阀门编号规范标准
设备和阀门编号规定

请专工从每个专业的角度,对这2个标准草稿进行补充、修改和提出建议!明天中午前反馈情况!用修订格式。
设备管理制度附件1:设备名称编号及管道标志管理标准1 总则为了加强设备管理,提高设备管理水平,保证生产设备名称、编号的规范性,执行统一标准和样式,保证设备挂牌和管道着色、色环标志的规范统一,根据《设备管理制度》的要求特制定本标准。
2 设备、阀门命名和编号总原则2.1突出功能和作用。
2.2坚持实用、方便的原则。
2.3坚持规范尽量统一的原则。
2.4坚持结合厂家对设备的习惯名称、工程设计对设备的习惯名称、电力行业习惯名称统一考虑的原则。
2.5 坚持唯一性性的原则。
3 设备、阀门名称的命名原则3.1 坚持以功能和作用为先的原则。
(例如:送风机,给水泵,循环泵;排污门,疏水门等。
)3.2坚持通俗易懂、简单、针对性、提示性的原则。
(例如:除碳风机,炉前料仓等。
)4 设备和阀门名称编号规定4.1设备名称编号规定4.1.1 南北向布置的同类设备的编号按从南向北的顺序进行编号,用﹟1、﹟2、﹟3…表示;(例如:给水泵南北布置2台:南面的为﹟1给水泵,北面的为﹟2给水泵。
)4.1.2 东西向布置的同类设备的编号按从东向西的顺序进行编号,用﹟1、﹟2、﹟3…表示。
(例如:凝结泵东西布置2台:东面的为﹟1凝结泵,西面的为﹟2凝结泵。
)4.1.3 汽轮机高、低压加热器按蒸汽压力由低向高的顺序进行编号,用﹟1、﹟2、﹟3…表示。
4.1.3 输送皮带机、斗提机的编号按输送前进方向的顺序编号;并列的皮带机、斗提机按左甲右乙(面向皮带前进方向看)。
(例如:﹟3皮带机左右各1条:左面的为﹟3甲皮带机,右面的为﹟3乙皮带机。
)4.1.4电气主接线的编号,按地调的规定执行,并列的线路编号一,二;电动机随辅机编号。
4.2阀门名称编号规定4.2.1 阀门名称主要按功能、作用命名。
(例如:定排门,连排门,疏水门等。
)4.2.2阀门名称编号主要按介质流出、进入的先后。
规范标准阀门型号编制及表示方法

阀门型号编制方法,阀门型号表示方法,标准阀门型号编制说明阀门型号编制方法国家标准化管理委员会日前发布了《阀门型号编制方法》;由中国机械工业联合会提出,按照GB/T1.1-2009给出的规则起草,阀门型号编制方法由全国阀门标准化技术委员会(SAC/TC188)归口。
阀门型号编制方法规定了阀门的型号编制、阀门类型、驱动方式、连接形式、结构形式、密封面材料、压力和阀体材料代号和代号的表示方法。
阀门型号编制方法适用于各类闸阀、截止阀、节流阀、蝶阀、球阀、隔膜阀、旋塞阀、止回阀、排污阀、柱塞阀、减压阀、疏水阀、安全阀的管道阀门产品。
阀门型号表示方法当今阀门的类型和材料种类越来越多,阀门型号的编制也愈来愈复杂; 阀门型号通常应表示阀门类型、驱动方式、连接形式、结构特点、公称压力、密封面材料、阀体材料等要素。
阀门型号的标准化对阀门的设计、选用、经销,提供了方便。
我国虽然有阀门型号编制的统一标准,但逐渐不能适应阀门工业发展的需要;目前,阀门制造厂一般采用统一的编号方法;不能采用统一编号方法的,各生产厂家可按自己的情况制订出编号方法。
一单元、阀门类型(代号):阀门类型代号(表)类型蝶阀安全阀隔膜阀球阀闸阀止回阀旋塞阀减压阀截止阀过滤器放料阀安全阀代号D A G Q Z H X Y J GL FL A二单元、阀门传动方式(代号):三、阀门连接方式(代号):四单元、阀门结构形式(代号):⑤截止阀、节流阀和柱塞阀结构形式代号⑥隔膜阀结构形式代号⑦旋塞阀结构形式代号⑧安全阀结构形式代号⑨减压阀结构形式代号⑩疏水阀结构形式代号排污阀结构形式代号五单元、阀门密封材质(代号):六单元、阀门公称压力数值用阿拉伯数字直接表示(MPa)它是MPa的10倍。
七单元、阀门阀体材料(代号):注:Pg≤16k g f/cm2的灰铸铁阀,Pg≥25kgf/cm2的碳钢阀,省略本代号2 、阀门密封面或衬里材料代号8硬质合金Y9衬胶J10衬铅Q11搪瓷C12渗硼钢P注:1、由阀体直接加工的阀座密封材料代号用“W”表示。
中国阀门行业标准大全及美国阀门常用标准编号及名称

中国阀门行业标准大全阀门行业序号标准编号标准名称代替标准1 JB/T74-1994管路阀法兰技术条件2 JB/T7928-1999 通用阀门供货要求3 JB/T8530-1997 阀门电动装置型号编制方法4 JB/T2203-1999 弹簧式安全阀结构长度5 JB/T2205-2000 减压阀结构长度6 JB/T5300-1991 通用阀门材料7 JB/T6438-1992 阀门密封面等离子弧堆焊技术条件8 JB/T7248-1994 阀门用低温钢铸件技术条件9 JB/T7744-1995 密封面等离子弧堆焊用合金粉末10 JB/T1308-1999 PN250MPa超高压阀门和管件技术条件11 JB/T450-1992PN16.0~32.0MPa锻造角式高压阀门、管件、紧固件技术条件12 JB/T2766-1992 PN16.0~32.0MPa锻造高压阀门结构长度13 JB/T2768-1992 PN16.0~32.0MPa管子、管件、阀门端部尽寸14 JB/T2769-1992 PN16.0~32.0MPa螺纹法兰15 JB/T2770-1992 PN16.0~32.0MPa接头螺母16 JB/T2771-1992 PN16.0~32.0MPa接头17 JB/T2772-1992 PN16.0~32.0MPa盲板18 JB/T2773-1992 PN16.0~32.0MPa双头螺柱19 JB/T2774-1992 PN16.0~32.0MPa阶端双头螺柱及螺孔尺寸20 JB/T2775-1992 PN16.0~32.0MPa螺母21 JB/T2776-1992 PN16.0~32.0MPa透镜垫22 JB/T2777-1992 PN16.0~32.0MPa无孔透镜垫23 JB/T2778-1992 PN16.0~32.0MPa管件和紧固温度标记24 JB/T5298-1991 管线用钢制平板闸阀25 JB/T5299-1998 液控止回蝶阀26 JB/T6441-1992 压缩机用安全阀27 JB/T-1993 排污阀28 JB/T6901-1993 封闭式眼镜阀29 JB/T7245-1994 制冷装置用截止阀30 JB/T7376-1994 气动空气减压阀技术条件31 JB/T7550-1994空气分离设备用切换蝶阀32 JB/T7745-1995 管线球阀33 JB/T7746-1995 缩径锻钢阀门34 JB/T7747-1995 针形截止阀35 JB/T7749-1995 低温阀门技术条件36 JB/T8527-1997 金属密封蝶阀37 JB/T8528-1997 普通型阀门电动装置技术条件38 JB/T8529-1997 隔爆型阀门电动装置技术条件39 JB/T1831-1997 阀门手动装置技术条件40 JB/T8691-1998 对夹式刀形闸阀41 JB/T8692-1998烟道蝶阀42 JB/T8937-1999 对夹式止回阀43 JB/T9093-1999 蒸汽疏水阀技术条件44 JB/T9094-1999 液化石油气设备用紧急切断阀技术条件45 JB/T5298-1991 通用阀门流量系数和流阻系数的试验方法46 JB/T6439-1992 阀门受压铸件磁粉探伤检验47 JB/T6440-1992 阀门受压铸件射线照相检验48 JB/T6899-1993 阀门的确耐火试验49 JB/T6902-1993 阀门铸件液体渗透检查方法50 JB/T6903-1993 阀门锻钢件超声波检查方法51 JB/T6904-1993 气瓶阀的检验与试验52 JB/T7748-1995 阀门清洁度与测定方法53JB/T7927-1999 阀门铸钢件外观质量要求54 JB/T9092-1999阀门的检验与试验55 JB/T8862-2000 阀门电动装置寿命试验规程56 JB/T53036-1999 止回阀产品质量分等57 JB/T53072-1999 封闭式眼镜阀产品质量分等58 JB/T53162-1999 闸阀产品质量分等59 JB/T53165-1999 高压平衡截止阀产品质量分等60 JB/T53166-1999 隔膜阀产品质量分等61 JB/T52167-1999 球阀产品质量分等62 JB/T53168-1999 多回转阀门电动装置产品质量分等63 JB/T53170-1999 弹簧直接载荷式安全阀产品质量分等64 JB/T53171-1999 蝶阀产品质量分等65 JB/T53172-1999液化石油气瓶阀产品质量分等66 JB/T53173-1999 阀门碳素钢铸件产品质量分等67 JB/T53174-1999 截止阀产品质量分等68 JB/T53177-1999 溶解乙炔气瓶阀产品质量分等69 JB/T53183-1999 阀门用灰铸铁件产品质量分等70 JB/T53200-1999 对夹式刀形闸阀产品质量分等71 JB/T53217-1999 氧气瓶阀产品质量分等72 JB/T53242-1999 管线用钢制平板闸阀产品质量分等73 JB/T53243-1999 通用阀门球墨铸铁件产品质量分等74 JB/T53265-1999 先导式减压阀产品质量分等美国阀门常用标准编号及名称ANSI B16.5 钢法兰和法兰管件ANSI B16.10铁、钢制阀门的结构长度ANSI B16.11 承口焊连接和螺纹连接的锻钢管件ANSI B16.20 钢管法兰用环形垫圈和槽ANSI B16.25 对焊连接端部ANSI B16.34 钢制阀门ASTM A105 碳钢锻件ASTM A126 阀门、法兰和管件用灰铸铁件ASTM A182 锻制和轧制合金钢部件ASTM A193 合金钢螺栓ASTM A194 碳钢和合金钢螺母ASTM A216 碳钢铸件ASTM A217 合金钢铸件ASTM A232 阀门用铬钒合金弹簧钢丝的质量标准ASTM A276 不锈耐热钢棒型材ASTM A320 低温合金钢螺栓ASTM A350 管道用碳素钢、低合金钢锻件ASTM A351 不锈钢铸件ASTM A352 低温碳钢和合金钢铸件ASTM A479 合金钢棒材和型材ASTM A488 铸件焊补程序的合格条件ASTM A540 特殊合金钢螺栓MSS SP25 阀门、管件、法兰与管接头的标志MSS SP53 阀门、法兰、管接头与其它管件等铸钢件的质量标准MSS SP53 阀门、法兰、管接头与其它管件等铸钢件的射线检查标准MSS SP55 阀门、法兰、管接头等铸钢件外观的目视检查API 6D 管线阀门规范API 526 石油精炼工业用钢制法兰连接的安全阀API 527 金属对金属密封面安全阀的一般要求API 528 安全阀铭牌标准API 598 法兰连接的铁制闸阀API 600 法兰或对时连接的钢制闸阀API 602 带缩口的小口径紧凑型碳钢闸阀。
三通阀、二通阀图纸编号、版本编号规则

三通阀、二通阀图纸编号、版本编号规则1、 目的为了规范公司内部及外部对苏州工厂阀门及备件的选用,制定本规则。
2、 2012年11月10日之前的图纸编号、版本编号规则2.1编号总则每套三通阀和二通阀的身份对应唯一的编号,编号由两部分组成:项目编号+图纸编号。
2.2工程项目的阀门编号规则项目编号+图纸编号(1)项目编号项目编号为公司内部工程项目的编号,如CDS01、CDA01等。
(2)图纸编号图纸编号为苏州工厂三通阀、二通阀的制造图图号。
该图号为2012年11月10日之前的由苏州工厂执行的各图纸编号。
(3)举例说明如攀钢西昌热轧I标段加热炉项目的DN500的三通阀编号为:CDA67-SSRB500C。
其中CDA67为项目编号,SSRB500C为图纸编号。
(4)其它以上涉及的项目,由苏州工厂按上述规则整理,并列出整理目录,交总工办归档保管。
2.3备件项目的阀门编号规则项目编号+图纸编号(1)项目编号项目编号为售后服务部的合同编号。
(2)图纸编号备件的图纸编号由两部分组成,主体设备图纸编号+零部件编号。
图纸编号为苏州工厂三通阀、二通阀的制造图图号。
该图号为2012年11月10日之前的由苏州工厂执行的各图纸编号。
各备件编号为对应主体设备的零部件编号。
(3)举例说明如攀钢西昌热轧I标段加热炉项目的DN500的三通阀的支撑架编号为:SBPCDA6720121106-SSRB500C-2。
其中SBPCDA6720121106为备件合同编号,SSRB500C为备件主体设备DN500的三通阀,2DN500的三通阀的支撑架编号。
3、 2012年11月10日起重新设计、修改图纸的编号、版本编号规则3.1编号总则2012年11月10日起重新设计、修改的图纸采用统一的编号规则,编号规则见上海嘉德公司总工办1201版《苏州工厂二通阀、三通阀标准化文件》。
摘录如下:(1)各设备(三通阀、二通阀等)规格型号标准化,编码原则如下:阀门编号由8 位字符组成,例如三通换向阀、II类、DN400、压力等级20KPa、下出口表示如下:3II400X20;a)第一位:用数字3表示三通阀,数字2表示二通阀;b)第二位用字母I、II 等确定阀门类别,即前文中的I 类、II 类、III类;c)第三~五位表示阀门的规格,采用阀门通径表示:如:200代表DN200;d)第六位表示阀门出口方向:X 代表下出口,C 代表侧出口。
阀门编号规则

水电站油、水、气系统编号原则1 概述本编号原则格式统一、规范、简洁且逻辑性、对称性强,纵横兼顾,便于记忆和识别,由设备编号基本能识别设备类别及功能。
本编号原则适用于水电站油、水、气系统设备,其他类似设备可参照执行。
2 编号格式油、水、气系统编号格式统一用以下格式进行标识:2.1系统代码:系统代码用1、2、3表示,分别表示该电站的相应机组; 系统代码0表示公用系统。
2.2子系统代码用一位字母表示,含义如下表:2.3 编号字段用两位数字进行阀门编号,编号尽量赋予特定含义。
2.3.1公共变压器油、透平油系统:0101~0199;#1机组油系统:1101~1199;#2机组油系统:2101~2199;#3机组油系统:3101~3199。
2.3.2公共水、消防水系统:0201~0299;#1机组水系统:1201~1299;#2机组水系统:2201~2299;#3机组水系统:3201~3299。
2.3.3公共低压气、中压气系统:0301~0399;#1机组气系统:1301~1399;#2机组气系统:2301~2399;#3机组气系统:3301~3399。
2.4 一些特殊说明为求系统的编号简单,加强对系统主、次分明的识别因素,对部分阀门进行特殊编号处理,以不占用系统的编号资源,谋求其唯一性。
2.4.1 电磁阀 图1:油、水、气系统统一编号格式按其所在的阀门就近原则用其阀门编号后加“-D”表示,“-D”表示“电磁阀”之意。
2.4.2减压阀按其所在的阀门就近原则用其阀门编号后加“-J”表示,“-J”表示“减压阀”之意。
2.4.3逆止阀(止回阀)按其所在的阀门就近原则用其阀门编号后加“-N”表示,“-N”表示“逆止阀”之意。
2.4.4安全阀按其所在的阀门就近原则用其阀门编号后加“-A”表示,“-A”表示“安全阀”之意。
2.4.5滤水器按其所在的阀门就近原则用其阀门编号后加“-L”表示,“-L”表示“滤水器”之意。
2.4.6多功能水泵控制阀多功能水泵控制阀上的其他阀门用多功能水泵控制阀阀门编号后加“-数字”表示,数字为1,2,3,4,5…..。
阀门规格书编码说明

DUPLEX/DUPLEX K
13Cr/RTFE
N
13Cr/SELLITE,304+石墨 Q
321/PTFE
T
304L/304L(API#2) W
316/RTFE
4
Hastelloy B
3
ASTM B62-C83600 6
内件材料/密封件 13Cr/HF(API#5) 316/316(API#10) 321/HF(API#5) DUPLEX/(API#5)
R
304/RTFE
U
321/RTFE
X
316/PTFE
1
304L/HF(API#5)
7 SUPER DUPLEX SS 2507+HF
第7部分的两位数字表示阀门的特殊要求,如下所示:
00 无要求
03 氧气专用阀
08 防火、防静电
11 用于含固体颗粒的阀门
13 -46℃低温阀
14 -101℃低温阀
15 -196℃低温阀
例如:
5、阀体的材料 6、阀门的内件材料 7、阀门的特殊要求
取证单位
证书编号 甲 发证部门
V □ □ □ □ □ □ □ □—阀门的传动方式(C-带齿轮;D-电动装置;M-磁扭力装置;Q-气动装置)
4、阀门的压力等级 3、阀门法兰的连接形式及密封面的形式 2、阀门类型 1、阀门
第1部分的字母“V”表示阀门
兰州航天石化工程 有限责任公司
甲级 270109-sj 中华人民共和国建设部
兰州航天石化工 程 有限责任公
司
图号
阀门编码组成规定 DWG NO.
版次 REV. 第 1 张 共 2 张
A
SHEET 1 OF 2
阀门编号规则
阀门的型号编制方法
一、阀门的型号
阀门的型号是用来表示阀类、驱动及连接形式、密封圈材料和公称压力等要素的。
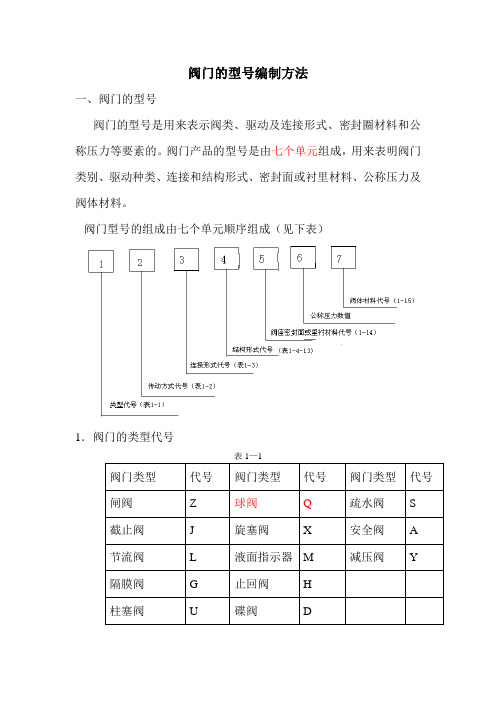
阀门产品的型号是由七个单元组成,用来表明阀门类别、驱动种类、连接和结构形式、密封面或衬里材料、公称压力及阀体材料。
阀门型号的组成由七个单元顺序组成(见下表)
1.阀门的类型代号
表1—1
阀门类型代号阀门类型代号阀门类型代号闸阀Z 球阀Q 疏水阀S
截止阀J 旋塞阀X 安全阀 A
节流阀L 液面指示器M 减压阀Y
隔膜阀G 止回阀H
柱塞阀U 碟阀 D
2.传动方式代号用阿拉伯数字表示,按表1—2的规定
表1—2
注:①手轮、手柄和扳手传动以及安全阀、减压阀、疏水阀省略本代号。
②对于气动或液动:常开式用6K、7K表示;常闭式用6B、7B表示;气动带手动用6S
表示。
防爆电动用“9B”表示。
.连接形式代号用阿拉伯数字表示,按表1—3的规定
3
4.结构形式代号用阿拉伯数字表示1—4~13
表1—4
表1—5
表1—6
表1—7
表1—8
表1—9
表1—10
表1—11
注:杠杆式安全阀在类型代号前加“G”汉语拼音字母。
表1—12
表
1—13
6
.阀座密封面或衬里材料代号用汉语拼音字母表示,按表1—14的规定。
注:由阀体直接加工的阀座密封面材料代号用“W”表示;当阀座和阀瓣(闸板)密封面材料不同时,
用低硬度材料代号表示(隔膜阀除外)。
8.阀体材料代号用汉语拼音字母表示,按表1—15的规定
表1—15
注:PN≤的灰铸铁阀体和PN≥2.5MPa的碳素钢阀体,省略本代号。
标准阀门型号编制及其表示方法
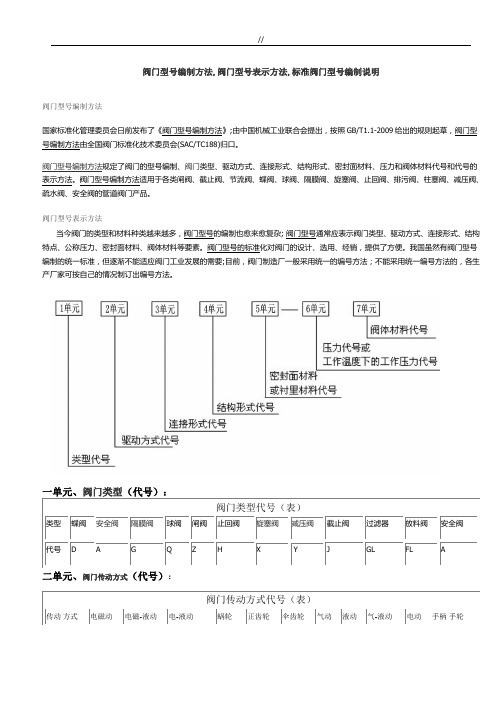
阀门型号编制方法,阀门型号表示方法,标准阀门型号编制说明阀门型号编制方法国家标准化管理委员会日前发布了《阀门型号编制方法》;由中国机械工业联合会提出,按照GB/T1.1-2009给出的规则起草,阀门型号编制方法由全国阀门标准化技术委员会(SAC/TC188)归口。
阀门型号编制方法规定了阀门的型号编制、阀门类型、驱动方式、连接形式、结构形式、密封面材料、压力和阀体材料代号和代号的表示方法。
阀门型号编制方法适用于各类闸阀、截止阀、节流阀、蝶阀、球阀、隔膜阀、旋塞阀、止回阀、排污阀、柱塞阀、减压阀、疏水阀、安全阀的管道阀门产品。
阀门型号表示方法当今阀门的类型和材料种类越来越多,阀门型号的编制也愈来愈复杂; 阀门型号通常应表示阀门类型、驱动方式、连接形式、结构特点、公称压力、密封面材料、阀体材料等要素。
阀门型号的标准化对阀门的设计、选用、经销,提供了方便。
我国虽然有阀门型号编制的统一标准,但逐渐不能适应阀门工业发展的需要;目前,阀门制造厂一般采用统一的编号方法;不能采用统一编号方法的,各生产厂家可按自己的情况制订出编号方法。
阀门类型代号(表)类型蝶阀安全阀隔膜阀球阀闸阀止回阀旋塞阀减压阀截止阀过滤器放料阀安全阀代号D A G Q Z H X Y J GL FL A二单元、阀门传动方式(代号):阀门传动方式代号(表)传动方式电磁动电磁-液动电-液动蜗轮正齿轮伞齿轮气动液动气-液动电动手柄手轮四单元、阀门结构形式(代号):⑤截止阀、节流阀和柱塞阀结构形式代号⑥隔膜阀结构形式代号⑦旋塞阀结构形式代号⑧安全阀结构形式代号⑨减压阀结构形式代号⑩疏水阀结构形式代号排污阀结构形式代号五单元、阀门密封材质(代号):六单元、阀门公称压力数值用阿拉伯数字直接表示(MPa)它是MPa的10倍。
注:Pg≤16k g f/cm2的灰铸铁阀,Pg≥25kgf/cm2的碳钢阀,省略本代号注:1、由阀体直接加工的阀座密封材料代号用“W”表示。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
附件十二:阀门编号规定
本阀门规定不包括液压控制阀门、气动阀门和电动阀门的电驱动装置。
阀门的设计、制造、检验应符合ASME B16.34《法兰端、螺纹端和焊接端阀门》。
1.阀门设计、制造要求以及结构长度、检验要求见下表
阀门连接端:法兰尺寸: HG/T 20615-2009 HG/T20623B-2009
承插口尺寸: GB/T 14383-2008
螺纹端尺寸: GB/T 14383-2008
阀门对焊端(坡口)执行标准:GB 50316-2000(2008版)、GB50236-2011。
对焊端接管尺寸执行标准:HG/T20553-2011 Ia系列低温碳钢阀门法兰连接端尺寸:ASME B16.5 ASME B16.47B
低温碳钢阀门对焊端接管尺寸执行标准:ASME B36.10M
2.阀门编号执行以下规定
阀门编号(订货号)由9个(组)数字(字母)组成,它规定了阀门的类型、压力等级、
阀体材料、连接方式以及内件材料。
阀门编号:X X X X XXX X X – X X
1 2 3 4 5 6 7 8 9
其中: 1单元:表示阀门类型
2单元:表示阀门结构型式
若为栓接阀盖(B.B)、轭式明杆外螺纹(0S&Y)支架式可省略,压力自紧密封阀盖用P表示。
3 单元:表示压力等级
4 单元:表示阀门连接方式
5 单元:表示阀门内件材料代号5.1 闸阀、截止阀、止回阀
5.2 蝶阀
5.3 球阀
5.4 旋塞阀
6 单元:表示阀体材料(括号外的材料牌号为铸钢、括号内的材料牌号为锻钢)
7单元:阀门填料、垫片对应表如下:
(闸阀、截止阀、球阀、蝶阀对应填料、垫片;止回阀对应垫片)
8单元:
对于低温阀门:工况0∽-45℃:S; 工况-46∽-70℃:D; 工况-71∽-196℃:K
S、D 、K表示低温阀门在低温下各温度区间对阀杆的加长长度要求(根据相应标准并结合项目地区实际情况)、制造技术要求和检验要求。
低温阀门应遵照低温阀门技术条件JB/T7749-95,特别要指出:
(1)工况为0∽-45℃的低温碳钢阀门要用干冰对所有零部件材料进行100%冷处理,这主要是为了材料在低温下进行冷缩变形。
工况为-46∽-196℃的不锈钢阀门要求按JB/T7749-95中 5.7条款将阀门各零部件100%进行深冷处理,防止材料的相变及体积变化。
(2)相同铸造条件,按每一熔炼炉次,每五个或不足五个的各抽取一个进行RT 检查,不合格时其余件应全部检查。
(3)低温不锈钢阀门材料按规范做-196℃下的低温冲击试验,低温碳钢阀门材料按规范做-45℃下的低温冲击试验。
(4)组装后的低温阀门的低温试验:以检验阀门在低温下的开启、关闭性能、密封性能等。
对于工况为-71∽-196℃的阀门要求按JB/T7749-95中6 条款进行100%逐个低温试
验。
对于工况为-46∽-70℃的阀门要求按JB/T7749-95中6 条款进行低温试验。
试验要求将阀门按温度段、按管径规格进行分批,试验比例按批段内阀门总数20∽30%抽取,至少抽检一台,若其中一台不合格,将在该批段内重新按加倍抽检,若其中再有一台不合格将退货。
温度段管径段划分如下:
(5)所有的低温阀门必须经过严格的脱油脱脂脱水处理,并需要采用紫外线灯进行照射检验,清洁后的阀门必须严格包装防止再污染。
清洁处理可以按照下列标准执行: EIGA IGC Doc 13/02/E OXYGEN PIPELINE SYSTEM 氧气管道系统
ASTM G93 Standard Practice forCleaning Methods and Cleanliness Levels for Material and Equipment Used in Oxygen-Enriched Environments1 用于氧气环境材料和设备清洁方法和清洁度标准.
9 单元:表示阀门驱动方式
手轮驱动可以省略,W表示齿轮驱动(对于蝶阀表示蜗轮传动),E表示电驱动
采用齿轮传动方式阀门数据表
3. 硬密封球阀的阀球、阀座、阀杆的硬度HRC≥55,(要求阀球采用喷涂技术,以保证阀球在今后运行中的耐磨性能),特别是煤气水分离装置所用球阀为硬密封球阀,介质为含尘煤气水,要求球阀具有良好的耐磨性。
工艺介质用球阀泄漏等级按EN12261-1 B ANSI B16.104 VI级合格,其他阀门泄漏等级按EN12261-1 B ANSI B16. 104 V级合格。
4.锻造或铸造阀门,阀体/法兰为整体锻造/铸造,不采用焊接法兰。
阀门流道内腔按规程做清理,露出材料本色,彻底除去毛刺等,达到流道光滑、清洁,同时流道内避免有任何尖锐突起。
阀门不采用焊接修复。
阀门的上阀盖与阀体之间采用螺栓连接,不采用螺纹连接的阀盖。
5. Class2500高压过热蒸汽等级(545℃,10.3 MPa)的阀门为电站阀,本等级对焊阀门要求阀门制造厂带一节材质为A335 P91的短管,短管长度应不小于150mm。
短管一端的壁厚与阀门的对焊端壁厚一致,短管另一端壁厚与管子(材质为P91)焊接端壁厚一致。
阀门自身对焊端壁厚及阀门本身的厚度由制造商负责。
阀门厂供货时阀门、短管为一体供货。