车间生产效率统计表
202009设备综合效率(OEE)

0
其它
min
0
故障停机 min
0
换型停机 min
0
非计
划停 首件确认 min
0
机时 待料停机 min
0
间
品质异常 min
0
其它
min
0
负荷时间
min
0
开动时间
min
0
时间开动率
%
理论加工周期
min/ 件
实际加工周期
min/ 件
实际加工时间 min
速度开动率
%
净开动率
%
性能开动率
%
生产总数
件
0
不良品数
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
合计
设备综合效率(OEE)统计表
设备名称
设备编号
生产线别
国六生产线
月份
2020 2020 年
9
月
日期
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
合计
工作时间
h
0
保养停机 min
0
计划 调模停机 min
0
停机 工间休息 min
0
时间
停产停机 min
折弯机设备效率综合统计表
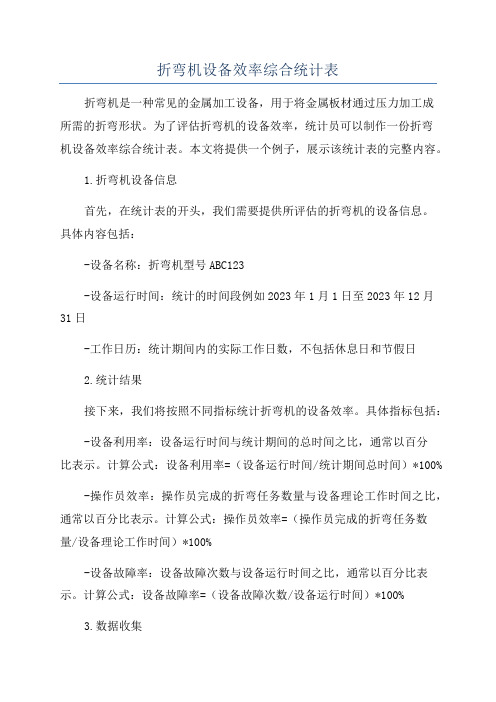
折弯机设备效率综合统计表折弯机是一种常见的金属加工设备,用于将金属板材通过压力加工成所需的折弯形状。
为了评估折弯机的设备效率,统计员可以制作一份折弯机设备效率综合统计表。
本文将提供一个例子,展示该统计表的完整内容。
1.折弯机设备信息首先,在统计表的开头,我们需要提供所评估的折弯机的设备信息。
具体内容包括:-设备名称:折弯机型号ABC123-设备运行时间:统计的时间段例如2023年1月1日至2023年12月31日-工作日历:统计期间内的实际工作日数,不包括休息日和节假日2.统计结果接下来,我们将按照不同指标统计折弯机的设备效率。
具体指标包括:-设备利用率:设备运行时间与统计期间的总时间之比,通常以百分比表示。
计算公式:设备利用率=(设备运行时间/统计期间总时间)*100% -操作员效率:操作员完成的折弯任务数量与设备理论工作时间之比,通常以百分比表示。
计算公式:操作员效率=(操作员完成的折弯任务数量/设备理论工作时间)*100%-设备故障率:设备故障次数与设备运行时间之比,通常以百分比表示。
计算公式:设备故障率=(设备故障次数/设备运行时间)*100%3.数据收集为了进行统计,统计员应该收集以下数据:-设备运行时间记录:记录设备每天的运行时间,以小时或分钟为单位。
-折弯任务记录:记录每个操作员完成的折弯任务数量。
-设备故障记录:记录设备在统计期间内的故障次数。
4.统计数据计算根据收集到的数据,统计员可以计算出上述指标的具体数值,并填入统计表中。
统计结果应包括整个统计期间内的数据,可以按天、月或任何合适的时间间隔进行统计。
5.分析和解读在统计表的末尾,统计员可以通过对数据进行分析和解读,提供一些关于折弯机设备效率的观察和建议。
例如,根据设备利用率和操作员效率的数据,可以评估设备的使用情况和操作员的工作效率,并针对不足之处提出改进措施。
同时,根据设备故障率的数据,可以评估设备的稳定性和可靠性,并提出维护和保养的建议。
标准工时统计表样板

2.8
2.0
2.9
2.2
5.6
9.2
9.8
14.9 13.3 14.1
6.9
7.4
7.4
6.2
5.9
6.7
8.5
9.3
8.5
10.5 11.3 10.9
8.1
7.7
8.1
6.7
6.2
6.6
7.3
8.9
6.8
测量日期
2012.03.29
标准差 偏离比率 制成性能
1周期时间: 2瓶颈工序:
备注
3瓶颈时间: 4生产效率:
资料总结 5每小时生产数量: 6人工费用:
准工时统计表
2012.03.29
测量人员
刘锦华
平均操作 时间sec/
次
生产数量 set/次
宽放系数
宽放率
标准工时 sec/pcs
目前治具 台数 (台)
建议治具 台数
建议人数
2.6
1
1
1%
2.41Biblioteka 11%8.2
1
14.1
1
1
1%
1
1%
7.3
1
1
1%
6.2
1
1
1%
标准工时统计表
单元
站位
1 2 3 4 5 6 7 8 9 10 11 12
插件
工序名称
清板(继电器) 清板(传感器) 清板(蜂鸣器/灯) 清板(蜂鸣器/灯)
看板面 看板底(刷板) 测试(掰板) 打胶(蜂鸣器) 打胶(蜂鸣器)
看板面 看板底
品名
ES209-UL
每次操作测试平均时间 (S)
1
制造业员工每日生产效率统计表

装饰件 E500B后壳PC装饰件
3#
Y4 10.75 5520 1
按键 镜片
D8600数字键/墨色 E670主屏/第一刀
B班
6.42 3006 1
4#
Y5
4.33 1272 1
镜片 E670主屏/第二刀
5#
Y6 8.70 3059 1
镜片 E500B主屏镜片/白第一刀 6#
Y7 9.00 6894 1
按键 镜片
E581按键数字 EV530主屏/黑
3.83 1572 1
7#
Y8
2.00 468 1
CNC合计: 66.86 35470 11
有效工 时
(h) 7.53 2.08 4.75 5.42 10.25 6.42 3.33 8.70 8.67 3.83 1.50 62.48
异常工 时 (h)
标准产能 实际产能 产能 (pcs/h) (pcs/h) 达成率%
4.13 601.78 567.70 94.3% 93.4% 78.0%
新员工
备注
调机10分
是
调机63分,搞卫生15 分
是 是
调机35分,搞卫生15 分调机,搞卫生15 分
是
调机60分,搞卫生15 分
是 搞卫生15分
调机20分,搞卫生15
分
是
是
调机30分,搞卫生15 分
6月8日
装饰件 N31A壳镜片 摄像头 E500B摄像头 装饰件 E500B后壳PC片
时间 利用率%
生产 总效率%
0.17 1491
1169 78.4% 97.8% 76.7%
1.05
341
329 96.5% 61.5% 59.4%
车间周(月)生产效率统计表
55%↑ 3%↑ 69%↑ 6%↑ 2%↑
45000 84000 84000 112000 473000
1820 7399 8446 12379 28300
68%
63% 92% 77%
68% 130% 117% 107% 111%
66% 135% 107% 87% 95%
56% 121% 85% 76% 84%
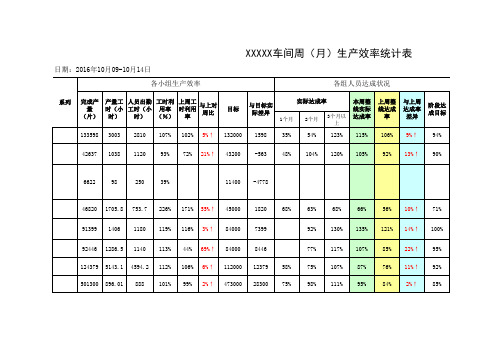
XXXXX车间周(月)生产效率统计表
日期:2016年10月09-10月14日 各小组生产效率
系列 完成产 量 (片) 133598 42637 产量工 人员出勤 工时利 上周工 与上对 时(小 工时(小 用率 时利用 周比 时) 时) (%) 率 3003 1038 2810 1120 107% 93% 102% 72% 5%↑ 21%↑ 与目标实 际差异
1个月
各组人员达成状况
实际达成率
2个月 3个月以 上
目标
本周整 线实际 达成率 115% 105%
上周整 线达成 率 106% 92%
与上周 达成率 差异 9%↑ 13%↑
阶段达 成目标
132000 43200
1598 -563
35% 48%
54% 104%
123% 120%
94% 90%
6622
98
10%↑ 14%↑ 22%↑ 11%↑ 2%↑
71% 100% 95% 92% 85%
58% 75%
75% 98%
统计:
审核:
车间周(月)生产效ቤተ መጻሕፍቲ ባይዱ统计表
原因分析
对策措施
本周新增加3名新员工。
提升新员工效率。
1、因无SS09085R6MLS捺印章,所 以切换品名,造成产品积压。 1、生产前先确认相应 2、因SS0908222YLS的GAP不能套入 的材料是否齐备。 磁芯,所以造成产品未流至外检
设备综合效率OEE统计表(使用)

6600
64.25
150
6600
70.83 42.83
%
%
100.0 0%
30.3 4%
00
#DIV/0!
#DIV/ 0!
#DIV/ 0!
#DIV/ 0!
#DIV/ 0!
#DIV /0!
00
#DIV/0!
#DIV/ 0!
#DIV/ 0!
#DIV/ 0!
#DIV/ 0!
#DIV /0!
00
#DIV/0!
#DIV /0!
#DIV/0!
#DIV/ 0!
#DIV/ 0!
#DIV/ 0!
#DIV/ 0!
#DIV /0!
#DIV/0!
#DIV/ 0!
#DIV/ 0!
#DIV/ 0!
#DIV/ 0!
#DIV /0!
#DIV/0!
#DIV/ 0!
#DIV/ 0!
#DIV/ 0!
#DIV/ 0!
#DIV /0!
#DIV/ 0!
#DIV /0!
00
#DIV/0!
#DIV/ 0!
#DIV/ 0!
#DIV/ 0!
#DIV/ 0!
#DIV /0!Biblioteka 00#DIV/0!
#DIV/ 0!
#DIV/ 0!
#DIV/ 0!
#DIV/ 0!
#DIV /0!
00
#DIV/0!
#DIV/ 0!
#DIV/ 0!
#DIV/ 0!
#DIV/ 0!
计划停机时间
生产 总数
不合 格数
计划 保养
休息
调机
培训
会议
设备综合效率OEE统计表
2020 年 月 日 制 作: 审 核: 代号 项目 A 日历总时间(分) B1 放假休息时间 B2 日常管理时间 B3 计划保养时间 B4 新模试作/工艺试验时间 B5 其他停止时间
计划停机时间(分) B B=B1+B2+B3+B4+B5
计划运转时间(分)
C C=A-B D 设备利用率 E1 设备故障时间(分) E2 转模/转色/换产时间(分) E3 开机/停机 E4 模具异常处理时间(分) E5 工艺参数处理时间(分) E6 停工待料/人时间(分) E7 调色异常时间(分) E8 其他异常损失时间(分)
P OEE=N/C Q OEE目标值 R TEEP=D*P
合计
ห้องสมุดไป่ตู้
非计划停机时间(分) E F+E1+E2+E3+E4+E5+E5+E7 F 运转时间(分)F=C-E G 时间稼动率G=F/C H 实际产量(包括良品和不良品) I 标准生产速度(PCS/分) J 挣得工时 K 性能利用率K=J/F L 不良品总数(PCS) M 合格品数量(PCS) N 最终有效工时 O 合格品率O=(H-L)/H
设备综合效率OEE统计表
当天班次总时间=min
计划生产时间=当天班次总时间-计划停机时间=当天班次总时间- A - I =min
净生产时间=计划生产时间-非计划停机时间=计划生产时间- B - C - E - F - G -H =min
OEE =时间开动率×性能开动率×合格品率
=【净生产时间/计划生产时间】×【净开动率×速度开动率】×【合格品数量/总产量】
25
30
35
40
45
50
55
60
12:00 13:00 14:00 15:00 16:00
5
10
15
20
25
30
35
40
45
50
55
60
5
10
15
20
25
30
35
40
45
50
55
60
5
10
15
20
25
30
35
40
45
50
55
60
5
10
15
20
25
30
35
40
45
50
55
60
中班
16:00 17:00 18:00 19:00 20:00
25
30
35
40
45
50
55
60
04:00 05:00 06:00 07:00 08:00
5
10
15
20
25
30
35
40
45
50
55
60
5
10
15
20
车间生产效率统计表
日期:
車間 產線
2013/9/28
产品名称
良品完 不良 人均时產 標準計 成數量 品數 能PCS/H 劃工时
实际 投入 工时
非作业工時(分钟)
非作业
工时汇 有效
总(H) 轉拉 來料 工程 機械 夾具 待料 返工 其它
工時
產線效率
稼動 操作效 良品 率% 率% 率%
整体良品 整体 率% 效率% 率% 效率
组装 白班 P303A壳装饰件组件 5000 45
364
13.9 25.0
组装 白班 6700-S底壳组件
4000 20
133
30.3 40.0 50
组装 夜班 7707H电池盖组件
1800 10
142
12.7 20.0 50
组装 夜班 A201C底壳组件
10000 120 142
71.1 80.0 80 120
150
64.2 98.7% 68.8% 99.3% 67.4% 158 95.5% 81.3% 99.1% 76.8%
0.8 0.8 93.3 93.3% 89.8% 98.9% 82.9% 5.8
汇总: 20800 195
180 120
150
一
75%
90%
二
72%
90%
三
80%
90%
四
95%
90%
五
82%
90%
六
83%
90%
100%
95%
80%
75%
72%
80%
82%
83%
80%
75%
72%
80%
60%
40%
员工日生产统计表
5
70 52 37 37 61 80 39 48 72 46 57 37 43 28 33 52 85 74 0 48 37 11 78 93 63 61 83 57 57 35 20 20 37 33 87 52 41 28 46 26 54 74 37 13 22
7
41 30 30 22 33 41 30 52 41 56 59 26 48 56 85 63 41 52 30 67 63 37 30 26 33 26 33 30 63 44 30 63 30 44 63 52 52 44 37 22 41 26 44 30 52
57 55 75 64 45 46 62 41 16 12 66 54 62 21 41 46 38 46 62 36 70 55 41 34 39 70 64 86 5 50 30 54 50 52 68 38 50 43 36 62 21 30 75 38 61 27 46
29 71 48 24 24 57 24 5 57 76 29 38 86 24 33 52 14 38 95 48 43 10 19 38 57 76 38 48 38 52 38 48 29 71 76 57 38 43 43 38 33 14 67 57 57 52 33
22 49 49 24 16 40 53 36 73 58 49 29 0 53 18 29 67 64 33 27 69 44 51 53 60 44 49 60 56 87 62 44 64 44 56 78 73 60 80 67 49 89 47 71 31 69 53
43 57 63 31 51 51 31 57 37 63 69 83 40 60 43 57 40 29 31 63 74 74 49 17 57 34 37 74 46 26 34 91 80 43 60 57 63 54 94 63 49 34 37 69 31 69 66