贴片电容器工艺流程[优质PPT]
电容器的基础第3讲掌握贴片多层陶瓷电容器的制作方法
電容器的基礎【第3講】掌握貼片多層陶瓷電容器的製作方法20XX年06月28日分类: 电容器PLAZA本欄目是介紹電容器基礎知識的技術專欄。
這次我們將向大家介紹多層陶瓷電容器的結構及製造工序。
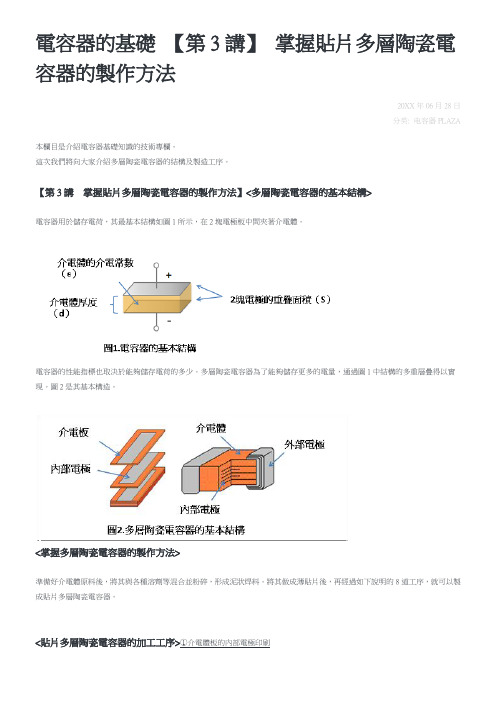
【第3講掌握貼片多層陶瓷電容器的製作方法】<多層陶瓷電容器的基本結構>電容器用於儲存電荷,其最基本結構如圖1所示,在2塊電極板中間夾著介電體。
電容器的性能指標也取決於能夠儲存電荷的多少。
多層陶瓷電容器為了能夠儲存更多的電量,通過圖1中結構的多重層疊得以實現。
圖2是其基本構造。
<掌握多層陶瓷電容器的製作方法>準備好介電體原料後,將其與各種溶劑等混合並粉碎,形成泥狀焊料。
將其做成薄貼片後,再經過如下說明的8道工序,就可以製成貼片多層陶瓷電容器。
<貼片多層陶瓷電容器的加工工序>①介電體板的內部電極印刷對卷狀介電體板塗敷金屬焊料,以作為內部電極。
近年來,多層陶瓷電容器以Ni內部電極為主。
所以,將對介電體板塗敷Ni焊料。
②層疊介電體板對介電體板塗敷內部電極焊料後,將其層疊。
③衝壓工序對層疊板施加壓力,壓合成一體。
在此之前的工序為了防止異物的混入,基本都無塵作業。
④切割工序將層疊的介電體料塊切割成1.0mm×0.5mm或1.6mm×0.8mm等規定的尺寸。
⑤焙燒工序用1000度~1300度左右的溫度對切割後的料片進行焙燒。
通過焙燒,陶瓷和內部電極將成為一體。
⑥塗敷外部電極、燒制在完成燒制的片料兩端塗敷金屬焊料,以作為外部電極。
如果是Ni內部電極,將塗敷Cu焊料,然後用800度左右的溫度進行燒結。
⑦電鍍工序完成外部電極的燒制後,還要在其表面鍍一層Ni及Sn。
一般採用電解電鍍方式,鍍Ni是為了提高信賴性,鍍Sn是為了易於貼裝。
貼片電容在這道工序基本完成。
⑧測量、包裝工序(補充)確認最後完成的貼片電容器是否具備應有的電氣特性,進行料卷包裝後,即可出貨。
近年來,隨著多層陶瓷電容器的小型化、大容量化,各道工序也進行著種種改良,例如介電體的高度薄層化、提高疊層精度等。
贴片作业流程培训课件

02
贴片元件的准备与检测
贴片元件的采购与验收
采购
根据生产计划和BOM,向供应商提出采购需求,并确保交货 期和数量满足生产计划。
验收
收到货物后,进行数量和质量的初步验收,确保元件符合生 产要求。
对已经完成的电路板进 行外观检测、性能检测 和安全性能检测等,确 保产品质量合格。最后 进行包装,以便运输和 存储。
贴片加工的工艺要求
01
02
03
04
05
零件选择与检 测
根据产品要求选择合适的 零件,并对零件进行外观 、性能等方面的检测,确 保符合生产要求。
电路板设计
根据产品要求和生产工艺 要求,对电路板进行设计 ,确保电路板布局合理、 布线规范、符合生产工艺 要求。
焊接质量要求
焊接质量是贴片加工的关 键环节之一,要求焊接牢 固可靠、无虚焊、无冷焊 等现象,同时焊接后电路 板表面无明显痕迹,不影 响外观质量。
元件放置精度 要求
零件放置的精度直接影响 到产品的质量和稳定性, 因此要求严格按照生产工 艺要求的精度进行放置, 确保零件位置准确性和稳 定性。
成品质量检测 要求
质量控制
采用自动化设备和精密的检测仪器,对加工过程中的各项参数进行严格控制,确 保产品质量。
THANKS
谢谢您的观看
每日下班前需对设备进行清洁,检查紧固件是否松动,清理废料盒,检查吸嘴和进料器是 否有堵塞或磨损。
定期维护
每季度或半年对设备进行一次全面维护,包括检查电路、清洗马达、更换易损件等。
设备保养计划
制定保养计划,定期进行保养,确保设备长期稳定运行,延长设备使用寿命。
SMT贴片技术详解(SMA)PPT课件

SMA Introduce
Stencil的梯形开口 Stencil
激光切割模板和电铸成行模板
Stencil的刀锋形开口 PCB
Stencil
化学蚀刻模板
15
Screen Printer
模板(Stencil)制造技术:
模板制造技术
简介
化学蚀刻模板
在金属箔上涂抗蚀保护剂 用销钉定位感光工具将图 形曝光在金属箔两面,然 后使用双面工艺同时从两 面腐蚀金属箔
8
SMT工艺流程
Screen Printer AOI
SMA Introduce
Mount
Reflow
9
Screen Printer
Screen Printer 内部工作图
SMA Introduce
Squeegee
Solder paste
Stencil
STENCIL PRINTING
10
Screen Printer
A:来料检测 => PCB的A面丝印焊膏(点贴片胶)=> 贴片 => 烘干(固化) => A面回流焊接 => 清洗 => 翻板=> PCB的B面丝印焊膏(点贴片胶)=> 贴片 => 烘干 => 回流焊接 (最好仅对B面 => 清洗 =>检测 => 返修)
此工艺适用于在PCB两面均贴装有PLCC等较大的SMD时采用。
表面安装不是一个新的概念,它源于较早的工艺,如 平装和混合安装。
电子线路的装配,最初采用点对点的布线方法,而且 根本没有基片。第一个半导体器件的封装采用放射形的引 脚,将其插入已用于电阻和电容器封装的单片电路板的通 孔中。50年代,平装的表面安装元件应用于高可靠的军方, 60年代,混合技术被广泛的应用,70年代,受日本消费类 电子产品的影响,无源元件被广泛使用,近十年有源元件 被广泛使用。
《贴片工艺培训》课件

不同类型的电子元件具有不同的 电气特性和物理特性,如电阻的 阻值、电容的容量和耐压、晶体 管的放大倍数和频率特性等。
贴片胶的种类与特性
贴片胶的种类
贴片胶是用于将电子元件粘贴在电路板上的粘合剂,根据其成分和性能,有多 种类型,如热固型、热塑型、UV光固化型等。
贴片胶的特性
不同类型的贴片胶具有不同的粘附力、耐温性和固化方式,如热固型贴片胶具 有较高的粘附力和耐温性,UV光固化型贴片胶具有较快的固化速度。
无倾斜。
焊接
根据元件类型和工艺要求,选 择合适的焊接方式,确保焊点
质量。
质量检测与控制
目视检查
功能测试
通过肉眼或放大镜对贴装好的电路板进行 外观检查,查看元件是否贴装平整、无倾 斜,焊点是否光滑、无气泡。
对贴装好的电路板进行功能测试,检查电 路是否正常工作,元件是否正常连接。
参数测量
记录与统计
使用测量仪器对电路板上的元件参数进行 测量,确保符合设计要求。
定期对设备进行检查和维护,确保 设备正常运转,避免因设备故障导 致意外事故。
安全事故的应急处理措施
了解事故类型和原因
在发生安全事故时,首先要了解事故的类型和原因,以便采取正 确的应急处理措施。
启动应急预案
根据事故的类型和原因,启动相应的应急预案,以最大程度地减少 人员伤亡和财产损失。
及时报告和记录
20世纪60年代
最早的贴片工艺出现,主 要使用手工贴装。
20世纪80年代
随着自动化技术的不断发 展,自动化贴片设备逐渐 普及。
21世纪初
随着电子产品不断小型化、 轻薄化,高精度、高效率 的贴片设备成为主流。
02 贴片材料的选择与使用
电子元件的种类与特性
多层贴片陶瓷电容烧结原理及工艺

多层贴片陶瓷电容烧结原理及工艺多层陶瓷电容器(MLCC)的典型结构中导体一般为Ag或AgPd,陶瓷介质一般为(SrBa)TiO3,多层陶瓷结构通过高温烧结而成。
器件端头镀层一般为烧结Ag/AgPd,然后制备一层Ni阻挡层(以阻挡内部Ag/AgPd材料,防止其和外部Sn发生反应),再在Ni层上制备Sn或SnPb层用以焊接。
近年来,也出现了端头使用Cu的MLCC产品。
根据MLCC的电容数值及稳定性,MLCC划分出NP1、COG、X7R、Z5U等。
根据MLCC 的尺寸大小,可以分为1206,0805,0603,0402,0201等。
MLCC 的常见失效模式多层陶瓷电容器本身的内在可靠性十分优良,可以长时间稳定使用。
但如果器件本身存在缺陷或在组装过程中引入缺陷,则会对其可靠性产生严重影响。
陶瓷多层电容器失效的原因分为外部因素和内在因素内在因素主要有以下几种:1.陶瓷介质内空洞(Voids)导致空洞产生的主要因素为陶瓷粉料内的有机或无机污染,烧结过程控制不当等。
空洞的产生极易导致漏电,而漏电又导致器件内部局部发热,进一步降低陶瓷介质的绝缘性能从而导致漏电增加。
该过程循环发生,不断恶化,严重时导致多层陶瓷电容器开裂、爆炸,甚至燃烧等严重后果。
2.烧结裂纹(firing crack)烧结裂纹常起源于一端电极,沿垂直方向扩展。
主要原因与烧结过程中的冷却速度有关,裂纹和危害与空洞相仿。
3.分层(delamination)多层陶瓷电容器的烧结为多层材料堆叠共烧。
烧结温度可以高达1000℃以上。
层间结合力不强,烧结过程中内部污染物挥发,烧结工艺控制不当都可能导致分层的发生。
分层和空洞、裂纹的危害相仿,为重要的多层陶瓷电容器内在缺陷。
外部因素主要为:1.温度冲击裂纹(thermal crack)主要由于器件在焊接特别是波峰焊时承受温度冲击所致,不当返修也是导致温度冲击裂纹的重要原因。
2.机械应力裂纹(flex crack)多层陶瓷电容器的特点是能够承受较大的压应力,但抵抗弯曲能力比较差。
电容元件工艺流程

电容元件工艺流程
《电容元件工艺流程》
电容元件是一种常用的电子元件,在电子产品中起着重要作用。
其制造工艺流程包括原料准备、成型、焊接、包装等几个主要环节。
首先是原料准备。
电容元件的主要材料是金属箔、绝缘材料和电解质。
这些原料需要经过精准的配方比例和质量检验,以确保制成的电容元件符合标准。
接下来是成型。
原料经过混合后成型成片,然后通过切割、印刷等工艺制成具有特定形状的基片。
这一步需要精密的设备和技术来确保成型的准确度和表面平整度。
焊接是制造电容元件的重要环节。
这一步主要包括电极的涂覆、焊接和电解质注入。
电极的涂覆需要高精密的设备和工艺来确保涂覆的均匀性和厚度,焊接过程要保证焊接的牢固性和电极与基片的连接性,电解质注入则需要精准的控制注入量和温度等参数。
最后是包装。
电容元件需要进行封装和标识,以确保其在使用过程中的稳定性和可靠性。
包装工艺包括模具设计、成型、印刷和包装封装等步骤,需要严格遵守相关标准和规定。
整个电容元件制造工艺流程需要高精密的设备和技术,涉及的
环节也非常繁琐,但只有经过严格的质量控制和流程管理,才能确保制造出质量稳定、性能可靠的电容元件产品。
贴片电阻生产流程简介(ppt)

约10min。
CTQ: 1、电镀液的浓度及PH值(PH<7)、电镀时间(2小时);
2、镀膜厚度(抽检5pcs/筒,镀层厚度测试仪);
3、焊锡性。
注意事项:在电镀前一般加入Al2O3球和Steel钢球,AL2O3球使搅拌更均匀,
钢球的作用是使得导电性更好。
【磁性筛选】
带磁 物品
681
681
681 681
【功 能】将电阻值以数字码标示
【制造方式】阻值码油墨印刷
烘干
烧结
黑色油墨 (主要成分环氧树脂)—> 140°C /10min —> 230°C /30min
CTQ: 1、油墨印刷的位置(印刷机定位要精确);
2、炉温曲线,传输链速。
【折条】
681 681 681 681 681 681 681 681 681 681 681 681 681 681 681 681 681 681 681 681 681 681 681 681 681 681 681 681 681 681 681 681 681 681 681 681 681 681 681 681 681 681 681 681 681 681 681 681 681 681 681 681 681 681 681 681 681 681 681 681 681 681 681 681 681 681 681 681 681 681 681 681 681 681 681 681 681 681 681 681 681 681 681 681 681 681 681 681 681 681 681 681 681 681 681 681 681 681 681 681 681 681 681 681 681 681 681 681 681 681 681 681
SMT工艺流程课件

类型 元器件
基板
SMT(Surface Mount Technology) THT(Through Hole Technology)
技术 ,是目前电子组装行业里最流行的一种技术和工艺,它将传统 的电子元器件压缩成为体积只有几十分之一的器件。
➢ SMT的产生和應用背景 ➢ --电子产品追求小型化,以前使用的通孔插件元件已无法缩小 ➢ --电子产品功能更完整,所采用的集成电路已无穿孔元件,特别是大
规模、高集成IC,不得不采用表面贴片元件
➢ --产品批量化,生产自动化,低成本高产量,获得优质产品以迎合顾 客需求及加强市场竞争力的需要
➢ --电子元件的发展,集成电路(IC)的开发,半导体材料的多元应用
5
SMT与THT的区别
➢ SMT与THT的区别
➢ SMT : surface mounted technology (表面贴装技术):直接将表面黏 着元器件贴装,焊接到印刷电路板表面规定位置上的组装技术
➢ 组装容易, 工艺成熟 ➢ SOT23封装最为普遍, 其次是SOT143
芯片 焊线 集极
射极(或基极) 基极(或射极)
SOT23封装结构
SOT143
16
SMT元件包装
➢ 包装( Packaging):成形元件为了方便储存和运送的外加包装. ➢ 包装的影响 • --组装前的元件保护能力 • --贴片质量和效率 • --生产的物料管理 ➢ 常见包装类型 • 带式包装 • 管式包装 • 盘式包装
引脚一般采用J形设计, 16至100脚;间距采用标准1.27mm式, 可使用插座.此类器件易产生方向错、打翻及引脚变形缺陷.