平面度和粗糙度区别(天准)
机械基础(表面粗糙度)讲解
>0.2~0.4 >0.05~0.2
超精磨、精抛光、镜面 磨削
精密机床主轴颈表面,滚动轴承的滚珠,高 压油泵中柱塞和柱塞配合的表面
图4.1 加工误差示意图
2.表面粗糙度对互换性的影响 表面粗糙度直接影响产品的质量,对零件表面许多功 能都有影响。其主要影响:
1、配合性质的稳定性 2. 零件表面的耐磨性 3. 零件表面的耐腐蚀性 4. 疲劳强度 5、密封性 6、机器或仪器的工作精度 7、产品 外观 8、设备的震动、噪音及动力消耗。
表示不允许去除材料,双向极限值,两极限值均使用默认传 输带,R轮廓,上限值:算术平均偏差3.2m,评定长度为5个 取样长度(默认),“最大规则”,下限值:算术平均偏差 0.8m , 评 定 长 度 为 5 个 取 样 长 度 ( 默 认 ) , “ 16% 规 则 ” (默认)
表示去除材料,单向上限值,传输带0.8~25 mm,W轮廓, 波纹度最大高度10m,评定长度包含3个取样长度,“16%规 则”(默认)
加工法
应用举例
>80~160 >40~80
粗车、粗刨、粗铣、钻, 毛锉、锯断
半成品粗加工过的表面,非配合的加工表面, 如轴端面、倒角、钻孔、齿轮皮带轮侧面、 键槽底面、垫圈接触面等
>20~40 >10~20 >6.3~10
车、刨、铣、镗、钻、 轴上不安装轴承、齿轮处的非配合表面,紧
粗铰
固件的自由装配表面,轴和孔的退刀槽等
必要时,表面结构符号也可用带箭头或黑点的指引线引出标注。
图4.9 符号从材料外指向并接触表面
(3)用指引线引出标注表面结构要求,如图4.10所示。
图4.10 引出标注表面结构
(4)表面结构要求标注在尺寸线上。
(5)表面结构要求标注在形位公差框格的上方。
表面粗糙度仪的国家标准及术语
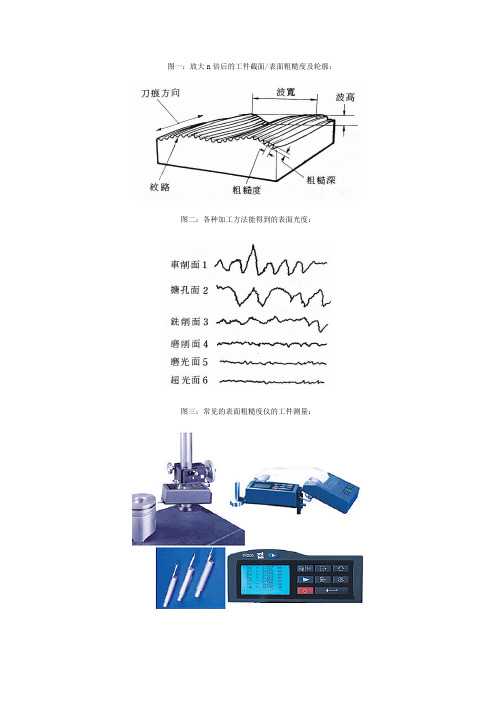
图一:放大n倍后的工件截面/表面粗糙度及轮廓:图二:各种加工方法能得到的表面光度:图三:常见的表面粗糙度仪的工件测量:表面粗糙度关键技术术语:(1)表面粗糙度:取样长度L取样长度是用于判断和测量表面粗糙度时所规定的一段基准线长度,它在轮廓总的走向上取样。
(2)表面粗糙度:评定长度Ln由于加工表面有着不同程度的不均匀性,为了充分合理地反映某一表面的粗糙度特性,规定在评定时所必须的一段表面长度,它包括一个或数个取样长度,称为评定长度Ln。
(3)表面粗糙度:轮廓中线(也有叫曲线平均线)M轮廓中线M是评定表面粗糙度数值的基准线。
评定参数及数值:国家规定表面粗糙度的参数由高度参数、间距参数和综合参数组成。
表面粗糙度高度参数共有三个:(1)轮廓算术平均偏差Ra :在取样长度L内,轮廓偏距绝对值的算术平均值。
(2)微观不平度十点高度Rz在取样长度L内最大的轮廓峰高的平均值与五个最大的轮廓谷深的平均值之和。
(3)轮廓最大高度Ry在取样长度内,轮廓峰顶线和轮廓谷底线之间的距离。
表面粗糙度间距参数共有两个:(4)轮廓单峰平均间距S两相邻轮廓单峰的最高点在中线上的投影长度Si,称为轮廓单峰间距,在取样长度L内,轮廓单峰间距的平均值,就是轮廓单峰平均间距。
(5)轮廓微观不平度的平均间距Sm含有一个轮廓峰和相邻轮廓谷的一段中线长度Sm i,称轮廓微观不平间距。
表面粗糙度综合参数:(6)轮廓支承长度率t p轮廓支承长度率就是轮廓支承长度n p与取样长度L之比。
另附:中美表面粗糙度对照表中国旧标准(光洁度)中国新标准(粗糙度)Ra美国标准(微米 )Ra美国标准(微英寸),Ra▽4 6.38.00320 6.30250▽5 3.25.00200 4.00160 3.20125▽6 1.62.50100 2.0080 1.6063▽70.81.2550 1.0040 0.8032▽80.40.6325 0.5020。
表面粗糙度与标准公差表

表面粗糙度与标准公差表无论用何种加工方法加工,在零件表面总会留下微细的凸凹不平的刀痕,出现交错起伏的峰谷现象,粗加工后的表面用肉眼就能看到,精加工后的表面用放大镜或显微镜仍能观察到。
这就是零件加工后的表面粗糙度。
过去称为表面光洁度。
国家规定表面粗糙度的参数由高度参数、间距参数和综合参数组成。
高度参数共有三个:轮廓的平均算术偏差(Ra)如图1所示,通过零件的表面轮廓作一中线m ,将一定长度的轮廓分成两部分,使中线两侧轮廓线与中线之间所包含的面积相等,即F1+F3+……+Fn-1=F2+F4+……+Fn图1 轮廓的平均算术偏差轮廓的平均算术偏差值Ra,就是在一定测量长度l 范围内,轮廓上各点至中线距离绝对值的平均算术偏差。
用算式表示为Ra=dx或近似写成Ra≈•不平度平均高度(Rz)就是在基本测量长度范围内,从平行于中线的任意线起,自被测轮廓上五个最高点至五个最低点的平均距离(图2),即RZ=图2 不平度平均高度•轮廓最大高度Ry,就是在取样长度内,轮廓峰顶线和轮廓谷底线之间的距离。
间距参数共有两个:轮廓单峰平均间距S,就是在取样长度内,轮廓单峰间距的平均值。
而轮廓单峰间距,就是两相邻轮廓单峰的最高点在中线上的投影长度Si。
轮廓微观不平度的平均间距Sm。
含有一个轮廓峰和相邻轮廓谷的一段中线长度Smi,称轮廓微观不平间距。
综合参数只有一个,就是轮廓支承长度率tp。
它是轮廓支承长度np与取样长度l之比。
在原有的国家标准中,表面光洁度分为14级,其代号为V1、V2……V14。
V后的数字越大,表面光洁度就越高,即表面粗糙度数值越小。
在车间生产中,常根据表面粗糙度样板和加工出来的零件表面进行比较,用肉眼或手指的感觉,来判断零件表面粗糙度的等级。
此外,还有很多测量光洁度的仪器。
标准公差表根据国际标准,以下为基本尺寸0-500mm, 4-18级精度标准公差表。
平面度和粗糙度区别(天准)

所属类别
形位公差
尺寸特征
测量方法
1、平晶干涉法
平晶干涉法用光学平晶的工作面体现理想平面,直接以干涉条纹的弯曲程度确定被测表面的平面度误差值。
2、光波干涉法
光波干涉法常利用平晶进行,可以把干涉图案作为被检验表面的等高线,因此可以画出该表面的形状。
3、打表测量法
打表测量法是将被测零件和测微计放在标准平板上,以标准平板作为测量基准面,用测微计沿实际表面逐点或沿几条直线方向进行测量。
4、液平面法
液平面法是用液平面作为测量基准面,液平面由“连通罐”内的液面构成,然后用传感器进行测量。
5、三坐标测量法
天准公司自主研发生产的CMU及CMG系列三坐标测量机在测量平面度时可以通过测量软件自动进行平面度误差计算与分析,完全不需人工计算,大大提高测量效率和准确率。测量前也可在测量软件中设定公差值,当测量结果不在平面度公差带时,超差数据可以用不同颜色显示(颜色可以自行设定)。另,测量软件还有SPC统计分析及CAD图纸导入等功能。
测量仪器
偏摆仪、百分表、数据采集仪、影像测量仪、三坐标测量机
表面粗糙度仪、表面光洁度仪、表面粗糙度检测仪、粗糙度测量仪、粗糙度计、粗糙度测试仪、干涉显微镜、粗糙度轮廓仪、双管显微镜
应用行业
主要针对平面型工件:PDP背板,平板型冲压件,大尺寸硬质塑料等行业
广泛应用于各种金属与非金属的加工表面的检测,该仪器是传感器主机一体化的袖珍式仪器,具有手持式特点,更适宜在生产现场使用
3.光切法
双管显微镜测量表面粗糙度,可用作Ry与Rz参数评定,测量范围0.5~50
4.干涉法
利用光波干涉原理(见平晶、激光测长技术)将被测表面的形状误差以干涉条纹图形显示出来,并利用放大倍数高(可达500倍)的显微镜将这些干涉条纹的微观部分放大后进行测量,以得出被测表面粗糙度。应用此法的表面粗糙度测量工具称为干涉显微镜。这种方法适用于测量Rz和Ry为0.025~0.8微米的表面粗糙度。
万都底盘部件(苏州)有限公司
1.万都底盘部件(苏州)有限公司万都底盘部件(苏州)有限公司隶属于韩国万都(株)式会社,总公司成立于1962年10月,是韩国最大的零部件生产厂家,集研发、生产、销售于一体。
万都(株)式会社秉承着全世界化经营的理念,活着界很多国家都成立了工厂,其中在中国设有:1个事业本部、5个工厂,2个研究所,2个代表处,1个冬季实验场、多个事务所。
在2010年,跃居世界汽车零部件行业第53位。
万都苏州成立于2002年7月,占地面积91130㎡,投资额3190万美金。
公司专注于汽车转向及制动系统的研发和生产。
主要客户有:北京现代、东风悦达起亚、美国通用等。
公司顺应市场的进展和需求,前景广漠。
在2010年,以500人的规模,创造了年销售额23亿的骄人业绩。
咱们真诚期待您的加入,公司必会为您提供一个施展才华的舞台。
除此之外,公司还将为您提供健全的薪资福利体系和良好的培训进展机缘。
联系方式:E-mail 公司地址:苏州高新区马运路328号招聘信息:1.人力资源专业:1名,男性2.财会专业:2名,男性3.机械设计及其自动化专业、机械电子工程专业、车辆工程专业:27名,男性4.电气工程及其自动化专业:5名,男性2.赫瑞特集团总部(苏州)赫瑞特集团公司是一家致力于投资、经营新兴行业的大型集团公司,已形成以电子材料加工设备的工业产业和以大型商业地产开发的商业产业两大板块。
目前,集团公司在苏州高新区投资5亿元兴修年产达百亿的赫瑞特工业园区。
公司将秉承“空想、创新、超速”的经营理念,为大力推动公司产业的战略进展,集团公司(苏州)总部拟招聘有志于长期进展,具有创新战略管理能力和对事业有执著追求的中、高级技术人员和管理人员。
地址:苏州高新区科技城金沙江路263号招聘信息:1. 机械工程师本科学历,机械制造或机电一体化专业,各项主课及专业课成绩优良,如机械制图、工程力学、材料力学、金属材料及热处置、公差配合与技术测量、夹具设计、机械制造工艺学、机械设计、机械原理、高等数学等,通过CET-4;1.软件设计工程师本科学历,运算机或信息类专业毕业2.微电子设计工程师本科学历,电子、通信、运算机或自动控制类相关专业毕业;3.工艺工程师4.电气设计工程师熟悉PLC编程,C/C++语言,ST结构语言,英语4级;熟悉并掌握伺服电机应用和各类现场总线;3.蘇州金像電子有限公司蘇州金像電子有限公司位于苏州新区金枫路238号, 成立于2000年8月,由台湾金像电子股分公司投资,注册资本6800万美元,于2002年第三季正式投产,預計总投资额亿美元,占地面积达150,000平方米(200亩) ,已聘员工3500余人,每一个月产能为160万平方英尺。
平面度和粗糙度区别天准

液平面法是用液平面作为测量基准面,液平面由 “连通罐”内的液面构成,然后用传感器进行测量。
5、三坐标测量法
天准公司自主研发生产的及系列三坐标测量机在测量平面度时可以通过测量软件自动进行平面度误差计算与分析,完全不需人工计算,大大提高测量效率和准确率。测量前也可在测量软件中设定公差值,当测量结果不在平面度公差带时,超差数据可以用不同颜色显示(颜色可以自行设定)。另,测量软件还有SPC统计分析及CAD图纸导入等功能。
3.光切法
双管显微镜测量表面粗糙度,可用作Ry与Rz参数评定,测量范围~50
4.干涉法
利用光波干涉原理 (见平晶、激光测长技术)将被测表面的形状误差以干涉条纹图形显示出来,并利用放大倍数高 (可达500倍)的显微镜将这些干涉条纹的微观部分放大后进行测量,以得出被测。应用此法的表面粗糙度测量工具称为干涉显微镜。这种方法适用于测量Rz和Ry为 ~微米的表面粗糙度。
1.比较法
将被测量表面与标有一定数值的粗糙度样板比较来确定被测表 面粗糙度数值的方法。 比较时可以采用的方法: Ra > μm 时 目测~μm 时用Ra < μm 时用比较显微镜。
特点:该方法测量简便,使用于车间现场测量,常用于中等或较粗糙表面的测量。
2.触针法
利用针尖曲率半径为 2微米左右的金刚石触针沿被测表面缓慢滑行,金刚石触针的上下位移量由电学式长度传感器转换为电信号,经放大、滤波、计算后由显示仪表指示出表面粗糙度数值,也可用记录器记录被测截面轮廓曲线。一般将仅能显示表面粗糙度数值的测量工具称为表面粗糙度测量仪,同时能记录表面轮廓曲线的称为表面粗糙度轮廓仪(简称轮廓仪。这两种测量工具都有电子计算电路或电子计算机,它能自动计算出轮廓算术平均偏差Rα,微观不平度十点高度RZ,轮廓最大高度Ry和其他多种评定参数,测量效率高,适用于测量Rα为~微米的表面粗糙度。
表面粗糙度及表面粗糙度的标注方法

一.表面粗糙度的符号注意:极限值表示参数的实测值中允许少于总数的16%的实测值超过规定值,高度参数常用Ra,在图中标注时常省略。
无max min则表示是上极限或下极限,如果有则表示最大值和最小值,单位为微米基本符号,表示可使用任何方法获得基本符号加一短划,表示表面用去除材料的方法获得表示用不去除材料方法获得(铸锻冲压等)表示所有表面具有相同的表面粗糙度要求二.表面粗糙度的代号1.d' =h/10;H=1.4h;h为字体高度a1、a2--粗糙度高度参数的允许值(mm);b 加工方法、镀涂或其他表面处理;c 取样长度(mm);d 加工纹理方向符号;e 加工余量(mm);f 粗糙度间距参数值(mm)或轮廊支承长度率。
2.零件的加工表面的粗糙度要求由指定的加工方法获得,用文字标注在符号上边的横线,加工方法也可在图样的技术要求中说明3.加工纹理方向:=纹理平行于标注符号的视图的投影面⊥纹理垂直于标注符号的视图的投影面x纹理呈两相交的方向M纹理呈多方向c纹理呈近似同心圆R纹理呈近似的放射状p纹理无方向或凸起的细粒状4.加工余量:注在符号的左侧,标注时数值要加上括号,单位为毫米5.参数S Sm Tp l的标注,应标注在符号长边的横线下面,并且必须在参数值前注写参数的符号三。
表面粗糙度符号、代号在图样上的标注一般标注在可见轮廓线、尺寸界线、引出线或它们的延长线上,符号的尖端必须从材料外指向表面,代号中数字及符号的注写方向必须与尺寸数字方向一致标准规定在同一图样上,每一表面一般只标注一次。
当零件的大部分表面具有相同的表面粗糙度要求时,对其中使用最多的一种代号可以统一注在图样的右上角,并加注“其余”两字当零件所有表面具有相同的表面粗糙度要求时,其代号可在图样的右上角统一标注欢迎您的下载,资料仅供参考!致力为企业和个人提供合同协议,策划案计划书,学习资料等等打造全网一站式需求。
形位公差符号及标注含义

形位公差符号及标注含义一、形位公差零件加工时,不仅会产生尺寸误差,还会产生形状和位置误差。
零件表面的实际形状对其理想形状所允许的变动量,称为形状误差。
零件表面的实际位置对其理想位置所允许的变动量,称为位置误差。
形状和位置公差简称形位公差。
二、形位公差符号三形状公差3.1 直线度(-)——直线度公差是实际直线对理想直线的允许变动量,限制了加工面或线在某个方向上的偏差,如果直线度超差有可能导致该工件安装时无法准确装入工艺文件规定的位置。
标注含义:被测表面投影后为一接近直线的“波浪线”(如下图),该“波浪线”的变化范围应该在距离为公差值t(t=0.1)的两平行直线之间。
3.2 平面度——平面度表示面的平整程度,指测量平面具有的宏观凹凸高度相对理想平面的偏差,一般来讲,有平面度要求的就不必有直线度要求了,因为平面度包括了面上各个方向的直线度。
标注含义:被测加工表面必须位于距离为公差值t(t=0.01)的两平行平面内,如下图区域。
3.3 圆度(○)——是指工件横截面接近理论圆的程度,工件加工后的投影圆应在圆度要求的公差范围之内。
标注含义:被测圆柱面的任意截面的圆周必须位于半径差为公差值t (t=0.025)的两同心圆之内,如右图区域。
3.4圆柱度()——是限制实际圆柱面对理想圆柱面变动量的一项指标。
它控制了圆柱体横截面和轴截面内的各项形状误差,如圆度、素线直线度、轴线直线度等。
圆柱度是圆柱体各项形状误差的综合指标。
标注含义:被测圆柱面必须位于半径差为公差值t(t=0.1)的两同轴圆柱面之间,如图。
●圆柱度和圆度的区别:圆柱度是相对于整个圆柱面而言的,圆度是相对于圆柱面截面的单个圆而言的,圆柱度包括圆度,控制好了圆柱度也就能保证圆度,但反过来不行。
●圆柱度和圆度的作用:柴油机的结构中有多处规定了圆柱度和圆度,如发动机的活塞环,控制好活塞环的圆度可保证其密封性,而活塞的圆柱度则对于其在缸套中上下运动的顺畅性至关重要。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
平面度和粗糙度的区别
类别
项目
平面度粗糙度
定义平面度是指基片具有的宏观凹
凸高度相对理想平面的偏差。
平面度误差是将被测实际表面
与理想平面进行比较,两者之
间的线值距离即为平面度误差
值;或通过测量实际表面上若
干点的相对高度差,再换算以
线值表示的平面度误差值
表面粗糙度,是指加工表面具有的
较小间距和微小峰谷不平度。
其两
波峰或两波谷之间的距离(波距)
很小(在1mm以下),用肉眼是难
以区别的,因此它属于微观几何形
状误差。
表面粗糙度越小,则表面
越光滑。
表面粗糙度的大小,对机
械零件的使用性能有很大的影响
表示符号
所属类别形位公差尺寸特征
测量方法1、平晶干涉法
平晶干涉法用
光学平晶的工作面体现理想平
面,直接以干涉条纹的弯曲程
度确定被测表面的平面度误差
值。
2、光波干涉法
光波干涉法常
利用平晶进行,可以把干涉图
案作为被检验表面的等高线,
因此可以画出该表面的形状。
3、打表测量法
打表测量法是
将被测零件和测微计放在标准
平板上,以标准平板作为测量
基准面,用测微计沿实际表面
逐点或沿几条直线方向进行测
量。
4、液平面法
液平面法是用
1.比较法
将被测量表面与标有一定数值
的粗糙度样板比较来确定被测表
面粗糙度数值的方法。
比较时可以
采用的方法: Ra > μm 时目测
~μm 时用放大镜Ra < μm 时用比
较显微镜。
特点:该方法测量简便,使用于车
间现场测量,常用于中等或较粗糙
表面的测量。
2.触针法
利用针尖曲率半径为 2微米左
右的金刚石触针沿被测表面缓慢滑
行,金刚石触针的上下位移量由电
学式长度传感器转换为电信号,经
放大、滤波、计算后由显示仪表指
示出表面粗糙度数值,也可用记录
器记录被测截面轮廓曲线。
一般将
仅能显示表面粗糙度数值的测量工
具称为表面粗糙度测量仪,同时能。