机器生产效率统计表
202009设备综合效率(OEE)

0
其它
min
0
故障停机 min
0
换型停机 min
0
非计
划停 首件确认 min
0
机时 待料停机 min
0
间
品质异常 min
0
其它
min
0
负荷时间
min
0
开动时间
min
0
时间开动率
%
理论加工周期
min/ 件
实际加工周期
min/ 件
实际加工时间 min
速度开动率
%
净开动率
%
性能开动率
%
生产总数
件
0
不良品数
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
合计
设备综合效率(OEE)统计表
设备名称
设备编号
生产线别
国六生产线
月份
2020 2020 年
9
月
日期
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
合计
工作时间
h
0
保养停机 min
0
计划 调模停机 min
0
停机 工间休息 min
0
时间
停产停机 min
折弯机设备效率综合统计表
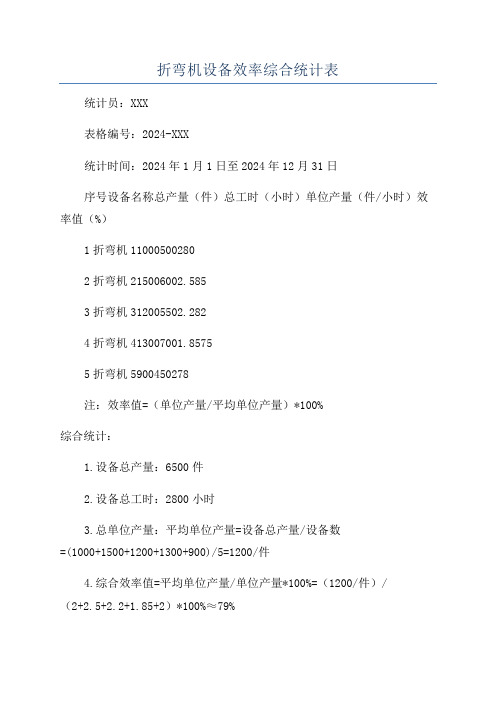
折弯机设备效率综合统计表
统计员:XXX
表格编号:2024-XXX
统计时间:2024年1月1日至2024年12月31日
序号设备名称总产量(件)总工时(小时)单位产量(件/小时)效率值(%)
1折弯机11000500280
2折弯机215006002.585
3折弯机312005502.282
4折弯机413007001.8575
5折弯机5900450278
注:效率值=(单位产量/平均单位产量)*100%
综合统计:
1.设备总产量:6500件
2.设备总工时:2800小时
3.总单位产量:平均单位产量=设备总产量/设备数
=(1000+1500+1200+1300+900)/5=1200/件
4.综合效率值=平均单位产量/单位产量*100%=(1200/件)/
(2+2.5+2.2+1.85+2)*100%≈79%
根据以上统计信息,折弯机设备综合效率值为79%,平均每小时产出1200件产品。
需要注意的是,统计结果仅仅是对机器设备的综合效率进行量化,无法对工人的操作技能和设备质量进行定量评价。
统计员签名:。
车间周(月)生产效率统计表
55%↑ 3%↑ 69%↑ 6%↑ 2%↑
45000 84000 84000 112000 473000
1820 7399 8446 12379 28300
68%
63% 92% 77%
68% 130% 117% 107% 111%
66% 135% 107% 87% 95%
56% 121% 85% 76% 84%
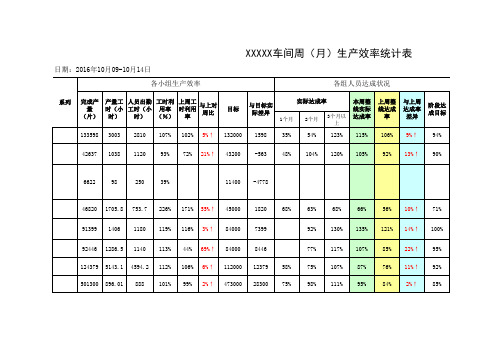
XXXXX车间周(月)生产效率统计表
日期:2016年10月09-10月14日 各小组生产效率
系列 完成产 量 (片) 133598 42637 产量工 人员出勤 工时利 上周工 与上对 时(小 工时(小 用率 时利用 周比 时) 时) (%) 率 3003 1038 2810 1120 107% 93% 102% 72% 5%↑ 21%↑ 与目标实 际差异
1个月
各组人员达成状况
实际达成率
2个月 3个月以 上
目标
本周整 线实际 达成率 115% 105%
上周整 线达成 率 106% 92%
与上周 达成率 差异 9%↑ 13%↑
阶段达 成目标
132000 43200
1598 -563
35% 48%
54% 104%
123% 120%
94% 90%
6622
98
10%↑ 14%↑ 22%↑ 11%↑ 2%↑
71% 100% 95% 92% 85%
58% 75%
75% 98%
统计:
审核:
车间周(月)生产效ቤተ መጻሕፍቲ ባይዱ统计表
原因分析
对策措施
本周新增加3名新员工。
提升新员工效率。
1、因无SS09085R6MLS捺印章,所 以切换品名,造成产品积压。 1、生产前先确认相应 2、因SS0908222YLS的GAP不能套入 的材料是否齐备。 磁芯,所以造成产品未流至外检
设备综合效率OEE统计表(使用)

6600
64.25
150
6600
70.83 42.83
%
%
100.0 0%
30.3 4%
00
#DIV/0!
#DIV/ 0!
#DIV/ 0!
#DIV/ 0!
#DIV/ 0!
#DIV /0!
00
#DIV/0!
#DIV/ 0!
#DIV/ 0!
#DIV/ 0!
#DIV/ 0!
#DIV /0!
00
#DIV/0!
#DIV /0!
#DIV/0!
#DIV/ 0!
#DIV/ 0!
#DIV/ 0!
#DIV/ 0!
#DIV /0!
#DIV/0!
#DIV/ 0!
#DIV/ 0!
#DIV/ 0!
#DIV/ 0!
#DIV /0!
#DIV/0!
#DIV/ 0!
#DIV/ 0!
#DIV/ 0!
#DIV/ 0!
#DIV /0!
#DIV/ 0!
#DIV /0!
00
#DIV/0!
#DIV/ 0!
#DIV/ 0!
#DIV/ 0!
#DIV/ 0!
#DIV /0!Biblioteka 00#DIV/0!
#DIV/ 0!
#DIV/ 0!
#DIV/ 0!
#DIV/ 0!
#DIV /0!
00
#DIV/0!
#DIV/ 0!
#DIV/ 0!
#DIV/ 0!
#DIV/ 0!
计划停机时间
生产 总数
不合 格数
计划 保养
休息
调机
培训
会议
生产效率分析表格
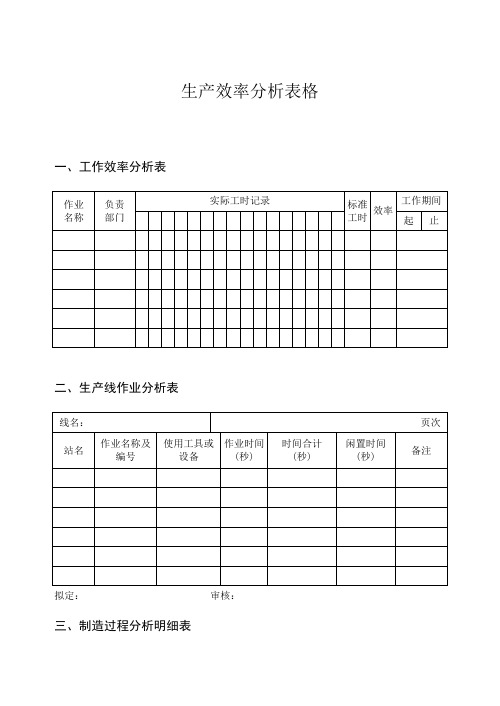
生产效率分析表格一、工作效率分析表
二、生产线作业分析表
拟定:审核:
三、制造过程分析明细表
拟定:审核:四、产量分析表
五、各制造过程产量分析表
348
六、月份各部门生产效率分析表
审核:填表:
349
七、月份各产品产出率报告表
核对:
八、月份完工产品效率汇总表
350
九、生产效率不佳原因分析表
月份:
十、零件自制外购对比分析表
日期:
初拟:修订:批示:审核:分析人:
351
十一、经济生产量分析表
十二、工厂设备投资经济效益分析
续表352
审核:分析表:
十三、机器生产效率统计表
机别:月份:
353
十四、设备利用率分析
期间:月日至月日资料来源:□资料分析
□抽查
审核:分析员:十五、生产进度异常原因分析
354
续表
十六、生产故障分析表
部门:年月编号:
355。
机械行业标准工时及产能计算表

248.3 #DIV/0!
PCS/H PCS/H
备注
表
测量日 期 2017/3/24 23:52 测量人 员 David 标准工 平衡工 目前工 建议设 宽放系 时 建议人 时 宽放率 装夹具 备数 数 (sec/p 数 (sec/ (台) (台) cs) pcs) 1 1 1 1 1 1 1 1 1 1 1 1 1% 1% 1% 1% 1% 1% 1% 1% 1% 1% 1% 1% 1.0% 7.总人数﹕
0
12
9.生产每K需求 小时: 10.生产治具套 数:
T:代表"夹具/机器"
0% 0% 0% 0% 0% 0% 0% 0% 0% 0% 0% 0% 0% 0% 0% 0%
1 1 1 1 1 1 1 1 1 1 1 1
1.92 1.19 1.09 3.72 0.72 0.19 2.72 -
21.4 24 21.8 21 13.3 15.1 13.9 13.8 27.9 24.8 24.4 19.2
制程 性能 87% 4% 84% 81% 87%
平均操 生产数 作时间 量 (sec/ (set/ 次) 次) 24.40 7.40 6.50 4.50 2.50 13.50 21.90 14.40 23.20 8.20 1.10 14.50 142.10
标准工时统计表
单元 装配 品名 每次操作时间(s) 工序 工序名称 工序名称1 工序名称2 工序名称3 工序名称4 工序名称5 工序名称6 工序名称7 工序名称8 工序名称9 工序名称10 工序名称11 工序名称12 1 2 3 4 5 偏离比 标准差 率
3.09 0.91 0.51 0.26 0.37
8.每班日产能﹕
24.5 7.5 6.6 4.5 2.5 13.6 22.1 14.5 23.4 8.3 1.1 14.6 ###### 12 人 1.902 K 0 -
设备效率统计表
11月
12月
月份
总效率1 系列4 系列5 系列3 系列6 系列2 系列8 系列10 系列7 系列9
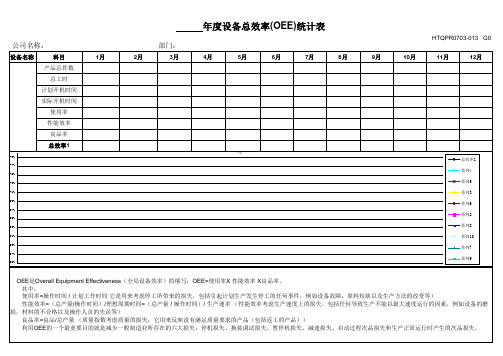
OEE是Overall Equipment Effectiveness(全局设备效率)的缩写;OEE=使用率X 性能效率 X良品率。 其中: 使用率=操作时间 / 计划工作时间 它是用来考虑停工所带来的损失,包括引起计划生产发生停工的任何事件,例如设备故障,原料短缺以及生产方法的改变等) 性能效率=(总产量/操作时间)/理想周期时间=(总产量 / 操作时间)/ 生产速率 (性能效率考虑生产速度上的损失。包括任何导致生产不能以最大速度运行的因素,例如设备的磨 损,材料的不合格以及操作人员的失误等) 良品率=良品/总产量 (质量指数考虑质量的损失,它用来反映没有满足质量要求的产品(包括返工的产品)) 利用OEE的一个最重要目的就是减少一般制造业所存在的六大损失:停机损失、换装调试损失、暂停机损失、减速损失、启动过程次品损失和生产正常运行时产生的次品损失。
公司名称:
设备名称
科目
1月
产品总件数
总
使用率
性能效率
良品率
总效率1
79% 77% 75% 73% 71% 69% 67% 65% 63% 61% 59% 57% 55%
部门:
2月
3月
年度设备总效率(OEE)统计表
4月
5月
6月
7月
8月
HTQPR0703-013 G0
9月
10月
生产效率统计表-带公式-直接使用
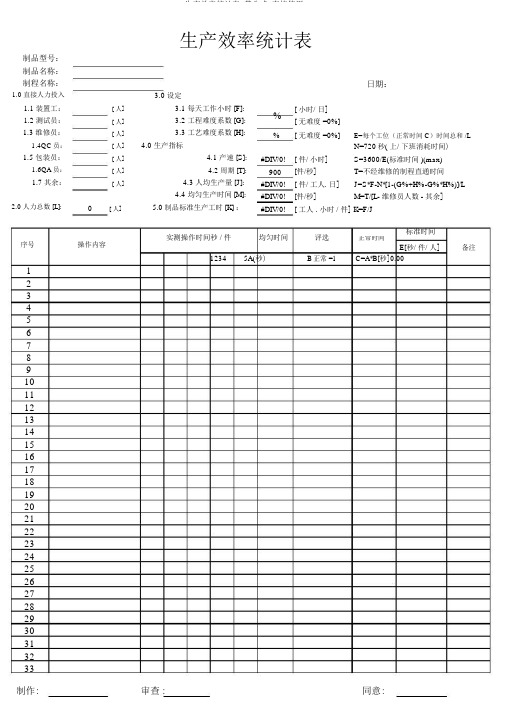
生产效率统计表-带公式-直接使用1 / 1制品型号: 制品名称: 制程名称:生产效率统计表日期:1.0 直接人力投入1.1 装置工: 1.2 测试员: 1.3 维修员:1.4QC 员:1.5 包装员:1.6QA 员:1.7 其余:2.0 人力总数 [L]:[ 人] [ 人] [ 人] [ 人] [ 人] [ 人] [ 人][ 人]3.0 设定3.1 每天工作小时 [F]: 3.2 工程难度系数 [G]: 3.3 工艺难度系数 [H]:4.0 生产指标4.1 产速 [S]:4.2 周期 [T]:4.3 人均生产量 [J]: 4.4 均匀生产时间 [M]:5.0 制品标准生产工时 [K] :[ 小时/ 日]%[ 无难度 =0%]% [ 无难度 =0%]E=每个工位(正常时间 C )时间总和 /LN=720秒( 上/ 下班消耗时间) #DIV/0! [ 件/ 小时] S=3600/E(标准时间 )(max) 900[件/秒]T=不经维修的制程直通时间 #DIV/0! [ 件/ 工人. 日] J=S*F-N*[1-(G%+H%-G%*H%)]/L #DIV/0! [件/秒]M=T/[L- 维修员人数 - 其余]#DIV/0! [ 工人 . 小时 / 件] K=F/J序号操作内容实测操作时间秒 / 件均匀时间评选标准时间正常时间备注E[秒/ 件/ 人]1234 5A(秒)B 正常 =1C=A*B[秒]0.001 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33制作:审查 :同意:。