煤化工中阀门国产化
煤化工阀门磨损机理分析及维修方法
煤化工阀门磨损机理分析及维修方法摘要:随着能源、环境和效益等需求的不断提高,煤化工技术也在不断更新,近年来国内外煤气化技术得到不断推广,像壳牌、U-GAS技术、单喷嘴冷壁式粉煤加压气化技术、两段式加压气化技术、GE、SE、四喷嘴、多喷嘴等技术在国内的新起,对阀门使用提出了相当高的要求。
到目前为止气化专用阀在我们国内应用较多的是Argus阿克斯(德国)、burgmann博格曼(德国)、SHK上海开维喜(中国)、HS上海宏盛这四家的产品。
本文主要是对气化炉运行过程中阀门磨损进行研究。
关键词:球阀磨损修复一、引言兖州煤业榆林能化有限公司气化车间黑水、灰水工艺介质温度:100℃-240℃,固体含量:10~15% WT,阀门作用:介质隔离。
阀门因为各种条件的影响,在使用中多会出现泄漏、卡死及冲刷等现象,其中冲刷现象尤其严重。
调节角阀、煤浆切断球阀、锁渣阀、锁斗阀等关键性阀门选用国产化的同时。
维修成本也成为考虑的关键因素。
对此,该公司及阀门维修业务承接单位对阀门磨损问题进行了大量的探讨,现在就将部分阀门处理的举例说明。
二、阀门维修方案(一)调节角阀维修方案1、主阀体:主阀体经过除垢、清洗后发现阀体的通道有两处很深的冲蚀缺口。
维修方案:对缺口部位进行焊补,加工修复到测绘尺寸后通道喷涂WC。
2、副阀体:副阀体经过除垢、清洗后发现副阀体表面涂层剥落、生锈;流通冲蚀严重,多处冲刷较深沟槽。
维修方案:对阀体表面重新处理,对缺陷部位进行局部焊补,加工修复到测绘尺寸后通道喷涂WC。
3、球体:球体经过除垢、清洗后发现球体表面冲蚀特别严重,沟壑多处,无法修复。
维修方案:球体损坏严重,更换新球体。
4、阀杆:阀杆冲刷磨损拉伤严重,修复至原样有较大困难;维修方案:为保证阀门使用性能,更换新阀杆。
5、阀座:阀座经过除垢、清洗后发现阀座密封面有拉伤和冲蚀缺口,无法修复至原有形状尺寸;维修方案:为保证阀门密封的可靠性,补焊后重新车洗或更换新阀座。
ú
反 应器等装 备 , 以及 配套 的锁斗 阀 、 煤 浆阀 、 渣水阀等
特 殊 阀门先后实 现 了国产化 n ] , 且 煤 化工成 套设 备 国
产化 率 已达 到 了 9 ห้องสมุดไป่ตู้ % 。
《 装备 制造业调 整和振 兴规划》 中要求 , “ 十 二五” 时期 ,石 化装备制造 业要 以重 点工程 建设 为依 托 , 以
收 稿 日期 : 2 0 1 5 — 0 3 — 2 1
作 者简 介 : 张 明 ( 1 9 6 1 一 ) , 男, 山东乳 山 , 高级工 程 师 , 硕士, 1 9 8 2年本 科毕 业 于 山东大学 热 能 动力专 业 , 现从 事 生产 管
理 工作 , E - m a i l : f z f 2 0 0 6  ̄ 1 2 6 . c o m 。
文章 编号 : 1 0 0 5 — 9 5 9 8 ( 2 0 1 5 ) 一 0 3 — 0 0 5 6 — 0 3 中图分 类号 : T Q 0 5 文献标 识码 : A
煤化工项 目关 键设 备的 国产化是 降低工 程投资 、
节 约外 汇 、 缩 短工程 建设 周期 、 提 供 长期便 捷售 后 服 务、 提 高产业 竞争 能力 的重要 措施 , 也 是我 国煤 化工 健康 发展 的重要 保障 。 “ 十一五 ” 时期 , 我 国煤化 工产 业重 要装 备 中 , 气
甲烷化装 置是煤 制天然 气装 置中的 核心单 元 , 废
1 阜 新 煤 制 天 然 气 项 目设 备 的 国产 化 情 况
辽 宁大唐 国际阜新 煤 制 天然 气项 目是 大 唐 国际
发电股份有 限公 司的重点工程 , 设 计 煤 制 天 然 气 生 产
煤化工进口阀门国产化展望
煤化工进口阀门国产化展望孙银辉【摘要】介绍了适用于煤化工行业苛刻工况环境的几种阀门,分析了煤化工行业对阀门的需求情况,随着我国煤化工的发展,阀门需求量将不断增加;通过自主创新,消化吸收引进技术,国产阀门的研发能力、工艺装备、产品设计制造水平和产品质量都有明显提高,有力地推进了煤化工进口阀门国产化。
【期刊名称】《煤炭加工与综合利用》【年(卷),期】2015(000)010【总页数】5页(P49-53)【关键词】煤化工;阀门;国产化;需求;改进【作者】孙银辉【作者单位】神华集团包头矿业有限责任公司,内蒙古包头 014100【正文语种】中文【中图分类】TQ424.1阀门是流体输送系统中的控制部件,具有截止、调节、导流、防止逆流、稳压、分流或溢流泄压等功能。
阀门可用于控制空气、水、蒸汽、各种腐蚀性介质、泥浆、油品、液态金属和放射性介质等各种类型流体的流动。
用于流体控制系统的阀门,从最简单的截止阀到极为复杂的自控系统中所用的各种阀门,其品种和规格相当繁多。
煤化工领域由于氧气工况安全事故多发,且极易造成巨大的人身安全或经济财产损失,因此对氧气工况用阀门设立了远高于一般行业标准的技术与质量要求。
《煤化工设备推荐手册》推荐了上海科科阀门、苏州纽威阀门、上海开维喜、中核苏阀、浙江超达、上海精工等厂家阀门,煤化工领域国产阀门也有应用实践。
1 适用于煤化工严苛工况的几种阀门1.1 氧气切断球阀煤化工领域中的氧气切断球阀必须达到的要求:(1)严格脱油脱脂:密封等级高达ANSI B16.104 VI 级/API 598 (双向);(2)温度要求高:煤气化工艺靠近气化炉的主氧路最后一个氧气切断阀,要求使用温度高达500 ℃;(3)压差大:氧气放空阀、氧气旁通阀,开启瞬间的压差达到4.7~8.6 MPa,造成阀门开启需要的扭矩大,氧气流速高,要求对于阀门内件的材料选择高;(4) 开关时间要求高:煤气化工艺中的主氧路阀门开关时间要求开关时间较短,尤其阀门关闭时间一般都要求<3 s;(5)密封副表面合金高:球体与阀座之间的摩擦属于干摩擦,容易造成阀门开关不流畅,表面合金容易剥落,这就要求球体与阀座表面为硬化合金。
煤焦制氢装置锁渣阀的国产化应用与改进

- 40 -工 业 技 术煤焦制氢(简称POX)装置是以煤及石油焦为原料生产氢气,而生产氢气的装置对整个炼化企业是至关重要的。
POX 装置以水煤浆为原料在气化炉加压反应,气化后的煤渣在加压输送过程中,由于介质为高压煤粉及氮气,锁渣阀的阀体流道、球体、阀座及密封面必然会受到冲蚀和磨蚀,又由于在正常生产中锁渣阀的开关频率较高、压力和温度从高到低交替变化等因素,对锁渣阀的性能提出了较高的要求[1]。
1 POX 装置锁斗循环及相关阀门简介1.1 锁斗循环原理简介POX 装置的锁斗系统是一个定期收集和排放气化炉产出灰渣的水封体系,是确保气化炉连续运行的重要系统之一。
锁斗循环分为收渣、卸压、排渣和充压4个阶段(如图1所示),一个循环的时间大约为30 min [2]。
锁斗程序启动后,当排渣时间到时,锁斗进口阀关闭,锁斗循环泵入口关闭,循环阀打开,锁斗泵自身循环。
锁斗卸压阀打开,渣池溢流阀关闭,锁斗开始卸压,锁斗内压力卸至锁斗冲洗水罐12V103。
卸压后,关闭锁斗减压阀,打开自锁斗冲洗水罐12V103至锁斗的锁斗冲洗阀及自锁斗至渣池的锁斗出口阀,锁斗开始排渣。
排渣计时器开始计时,到达预定时间后,锁斗出口阀、锁斗冲洗阀关闭。
锁斗充压阀打开,用来自渣水处理单元高温热水泵13P101A/B 的高压灰水对锁斗进行充压。
当锁斗与气化炉之间的压差小于设定值时,充压阀关闭,锁斗进口阀重新打开。
与此同时,锁斗循环泵入口阀打开,循环阀关闭,锁斗开始收渣。
全部排渣循环(减压、排渣、充压)时间大约2 min。
锁斗循环重新开始。
为了保证气化炉安全运行, 锁斗顺控要求锁渣阀必须在10 s 内完成开启或关闭动作,否则,锁斗顺控程序将跳停,锁斗不能进行自动收渣、排渣。
1.2 锁斗相关阀门介绍一个气化炉典型的锁斗系统共需要配置24台锁渣阀(典型配置见表1),锁渣阀为固定球硬密封球阀,尺寸较大 (DN 450 mm / DN 400 mm),国内POX 装置基本以进口的ARGUS 阀体为主。
特种阀门在煤化工行业的应用
走 。下表是 国内外产品价格 比较 ,供大家参考 。 表 国外产 品和 国内产 品价格 比较 ( 参考 )
进 口/台 1寸锁渣 阀 O 破渣机 洗涤塔泵
捞渣机
价 格 /万元 约8 0
约1 0 0 0
国产 /台 l 寸锁渣 阀 O 破渣机 洗涤塔泵
Gi 通 用 机 轻 M
堕笪 塑
w v txn t w z j.e . y
维普资讯
GM躺 瘸 麓 蠢 j 棼 妒 产 专 i l ≮ 一 I 0 l 薯 j 品 题二
. 刊 0
。 一i 蠢 l
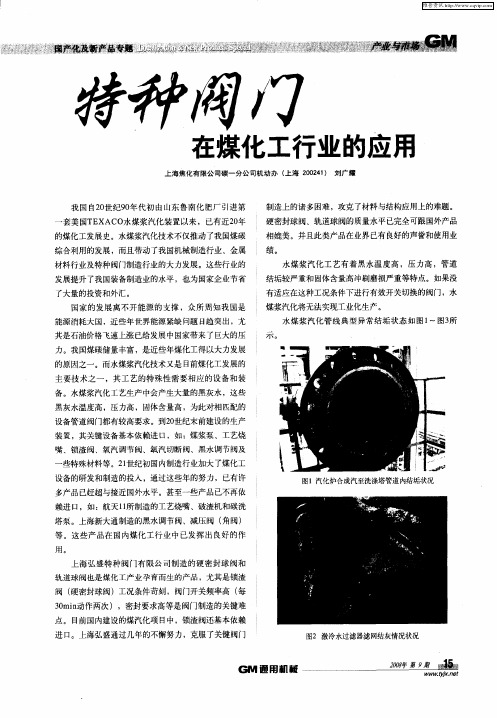
图3黑水调节阀结垢状况
能源消耗大 国 ,近 些年 世界能源 紧缺 问题 日趋 突 出,尤
其是石油价格飞速上涨 已给发展 中国家带 来了 巨大的压
力。我国煤碳储量丰富,是近些年煤化工得以大力发展
的原 因之一 。而水 煤浆 汽化技术又是 目 煤化工发展的 前
主要技术之一 ,其工艺的特殊性需要相应的设备和装 备。水煤浆汽化工艺生产中会产生大量的黑灰水,这些
图6 轨道球阀在洗涤塔 根部的应用
虽然 国内硬 密封 阀门制 造 已达到应 用水 准 ,但 制 造标准化 系列化 、规范化与 国外产 品还有些差距 。产
品的外观还不及 国外产 品漂亮 ,阀门配套的控制元器件 还基本选用进 口产 品,如 电磁 阀、汽控 阀等 。随着 国内
煤化工行业的持续发展 ,必定有大量的产品需求 。为此
不能维持 正常的 工艺 生产要求 , 至导致一 些事故发 甚 一 生 。所 以将来这些 阀门必定要进行 维修或更换 ,这些
图4上锁渣阀在锁斗上的应 用
进 口阀门送去 国外维 修 ,显然是 不太可能的 ,到国外
仪表阀门在煤化工中的应用

仪表阀门在煤化工中的应用1、单座阀的应用单座阀阀体的类型有直通型、三通型、角型等。
单座阀主要由阀体部分、阀芯部分、阀座部分和阀杆部分组合成,在阀盖结构和阀体结构相互之间存在导向套,能够起到阀芯移动的导向作用。
同时在导向套上存在小孔能够连通阀体内腔和出口端,在实际应用的过程中阀门导向套上腔的介质,会经由小孔进入到阀出口的一端,确保阀芯能够在导向套之内良好移动,直接和单座调节阀内的阀芯与阀座连通。
我国的煤化工企业在日常生产过程中,单座阀是使用率较高的调节阀设备,主要涉及到阀芯正装和阀芯反装两种使用形式。
单座阀适合应用于允许泄漏量小、压差低的煤化工生产工艺中,对阀体阀芯的形式进行改变和调整,能够确保各类流量特性的良好调节。
2、套筒阀的应用套筒阀的套筒部分和阀芯部分呈现出间隙配合的状态,在套筒上存在很多节流窗口,阀座结构主要采用无螺纹卡入类型的结构,阀座上面和阀芯上面的圆锥密封面之间相互配合,共同形成密封性的结构,能够确保阀芯在阀座上压紧的过程中阀门能够紧密切断。
与此同时,阀芯上部分和轴向对称分布的平衡孔之间相互平行,阀芯结构的上腔室和下腔室相互连通,在阀芯轴向作用力的影响下,抵消阀体内部介质的作用力,阀杆上受到介质影响所产生的不平衡力很小。
另外,套筒结构和阀芯结构存在平衡密封环部件,在阀门完全关闭的情况下阀芯和阀座之间相互压紧,平衡密封环在套筒上紧贴,能够按照具体的控制指令将阀门严密切断,确保上腔室区域的介质不会进入到平衡密孔结构内,由此形成较高的阀门切断作用力。
而在阀芯向上部分或是向下部分移动的过程中,套筒截留窗口通道面积随之发生改变,有效进行管道之内介质流量的调节、压力的调节。
煤化工企业在实际生产中,应科学合理选用套筒阀,确保稳定性符合要求,选择阀芯内部带有平衡孔的设备,避免在介质的影响下使得阀芯出现不平衡,充分发挥阀芯的自导向作用,有效预防出现震荡。
在套筒阀实际选用期间,还需保证选择使用噪声少、能够预防出现共振现象的设备,将传统的阀体结构改进成低噪声类型的阀门。
煤化工自控装备国产化取得突破
10 0 m / i。分析 排查后 排除 了泄漏 点缺 陷 0 —2o L mn
任何一种情况 , 应立即停车检修。
1 另外原 因导致 系统 停车 , 塔时 间超 过 )因 封 允许 时间合成 塔必 须排塔 。 2 )由于检漏 沟槽堵 塞严 重 , 经处 理后 冲洗水 仍然 无法顺 利加 入检漏 系统 。为 了防止 高浓度 的 泄漏 物腐蚀 简体 必须停 车检修 。
为企业 减少 损失 。
及取样 环境 变化 可能会影 响 到泄漏组 分 的含量 和
S AFE P 0 ERATI ON oF 瓜 EA CoNVERTER I AFTER
r EL 】 【 DⅡN LEAKED G
Ja g Ga g a d Li h n l n in n n u C a gi g a
( hn q g C ogi n
Ab t a t sr c
, hm cl o , l Cei . g aC
. h nq g,06 1 ,C og i 4 80 ) n
y e h tu tr fu e o v re ,d mo srt ste ra o sfrc ni un p z s te sr cu e o ra c n e tr e n tae e s n o o t i g0 — h n
3 )泄漏 物 监测 过 程 中铁 含 量 持 续 出 现 跳 跃
加大 、 检漏沟槽堵塞等问题 , 判断为检漏沟槽存在
加工 问题 , 检漏 沟槽不 畅 , 因此 决定 提高 日常 冲洗 水压 力 。将 冲洗 水压 力 维持 在 80 a后水 量 一 .MP
直保 持正 常 。 20 0 7年 7月对 合成 塔 换 衬 时发 现 , 检漏 沟槽
水煤浆气化渣水系统国产化阀门运行分析
水煤浆气化渣水系统国产化阀门运行分析发布时间:2022-03-10T10:54:58.143Z 来源:《新型城镇化》2022年1期作者:陈佳鑫胡峰[导读] 运行结果表明,渣水系统中选择国产化阀门,能够满足煤气化过程的耐高温、高压及磨损工况要求。
陕西延长石油榆林凯越煤化有限责任公司陕西省榆林市 719000摘要:介绍了宁波万华聚氨酯有限公司水煤浆气化工艺渣水处理工段锁斗排渣系统、气化黑水系统、灰水循环系统阀门使用工况;分析了国产化阀门在上述系统的实际应用情况;运行结果表明,渣水系统中选择国产化阀门,能够满足煤气化过程的耐高温、高压及磨损工况要求。
关键词:煤气化,渣水系统,国产化,阀门1气化渣水系统阀门使用工况分析1.1锁斗排渣系统因锁渣系统主要用于气化反应后粗渣颗粒的定期收集、排放,固体质量分数约20%。
因此,锁斗安全阀使用条件非常苛刻,要经受高温、高压的粗渣颗粒对阀门的冲刷、磨蚀。
按照气化炉运行负荷,锁渣系统的阀门一般控制在每30min开关一次,每次阀门动作都包括集渣、泄压、冲洗、排渣、充压等步骤,在此过程中,要求阀门连续动作,启闭速度快(一般为3s~10s)。
由于锁渣阀门口径较大(DN400mm),在阀门动作过程中,经常遇到粗渣颗粒的卡塞造成阀门启闭时间延长,导致锁斗运行过程中,出现联锁跳车现象。
按照气化烧嘴的使用寿命计,公司气化炉平均运行周期60d,锁渣系统阀门动作次数为2880次,由此要求上、下锁斗阀在集渣的过程中,要耐受高温、高压、高硬度的灰渣对阀门的冲刷、磨损,同时还要求阀门防结疤、结垢现象,若一旦出现上述现象,将会导致阀门开关延时;锁斗跳车或是因阀门冲刷、结疤严重,下锁斗阀密封性能差将导致锁斗冲压后压力瞬间(一般为1s~3s)降至低压(比气化系统压力低约0.5MPa~1.0MPa),此过程中,若锁斗程序在投用状态,将会造成锁斗系统瞬间承受气化炉压力,导致整个气化系统、锁渣系统设备本体支撑剧烈冲击,严重时会造成管线焊口震裂或设备本体损坏,而导致严重的停车事故发生。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
煤气化工艺里关键阀门的国产化探讨
煤化工及煤制油项目首先要进行煤气化,煤气化装置的排渣系统条件非常苛刻,对阀门的要求非常严格,要求阀门具有高耐磨、耐冲刷、防结垢、防结疤、快速切断等功能。
特别是锁渣阀,高压、高温、介质(煤渣)硬度非常高、启闭频繁、启闭速度快、密封性能要好,可靠性要高。
一、目前煤化工工艺里使用的阀门品牌有:
氧气:PEERIN,ARUCS,VELAN,EDW ARD,上海开维喜,中核苏阀
煤浆:德国PEERIN,ARUCS,荷兰NELES
锁渣阀:NELES,德国PEERIN,ARUCS,上海弘盛,开维喜
渣水管道:上海弘盛,开维喜,NELES,浙江超达,兰高
二、煤化工中某些环节的阀门已经基本完全国产化,比如
λ黑水管线,工况温度100~220℃,压力0.01~0.5Mpa,对应的0.5”-12”,150Lb的闸阀,截止阀,止回阀,金属硬密封球阀等能满足基本要求,且全部已国产化。
λ循环激冷水管线,工况温度150~220℃,压力3.5~6.5Mpa,对应的0.5”-12”,600Lb闸阀,截止阀,止回阀,金属硬密封球阀等能满足基本要求,且全部已国产化。
λ煤气管线,工况温度150~220℃,压力3.5~4.5Mpa, 对应的0.5”-28”,600Lb闸阀,
截止阀,止回阀,金属硬密封球阀等能满足基本要求,且全部已国产化。
λ激冷水管线,工况温度150~225℃,压力~6.0Mpa, 对应的0.5”-28”,600Lb闸阀,截止阀,止回阀,金属硬密封球阀等能满足基本要求,且全部已国产化。
三、煤化工中特殊工况(尤其是粉煤加压输送、氧气管道的阀门和渣水系统的阀门)用阀门部分已经国产化, 比如鲁奇,GSP工艺,关键的锁渣阀,锁斗阀国内国产化的厂商有:上海开维喜阀门有限公司,上海弘盛特种阀门有限公司、浙江五洲阀门有限公司、重庆白市驿锻造阀门研究所和浙江超达阀门股份有限公司6个阀门厂家涉足了锁渣阀的国产化工作以上数据全部由本人统计,编辑,本想作为公司培训资料或论文,以后陆续将更准确和详实的资料发表供大家探讨。
如有不足,大伙指点。
海川是我们国内互相学习和探讨的很好的平台,希望大家踊跃发言。
以下是本人建议大伙探讨的思路。
思路一:统计各工艺使用厂家使用关键阀门的情况和国产情况,比如:
终端公司使用锁渣阀数量设计压力进口阀门品牌国产化阀门公司品牌
上海焦化有限公司8 台4.0 芬兰Neles 上海开维喜阀门有限公司
山东华鲁恒升7 台Argus 上海弘盛特种阀门制造有限公司
兖矿鲁南4台
兖矿国泰是3台
思路二:各进口阀门在各工艺使用厂家的生产过程中的使用情况,比如:
终端公司使用锁渣阀品牌设计特点使用情况
浩良河、南化公司Perrin
设计特点:单阀座、固定球,阀球、阀杆两体式靠四方连接传递动力;硬密封,阀座采用若干个柱形弹簧(成一圈布置)加载
使用情况:气化炉A、气化炉B上使用的Perrin锁渣阀阀杆有裂纹并有部分材料脱落,阀球、阀座局部被冲刷出豁口;气化炉B下锁渣阀出现泄漏,拆检后,确认阀球、阀座硬质合金层脱落。
思路三:各进口阀门国产化过程中需要解决的技术难题,比如:
锁渣阀:快速切断;防结疤、防结垢等难题
氧气、氢气阀:材料满足高压硫化氢腐蚀及氢脆工况要求严格控制碳、硫、磷含量;清洁要求等
煤化工装置关键阀门主要集中在工艺阀门和球阀,其实还包括调节阀,三偏心金属密封蝶阀等.
先谈谈球阀.
氧气球阀主要进口供货商是ARGUS, TYCO(KTM/FCT),PERRIN,其中ARGUS技术优势最明显.
锁渣阀主要厂家是VTI,ARGUS,NELES,MOGAS, PERRIN使用情况不是很好, MOGAS技术优势最强,但是价格最贵,ARGUS/NELES互有胜负
黑水和灰水系统,业绩最多的还是ARGUS
净化部分, 推荐厂商是ARGUS,BOGERMAN
调节阀:Emerson / Fisher ; Flowserve/Valtek-NAF-Schmidt-Kammer ; Samson ; Masoneilan ; KOSO ; 日本本山;日本山武等等
切断球阀:Flowserve/Argus-Worcester-McCanna-Noble ; Tyco ; Mesto/Neles ; Crane/科隆巴赫; Kitz/Perrin ; Mogas ; Burgmann ; Kinder ; Hartmann 等等;
旋塞阀:Flowserve/Durco ; Crane/XOMOX ; AZ 等等;
全衬里系列阀门:Flowserve/ATOMAC ; Tyco/Neotecha ; AZ ; IDEX/Richter ; Gemu ; Ebro 等等
闸截止阀门:Flowserve/Edward ; Tyco ; Velan ; A&M ; 英国霍普金森;日本米喜等等
三偏心蝶阀:Tyco/Vanessa ; Flowserve/TX ; Adams ; ZWICK ; CCI/Orton ; Tomoe-日本民和;Velan ;Mesto/Neles 等等;
双偏心蝶阀(又称高性能蝶阀):Flowserve ;Tyco ;Mesto/Neles ;Crane 等等,太多了,但凡调节阀的厂家几乎都能提供双偏心的蝶阀;
管道球阀:Cameron ; Groove-现在隶属于Cameron ;伯马;苏克; Tyco/FCT 等等;
高压管线旋塞阀:Surco Audco ;Nordstrom 等等;
衬里调节直通阀:Flowserve/Kammer ; Fisher/RSS-阀体实际由Richter加工的;Samson 等。