(数控加工)数控车床对刀及建立工件坐标系的方法精编
数控车床铣床通过对刀设置加工坐标系

• Y坐标设定值:Y= Y=Y1+Φ/2+δ+Y0 =-298.160+5+0.1+46.5= -246.46mm。
注:如图3所示,-298.160mm为坐标显示值;+5mm为测量 棒半径值;+0.1mm为塞尺厚度;+46.5为编程原点到工件 定位基准面在Y坐标方向的距离。
• 试切对刀步骤: 1.确定编程原点; 2.主轴正转; 3.移动刀具试切右端面;记录下当前位置的机床坐标值
Z-200; 4.试切外圆,记录下当前位置的机床坐标值X-70,沿Z向退
刀,主轴停,测量被试切的工件直径为60mm。
程序头用G54建立工件坐标系,如何设置?
• 进入G54界面,输入编程原点的机床坐标值: X-130, Z-200。
X= -(130-80)= -50,Z= -(200-100)= -100。
3.若加工前机床回零,程序用G50 X? Z?建立工件坐标系?
答:G50 X130 Z200;即参考点作为起刀点在(130,200)处。
数控车床上用G54设置工件坐标系
• 例如:在华中系统数控车床上用G54设置加工原点。
• 回参考点的操作(“回零”操作),也就是使刀具或工作台退回到机 床参考点。此时,机床显示器上将显示出机床参考点在机床坐标系中 的坐标值,就相当于在数控系统内部建立了一个以机床原点为坐标原 点中的,机用床户坐无标权系修。改如。上图所示,XR,ZR,该坐标值已存入数控系统
• 只有机床参考点被确认后,机床原点才被确认,刀具(或工作台)移 动才有基准。
• 将前面已测得的各项数据,按设定要求运算。 • X坐标设定值:X= X1+Φ/2+δ+X0
= - 437.726+5+0.1+40= -392.626mm。 注: - 437.726mm为X坐标显示值;
项目三、数控车床工件坐标系的建立及对刀操作

项目三、数控车床工件坐标系的建立
及对刀操作
1.工件装夹。
①安装可靠牢固。
②卡爪三个方向尽可能用力均匀,避免偏心。
2.刀架装夹
⑴外圆车刀
①外圆车刀与工件中心等高或稍高一点。
②外圆车刀与工件有3-5°倾角。
③螺钉夹持住刀体。
⑵割刀
①割刀要与工件中心等高。
②割刀要与工件平行。
⑶螺纹刀
①螺纹刀要与工件中心等高。
②螺纹刀要与工件垂直。
3.对刀步骤
①在MDI方式输入“M03 S500;”,按循环启动。
②在手摇方式下,在离工件较远时选择X100倍率,接近工件时选择X10倍率,先车端面,沿+X方向退出,按“OFF/SET”键,“补正”软键,在按“形状”软键,选择番号对应Z的位置,输入“Z0”按“测量”软键。
③车外圆对X坐标。
④检验
在MDI方式下:
“M03 S500 T0101;”
“G01 X0 Z20 F0.5;”按循环启动、。
数控车床的坐标系及对刀
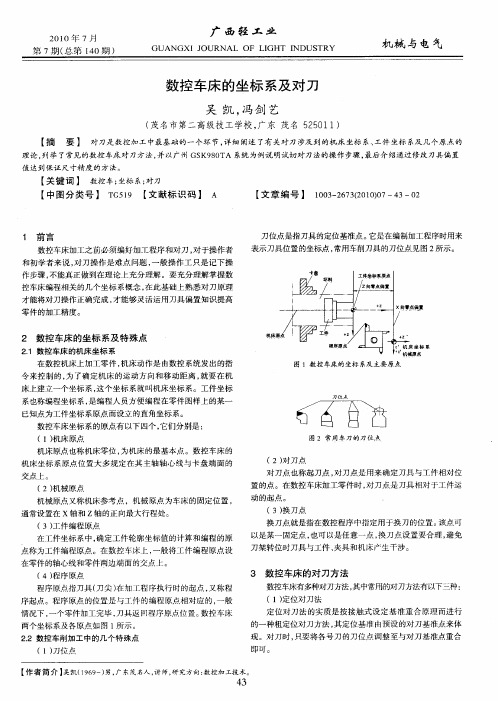
试切对刀 的基本原理是通过 每一把刀具对 同一: [件进行 试切削 , 分别 测量出其 切削部位的直径 和轴 向尺寸 , 来计 算出 各刀具刀尖在 x轴和 z轴 的相对 尺寸 ,从而确定各刀具的刀 补量 , 由于试切法不需要任何辅助设备 , 以被 广泛地用于经 所 济型数控机床 。 试切法对刀按照 “ 试切 一 测量 一调整” 的对刀模 式, 要较多地 占用机床时间。
( 光 学 对 刀 法 2)
启动键一输入 X 05 2 一按输 入键一按循环 启动键 , 3 .Z . , O 判断刀
具 所 处 的位 置是 否 与 输 入值 相 符 。
这是一种按非接触式设定 基准重合 原理 而进 行的对刀疗
法, 其定位基准通 常由光学显微镜 的十字基准刻线交点来体
处一输入 z .一按输入键。 0 O ( 对 X轴 : 手动】 车削表 面 B一段外圆 , 2) 按【 键一 z轴正向
参 考 文 献
【】 国卿 , 1耿 刘永海 . 数控 车床 编程 与 应用【 . 京: 学工业 出版社 , M】 北 化
2 7 00 .
退刀 ,测量外径 D 一按刀补键一 按录入键一 翻页将光标移 1
4 试 切对 刀实例
下面以广州数控 GS 9 0 A数控车床系统为例说明试切 K 8T
对 刀 的方 法 及 步 骤 , 图 3 示 。 见 所 41 对 T 1号 外 圆粗 车 刀 ( . 0 基准 刀 )
0 10 4 0 — 0 处修改 ,例如 :用 0 号外圆车刀加: 零件的外径为 l [
4 4
①5 .8 , 02 6 零件加工前 O 号刀刀偏值为: 1
按( 程序】 键一按 【 录入] 输入 T ¨ 按[ 键一 0 D 1 一 0 输入] 键一按
数控车床试切对刀设定工件坐标系的方法
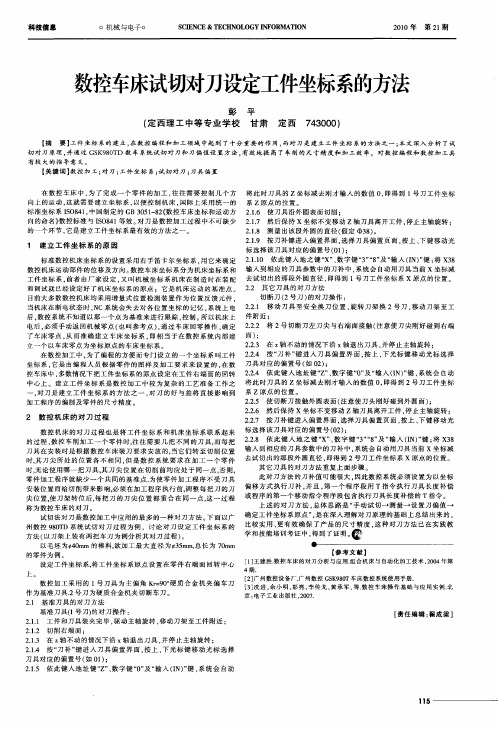
: 了车 床 零 点 , 而准 确 建 立 车 床 坐 标 系 , 相 当 于 在 数 控 系 统 内 部 建 面 ) 从 即 223 在 z 不 动 的 情 况 下 沿 X轴 退 出 刀 具 , 停 止 主 轴旋 转 : .- 轴 并 立 一 个 以 车 床 零点 为 坐标 原 点 的车 床 坐 标 系 。 I. 刀 键 按 下 在 数 控 加 工 中 , 了编 程 的方 便 而 专 门 设 立 的一 个 坐 标 系 叫 工 件 224 按 “ 补 ” 进 入 刀 具 偏 置 界 面 , 上 , 光 标 键 移 动 光标 选 择 为 如 2 : 坐 标 系 , 是 由编 程 人 员 根 据 零 件 的 图样 及 加 工 要 求 来 设 置 的 , 数 刀 具 对 应 的 偏 置 号 ( 0 ) 它 在 .. 依 此 键 人 地 址 键 “ ” 数 字 键 “ ” “ 入 (N) 键 , 4 z、 O及 输 I ” 系统 会 自动 控车床中 , 多数 情 况下 把 工 件 坐 标 系 的 原 点 设 定 在 工 件 右 端 面 的 回 转 22
1 建 立工 件 坐 标 系 的 原 因
数控FANUC对刀方法及坐标系建立[1]
![数控FANUC对刀方法及坐标系建立[1]](https://img.taocdn.com/s3/m/95bf8eb9c67da26925c52cc58bd63186bceb922e.png)
一、基本坐标关系一般来讲,往常使用的有两个坐标系:一个是机械坐标系;此外一个是工件坐标系,也叫做程序坐标系。
在机床的机械坐标系中设有一个固定的参照点(假定为 (X,Z))。
这个参照点的作用主假如用来给机床自己一个定位。
因为每次开机后不论刀架逗留在哪个地点,系统都把目前地点设定为(0,0),这样必然造成基准的不一致,因此每次开机的第一步操作为参照点回归(有的称为回零点 ),也就是经过确立 (X,Z)来确定原点 (0,0)。
为了计算和编程方便,我们往常将程序原点设定在工件右端面的展转中心上,尽量使编程基准与设计、装置基准重合。
机械坐标系是机床独一的基准,因此一定要弄清楚程序原点在机械坐标系中的地点。
这往常在接下来的对刀过程中达成。
二、对刀方法1.试切法对刀试切法对刀是实质中应用的最多的一种对刀方法。
下边以采纳 MITSUBISHI 50L 数控系统的 RFCZ12车床为例,来介绍详细操作方法。
工件和刀具装夹完成,驱动主轴旋转,挪动刀架至工件试切一段外圆。
而后保持 X 坐标不变挪动 Z 轴刀具走动工件,丈量出该段外圆的直径。
将其输入到相应的刀具参数中的刀长中,系统会自动用刀具目前 X 坐标减去试切出的那段外圆直径,即获取工件坐标系 X 原点的地点。
再挪动刀具试切工件一端端面,在相应刀具参数中的刀宽中输入Z0,系统会自动将此时刀具的 Z 坐标减去方才输入的数值,即得工件坐标系 Z 原点的地点。
比如, 2#刀刀架在 X 为150.0 车出的外圆直径为25.0,那么使用该把刀具切削时的程序原点X 值为150.0-25.0=125.0;刀架在 Z 为180.0 时切的端面为 0,那么使用该把刀具切削时的程序原点Z 值为180.0-0=180.0。
分别将 (125.0,180.0)存入到 2#刀具参数刀长中的 X 与 Z 中,在程序中使用 T02 就能够成功成立出工件坐标系。
事实上,找工件原点在机械坐标系中的地点其实不是求该点的实质地点,而是找刀尖点抵达 (0,0)时刀架的地点。
数控车床加工之工件坐标系

数控车床加工之工件坐标系的研究摘要:数控机床加工时很少直接在机床坐标系中编程和加工,而是直接根据零件图进行编程。
为了简化工艺和编程选择合理的工件坐标系显得尤为重要。
本文以数控车床为例,谈一谈实际加工中工件坐标系的选择和建立。
关键词:数控机床加工合理工件坐标系试切对刀法数控机床加工时很少直接在机床坐标系中编程和加工,而是直接根据零件图进行编程。
因为编程人员在编程时,不知道工件在机床坐标系中装夹的确切位置,因而也就无法确定工件上各点在机床坐标系中的坐标,当然也就无法进行编程。
为了使编程人员不必考虑工件在机床上的实际位置而能够直接根据图纸进行编程,通常以工件上某一基准点为原点,设定一个与机床坐标系有一定关系的坐标系,这个坐标系即称为编程坐标系或工件坐标系,其原点即为编程原点或工件原点,工件坐标系各坐标轴都与机床坐标系各轴平行。
工件坐标系在数控机床上的位置与工件装夹位置有关,工件装夹位置不同,以工件上某一基准点为原点建立的工件坐标系在数控机床上的位置也不同,数控加工时需进行对刀操作确定工件坐标系在数控机床上的位置,同时把在机床坐标系下的加工转换为在工件坐标系下的加工,使编程与加工的坐标系统一起来。
一.工件坐标系原点的选择原则工件坐标系原点的选择非常重要。
工件坐标系原点应根据零件的形状和加王工艺选择,一般应遵循以下原则:(1)工件坐标系原点选择时应尽量与零件图样的设计基准或工艺基准重合。
(2)工件坐标系原点应尽量选在尺寸精度高、表面粗糙度值低的工件表面上。
(3)便于进行加工点坐标值的计算,并尽可能避免由此而产生的误差。
(4)在机床上容易确定工件坐标系在机床坐标系中的位置,并便于加工和测量检验。
根据上述原则,数控车床加工中一般将工件编程原点设定在零件右端面或左端面中心上,如图1-1所示。
二.工件坐标系的建立方法数控机床加工前通常要用对刀的方法建立工件坐标系,数控车床上常用的对刀方法有试切对刀法和对刀仪自动对刀法两种。
数控加工的三个坐标系和对刀操作
浅析数控加工的三个坐标系和对刀操作摘要数控机床加工时,对刀和坐标系的设定是非常重要的工作。
本文基于数控加工原理介绍了数控加工中机床坐标系、编程坐标系、工件坐标系之间的关系和联系,并介绍了几种常用的机床对刀操作方法。
关键词数控加工;机床坐标系;编程坐标系;工件坐标系;对刀操作中图分类号tg659 文献标识码a 文章编号 1674-6708(2011)46-0065-021 数控加工的三个坐标系的区别和联系1.1 三个坐标的基本概念机床坐标系就是用机床零点作为原点的坐标系。
机床原点是机床上的一个固定的点,由制造厂家确定。
因此机床坐标系是数控机床安装调试时便设定好的固定坐标系。
编程坐标系是编程人员根据零件图样及加工工艺等建立的坐标系,其工件原点即为编程原点。
编程坐标系是供编程使用的,确定编程坐标系时不必考虑工件毛坯在机床上的实际位置。
工件坐标系就是以确定工件原点为基准而建立的坐标系,数控机床在加工工件的运行过程中就是在工件坐标系中运行的。
1.2 三个坐标系的关系一般机床坐标系原点是固定的,而编程坐标系原点可自行设定。
编程坐标系中各轴的方向应与所使用的数控机床相应的坐标轴方向一致。
一般通过对刀操作来确定编程原点在机床坐标系中的坐标是多少。
对刀的过程就是建立编程坐标系与机床坐标系之间的关系的过程。
把对刀后设置的坐标系即为工件坐标系。
2 数控加工的三个坐标系的确定方法2.1 机床坐标系的确定数控机床上的坐标系是采用右手直角笛卡尔坐标系。
机床开机后,一般采用“回零”操作来确定机床坐标系的原点。
机床各坐标轴及其正方向的确定原则是:先确定z轴,以平行于机床主轴的刀具运动坐标为z轴。
再确定x轴,x轴为水平方向且垂直于z轴并平行于工件的装夹面。
在确定了x、z轴的正方向后,即可按右手定则定出y轴正方向。
上述坐标轴正方向,均是假定工件不动,刀具相对于工件作进给运动而确定的方向,即刀具运动坐标系。
2.2 编程坐标系的确定工件原点一般按如下原则选取:车床的工件原点一般设在主轴中心线上,多定在工件的左端面或右端面。
数控车床的对刀、坐标系确定及数控加工编程技巧

题目:数控车床的对刀、坐标系确定及数控加工编程技巧毕业论文(设计)任务书论文题目:数控车床的对刀、坐标系确定及数控加工编程巧学号:姓名:专业:数控技术指导教师:系主任:一、主要内容及基本要求:数控车床对刀基本方法,建立合理工件坐标系,要求数控加工可获得精度高、质量德定的产品,因而在机械制造领城得到了越来越广泛的应角,数控编程是应用数控机床进行零件加工的前提,因而如何合理地编制数控程序成为数控加工的关健。
二.重点研究的问题:数控车床虽然加工柔性比普通车床优越,但单就某一种零件的生产效率而言,与普通车床还存在一定的差距。
因此,提高数控车床的效率便成为关键,而合理运用编程技巧,编制高效率的加工程序,对提高机床效率往往具有意想不到的效果。
三、进度安排序号各阶段完成的内容完成时间1 论文名称 09年2月23日2 摘要及关键词 09年2月23日3 正文 09年2月28日4 参考文献 09年3月1日5 封面 09年3月2日6 毕业论文任务书 09年3月3日7 学生登记表 09年3月3日四、应收集的资料及主要参考文献资料: 1.车床与车削运动2.刀具材料和切削用量3.数控编程的方法主要参考文献: 1车工工艺与技能训练2 数控机床的编程3 机械制造工艺基础五、文献综述1.车工工艺与技能训练车工工艺是根据技术上先进、经济上合理的原则,研究将毛坯车削合成格工件的加工方法和过程的一门学科,是广大车工人员和科技作者在长期的车削实践中不断总结、长期积累、逐渐升华而成的专业理论知识。
本课程的任务是使学生获得中级车工应具备的专业理论,具体要求如下:(1)了解常用车床的结构、性能和传统,掌握常用车厂的调整方法,掌握车削的有关计算。
(2)了解车工常用工具和量具的结构,熟练掌握其使用方法。
掌握常用刀具的使用方法,能合理地选择切削用量和切削液。
(3)能合理地选择工件饿定位基准和中等复杂工件的装夹方法,掌握常用车床夹具的结构原理。
能独立制定中等复杂工件的车削工艺,并能根据实际情况采用先进工艺。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
(数控加工)数控车床对刀及建立工件坐标系的方法数控车床对刀及建立工件坐标系的方法摘要:利用数控车床进行零件加工时,开机后,我们先要执行回参考点的操作,以便建立机床坐标系;然后要进行对刀及建立工件坐标系的操作,最后再编制零件的程序且加工。
对刀的准确和否直接会影响后面的加工。
在实际使用中,试切法对刀有三种形式,本文主要介绍这三种对刀形式。
关键字:数控车床机床坐标系工件坐标系试切法对刀正文:在数控车床上加工零件时,我们通常先开机回零,然后安装零件毛坯和刀具,接着要进行对刀和建立工件坐标系的操作,最后才是编制程序和自动加工。
对刀操作的正确和否,直接会影响后续的加工。
对刀有误的话,轻则影响零件的加工精度,重则会造成机床事故。
所以作为数控车床的操作者,首先要掌握对刀及工件坐标系的建立方法。
数控车床上的对刀方法有俩种:试切法对刀和机外对刀仪对刀。
壹般学校没有机外对刀仪这种设备,所以采用试切法对刀。
而根据实际需要,试切法对刀又能够采用三种形式,本文以华中数控HNC-21/T系统为例来阐述这三种形式的对刀及工件坐标系的建立方法。
壹、T对刀T对刀的基本原理是:对于每壹把刀,我们假设将刀尖移至工件右端面中心,记下此时的机床指令X、Z的位置,且将它们输入到刀偏表里该刀的X偏置和Z偏置中。
以后数控系统在执行程序指令时,会将刀具的偏置值加到指令的X、Z坐标中,从而保证所到达的位置正确。
其具体的操作如下:(1)开启机床,释放“急停”按钮,按“回零”,再按“+X”和“+Z”,执行回参考点操作。
(2)按“主轴正转”启动主轴,按“手动”,将刀具移动到合适的位置然后按“-Z”手动车削外圆,最后按“+Z”沿Z向退刀,如图1所示。
(3)按“主轴停止”停止主轴,然后测量试切部分的直径,测得直径为Φ69.934,按“F4(MDI)”,再按“F2(刀偏表)”,将光条移到1号刀的试切直径上,回车,输入69.934,再回车,1号刀的X 偏置会自动计算出来,如图3所示。
图1图2(4)移动刀具到合适的位置,按“主轴正转”启动主轴,按“手动”,然后按“-X”手动车削端面,最后按“+X”沿X向退刀,如图2所示。
(5)按“主轴停止”停止主轴,将光条移到1号刀的试切长度上,回车,输入0,再回车,1号刀的Z偏置会自动计算出来,如图3所示。
图32号刀的对刀过程和1号刀类似,只不过不能切端面。
具体如下:(1)按“刀位转换”将2号刀换到切削位置,按“主轴正转”启动主轴,按“手动”,将刀具移动到合适的位置然后按“-Z”手动车削外圆,最后按“+Z”沿Z向退刀,如图4所示。
(2)按“主轴停止”停止主轴,然后测量2号刀试切部分的直径,测得直径为Φ65.980,将光条移到2号刀的试切直径上,回车,输入65.980,再回车,2号刀的X偏置会自动计算出来,如图6所示。
(3)按“主轴正转”启动主轴,按“手动”,然后按“-Z”手动继续车削外圆,最后按“+X”沿X向退刀,如图5所示。
(4)按“主轴停止”停止主轴,测量2号刀的试切长度,得33.087,将光条移到2号刀的试切长度上,回车,输入-33.087,再回车,2号刀的Z偏置会自动计算出来,如图6所示。
如果仍有3号和4号刀具,其对刀方法和2号刀具是壹样的,这里不再赘述。
图4图5图6使用T对刀需要注意俩点:(1)G54~G59这六个坐标系的坐标原点都要设成(0,0),后面将会讲述。
(2)程序中,每壹把刀具在使用前,都应该用T指令调用相应的刀偏,如T0101,T0202等。
二、G54~G59对刀G54~G59又称零点偏置指令,它是将机床坐标系偏移壹定的距离来建立工件坐标系。
其具体操作如下:(1)按“刀位转换”将1号刀换到加工位置上,按“主轴正转”启动主轴,按“手动”,将刀具移动到合适的位置然后按“-Z”手动车削外圆,最后按“+Z”沿Z向退刀,如图1所示。
(2)按“主轴停止”停止主轴,然后测量1号刀试切部分的直径,测得直径为Φ69.934,则半径为34.967。
记下机床指令位置的X 值,为-185.034。
那么工件轴线在机床坐标系下的X坐标为X=-185.034-34.967=-220.001。
(3)按“主轴正转”启动主轴,按“手动”,将刀具移动到合适位置,然后按“-X”手动车削端面,最后按“+X”沿X向退刀,如图2所示。
(4)按“主轴停止”停止主轴,记下机床指令位置的Z坐标Z=-103.167,这表示工件右端面在机床坐标系下的Z坐标Z=-103.167。
(5)按“F10(返回)”返回顶层菜单,按“F4(MDI)”,再按“F4(坐标系)”,进入自动坐标系G54的界面,在MDI的提示下输入“X-220.001Z-103.167”,如图7所示。
(6)按回车,结果G54的界面就会显示“X-220.001Z-103.167”,如图8所示。
图7图82号刀的对刀过程和1号刀类似,只不过不能切端面。
具体如下:(1)按“刀位转换”将2号刀换到切削位置,按“主轴正转”启动主轴,按“手动”,将刀具移动到合适的位置然后按“-Z”手动车削外圆,最后按“+Z”沿Z向退刀,如图4所示。
(2)按“主轴停止”停止主轴,然后测量2号刀试切部分的直径,测得直径为Φ65.980,则半径为32.990。
记下机床指令位置的X 值,为-108.99。
那么工件轴线在机床坐标系下的X坐标为X=-108.99-32.99=-141.980。
(3)按“主轴正转”启动主轴,按“手动”,然后按“-Z”手动继续车削外圆,最后按“+X”沿X向退刀,如图5所示。
(4)按“主轴停止”停止主轴,测量2号刀的试切长度,得33.087。
记下机床指令位置的Z值,为-70.559。
那么工件右端面在机床坐标系下的Z坐标Z=-70.559-33.087=-103.646。
(5)按“F10(返回)”返回顶层菜单,按“F4(MDI)”,再按“F4(坐标系)”,进入自动坐标系G54的界面,按“PgDn”键进入G55的界面,在MDI的提示下输入“X-141.980Z-103.646”,按回车,结果G55的界面就会显示“X-141.980Z-103.646”,如图9所示。
如果仍有3号和4号刀具,其对刀方法和2号刀具是壹样的,这里不再赘述。
使用G54~G59对刀需要注意以下几点:(1)刀偏表中所有刀具的X偏置和Z偏置都要设为0。
这是因为如果采用G54~G59进行了零点偏移,而同时在刀偏表中设置了刀具偏置,程序执行时会进行双重偏置,系统会产生超程报警,不予执行。
图9(2)程序中,每壹把刀具在使用前,都应该用G54~G59指令调用相应的工件坐标系,如:%0001G54(调用G54坐标系)M03S800T0101(用1号刀)…………G55(调用G55坐标系)T0202(用2号刀)…………M30(程序结束)三、G92设定工件坐标系上面介绍的T对刀和G54~G59对刀都是在程序执行之前手动进行的。
我们也能够在程序执行的过程中动态地建立工件坐标系,这就要用到G92指令。
它的格式是G92XαZβ。
其原理是:以刀具当前位置为基准,建立壹个坐标系,使得刀尖在该坐标系下的坐标值是(α,β)。
用法如下:(1)按“刀位转换”将1号刀换到加工位置上,按“主轴正转”启动主轴,按“手动”,将刀具移动到合适的位置然后按“-Z”手动车削外圆,最后按“+Z”沿Z向退刀。
(2)按“主轴停止”停止主轴,然后测量1号刀试切部分的直径,测得直径为Φ69.934,则半径为34.967。
记下机床指令位置的X 值,为-185.034。
那么工件轴线在机床坐标系下的X坐标为X=-185.034-34.967=-220.001。
(3)按“主轴正转”启动主轴,按“手动”,将刀具移动到合适位置,然后按“-X”手动车削端面,最后按“+X”沿X向退刀。
(4)按“主轴停止”停止主轴,记下机床指令位置的Z坐标Z=-103.167,这表示工件右端面在机床坐标系下的Z坐标Z=-103.167。
(5)按“F10(返回)”返回顶层菜单,按“F4(MDI)”,再按“F6(MDI运行)”,在MDI方式下,逐行输入以下程序段。
每输入壹行后敲回车,且按“循环启动”。
M03S600(主轴正转,转速600r/min)G53G90G01Z-103.167F100(直接机床坐标系编程,刀具移动到工件右端平面上)G53G90G01X-220.001F100(直接机床坐标系编程,刀具移动到工件右端面中心,如图10)G91G00X100Z50(相对编程,刀具相对右端面中心,沿X正向移动100,Z 正向移动50,如图11、图12)M05(主轴停止)图10图11进行之上操作后,编写程序时,程序开头应该有G92X100Z50。
例如:%0002G92X100Z50M03S600……G00X100Z50M30图12使用G92应该注意以下问题:(1)G92只是在程序开头动态建立工件坐标系,实际系统执行该指令时,刀具且不产生动作。
(2)使用G92时,1号刀的X偏置和Z偏置都要设为0,G54~G59这六个坐标系的X和Z也都要设为0。
(3)MDI方式下将刀具移动到(100,50)后,在程序执行前不要再手动移动刀具。
(4)程序结束前,应该将刀具移动到(100,50)的位置。
否则下次执行程序时会产生偏移。
(5)本例中只给了壹把刀具,如果有几把刀具,则其它刀具的X 偏置和Z偏置只能设置为相对于1号刀的相对刀偏。
至于怎么设置,本文不作深入讨论,有兴趣的读者能够自行研究。
四、结论对刀方法灵活多样,初学者容易迷惑。
建议初学者开始只使用T 对刀,等慢慢熟练后,再试用另外俩种方法且且掌握它们。
这样,我们就能够根据不同的场合需要而采用相应的对刀方法。
参考文献:《华中数控HNC-21/T编程说明书》《华中数控HNC-21/T操作说明书》《宇龙数控仿真系统使用说明书》。