汽车模块编程器XPROG-M操作手册中文版
汽车配件管理软件操作手册
汽车配件管理软件操作手册汽车配件管理软件操作手册江苏省电信有限公司索引1 登陆平台 .。
..。
...。
.。
.。
.。
.。
..。
.。
..。
....。
..。
..。
..。
.。
.......。
.。
.。
..。
.。
.。
..。
.。
.。
.。
.。
..。
..。
.。
.。
.。
.。
.。
.。
..。
.。
.。
.。
5 2 ASUPERCRM包含的业务范围。
..。
.。
.。
.。
....。
...。
...。
.。
.。
.。
.。
.。
.。
.....。
.。
....。
.。
.。
.....。
7 3 主页面 ......。
.。
..。
..。
..。
.。
..。
..。
..。
.。
..。
.。
.。
..。
.。
.。
..。
..。
.。
.。
.。
.。
.。
.。
.。
.。
.。
..。
.。
.....。
.。
.。
.。
.。
...。
.。
.。
.。
9 3。
1 业务流程图。
.。
.。
..。
..。
.。
.。
.。
.。
.。
..。
...。
.。
.。
.。
...。
.。
.。
.。
.。
.。
.。
.。
...。
.。
.。
.。
..。
....。
.. 9 3.2 快捷新建功能。
..。
.。
.。
.。
..。
...。
..。
.。
.。
.。
.。
..。
..。
.。
.。
..。
.。
.。
.。
..。
.。
..。
.。
...。
.。
....。
9 3。
3 全局搜索功能。
..。
.。
.。
..。
.。
.。
.。
.。
..。
.。
.....。
.。
.。
....。
..。
.。
..。
.。
.。
..。
.。
....。
...。
.。
..。
.。
...。
.。
.。
. 9 3。
4 配置主页 .。
.。
.。
.。
.。
...。
..。
...。
.。
.。
.。
..。
.。
.。
.。
....。
.。
...。
..。
.。
.。
..。
.。
..。
.。
..。
..。
.。
..。
.。
.。
..。
9 4 基本操作 .。
..。
.。
.。
..。
.。
.。
...。
.。
..。
.。
..。
.。
..。
.。
.。
..。
....。
...。
...。
.。
..。
.。
.。
....。
..。
....。
.。
.....。
..。
.。
....。
.。
.。
.。
. 11 4。
1 系统工具菜单 .。
.。
..。
FlashPro6 车辆编程器说明书
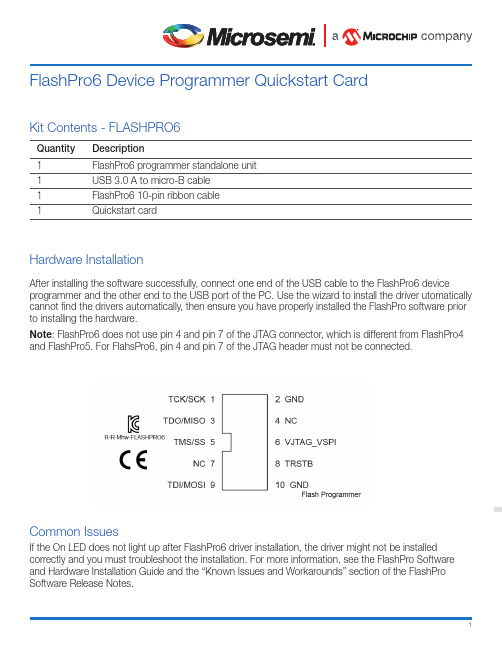
1Kit Contents - FLASHPRO6Quantity Description1FlashPro6 programmer standalone unit1USB 3.0 A to micro-B cable1FlashPro6 10-pin ribbon cable1Quickstart cardHardware InstallationAfter installing the software successfully, connect one end of the USB cable to the FlashPro6 deviceprogrammer and the other end to the USB port of the PC. Use the wizard to install the driver utomatically cannot find the drivers automatically, then ensure you have properly installed the FlashPro software prior to installing the hardware.Note : FlashPro6 does not use pin 4 and pin 7 of the JTAG connector, which is different from FlashPro4 and FlashPro5. For FlahsPro6, pin 4 and pin 7 of the JTAG header must not be connected.Common IssuesIf the On LED does not light up after FlashPro6 driver installation, the driver might not be installed correctly and you must troubleshoot the installation. For more information, see the FlashPro Software and Hardware Installation Guide and the “Known Issues and Workarounds” section of the FlashPro Software Release Notes.FlashPro6 Device Programmer Quickstart CardMicrosemi, a wholly owned subsidiary of Microchip Technology Inc. (Nasdaq: MCHP), offers a comprehensive portfolio of semiconductor and system solutions for aerospace & defense, communications, data center and industrial markets. Products include high-performance and radiation-hardened analog mixed-sig nal integ rated circuits, FPGAs, SoCs and ASICs; power manag ement products; timing and synchronization devices and precise time solutions, setting the world's standard for time; voice processing devices; RF solutions; discrete components; enterprise storage and communication solutions, security technologies and scalable anti-tamper products; Ethernet solutions; Power-over-Ethernet ICs and midspans; as well as custom design capabilities and services. Learn more at .Microsemi HeadquartersOne Enterprise, Aliso Viejo, CA 92656 USA Within the USA: +1 (800) 713-4113 Outside the USA: +1 (949) 380-6100 Sales: +1 (949) 380-6136Fax: +1 (949) 215-4996email:*************************** Microsemi makes no warranty, representation, or guarantee regarding the information contained herein or the suitability of its products and services for any particular purpose, nor does Microsemi assume any liability whatsoever arising out of the application or use of any product or circuit. The products sold hereunder and any other products sold by Microsemi have been subject to limited testing and should not be used in conjunction with mission-critical equipment or applications. Any performance specifications are believed to be reliable but are not verified, and Buyer must conduct and complete all performance and other testing of the products, alone and together with, or installed in, any end-products. Buyer shall not rely on any data and performance specifications or parameters provided by Microsemi. It is the Buyer’s responsibility to independently determine suitability of any products and to test and verify the same. The information provided by Microsemi hereunder is provided “as is, where is” and with all faults, and the entire risk associated with such information is entirely with the Buyer. Microsemi does not grant, explicitly or implicitly, to any party any patent rights, licenses, or any other IP rights, whether with regard to such information itself or anything described by such information. Information provided in this document is proprietary to Microsemi, and Microsemi reserves the right to make any changes to the information in this document or to any products and services at any time without notice.©2019 Microsemi, a wholly owned subsidiary of Microchip Technology Inc. All rights reserved. Microsemi and the Microsemi logo are registered trademarks of Microsemi Corporation. All other trademarks and service marks are the property of their respective owners.50200699 11/19https:///product-directory/design-resources/1750-libero-soc#downloads Documentation ResourcesFor more information about the FlashPro6 Device Programmer, see the documentation at https://www. /product-directory/programming/4977-flashpro#documents.SupportTechnical support is available online at https:///Portal/Default.aspx.Microsemi sales offices, including representatives and distributors are located worldwide. To find your local representative, go to /salescontacts。
APPRO宝马FEM BDC钥匙工具使用说明 V1
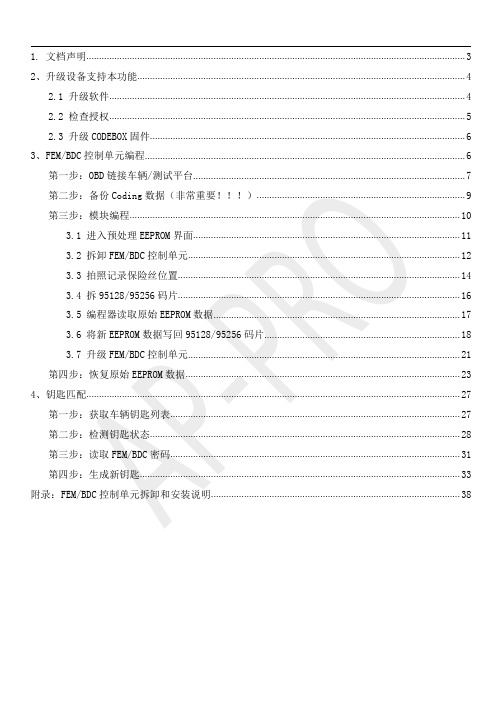
1.文档声明 (3)2、升级设备支持本功能 (4)2.1升级软件 (4)2.2检查授权 (5)2.3升级CODEBOX固件 (6)3、FEM/BDC控制单元编程 (6)第一步:OBD链接车辆/测试平台 (7)第二步:备份Coding数据(非常重要!!!) (9)第三步:模块编程 (10)3.1进入预处理EEPROM界面 (11)3.2拆卸FEM/BDC控制单元 (12)3.3拍照记录保险丝位置 (14)3.4拆95128/95256码片 (16)3.5编程器读取原始EEPROM数据 (17)3.6将新EEPROM数据写回95128/95256码片 (18)3.7升级FEM/BDC控制单元 (21)第四步:恢复原始EEPROM数据 (23)4、钥匙匹配 (27)第一步:获取车辆钥匙列表 (27)第二步:检测钥匙状态 (28)第三步:读取FEM/BDC密码 (31)第四步:生成新钥匙 (33)附录:FEM/BDC控制单元拆卸和安装说明 (38)APPRO宝马FEM/BDC钥匙工具使用说明2017年08月04日版本Ver1.01.文档声明请仔细阅读以下声明:✧宝马FEM/BDC钥匙工具说明文档仅限于辅助宝马FEM/BDC设备维修车辆,请遵守国家法律,勿用于违法用途。
✧非法使用本文档以及宝马FEM/BDC钥匙工具,由用户承担一切风险,本设备生产方不承担任何责任。
✧宝马FEM/BDC钥匙工具说明文档可以帮助您尽快学会使用宝马FEM/BDC钥匙工具,请仔细阅读。
APPRO宝马FEM/BDC钥匙工具使用说明2、升级设备支持本功能2.1升级软件图2.1.1软件版本信息2.2检查授权图2.2宝马FEM/BDC功能已授权2.3升级CODEBOX固件图2.3CODEBOX版本最低要求(0015版本) 3、FEM/BDC控制单元编程1.先择“钥匙工具”进入“宝马FEM/BDC”钥匙匹配功能图3.0宝马F系钥匙工具选项第一步:OBD链接车辆/测试平台1.打开电门后点击“链接车辆”按钮。
Control_M使用手册20130415资料
Control-M/Agent 向另一台未安装 Control-M/Agent 的应用服务器去下发作业。 由于 受网络以及用户的限制以及 Remote Host 无法加载功能模块, 所以使用起来相对没
Control-M/Agent 可安装在各种操作系统上, 并提供如 AFT(文件传输) ,DATABASE(S数
据库存储过程) , SAP( SAP软件相关)等功能模块方便不同的应用进行作业执行。
注:另外在 CONTROL-M/Server和 CONTROL-M/EM Server支持高可用,保障整个系统的 不受故障影响。
作业生命周期: 1. 作业在 Control-M/EM 提供的 GUI 界面中进行定义。 2. 作业提交到 Control-M/Server 进行调度。 3. Control-M/Server 将作业提交到所需执行的 Control-M/Agent 进行执行。 4. Control-M/Agent 将作业执行信息返回到 Control-M/Server 。
所以通过 Gateway 来处理 EM 具体和哪个 Control-M Server 通信。 Gateway 只负责管理 谁和谁通信,具体的通信是由 CMS 来处理。 Configuration Management Server ( CMS ) 与 Control-M Server 的 Configuration Agent 通信,通过它来处理管理员发布的请求。 Global Alerts Server ( GAS ) 管理报警信息给所有的 EM GUI 。 Global Conditions Server ( GCS) 发布全局条件给不同的 Control-M/Server 。 Batch Impact Manager ( BIM ) 进行关键作业进行提前告警。 Forecast Server 帮助查看未来某一天所需执行的作业。 Naming Service 用于提供 EM Server 对外的服务接口。 Configuration Agent 用于与 Control-M/Server 进行通信,下发作业调度指令。
XPM Operation Manual(Chinese)
授权服务机构
Vitronics-Soltec 服务地点如下:
我们每天提供 24 小时服务
请访问我们的网站: /
EM 02202-H NOVEMBER-2001
-3-
回焊炉操作,工艺参数和维护
*如何使用本手册*
本页解释手册的组织结构
主要部分(如目录所列)
次要部分(如目录所列)
本手册的通篇文本,你将发现下列惯例:
快速冷却 是选件,标题,或软件选择将用粗体大写显示. 回车是一键盘上的按键_将用粗体_大写显示.
很重要的信息被以下述方式显示:
1)粗体 2)大写 3)斜体 4)下划线 5)带阴影背景 6)用方框包围 7)使用 1-6 的组合
EM 02202-H NOVEMBER-2001
意义是相同的.
为回焊炉 测试温度曲线的热电 偶插口
急停按钮中断电源工作
回焊炉上盖升起和下落转 换开关
调整轨道和中心可折叠支撑 装置进入或外出的转换开关
EM 02202-H NOVEMBER-2001
-5-
回焊炉操作,工艺参数和维护
定义
下列术语被定义为: 加热单元:在许多回焊炉上的上面或下部半个加热(或冷却)单元,例如:上温区,冷却温区等等. 点击:把鼠标的指针置于选择点并且按下适当开关的动作. 控制系统:操作回焊炉综合了电子,机械,计算机和软件系统各个方面的要求. 对话框:在屏幕上可输入信息的小窗口. 图标:一个项目,操作,或功能的图形表示(标志),一些图标能被指标选择. 菜单:
回焊炉控制软件
软件版本 7。04。00。XX 下拉菜单扩展图在第 7 页显示 介绍………………………………………………………………….…………………………………………………2 *如何使用手册*……………………………………….………………………………………………….. .4 回焊炉控制面板按钮符号…………………………….……………………………………………………5 定义……………………………………….…………………………………………………………………6 操作屏幕_菜单_对话框_符号………………….…………………………………………………….…………...7 下拉菜单(可得到“帮助”)………………….…………………………………………….…………....8 回焊炉状态条(位于在屏幕底部)…………….…………………………………………….…………....8 口令登入/退出…………….……………………………………………………………….………………...9 口令控制(全局口令需求)…………….…………………………………………….……………....…..10 口令权限(用户进入允许)…………….………………………………………….………………..........11 图标(屏幕图形标志)…………….…………………………………………….…………………...…...12 打印…………….…………………………………………………………………….………………...…...14 自动开机/关机…………….………………………………………………………….……………..…...…15 传输链速度与温度的在线编辑…………….…………………………………….……………..……...….18 生产对象与工艺参数…………….……………………………………………………….….…………….…………19 生产对象和工艺参数的解释…………….……………………………………….…………………….….19 编辑一个生产对象工艺参数(包括:拷贝,新增_编辑_或删除)………………………….….…..20 生产对象术语及其定义…………….…………………………………………………………….…….….22 工艺参数术语及其定义…………….…………………………………………………………….….….…22 选择和开启一个流程(生产对象或 工艺参数)…………….………………………………….…….…23 回焊炉状态警报_警告_与关机…………….……………………………………………………………….….…24 警报/事件讯息…………….…………………………………………………………………….….………29 警报级别及其设定…………….………………………………………………………………..………….30 回炉特征和选件…………….…………………………………………………………………….……..……………31 轨道宽度 调整…………….………………………………………………………………..………………31 数据记录…………….……………………………………………………………………..……………….33 板的追踪_跌落与轧住…………….……………………………...……………………..………………..34 快速冷却…………….…………………………………………………………………….……….……….35 温度曲线…………….………………………………………………………………….……….………….36 轨道链润滑…………….……………………………………………………………….……….………….39 调整/编辑操作参数及其缺省值…………….………………………………………………….………….………...42 传输链速度校准…………….……………………………………………………….……….………….....42 自动轨道宽度校准…………….…………………………………………………….……….………..…...45 测试回焊炉温度曲线…………….…………………………………………………………….………….….………47 总述…………….………………………………………………………………….………….…………….47 测试温度曲线目的…………….………………………………………………….…….………………….47 测试温度曲线选择 KIC,ECD,或机器本身程序…………….…………….…….…………….…....48 使用“How do I”得到帮助…………….……………………………………….…….……………..…....49 为测试温度曲线 准备 热电偶 与 印刷电路板…………….……………………….….……………….....50 测绘温度曲线…………….……………………………………………………….….………………….....55 快速开机指南…………….……………………………………………………………….…….……………..…..….59 使用排除故障程序…………….…………………………………………………….….………………………….…62 回焊炉配置(检查各种设定)…………….……………………………….…………………………..…62 测试子系统 设备…………….…………………………………………….………………………….……68 强制数字式输出…………….…………………………………………….………………………….…….69 检查数字式输入状态…………….…………………………………….…………………………….…….70 检查数字式输出状态…………….…………………………………….…………………………….…….71 维护…………….………………………………………………………………….…………………………….……72 推荐计划表与时间要求…………….……………………………………………………………….….….72 维护程序…………….…………………………………………………………………………………..….73 索引…………….………………………………………………………………………………………………..…….91
PGM操作说明书(明细)

◆PGM系统概述:(需一天时间)●操作界面介绍:拷频整个操作界面(标注说明:下拉式菜单、工具栏、纸样栏、辅助工具栏、操作区域)●工具条选择(显示或隐藏工具条): 1. 通过在工具条界面点击鼠标右键—自定义(TOOLBARS) 2. 视图—工具栏●工具条摆放: 按住鼠标左键拖动工具条前的双杠边把工具条摆放到操作人员较顺手的位置●工具条中某个工具的显示或隐藏: 在工具条界面点击鼠标右键—自定(工具) 可将工具条中不常用的工具拖入其中,扩大操作区域●单位名称设置: 选项----设定单位(厘米、英寸误差调整)●操作界面中文字设置: 选项----字型(屏幕、内部文字、纸样栏、纸样排栏轮廓、打印机)●版面颜色及线种类调整:选项----颜色----颜色及线种类(一般颜色栏目)●操作前相关知识了解(以表格形式说明):◆PGM打版系统:(需七天时间)●以男衬衫为例:建立基础框架:编辑----新建纸样----新建矩形、线段加点、移动点、多个移动、圆、辅助线利用以上工具变化出不同的打板方式:前后片分开打法(主要体现工具的灵活性)前后片重叠打法前后片并列打法通过前后片的各种打法引申出:不同肩斜制法的工具灵活使用:定数肩斜角度肩斜比例肩斜定小肩宽不同袖窿深制法的工具灵活使用:以上平线定袖窿深以肩斜线定袖窿深以肩斜点定斜跨肩放码基础工具:建立放码档数(放码----尺码)、显示放码表、选放码点后填放码数值、复制黏贴放码数值(几种黏贴方式)、放完基础码用排点工具查看板型各部位效果缝份基础工具:加整体缝份、修改单边缝份、缝份折边处理●以外销裤为例:建立基础框架:(以上建框架所用到的工具)、线段等份(编辑----加入----加点/线与线上)、空间等分(钮位距离)、修改锁定弧线长度(MEASURE测量工具)、延伸轮廓放码基础工具:(以上所用到的基本放码工具)、制作放码表库缝份基础工具:(以上用到的缝份工具)、单边变量缝份(后浪处理)死褶基础工具:建立死褶、死褶放码、合并死褶●以开公主线女上装为例:建立基础框架:(以上建框架所用到的工具)、公主线开刀(画笔工具、裁剪工具)放码基础工具:(以上所用到的基本放码工具)、内部如口袋、腰省等推挡(比例放码)缝份基础工具:(以上用到的缝份工具)、单边缝份处理(折角、剪角)死褶工具:建立死褶、死褶(褶尖、褶量)转移多种配领、配袖方式:(结合教学过程中遇到的不同人的打法来找相应的工具)●以插肩袖为例:建立基础框架:(以上建框架所用到的工具)、辅助线(做斜度辅助线垂直)、线条复制及调整(编辑----线段----复制)放码基础工具:(以上所用到的基本放码工具)、角度放码工具缝份基础工具:(以上用到的缝份工具)附助工具:行走工具(对位标记)、连接纸样工具修改工具:制作布纹线(平行布纹线、角度布纹线、旋转布纹线)●以完整的男西服为例(将之前的所有工具进行串联):建立基础框架:(以上建框架所用到的工具)放码基础工具:(以上所用到的基本放码工具)、号型放码缝份基础工具:(以上用到的缝份工具)、缝份开叉、开叉倒角(裁剪缝份角度)◆PGM特殊(优秀)工具:(需三天时间)●放码工具:树放码(以内衣板为例)●用编辑工具手工放码:(弧线造型单段调整)●死褶与生褶的多种变化:加容位(立体袋)(袖肘省)(膝盖省)、多个死褶(前中有褶)(不对称省道)(泡泡袖)、生褶(百褶裙)(鱼尾裙)(羊腿袖)、生褶线(不同类型不同深度的褶同时制作)●加放缩率(缩率回退):纸样----修改----比例缩放(样版缩率、单线条缩率、缩率以文字说明)、缩率回退公式●牙口设置:牙口推挡变化(按比例推挡、按定数推挡)●比较线段长度:多条线段累加,累减(查看各段或多段线段弧线长度或直线长度)●纸样库:将基本款式轮廓做好存入纸样库中,以后可当工具直接调用◆PGM软件中各项菜单栏下的设置:(需两天时间)文件----合并设计文件、文件----文件效用----打开备份文件、纸样----总体资料、纸样----一般----总体修改内部、纸样----一般----总体牙口放码、纸样----一般----加入支持曲线点、纸样----清除多余点、设计----剪裁、设计----孔洞入纸样/纸样向孔洞、设计----点连接、设计----相等线段、设计----安排绘图、视图----显示纸样内容、视图----一般选项、视图----纸样、视图----提示资料、选项----抓取、选项----痕迹线、选项----移动对话盒、选项----其余设定◆PGM描版系统:(需一天时间)●数字化仪设定:设定读图板(每项内容具体含义)截图后标注说明●描基本码:描版方式(16键定位器描版时的按键含义)、修版(旋转、修线、修点)图例说明●描全码版:建立尺码(基码设定为最小码或最大码)、描版方式图例说明◆PGM排料系统:(需三天时间)●多种铺布方式与排料区域设置的关系:排料图定义(排料图面积、层数、排料图布料、带剩余部分的排料图面积)截图后标注说明●排料样板文件的调取:选择设计文件(浏览找排料文件、设定捆扎数量、查看纸样资料)截图后标注说明●排料区样板的调整工具:样板放置、重叠样板、旋转样版、滑动靠齐样板●排料区的变化:复制排料图(手枪型排料)、交替样片(更新设计文件、排料图----替代)、编辑样片(纸样----编辑纸样)●特殊排料方式:对格对条(排料图----条纹及布纹)、毛皮类排料(纸样----建立新纸样)、色差排料(排料图----裂缝)、捆绑(配套----捆扎)●特殊工具:(套排NEST++、自动排队排图、报告于EXCEL、运算成本)●排料界面中各项菜单栏下的设置:文件----合并排料图文件、纸样----内部----总体内部参数、排料图----侦察内部重叠、视图----纸样于排料图上内容、视图----提示资料、选项----其余设定◆PGM转换资料系统:(需一天时间)●●●◆PGM打印系统:(需一天时间)●一比一输出:各款打印的连接设置、打版系统/排料系统分别打印方式(文件----绘图)●缩小比例打印:文件----绘图----更多、文件----打印●截图拷频打印:。
FLEX 5000 安全頻率輸入模組 使用手冊说明书

FLEX 5000 安全頻率輸入模組型號 5094-IJ2IS、5094-IJ2ISXT2Rockwell Automation 出版物 5094-UM004A-ZC-P - 2021 年11 月FLEX 5000 安全頻率輸入模組使用手冊使用者重要資訊進⾏本產品的安裝、設定、操作或維護前,請閱讀本文件及其他資源一節內有關本設備安裝、設定和操作的文件。
使用者除了必須瞭解所有相關法規、法律條文與標準外,還需熟知安裝與配線說明。
舉凡安裝、調整、運作、使用、組裝、拆卸及維護等作業,均需由受訓合格的⼈員依照相關法規進⾏。
若以製造商未提及之方式使用本設備,將可能損害到製造商為本設備所提供的保護措施。
不論任何情況,Rockwell Automation Inc. 對於使用或應用此裝置而產生的間接或連帶損壞,均不負擔任何法律或賠償責任。
本⼿冊中的範例和圖表皆僅供說明之用。
由於個別安裝會有許多不同的變數及條件,Rockwell Automation, Inc. 無法對依照範例及圖⽰指⽰進⾏的實際使用狀況負責或提供賠償。
關於本⼿冊中所述之資訊、電路、設備或軟體部分,Rockwell Automation Inc. 概不承擔任何專利責任。
在取得 Rockwell Automation Inc. 書面同意之前,禁止重製本⼿冊部分或全部內容。
在整本⼿冊中,我們會在必要時使用註記,讓您瞭解安全注意事項。
這些標籤也可能位在設備上方或內側,以提供特定預防措施資訊。
以下圖⽰可能會出現在本文件的文字中。
Rockwell Automation 瞭解本出版物及業界目前所使用的部分詞彙,並不符合技術中包容性語⾔的發展趨勢。
我們正積極與業界同仁合作,找出這類詞彙的替代方案,並對產品和內容進⾏變更。
在我們實施這些變更時,請原諒我們在內容中使用此類詞彙。
警告:指出可能在危險環境中導致爆炸的做法或情況之相關資訊,爆炸可能會進而導致⼈員受傷或死亡、財物損失或經濟損失。
超越宝典汽配汽修管理系统操作说明书
超越宝典汽配汽修管理系统操作说明书一维修业务 (4)A: 前台管理 (4)B:车间管理 (9)C:工单浏览 (12)D:三包索赔 (13)1.索赔管理 (13)2.索赔工时报表 (14)3.索赔配件报表 (14)4.索赔车辆报表 (14)二美容管理: (15)A:精品入库 (15)B:精品出库 (15)C:服务项目定义 (15)D:会员卡定义 (15)E:会员卡管理 (15)F:美容服务 (15)G:本地参数设置 (16)三配件业务: (16)A:商品销售 (16)B:销售退货 (18)C:维修领料 (18)E:其它出库 (19)F:调拨出库 (19)G:销售报价 (20)I:商品入库 (20)J:入库退货 (22)K:订货管理 (23)1.订单制作 (23)2.订单合同 (24)L:需求管理 (25)M:库存管理 (27)1.库存浏览 (27)2.库存修改 (27)3.库存盈亏 (29)4.库存盘点 (31)5.库存处理 (31)N:库存月结 (32)四决策分析: (32)A:出库查询 (32)2.维修领料查询3.调拨出库查询4.其它出库查询5.销售报价查询 (33)B:入库查询 (33)C:库存查询 (34)D:盈亏查询 (34)E:库存超储或缺货查询 (34)F:进出流水帐查询 (34)G:进销存查询 (34)H:维修统计 (35)1.进厂台次统计 (35)2.返修率统计 (36)3.当日交车率统计 (36)4.计划内交车率统计 (36)I:维修报表 (36)1.维修业务报表 (36)2.结算车辆明细报表 (36)3.结算车辆汇总报表 (37)4.维修工时清单 (37)5.班组业绩报表 (37)J:日营业统计 (38)K:日营业查询 (38)L:月销售统计 (38)M:月销售查询 (38)N:服务质量与提醒 (39)1.待年审客户提醒 (39)2.服务卡到期提醒 (40)3.客户流失率统计 (40)O:自定义查询 (40)P:自定义统计 (40)五基础资料: (41)A:零件属性: (41)B:互换编码定义 (43)C:安全库存设置 (43)D:客户档案 (45)E:供应商档案 (45)F:车辆档案 (46)G:维修项目 (47)H:车类工时单价 (48)I:故障项目设置 (48)J:附加项目 (49)K:辅助资料 (49)六短信管理: (50)A:自动提醒 (50)B:备忘短信 (50)C:自由短信 (51)D:短信历史 (52)1.用户参数设置 (53)2.短信用语设置 (53)3.节日短信用语设置 (53)F:短信帐户管理 (54)1.帐户注册 (54)2.帐户充值 (54)3.余额查询 (54)七系统管理: (54)A:权限设置 (54)B:参数设置 (55)C:功能密码 (55)D:数据初始化 (55)E:单号初始化 (56)F:系统运行跟踪 (56)G:旧系统数据转入 (57)H:拼音五笔代码 (57)I:自定义查询报表 (58)J:帐套管理 (58)K:备份帐套 (58)L:恢复帐套 (58)M:操作密码修改 (59)N:登陆系统 (60)八财务结算 (60)A:维修业务结算: (60)1.维修收银 (60)2.收维修欠款 (60)3:保险索赔结算: (61)4:原厂索赔结算: (61)B:配件业务结算: (61)C:未结清单据对帐: (61)D:应收、付帐管理: (62)九财务 (62)A:基本资料 (64)1:会计科目 (65)2:币种设置 (68)3:结算方式 (68)4:凭证摘要 (68)B:凭证管理 (68)1:手工凭证处理 (68)2:业务凭证管理 (70)3:凭证登帐 (72)4:凭证查找 (72)5:结转损益 (74)6:期末结算: (75)7:年度转帐: (75)1:总分类帐 (76)2:明细分类帐 (78)3:科目汇总表 (79)4:试算平衡表 (80)5:数量金额总帐 (81)D:分类帐 (81)1:部门分类帐 (81)2:项目/员工/往来单位分类帐 (81)E:财务报表: (82)1:自定义报表 (82)2:现金流量表 (84)2、现金流量初始数据 (85)3、现金流量数据准备 (85)F:应收应付管理 (88)G:出纳帐管理 (89)H:辅助工具 (90)一维修业务A:前台管理功能介绍、及操作步骤: 点击【维修业务】-【前台管理】。