管道焊接表格
管道焊接及焊缝外观检查记录簿表格

75#
Φ159*4.5
20#
30
0.9
58
2-4
0.2
/
无
无
0
0
0.2
Ⅱ
合格
76#
Φ159*4.5
20#
30
0.6
59
2-4
0.1
/
无
无
0
0
0.1
Ⅱ
合格
77#
Φ159*4.5
20#
30
0.9
61
2-4
0.2
/
无
无
0
0
0.2
Ⅱ
合格
78#
Φ159*4.5
20#
30
0.7
64
2-4
0.2
/
无
无
0
0
0.3
夹渣
咬边(㎜)
未焊透(㎜)
余高(㎜)
57#
Φ1020*12
Q235B
30
0.8
58
2-4
0.1
/
无
无
0
0
0.2
Ⅱ
合格
58#
Φ1020*12
Q235B
30
0.6
57
2-4
0.2
/
无
无
0
0
0.3
Ⅱ
合格
59#
Φ1020*12
Q235B
30
0.8
60
2-4
0.1
/
无
无
0
0
0.2
Ⅱ
合格
60#
Φ1020*12
Q235B
Q235B
焊接工艺评定表格

Ni
Mo
V
Ti
Nb
/
/
/
/
/
/
/
/
/
/
/
化学成分测定表面至熔合线旳距离(mm)/
附加阐明:
结论:本评估按NB∕47014—2023规定焊接试件、检查试样、,测定性能,,确认试验记录对旳
评估成果:合格
焊工
姓名
焊工代号
施焊日期
编制
审核
同意
日期
备注
焊接工艺评估汇报
接头型式板材对接焊缝
母 材S30408
弯 曲 试 验 试验汇报编号:2023-02
试样编号
试样类型
试样厚度
(mm)
弯心直径
(mm)
弯曲角度
(°)
试验成果
12H-3-B1
横向面弯
8
4S
180
合格
12H-3-B2
横向面弯
8
4S
180
合格
12H-3-B3
横向背弯
8
4S
180
合格
12H-3-B4
横向背弯
8
4S
180
合格
冲 击 试 验 试验汇报编号:
预热:
预热温度(℃)/
道间温度/
其他常温
拉 伸 试 验 试验汇报编号:2023-02
试样编号
试样宽度
(mm)
试样厚度
(mm)
横截面积(mm2)
最大载荷(KN)
抗拉强度(Mpa)
断裂部位和特性
12H-3-A1
25.2
8
200.8
131
649
热影响区断
12H-3-A2
管道安装焊接工艺表格全套

NO:11
零部件名称
图号
钢号类组别号
/
清根方式
焊工资格
电压(V)
焊接速度 (cm/min)
直流反接
400~420
38~40
70~80
/ / Ⅰ-Ⅰ / M1-1 线能量 (J/cm)
零部件名称
图号
钢号类组别号
/
清根方式
焊工资格
电压(V)
焊接速度 (cm/min)
26~30
60~80
36~38
75~85
Ⅰ-1 /
M1-1 线能量 (J/cm)
6000 8325
焊接层次,顺序示意图:
焊接层次(正/反):各一层 坡口角度:00 钝边:板厚 间隙:0~1
技术要求及说明: 1、 清除坡口两侧内外表面 20 ㎜范围的油污、锈蚀、尘土且应露出
焊接工艺卡
产品型号
焊接工艺评定编号
ቤተ መጻሕፍቲ ባይዱ
规
格
/
A 类焊接接头
电源及极性
直流反极
HP01 3㎜ 流量
电流(A) ~220 ~275
N0:02
零部件名称
图号
钢号类组别号
/
清根方式
焊工资格
电压(V)
焊接速度 (cm/min)
25~28
60~80
30~34
80~90
Ⅰ-1 /
M1-1 线能量 (J/cm)
4997 6212
金属光泽。 2、纵焊缝与息弧板相连一端 30~50 ㎜的内焊缝先用手工电弧焊焊
接。
编制: 日
表 H-05
产品名称
焊接工艺指导书编号
母
材
气
管道焊接检验批质量验收记录表模板

3
咬边深度不应大于管壁厚的12.5%且不超过0.8mm。在焊缝任何300mm的连续长度中,累计咬边长度不应大于50mm
0.3
0.4
无
无
0.3
4
焊缝宽度每边应超出坡口1mm~2mm。
1.3
1.1
1.5
1.0
1.6
5
焊缝余高不大于1.6mm ,局部不大于3mm,但长度不大于50mm。
1.2
1.5
1.4
1.2
1.2
6
焊缝错边量:高压管道不应超过壁厚的10%且不大于1mm;中压管道不应超过壁厚的15%且不大于1.6mm。
0.3
0.3
0.2
0.4
0.2
施工单位
检查评定
结果
经检查,主控项目、一般项目均符合设计相关验收规范的规定,评定合格。
项目专业质量检查员 : 年 月 日
监理
(建设)
单位验收
结论
监理工程师 :
施工单位检查评定记录
监理(建设)单位验收记录
主控项
目
1
焊接材料的牌号及规格应符合焊接工艺规程的规定
焊接材料的牌号及规格符合焊接工艺规程的规定。
一般项目
清除坡口表面及其两侧至少10mm范围内的铁锈、水分、油污和灰尘等
清洁
清洁
清洁
清洁
清洁
2
焊缝表面应无裂纹,气孔,夹渣,熔合性飞溅及凹陷等缺陷。
无
无
无
无
(建设单位项目代表) 年 月 日
管道焊接检验批质量验收记录
工程名称
XX工程
分项工程名称
管道焊接
验收部位
M2、M36平台
施工单位
管道焊接及焊缝外观检查记录表
管道焊接与焊缝外观检查记录表
1 / 16
管道焊接与焊缝外观检查记录表
2 / 16
管道焊接与焊缝外观检查记录表
3 / 16
管道焊接与焊缝外观检查记录表
4 / 16
管道焊接与焊缝外观检查记录表
5 / 16
6 / 16
管道焊接与焊缝外观检查记录表
7 / 16
管道焊接与焊缝外观检查记录表
8 / 16
管道焊接与焊缝外观检查记录表
9 / 16
管道焊接与焊缝外观检查记录表
10 / 16
管道焊接与焊缝外观检查记录表
11 / 16
管道焊接与焊缝外观检查记录表
12 / 16
13 / 16
管道焊接与焊缝外观检查记录表
14 / 16
管道焊接与焊缝外观检查记录表
15 / 16
16 / 16。
管道焊接检查表格

4
焊接材料
焊条/焊丝型号
与设计要求相符,无混用现象
合格/不合格
5
焊条/焊丝烘干
按规定进行烘干,无潮湿现象
合格/不合格
6
保护气体纯度
符合设计要求,无杂质、水分等
合格/不合格
7
焊接工艺
焊接参数设置
符合设计要求
符合设计要求,无过高或过低现象
管道焊接检查表格
以下是一个管道焊接检查表格的样板。此表格可以根据实际的管道焊接项目、检查项目、检查标准、检查结果和备注进行修改和调整。
序号
管道焊接项目
检查项目
检查标准
检查结果
备注
1
管道准备
表面清洁度
无油污、锈蚀、杂质等
合格/不合格
2
管口形状
管口平整,无毛刺、裂纹等缺陷
合格/不合格
3
对口间隙
符合设计要求,无过大或过小现象
合格/不合格
9
焊接顺序及方向
符合设计要求,无跳焊、漏焊等现象
合格/不合格
10
焊缝质量
外观质量
无夹渣、裂纹、气孔等缺陷,焊缝饱满、平滑
合格/不合格
11
尺寸精度
符合设计要求,无超标现象
合格/不合格
12
内部质量检测(如X射线检测)
无内部缺陷,如气孔、裂纹等
合格/不合格
此表格可根据具体需求进行扩展或缩减。在实际使用中,应根据具体项目的特点和要求进行检查和记录。
压力管道焊接现场施工检查记录表格模板
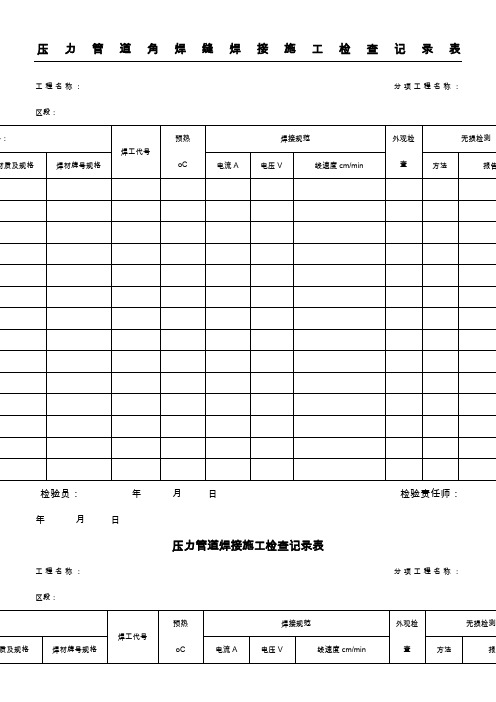
压力管道角焊缝焊接施工检查记录表工程名称:分项工程名称:区段:
检验员:年月日检验责任师:年月日
压力管道焊接施工检查记录表
工程名称:分项工程名称:区段:
检验员:年月日检验责任师:年月日
压力管道组对工序交接卡
工程名称:
分项工程名称:
区段:
记录人:年月日审核人:年月日
压力管道焊接自检记录
工程名称:分项工程名称:区段:
记录人:年月日审核人:年月日
压力管道角焊缝组对工序交接卡
工程名称:分项工程名称:区段:
记录人:年月日审核人:
年月日
压力管道角焊缝焊接自检记录
工程名称:分项工程名称:区段:
记录人:年月日审核人:年月日。
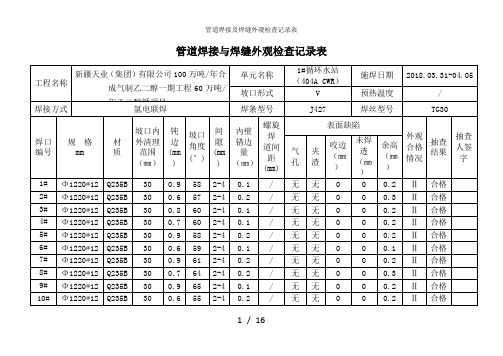
管道焊接和焊缝外观检查记录表

管道焊接及焊缝外观检查记录表工程名称新疆天业(集团)有限公司100万吨/年合成气制乙二醇一期工程60万吨/年乙二醇循项目单元名称1#循环水站(404ACWR)施焊日期2018.03.31-04.05坡口形式V预热温度/焊接方式氩电联焊焊条型号J427焊丝型号TG30焊口编号规格mm材质坡口内外清理范围(㎜)钝边(mm)坡口角度(°)间隙(mm)内壁错边量(㎜)螺旋焊道间距(mm)表面缺陷外观合格情况抽查结果抽查人签字气孔夹渣咬边(㎜)未焊透(㎜)余高(㎜)1# Φ1220*12 Q235B 30 0.9 58 2-4 0.1 / 无无0 0 0.2 Ⅱ合格2# Φ1220*12 Q235B 30 0.6 57 2-4 0.2 / 无无0 0 0.3 Ⅱ合格3# Φ1220*12 Q235B 30 0.8 60 2-4 0.1 / 无无0 0 0.2 Ⅱ合格4# Φ1220*12 Q235B 30 0.7 60 2-4 0.1 / 无无0 0 0.2 Ⅱ合格5# Φ1220*12 Q235B 30 0.9 58 2-4 0.2 / 无无0 0 0.2 Ⅱ合格6# Φ1220*12 Q235B 30 0.6 59 2-4 0.1 / 无无0 0 0.1 Ⅱ合格7# Φ1220*12 Q235B 30 0.9 61 2-4 0.2 / 无无0 0 0.2 Ⅱ合格8# Φ1220*12 Q235B 30 0.7 64 2-4 0.2 / 无无0 0 0.3 Ⅱ合格9# Φ1220*12 Q235B 30 0.9 65 2-4 0.1 / 无无0 0 0.2 Ⅱ合格10# Φ1220*12 Q235B 30 0.6 55 2-4 0.2 / 无无0 0 0.2 Ⅱ合格11# Φ1220*12 Q235B 30 1.0 59 2-4 0.2 / 无无0 0 0.1 Ⅱ合格12# Φ1220*12 Q235B 30 0.6 56 2-4 0.1 / 无无0 0 0.1 Ⅱ合格专业知识分享13# Φ1220*12 Q235B 30 0.8 57 2-4 0.2 / 无无0 0 0.2 Ⅱ合格14# Φ1220*12 Q235B 30 0.7 61 2-4 0.1 / 无无0 0 0.2 Ⅱ合格管道焊接及焊缝外观检查记录表工程名称新疆天业(集团)有限公司100万吨/年合成气制乙二醇一期工程60万吨/年乙二醇循项目单元名称1#循环水站(404ACWR)施焊日期2018.04.11-04.14坡口形式V预热温度/焊接方式氩电联焊焊条型号J427焊丝型号TG30焊口编号规格mm材质坡口内外清理范围(㎜)钝边(mm)坡口角度(°)间隙(mm)内壁错边量(㎜)螺旋焊道间距(mm)表面缺陷外观合格情况抽查结果抽查人签字气孔夹渣咬边(㎜)未焊透(㎜)余高(㎜)15# Φ1220*12 Q235B 30 0.9 61 2-4 0.2 / 无无0 0 0.2 Ⅱ合格16# Φ1220*12 Q235B 30 0.7 64 2-4 0.2 / 无无0 0 0.3 Ⅱ合格17# Φ1220*12 Q235B 30 0.9 65 2-4 0.1 / 无无0 0 0.2 Ⅱ合格18# Φ1220*12 Q235B 30 0.6 55 2-4 0.2 / 无无0 0 0.2 Ⅱ合格19# Φ1220*12 Q235B 30 0.9 58 2-4 0.2 / 无无0 0 0.2 Ⅱ合格20# Φ1220*12 Q235B 30 0.6 59 2-4 0.1 / 无无0 0 0.1 Ⅱ合格21# Φ1220*12 Q235B 30 0.9 61 2-4 0.2 / 无无0 0 0.2 Ⅱ合格22# Φ1020*12 Q235B 30 0.7 64 2-4 0.2 / 无无0 0 0.3 Ⅱ合格23# Φ1020*12 Q235B 30 0.9 65 2-4 0.1 / 无无0 0 0.2 Ⅱ合格24# Φ1020*12 Q235B 30 0.6 55 2-4 0.2 / 无无0 0 0.2 Ⅱ合格专业知识分享25# Φ820*10 Q235B26# Φ820*10 Q235B27# Φ820*10 Q235B28# Φ820*10 Q235B管道焊接及焊缝外观检查记录表工程名称新疆天业(集团)有限公司100万吨/年合成气制乙二醇一期工程60万吨/年乙二醇循项目单元名称1#循环水站(404ACWR)施焊日期2018.04.14-05.02坡口形式V预热温度/焊接方式氩电联焊焊条型号J427焊丝型号TG30焊口编号规格mm材质坡口内外清理范围(㎜)钝边(mm)坡口角度(°)间隙(mm)内壁错边量(㎜)螺旋焊道间距(mm)表面缺陷外观合格情况抽查结果抽查人签字气孔夹渣咬边(㎜)未焊透(㎜)余高(㎜)29# Φ820*10 Q235B30# Φ820*10 Q235B 30 0.6 57 2-4 0.2 / 无无0 0 0.3 Ⅱ合格31# Φ820*10 Q235B 30 0.8 60 2-4 0.1 / 无无0 0 0.2 Ⅱ合格32# Φ820*10 Q235B33# Φ820*10 Q235B34# Φ820*10 Q235B35# Φ820*10 Q235B专业知识分享36# Φ820*10 Q235B37# Φ720*10 Q235B 30 0.9 65 2-4 0.1 / 无无0 0 0.2 Ⅱ合格38# Φ1020*12 Q235B 30 0.6 55 2-4 0.2 / 无无0 0 0.2 Ⅱ合格39# Φ1020*12 Q235B 30 1.0 59 2-4 0.2 / 无无0 0 0.1 Ⅱ合格40# Φ1020*12 Q235B 30 0.6 56 2-4 0.1 / 无无0 0 0.1 Ⅱ合格41# Φ1020*12 Q235B 30 0.8 57 2-4 0.2 / 无无0 0 0.2 Ⅱ合格42# Φ1020*12 Q235B 30 0.7 61 2-4 0.1 / 无无0 0 0.2 Ⅱ合格管道焊接及焊缝外观检查记录表工程名称新疆天业(集团)有限公司100万吨/年合成气制乙二醇一期工程60万吨/年乙二醇循项目单元名称1#循环水站(404ACWR)施焊日期2018.04.13-05.02坡口形式V预热温度/焊接方式氩电联焊焊条型号J427焊丝型号TG30焊口编号规格mm材质坡口内外清理范围(㎜)钝边(mm)坡口角度(°)间隙(mm)内壁错边量(㎜)螺旋焊道间距(mm)表面缺陷外观合格情况抽查结果抽查人签字气孔夹渣咬边(㎜)未焊透(㎜)余高(㎜)43# Φ1020*12 Q235B 30 0.9 58 2-4 0.1 / 无无0 0 0.2 Ⅱ合格44# Φ1020*12 Q235B 30 0.6 57 2-4 0.2 / 无无0 0 0.3 Ⅱ合格45# Φ1020*12 Q235B 30 0.8 60 2-4 0.1 / 无无0 0 0.2 Ⅱ合格46# Φ1020*12 Q235B 30 0.7 60 2-4 0.1 / 无无0 0 0.2 Ⅱ合格专业知识分享47# Φ1020*12 Q235B 30 0.9 58 2-4 0.2 / 无无0 0 0.2 Ⅱ合格48# Φ1020*12 Q235B 30 0.6 59 2-4 0.1 / 无无0 0 0.1 Ⅱ合格49# Φ1020*12 Q235B 30 0.9 61 2-4 0.2 / 无无0 0 0.2 Ⅱ合格30# Φ1020*12 Q235B 30 0.7 64 2-4 0.2 / 无无0 0 0.3 Ⅱ合格51# Φ1020*12 Q235B 30 0.9 65 2-4 0.1 / 无无0 0 0.2 Ⅱ合格52# Φ1020*12 Q235B 30 0.6 55 2-4 0.2 / 无无0 0 0.2 Ⅱ合格53# Φ1020*12 Q235B 30 1.0 59 2-4 0.2 / 无无0 0 0.1 Ⅱ合格54# Φ1020*12 Q235B 30 0.6 56 2-4 0.1 / 无无0 0 0.1 Ⅱ合格55# Φ1020*12 Q235B 30 0.8 57 2-4 0.2 / 无无0 0 0.2 Ⅱ合格56# Φ1020*12 Q235B 30 0.7 61 2-4 0.1 / 无无0 0 0.2 Ⅱ合格管道焊接及焊缝外观检查记录表工程名称新疆天业(集团)有限公司100万吨/年合成气制乙二醇一期工程60万吨/年乙二醇循项目单元名称1#循环水站(404ACWR)施焊日期2018.04.13-04.14坡口形式V预热温度/焊接方式氩电联焊焊条型号J427焊丝型号TG30焊口编号规格mm材质坡口内外清理范围(㎜)钝边(mm)坡口角度(°)间隙(mm)内壁错边量(㎜)螺旋焊道间距(mm)表面缺陷外观合格情况抽查结果抽查人签字气孔夹渣咬边(㎜)未焊透(㎜)余高(㎜)57# Φ1020*12 Q235B 30 0.8 58 2-4 0.1 / 无无0 0 0.2 Ⅱ合格专业知识分享58# Φ1020*12 Q235B 30 0.6 57 2-4 0.2 / 无无0 0 0.3 Ⅱ合格59# Φ1020*12 Q235B 30 0.8 60 2-4 0.1 / 无无0 0 0.2 Ⅱ合格60# Φ1020*12 Q235B 30 0.7 60 2-4 0.1 / 无无0 0 0.2 Ⅱ合格61# Φ219*6 20# 30 0.9 58 2-4 0.2 / 无无0 0 0.2 Ⅱ合格62# Φ219*6 20# 30 0.6 59 2-4 0.1 / 无无0 0 0.1 Ⅱ合格63# Φ219*6 20# 30 0.9 61 2-4 0.2 / 无无0 0 0.2 Ⅱ合格64# Φ219*6 20# 30 0.7 64 2-4 0.2 / 无无0 0 0.3 Ⅱ合格65# Φ219*6 20# 30 0.9 65 2-4 0.1 / 无无0 0 0.2 Ⅱ合格66# Φ219*6 20# 30 0.6 55 2-4 0.2 / 无无0 0 0.2 Ⅱ合格67# Φ219*6 20# 30 1.0 59 2-4 0.2 / 无无0 0 0.1 Ⅱ合格68# Φ219*6 20# 30 0.6 56 2-4 0.1 / 无无0 0 0.1 Ⅱ合格69# Φ219*6 20# 30 0.8 57 2-4 0.2 / 无无0 0 0.2 Ⅱ合格70# Φ219*6 20# 30 0.7 61 2-4 0.1 / 无无0 0 0.2 Ⅱ合格管道焊接及焊缝外观检查记录表工程名称新疆天业(集团)有限公司100万吨/年合成气制乙二醇一期工程60万吨/年乙二醇循项目单元名称1#循环水站(404ACWR)施焊日期2018.04.14-04.18坡口形式V预热温度/焊接方式氩电联焊焊条型号J427焊丝型号TG30焊口规格材质坡口内外钝边坡口间隙内壁错螺旋焊表面缺陷外观抽查抽查人专业知识分享编号mm 清理范围(㎜)(mm) 角度(°)(mm) 边量(㎜)道间距(mm)气孔夹渣咬边(㎜)未焊透(㎜)余高(㎜)合格情况结果签字71# Φ159*4.5 20# 30 0.9 58 2-4 0.1 / 无无0 0 0.2 Ⅱ合格72# Φ159*4.5 20# 30 0.6 57 2-4 0.2 / 无无0 0 0.3 Ⅱ合格73# Φ159*4.5 20# 30 0.8 60 2-4 0.1 / 无无0 0 0.2 Ⅱ合格74# Φ159*4.5 20# 30 0.7 60 2-4 0.1 / 无无0 0 0.2 Ⅱ合格75# Φ159*4.5 20# 30 0.9 58 2-4 0.2 / 无无0 0 0.2 Ⅱ合格76# Φ159*4.5 20# 30 0.6 59 2-4 0.1 / 无无0 0 0.1 Ⅱ合格77# Φ159*4.5 20# 30 0.9 61 2-4 0.2 / 无无0 0 0.2 Ⅱ合格78# Φ159*4.5 20# 30 0.7 64 2-4 0.2 / 无无0 0 0.3 Ⅱ合格79# Φ159*4.5 20# 30 0.9 65 2-4 0.1 / 无无0 0 0.2 Ⅱ合格80# Φ159*4.5 20# 30 0.6 55 2-4 0.2 / 无无0 0 0.2 Ⅱ合格81# Φ159*4.5 20# 30 1.0 59 2-4 0.2 / 无无0 0 0.1 Ⅱ合格82# Φ630*10 Q235B 30 0.6 56 2-4 0.1 / 无无0 0 0.1 Ⅱ合格83# Φ630*10 Q235B 30 0.8 57 2-4 0.2 / 无无0 0 0.2 Ⅱ合格84# Φ630*10 Q235B 30 0.7 61 2-4 0.1 / 无无0 0 0.2 Ⅱ合格管道焊接及焊缝外观检查记录表工程名称新疆天业(集团)有限公司100万吨/年合成气制乙二醇一期工程60万吨/年乙二醇循项目单元名称1#循环水站(404ACWR)施焊日期2018.04.15-04.25坡口形式V预热温度/专业知识分享焊接方式氩电联焊焊条型号J427焊丝型号TG30焊口编号规格mm材质坡口内外清理范围(㎜)钝边(mm)坡口角度(°)间隙(mm)内壁错边量(㎜)螺旋焊道间距(mm)表面缺陷外观合格情况抽查结果抽查人签字气孔夹渣咬边(㎜)未焊透(㎜)余高(㎜)85# Φ630*10 Q235B 30 0.9 58 2-4 0.1 / 无无0 0 0.2 Ⅱ合格86# Φ478*8 Q235B 30 0.6 57 2-4 0.2 / 无无0 0 0.3 Ⅱ合格87# Φ478*8 Q235B 30 0.8 60 2-4 0.1 / 无无0 0 0.2 Ⅱ合格88# Φ478*8 Q235B 30 0.7 60 2-4 0.1 / 无无0 0 0.2 Ⅱ合格89# Φ478*8 Q235B 30 0.9 58 2-4 0.2 / 无无0 0 0.2 Ⅱ合格90# Φ478*8 Q235B 30 0.6 59 2-4 0.1 / 无无0 0 0.1 Ⅱ合格91# Φ478*8 Q235B 30 0.9 61 2-4 0.2 / 无无0 0 0.2 Ⅱ合格92# Φ478*8 Q235B 30 0.7 64 2-4 0.2 / 无无0 0 0.3 Ⅱ合格93# Φ478*8 Q235B 30 0.9 65 2-4 0.1 / 无无0 0 0.2 Ⅱ合格94# Φ478*8 Q235B 30 0.6 55 2-4 0.2 / 无无0 0 0.2 Ⅱ合格95# Φ478*8 Q235B 30 1.0 59 2-4 0.2 / 无无0 0 0.1 Ⅱ合格96# Φ478*8 Q235B 30 0.6 56 2-4 0.1 / 无无0 0 0.1 Ⅱ合格97# Φ426*8 Q235B 30 0.8 57 2-4 0.2 / 无无0 0 0.2 Ⅱ合格98# Φ426*8 Q235B 30 0.7 61 2-4 0.1 / 无无0 0 0.2 Ⅱ合格专业知识分享管道焊接及焊缝外观检查记录表工程名称新疆天业(集团)有限公司100万吨/年合成气制乙二醇一期工程60万吨/年乙二醇循项目单元名称1#循环水站(404ACWR)施焊日期2018.04.16-04.25坡口形式V预热温度/焊接方式氩电联焊焊条型号J427焊丝型号TG30焊口编号规格mm材质坡口内外清理范围(㎜)钝边(mm)坡口角度(°)间隙(mm)内壁错边量(㎜)螺旋焊道间距(mm)表面缺陷外观合格情况抽查结果抽查人签字气孔夹渣咬边(㎜)未焊透(㎜)余高(㎜)99# Φ426*8 Q235B 30 0.9 58 2-4 0.1 / 无无0 0 0.2 Ⅱ合格100# Φ426*8 Q235B 30 0.6 57 2-4 0.2 / 无无0 0 0.3 Ⅱ合格101# Φ426*8 Q235B 30 0.8 60 2-4 0.1 / 无无0 0 0.2 Ⅱ合格102# Φ426*8 Q235B 30 0.7 60 2-4 0.1 / 无无0 0 0.2 Ⅱ合格103# Φ478*8 Q235B 30 0.9 58 2-4 0.2 / 无无0 0 0.2 Ⅱ合格104# Φ273*6 Q235B 30 0.6 59 2-4 0.1 / 无无0 0 0.1 Ⅱ合格105# Φ273*6 Q235B 30 0.9 61 2-4 0.2 / 无无0 0 0.2 Ⅱ合格106# Φ273*6 Q235B 30 0.7 64 2-4 0.2 / 无无0 0 0.3 Ⅱ合格107# Φ273*6 Q235B 30 0.9 65 2-4 0.1 / 无无0 0 0.2 Ⅱ合格108# Φ273*6 Q235B 30 0.6 55 2-4 0.2 / 无无0 0 0.2 Ⅱ合格109# Φ273*6 Q235B 30 1.0 59 2-4 0.2 / 无无0 0 0.1 Ⅱ合格110# Φ273*6 Q235B 30 0.6 56 2-4 0.1 / 无无0 0 0.1 Ⅱ合格111# Φ273*6 Q235B 30 0.8 57 2-4 0.2 / 无无0 0 0.2 Ⅱ合格专业知识分享112# Φ720*10 Q235B 30 0.7 61 2-4 0.1 / 无无0 0 0.2 Ⅱ合格管道焊接及焊缝外观检查记录表工程名称新疆天业(集团)有限公司100万吨/年合成气制乙二醇一期工程60万吨/年乙二醇循项目单元名称1#循环水站(404ACWR)施焊日期2018.04.18-05.03坡口形式V预热温度/焊接方式氩电联焊焊条型号J427焊丝型号TG30焊口编号规格mm材质坡口内外清理范围(㎜)钝边(mm)坡口角度(°)间隙(mm)内壁错边量(㎜)螺旋焊道间距(mm)表面缺陷外观合格情况抽查结果抽查人签字气孔夹渣咬边(㎜)未焊透(㎜)余高(㎜)113# Φ720*10 Q235B 30 0.9 58 2-4 0.1 / 无无0 0 0.2 Ⅱ合格114# Φ720*10 Q235B 30 0.6 57 2-4 0.2 / 无无0 0 0.3 Ⅱ合格115# Φ377*7 Q235B 30 0.8 60 2-4 0.1 / 无无0 0 0.2 Ⅱ合格115A# Φ325*7 Q235B 30 0.7 60 2-4 0.1 / 无无0 0 0.2 Ⅱ合格116# Φ325*7 Q235B 30 0.9 58 2-4 0.2 / 无无0 0 0.2 Ⅱ合格117# Φ325*7 Q235B 30 0.6 59 2-4 0.1 / 无无0 0 0.1 Ⅱ合格118# Φ720*10 Q235B 30 0.9 61 2-4 0.2 / 无无0 0 0.2 Ⅱ合格119# Φ720*10 Q235B 30 0.7 64 2-4 0.2 / 无无0 0 0.3 Ⅱ合格120# Φ720*10 Q235B 30 0.9 65 2-4 0.1 / 无无0 0 0.2 Ⅱ合格121# Φ159*4.5 Q235B 30 0.6 55 2-4 0.2 / 无无0 0 0.2 Ⅱ合格专业知识分享122# Φ159*4.5 Q235B 30 1.0 59 2-4 0.2 / 无无0 0 0.1 Ⅱ合格123# Φ159*4.5 Q235B 30 0.6 56 2-4 0.1 / 无无0 0 0.1 Ⅱ合格124# Φ630*10 Q235B 30 0.8 57 2-4 0.2 / 无无0 0 0.2 Ⅱ合格125# Φ630*10 Q235B 30 0.7 61 2-4 0.1 / 无无0 0 0.2 Ⅱ合格管道焊接及焊缝外观检查记录表工程名称新疆天业(集团)有限公司100万吨/年合成气制乙二醇一期工程60万吨/年乙二醇循项目单元名称1#循环水站(404ACWR)施焊日期2018.04.22-05.03坡口形式V预热温度/焊接方式氩电联焊焊条型号J427焊丝型号TG30焊口编号规格mm材质坡口内外清理范围(㎜)钝边(mm)坡口角度(°)间隙(mm)内壁错边量(㎜)螺旋焊道间距(mm)表面缺陷外观合格情况抽查结果抽查人签字气孔夹渣咬边(㎜)未焊透(㎜)余高(㎜)126# Φ630*10 Q235B 30 0.9 58 2-4 0.1 / 无无0 0 0.2 Ⅱ合格127# Φ630*10 Q235B 30 0.6 57 2-4 0.2 / 无无0 0 0.3 Ⅱ合格128# Φ630*10 Q235B 30 0.8 60 2-4 0.1 / 无无0 0 0.2 Ⅱ合格129# Φ720*10 Q235B 30 0.7 60 2-4 0.1 / 无无0 0 0.2 Ⅱ合格130# Φ720*10 Q235B 30 0.9 58 2-4 0.2 / 无无0 0 0.2 Ⅱ合格131# Φ720*10 Q235B 30 0.6 59 2-4 0.1 / 无无0 0 0.1 Ⅱ合格132# Φ720*10 Q235B 30 0.9 61 2-4 0.2 / 无无0 0 0.2 Ⅱ合格专业知识分享133# Φ720*10 Q235B 30 0.7 64 2-4 0.2 / 无无0 0 0.3 Ⅱ合格134# Φ720*10 Q235B 30 0.9 65 2-4 0.1 / 无无0 0 0.2 Ⅱ合格135# Φ1220*12 Q235B 30 0.6 55 2-4 0.2 / 无无0 0 0.2 Ⅱ合格136# Φ1620*12 Q235B 30 1.0 59 2-4 0.2 / 无无0 0 0.1 Ⅱ合格137# Φ1220*12 Q235B 30 0.6 56 2-4 0.1 / 无无0 0 0.1 Ⅱ合格138# Φ1220*12 Q235B 30 0.8 57 2-4 0.2 / 无无0 0 0.2 Ⅱ合格139# Φ1620*16 Q235B 30 0.7 61 2-4 0.1 / 无无0 0 0.2 Ⅱ合格管道焊接及焊缝外观检查记录表工程名称新疆天业(集团)有限公司100万吨/年合成气制乙二醇一期工程60万吨/年乙二醇循项目单元名称1#循环水站(404ACWR)施焊日期2018.05.03-05.10坡口形式V预热温度/焊接方式氩电联焊焊条型号J427焊丝型号TG30焊口编号规格mm材质坡口内外清理范围(㎜)钝边(mm)坡口角度(°)间隙(mm)内壁错边量(㎜)螺旋焊道间距(mm)表面缺陷外观合格情况抽查结果抽查人签字气孔夹渣咬边(㎜)未焊透(㎜)余高(㎜)140# Φ1620*16 Q235B 30 0.9 58 2-4 0.1 / 无无0 0 0.2 Ⅱ合格141# Φ1620*16 Q235B 30 0.6 57 2-4 0.2 / 无无0 0 0.3 Ⅱ合格142# Φ1620*16 Q235B 30 0.8 60 2-4 0.1 / 无无0 0 0.2 Ⅱ合格142A# Φ630*10 Q235B 30 0.7 60 2-4 0.1 / 无无0 0 0.2 Ⅱ合格专业知识分享143A# Φ630*10 Q235B 30 0.9 58 2-4 0.2 / 无无0 0 0.2 Ⅱ合格143# Φ630*10 Q235B 30 0.6 59 2-4 0.1 / 无无0 0 0.1 Ⅱ合格144# Φ630*10 Q235B 30 0.9 61 2-4 0.2 / 无无0 0 0.2 Ⅱ合格145# Φ630*10 Q235B 30 0.7 64 2-4 0.2 / 无无0 0 0.3 Ⅱ合格146# Φ630*10 Q235B 30 0.9 65 2-4 0.1 / 无无0 0 0.2 Ⅱ合格147# Φ630*10 Q235B 30 0.6 55 2-4 0.2 / 无无0 0 0.2 Ⅱ合格148# Φ1220*12 Q235B 30 1.0 59 2-4 0.2 / 无无0 0 0.1 Ⅱ合格149# Φ1220*12 Q235B 30 0.6 56 2-4 0.1 / 无无0 0 0.1 Ⅱ合格130# Φ529*8 Q235B 30 0.8 57 2-4 0.2 / 无无0 0 0.2 Ⅱ合格151# Φ529*8 Q235B 30 0.7 61 2-4 0.1 / 无无0 0 0.2 Ⅱ合格管道焊接及焊缝外观检查记录表工程名称新疆天业(集团)有限公司100万吨/年合成气制乙二醇一期工程60万吨/年乙二醇循项目单元名称1#循环水站(404ACWR)施焊日期2018.05.04-06.16坡口形式V预热温度/焊接方式氩电联焊焊条型号J427焊丝型号TG30焊口编号规格mm材质坡口内外清理范围(㎜)钝边(mm)坡口角度(°)间隙(mm)内壁错边量(㎜)螺旋焊道间距(mm)表面缺陷外观合格情况抽查结果抽查人签字气孔夹渣咬边(㎜)未焊透(㎜)余高(㎜)152# Φ529*8 Q235B 30 0.9 58 2-4 0.1 / 无无0 0 0.2 Ⅱ合格专业知识分享153# Φ529*8 Q235B 30 0.6 57 2-4 0.2 / 无无0 0 0.3 Ⅱ合格154# Φ529*8 Q235B 30 0.8 60 2-4 0.1 / 无无0 0 0.2 Ⅱ合格155# Φ529*8 Q235B 30 0.7 60 2-4 0.1 / 无无0 0 0.2 Ⅱ合格156# Φ529*8 Q235B 30 0.9 58 2-4 0.2 / 无无0 0 0.2 Ⅱ合格157# Φ720*10 Q235B 30 0.6 59 2-4 0.1 / 无无0 0 0.1 Ⅱ合格158# Φ720*10 Q235B 30 0.9 61 2-4 0.2 / 无无0 0 0.2 Ⅱ合格159# Φ720*10 Q235B 30 0.7 64 2-4 0.2 / 无无0 0 0.3 Ⅱ合格160# Φ720*10 Q235B 30 0.9 65 2-4 0.1 / 无无0 0 0.2 Ⅱ合格161# Φ630*10 Q235B 30 0.6 55 2-4 0.2 / 无无0 0 0.2 Ⅱ合格162# Φ630*10 Q235B 30 1.0 59 2-4 0.2 / 无无0 0 0.1 Ⅱ合格163# Φ630*10 Q235B 30 0.6 56 2-4 0.1 / 无无0 0 0.1 Ⅱ合格164# Φ630*10 Q235B 30 0.8 57 2-4 0.2 / 无无0 0 0.2 Ⅱ合格165# Φ630*10 Q235B 30 0.7 61 2-4 0.1 / 无无0 0 0.2 Ⅱ合格管道焊接及焊缝外观检查记录表工程名称新疆天业(集团)有限公司100万吨/年合成气制乙二醇一期工程60万吨/年乙二醇循项目单元名称1#循环水站(404ACWR)施焊日期2018.06.16-06.18坡口形式V预热温度/焊接方式氩电联焊焊条型号J427焊丝型号TG30焊口规格材质坡口内外钝边坡口间隙内壁错螺旋焊表面缺陷外观抽查抽查人专业知识分享编号mm 清理范围(㎜)(mm) 角度(°)(mm) 边量(㎜)道间距(mm)气孔夹渣咬边(㎜)未焊透(㎜)余高(㎜)合格情况结果签字166# Φ630*10 Q235B 30 0.9 58 2-4 0.1 / 无无0 0 0.2 Ⅱ合格167# Φ630*10 Q235B 30 0.6 57 2-4 0.2 / 无无0 0 0.3 Ⅱ合格168# Φ630*10 Q235B 30 0.8 60 2-4 0.1 / 无无0 0 0.2 Ⅱ合格169# Φ630*10 Q235B 30 0.7 60 2-4 0.1 / 无无0 0 0.2 Ⅱ合格170# Φ630*10 Q235B 30 0.9 58 2-4 0.2 / 无无0 0 0.2 Ⅱ合格171# Φ630*10 Q235B 30 0.6 59 2-4 0.1 / 无无0 0 0.1 Ⅱ合格172# Φ630*10 Q235B 30 0.9 61 2-4 0.2 / 无无0 0 0.2 Ⅱ合格专业知识分享。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
项目专业质量检查员年月日
监理﹙建设﹚单位验收结论
监理工程师
(建设单位项目代表)年月日
管道焊接检验批质量验收记录
工程名称
分项工程名称
验收部位
施工单位
专业负责人
项目经理
施工执行标准名称及编号
检验批编号
质量验收规范规定
施工单位检查记录
监理(建设)单位验收记录主项目1焊接材料和规格应符合相关国家标准和设计要求
焊接材料的牌号及规格符合焊接工艺规程的规定
2
焊缝无损检测应符合SY/T4109,SY/T0327的有关规定和设计要求
3
两管口错边
大于0.8mm或大于12.5%管壁厚,取两者中的较小值;任何长度均不合格
大于6%~12.5%的管壁厚或大于0.4mm,取两者中的较小值;在焊缝任何300mm连续长度上不超过50mm或焊缝长度的1/6,取两者中的较小值
小于或等于0.4mm或者小于或等于6%的管壁厚,取两者中的较小值;任何长度均为合格
经检测,焊缝均符合相关规定和设计
3
焊缝及热影响区表面应无裂纹、气孔及未熔合
经检查,焊缝及热影响区符合要求
一般项目
1
焊缝外观成型应均匀一致,焊缝及热影响区表面上不应有夹渣、飞溅、夹具焊点等缺陷
2
焊缝表面不应低于母材表面,焊缝余高一般不应超过2mm,局部不超过3mm,余高超过3mm时,应进行打磨,打磨后应与母材圆滑过渡,但不伤及母材