,使其能够在处理高浓度有机废水时展现出出色的性能。
下面我们就来详细探讨一下 IC 厌氧反应器的设计计算。
一、设计基础数据在进行 IC 厌氧反应器的设计计算之前,首先需要明确一些基础数据,包括废水的水质水量、进水有机物浓度、温度、pH 值等。
这些数据将直接影响反应器的尺寸、容积和运行参数的确定。
例如,废水的流量决定了反应器的处理能力,进水有机物浓度则关系到反应器内微生物的负荷以及产气率。
一般来说,IC 厌氧反应器适用于处理高浓度有机废水,有机物浓度通常在数千毫克每升以上。
温度对厌氧反应的速率和微生物的活性有着重要影响,通常在 30 38℃之间较为适宜。
pH 值也需要控制在一定范围内,一般为 65 80 ,以保证微生物的正常生长和代谢。
二、IC 厌氧反应器的结构IC 厌氧反应器主要由两个反应区组成,即下部的第一反应区(也称流化床反应区)和上部的第二反应区(也称固液分离区)。
第一反应区是一个高负荷的反应区域,废水和颗粒污泥在此充分混合,有机物被快速降解。
这一区域通常具有较大的上升流速,以保证良好的传质效果。
第二反应区则主要用于泥水分离,使处理后的废水和污泥得以分离。
其结构相对较为简单,通常采用沉淀或过滤的方式实现泥水分离。
此外,IC 厌氧反应器还包括进水系统、出水系统、沼气收集系统和排泥系统等附属设施。
三、设计计算步骤1、确定反应器的容积负荷容积负荷是指单位容积反应器每天所能承受的有机物量,通常以千克 COD/(立方米·天)表示。
容积负荷的取值需要根据废水的水质、温度和处理要求等因素综合确定。
一般来说,对于高浓度有机废水,容积负荷可以取 10 20 千克 COD/(立方米·天)。
2、计算反应器的有效容积根据进水流量和容积负荷,可以计算出反应器的有效容积:有效容积=进水流量 ×进水有机物浓度 ÷容积负荷例如,假设进水流量为 100 立方米/天,进水有机物浓度为 10000 毫克/升(即 10 千克/立方米),容积负荷取 15 千克 COD/(立方米·天),则有效容积为:100 × 10 ÷ 15 ≈ 667(立方米)3、确定反应器的尺寸根据有效容积和反应器的高径比(一般为 2 5),可以确定反应器的直径和高度。
IC罐设计计算

IC反应器1.设计说明IC反应器,即内循环厌氧反应器,相似由2层UASB反应器串联而成。
其由上下两个反应室组成。
在处理高浓度有机废水时,其进水负荷可提高至35~50kgCOD/(m3·d)。
与UASB反应器相比,在获得相同处理速率的条件下,IC反应器具有更高的进水容积负荷率和污泥负荷率,IC反应器的平均升流速度可达处理同类废水UASB反应器的20倍左右。
下为某工程的设计实例:供参考(编者注)设计参数(1) 参数选取设计参数选取如下:第一反应室的容积负荷NV1=35kgCOD/(m3·d),:第二反应室的容积负荷NV2=12kgCOD/(m3·d);污泥产率0.03kgMLSS/kgCOD;产气率0.35m3/kgCOD(2) 设计水质设 计 参 数CODcr BOD5SS进水水质/ (mg/L) 24074 12513 1890去除率/ % 85 90 30出水水质/ (mg/L) 3611 1251 1323(3) 设计水量Q=3000m3/d=125m3/h=0.035m3/s2.反应器所需容积及主要尺寸的确定(1) 有效容积 本设计采用进水负荷率法,按中温消化(35~37℃)、污泥为颗粒污泥等情况进行计算。
V=v eN CCQ)(式中 V-反应器有效容积,m3;Q-废水的设计流量,m3/d;N v -容积负荷率,kgCOD/(m 3·d); C 0-进水COD 浓度,kg/m 3; C e -出水COD 浓度,kg/m 3。
IC 反应器的第一反应室去除总COD 的80%左右,第二反应室去除总COD的20%。
第一反应室的有效容积 V 1=ve N C C Q %80)(0⨯-=3580)611.3074.24(3600%⨯-⨯=1684m 3第二反应室的有效容积 V 1=ve N C C Q %20)(0⨯-=3520)611.3074.24(3600%⨯-⨯=1228m 3IC 反应器的总有效容积为V=1684+1228=2912m 3,这里取3000m 3 本设计设置两个相同的IC 反应器, 则每个反应器容积为V’=3000/2=1500m 3 (2) IC 反应器几何尺寸本设计的IC 反应器的高径比为2.5V=AH=42H D π=45.23D π则D=3/1)5.24(πV =8.2m,取9m, H=2.5×9=22.5m,取23m。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
一、厌氧反应器的工艺设计
1、水质指标
原废水水质:
流量:Q=9000m3/d;COD=6000mg/l;SS=2000mg/l。
凯氏氮TKN= NH3-N= PH=7;
SO42- =
2、处理效果
水质衡算废水经IC反应器处理后,COD=6000*(1-70%)=1800mg/l。
厌氧反应器产污泥量为2100kg/d。
二、IC反应器的设计计算
1、有效容积计算厌氧反应器有效容积的常用参数是进水容积负荷率和水利停留时间;本设计采用容积负荷率法,按中温消化(35~37°C)、污泥为颗粒污泥等情况进行计算。
=Q(C0-Ce)/Nv
式中 V----反应器有效容积m3,
Q---废水的设计流量m3/d,
Nv—容积负荷率kgCOD/m3.d,
C0---进水COD浓度,kg/m3,
Ce---出水的COD浓度,kg/m3.
本设计采用IC反应器处理高浓度造纸废水,而IC反应器第一反应室和第二反应室由于内部流态及处理效率的不同而结构有较大差异。
这里分别介绍一、二反应室的容积。
IC反应器的第一反应室(相当于EGSB)去除总COD的80%左右,而第二反应室去除总COD的20%左右。
取第一反应室的容积负荷率Nv=25kgCOD/(m3.d),
第二反应室的容积负荷率Nv=8kgCOD/(m3.d)。
第一反应室有效容积
V1=Q(C0-Ce)80%/Nv1=9000*(6-1.8)*80%/22=1347m3,
第二反应室有效容积
V2=Q(C0-Ce)20%/Nv1=10000*(6-1.8)*20%/7=2727m3,
IC反应器的总有效容积:V=V1+V2=1527+1200=2727m3
取V=2800m3.
2、IC反应器的几何尺寸
取IC反应器的高径比为2.1(一般为2~4), V=AH=πD2H/4,
D=(4V/2.1π)1/3=(4╳2800/2.1╳3.14)1/3=11.93,取C=12m;
H=2.1╳12=25.2 ,取H=26m。
3、IC反应器总容积负荷率
Nv=Q(C0-Ce)/V=10000(6-1.8)/2800=15kgCOD/(m3.d),
IC反应器底面积A=πD2/4=3.14╳122/4=113m2 ,
第二反应室高度H2=1200/113=10.6m,取11m,H1=26-11=15m。
4、IC反应器的循环量总停留时间T=V/Q=2800/420=6.7h,
第二反应室内液体升流速度 420/113=3.72m/h,(一般为2~10m),
第一反应室内液体升流速度一般为10~20m/h,主要由厌氧反应产生的气体推动的液流循环所带动。
第一反应室产生的沼气量为(每千克去除的COD转化为0.35m3的沼气)Q沼气=Q(C0-Ce)╳0.8╳0.35
=9000(6-1.8)╳0.8╳0.35=10584(m3/d)
每立方米沼气上升时携带1~2m3左右的废水上升至反应器的顶部,顶部气水分离后,废水从中心管回流至反应器底部,与进水充分混合。
由于产气量为10584m/d,则回流废水量为10584m3/d~21168m3/d,即441m3/d~882m3/h,加上
IC反应器进水量375m3/h,则在第一反应室中总的上升水量达到了816m3~1257m3/h,上升流速可达8.0~12.4m3/h(IC反应器第一反应室的上升流速为10~20m3/h),可见IC反应器设计符合运行要求。
5、进水管径设进水流速为1.6m3/秒, D=0.057~0.04 取DN65变DN45管道
6、一级提升管
4根提升管流速为0.8~1.5m/S,管径=0.200m,取提升管径为DN200.
7、取回流管流速为0.5m/s
4根回流管径=0.345m,取DN350。
8、沼气收集管
沼气产量V=0.4╳[10000╳(6-1.8)-1.42╳10000╳1.2]/0.7=14262m3/d,水封罐高度取1.5米,直径为1米,进气管DN300一根,出气管DN300一根,每个分离包出气管均为DN200管道。