攻丝攻牙磁力钻,吸铁钻
磁座钻可攻丝安全操作及保养规程

磁座钻可攻丝安全操作及保养规程前言磁座钻是一种高效、便捷的钻孔工具,被广泛应用于机械制造、铁路、桥梁、船舶等领域。
磁座钻可攻丝操作是其常见的应用之一,但在使用过程中也存在一些安全问题。
因此,为了保证安全施工,本文总结了磁座钻可攻丝安全操作及保养规程。
安全操作1. 必要的安全准备在磁座钻可攻丝操作前,需要做一些必要的安全准备工作,以保证操作安全:•确保磁座钻稳定:确保磁座钻底座清洁,吸盘完好无损,并通过调节磁力翻转开关,调整磁力吸附力度,使磁座钻牢固吸附在工件表面上。
•佩戴个人防护装备:在操作磁座钻时必须佩戴安全眼镜、手套和口罩,以避免铁屑或切削液等物质进入眼睛、口腔或手部。
•准备操作工具:选择匹配的可攻丝刀具、润滑剂、切削油等工具材料。
•检查电源:检查磁座钻的电源是否正常,插头是否接合良好,电缆是否完好无损,确保磁座钻的工作电压和频率与电源相符。
2. 可攻丝操作步骤在完成安全准备工作后,可以进行可攻丝操作,操作步骤如下:1.安装可攻丝刀具:选择匹配的可攻丝刀具,根据刀具规格和操作手册要求,安装和校验刀具是否牢固。
2.选择攻丝转速:根据攻丝刀具规格、工件材质,选择合适的攻丝转速。
3.加工刀具润滑:加工前须将刀具涂上适当的切削油或润滑剂。
4.开始加工:将磁座钻放在铸件上,用调节磁力吸附力度的磁力翻转开关使其吸附牢固,按下电源开关,开始加工。
5.调整加工参数:在加工过程中,需要调整攻丝转速、润滑剂的量、切削深度、进刀量等参数,以获取最佳的加工效果。
6.加工结束:操作完毕后,断电,待磁座钻停转后再离开。
3. 安全注意事项在操作磁座钻可攻丝时,需要注意以下安全事项:•磁座钻需牢固稳定;•防止铁屑和切削液沾到皮肤、眼睛和口腔;•避免手部或身体接触可攻丝刀具和磁座钻;•加工过程中,任何情况下不能用手指或其他工具触碰可攻丝部分。
保养维护为了保证磁座钻的正常工作,延长其使用寿命,需要定期进行保养和维护工作:1.清洗磁座钻:清洗前先将磁座钻进给装置收回,关闭电源,然后用干净的软布擦拭磁座钻表面,切勿使用酸性、碱性清洗剂。
磁力钻用途
磁力钻用途
磁力钻是一种可供钻孔机使用的大功率设备,它可以帮助切割和加工金属材料。
磁力钻可以在各种材料上进行快速和高效的钻孔,包括钢材、铝材、铜材、铸铁、不锈钢等。
它可以在结构体重量较轻的条件下,实现准确的切割和加工。
磁力钻的主要用途是钻孔和削减金属、钢材、铝材和不锈钢等材料。
可用于制造各种机械零件,如飞轮、轴承座、铰链等。
它还可以用于装配夹具预设、控制孔和标签槽等应用。
磁力钻还可用于锻炼和装配各种机器的零件,并可用于组装小型机械零件和建筑结构。
它还可以用于装配汽车零件和电子产品的组装过程。
磁力钻用途的实用性也很广泛,其中包括贴片、焊接、喷漆、设计、拆卸、切割、开槽、制作缝线和热钻等。
- 1 -。
磁力钻使用钻头的注意事项
磁力钻使用钻头的注意事项磁力钻常用于金属加工行业,如钢铁、铝合金等材料的钻孔作业。
选择合适的钻头并正确操作磁力钻,能够确保钻孔质量和工作效果。
以下是使用磁力钻进行钻头作业时的注意事项。
1.钻头的选择选择合适的钻头对于钻孔质量和工作效果至关重要。
要根据加工材料的特性来选择合适的钻头类型和齿数。
常见的钻头类型有普通HSS钻头(高速钢钻头)、固体钻头和背齿钻头等。
对于不同材料和钻孔直径,选用合适的钻头类型能够提高切削效果,延长钻头寿命。
2.钻头的尺寸与钻孔直径的匹配选择钻头时,要将其尺寸与所需的钻孔直径匹配。
使用过大或过小的钻头会导致钻孔不规则,甚至无法完成钻孔作业。
在进行扩孔、修整钻孔等作业时,也要根据实际需求选择相应的钻头。
3.钻头的安装将钻头正确安装到磁力钻上,确保其稳定性和切削效果。
在安装前,先检查钻头是否损坏或磨损过大,如有问题应及时更换。
安装时要确保钻头与夹持装置之间紧密结合,避免因不稳定造成工作时的旋转不平稳或抖动现象。
4.钻头的润滑为了减小切削力和摩擦热量,延长钻头的使用寿命,必要时应进行润滑。
在钻孔作业过程中,可以使用润滑剂或钻孔油滴在钻头和工件上,减少钻头与工件表面的摩擦,并将产生的热量带走。
5.钻孔前的准备在进行钻孔作业前,应先将工件固定好,避免因振动或松动导致工作不稳定。
钻孔位置要准确标记并且清洁,在钻孔前用中心钻在标记位置打开中心孔,以便钻头准确定位和对准。
在进行钻孔作业时,要注意任何异常情况。
当钻孔过程中出现钻头冒火花、过度震动、异味或异音时,应及时停止工作并检查。
这些情况可能是由于钻头损坏、无法排屑、过度切削或冷却不良等原因引起的。
及时停工检查,避免造成更大的危险和损失。
7.钻头的保养与更换定期对使用的钻头进行检查和保养,确保其切削刃的锋利和功能正常。
在钻头磨损超过允许范围时,应及时更换。
使用不合格的钻头会影响钻孔质量,并且会增加打破钻头、工件损坏和工人受伤的风险。
8.安全操作总之,正确选择和使用钻头是保证磁力钻钻孔质量和工作效果的重要因素。
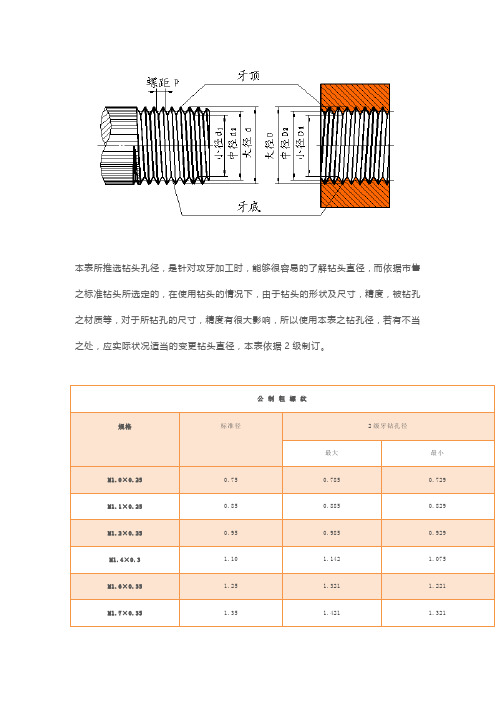
螺丝攻牙孔径对照表
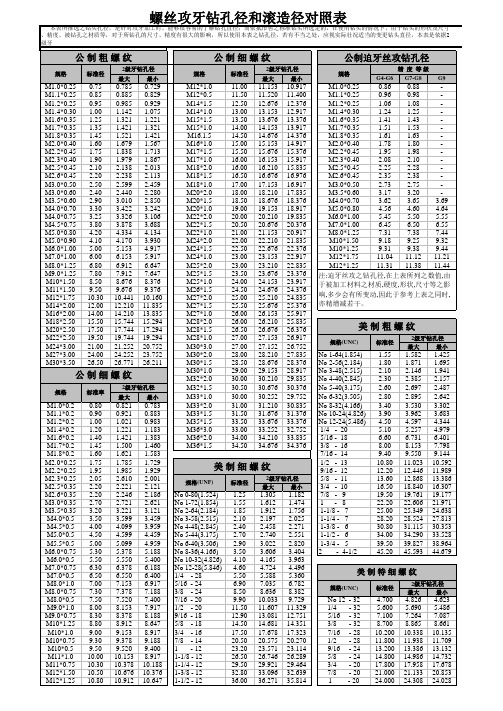
M12*1.0 M12*0.5 M14*1.5 M14*1.0 M15*1.5 M15*1.0 M16.1.5 M16*1.0 M17*1.5 M17*1.0 M18*2.0 M18*1.5 M18*1.0 M20*2.0 M20*1.5 M20*1.0 M22*2.0 M22*1.5 M22*1.0 M24*2.0 M24*1.5 M24*1.0 M25*2.0 M25*1.5 M25*1.0 M26*1.5 M27*2.0 M27*1.5 M27*1.0 M28*2.0 M28*1.5 M28*1.0 M30*3.0 M30*2.0 M30*1.5 M30*1.0 M32*2.0 M32*1.5 M33*1.0 M33*2.0 M33*1.5 M35*1.5 M36*3.0 M36*2.0 M36*1.5
10.917 11.400 12.376 12.917 13.376 13.917 14.376 14.917 15.376 15.917 15.835 16.976 16.917 17.835 18.376 18.917 19.835 20.376 20.917 21.835 22.376 22.917 22.835 23.376 23.917 24.376 24.835 25.376 25.917 25.835 26.376 26.917 26.752 27.835 28.376 28.917 29.835 30.376 29.752 30.835 31.376 33.376 32.752 33.835 34.376
1.25 1.55 1.85 2.10 2.40 2.70 2.90 3.50 4.10 4.60 5.50 6.90 8.50 9.90 11.50 12.90 14.50 17.50 20.50 23.20 26.50 29.50 32.80 36.00
攻牙基础知识
攻牙基础知识目录1. 攻牙基础知识概述 (3)1.1 攻牙的定义 (4)1.2 攻牙的作用与重要性 (5)1.3 攻牙的种类 (6)2. 攻牙的基本原理 (6)2.1 攻牙过程 (8)2.2 攻牙所需的力和力矩 (8)2.3 攻牙的深度和形状 (10)3. 攻牙工具与材料 (11)3.1 攻牙机的选择与使用 (12)3.2 攻牙用的攻牙具 (13)3.3 攻牙用的切削液 (14)4. 攻牙工艺 (15)4.1 攻牙的基本步骤 (16)4.2 攻牙的安全操作 (17)4.3 攻牙过程中可能遇到的问题及解决方法 (18)5. 攻牙技术参数 (18)5.1 攻牙的齿距 (19)5.2 攻牙的深度 (20)5.3 攻牙的吃刀量 (21)5.4 攻牙的进速 (23)6. 攻牙的自动与半自动系统 (24)6.1 攻牙自动化的优点 (25)6.2 攻牙自动化的实现方式 (26)6.3 半自动攻牙系统的应用 (27)7. 攻牙应用实例 (28)7.1 攻牙在机械制造中的应用 (29)7.2 攻牙在汽车工业中的应用 (31)7.3 攻牙在航空航天工程中的应用 (32)8. 攻牙技术的发展趋势 (33)8.1 智能化攻牙技术的进展 (34)8.2 环保型攻牙材料的应用 (35)8.3 攻牙技术的创新与改进 (37)9. 攻牙的质量控制 (38)9.1 攻牙的质量检测方法 (39)9.2 攻牙的一致性要求 (40)9.3 攻牙质量问题的预防措施 (41)10. 攻牙常见问题与解决方案 (43)10.1 攻牙磨损问题 (43)10.2 攻牙精度问题 (45)10.3 攻牙强度问题 (46)1. 攻牙基础知识概述又称为攻丝或攻螺纹,指的是在已钻好的孔壁内切一个或多道牙型的加工过程。
其结果是产生一个紧固用螺纹,这种螺纹用外螺纹零件进行配合,形成标准的机械零件连接方式,广泛应用于工业与日常生活中。
螺纹类型和标准:螺纹一般分为粗牙和细牙两类,选择螺纹类型需根据连接型号、所需连接的强度、零件的尺寸和材料的负载能力来进行。
超全螺纹攻牙钻孔直径和滚造直径对照表,值得收藏!
M17×1.0
16.00
16.153
15.917
M18×2.0
16.00
16.210
15.835
M18×1.5
16.50
16.670
16.376
M18×1.0
17.00
17.153
16.917
M20×2.0
18.00
18.210
17.835
M20×1.5
18.50
18.676
18.376
39.50
39.827
38.964
2 -4-1/2
45.20
45.593
44.679
英制螺纹
规格
钻孔径
硬材
软材
W1/8 - 40
2.65
2.60
W5/32 - 32
3.25
3.20
W3/16 - 24
3.75
3.70
W1/4 - 20
11.938
11.709
9/16 -28
13.20
13.386
13.132
5/8 -24
14.80
14.986
14.732
3/4 -20
17.80
17.958
17.678
7/8 -20
21.00
21.133
20.853
1 -20
24.00
24.308
24.028
美 制 粗 螺 纹
规格(UNC)
标准径
1.40
1.421
1.383
M1.7×0.2
1.45
1.500
1.460
M1.8×0.2
1.60
磁力钻,磁座钻,吸铁钻选型及技术参数

磁力钻MD38磁力钻MD50磁力钻MD58功效:取芯钻孔: ø12-38mm麻花钻孔: ø1-13mm过渡套: 直柄ø19mm切削深度: 50mm行程: 150mm电机功率: 1100W总功率: 1150W电压: 220v转速: 450min-1磁座吸附力: 1N尺寸: (长)×(宽)×(高)280mm×120mm×320 mm重量: 11Kg 功效:取芯钻孔: ø12-50mm麻花钻孔: ø1-23mm过渡套: 莫氏2号切削深度: 50mm行程: 150mm电机功率: 1150W总功率: 1200W电压: 220vⅠ档转速: 250min-1Ⅱ档转速: 450min-1磁座吸附力: 15000N尺寸: (长)×(宽)×(高)280mm×120mm×410mm重量: 13Kg功效:取芯钻孔: ø12-50mm麻花钻孔: ø1-23mm过渡套: 莫氏2号切削深度: 75mm行程: 160mm电机功率: 1150W总功率: 1200W电压: 220vⅠ档转速: 250min-1Ⅱ档转速: 450min-1磁座吸附力: 21000N尺寸: (长)×(宽)×(高)320mm×125mm×410mm重量: 17Kg配件:工具箱1个冷却液喷筒1个安全索1个中心针头1根扳手1个关键特点:体积小,重量轻,方便携带配件:工具箱1个冷却液喷筒1个安全索1个中心针头1根扳手1个关键特点:重量轻,功效全配件:工具箱1个冷却液喷筒1个安全索1个中心针头1根扳手1个关键特点:吸力大, 倒置钻孔更安全磁力钻MD108磁力钻MDS32-100磁力钻TAP30热销中热销中功效:取芯钻孔: ø12-100mm 麻花钻孔: ø1-32mm过渡套: 莫氏3号切削深度: 100mm行程: 255mm电机功率: 1700W总功率: 1750W电压: 220vⅠ档转速: 110min-1Ⅱ档转速: 175min-1Ⅲ档转速: 245min-1Ⅳ档转速: 385min-1磁座吸附力: 23000N尺寸: (长)×(宽)×(高)340mm×130mm×480mm重量: 19.5Kg 功效:取芯钻孔: ø12-100mm麻花钻孔: ø1-32mm过渡套: 莫氏3号切削深度: 100mm行程: 255mm电机功率: 1700W总功率: 1750W电压: 220vⅠ档转速: 110min-1Ⅱ档转速: 175min-1Ⅲ档转速: 245min-1Ⅳ档转速: 385min-1磁座吸附力: 27000N尺寸: (长)×(宽)×(高)340mm×130mm×480mm重量: 19.5Kg功效:取芯钻孔: ø12-100mm麻花钻孔: ø1-32mm攻丝直径: Ø6-30mm过渡套: 莫氏3号切削深度: 100mm行程: 255mm电机功率: 1800W总功率: 1850W电压: 220vⅠ档转速: 60-140min-1Ⅱ档转速: 200-470min-1磁座吸附力: 27000N尺寸: (长)×(宽)×(高)340mm×130mm×480mm重量: 19Kg配件:工具箱1个冷却液喷筒1个安全索1个中心针头1根扳手1个关键特点:四档变速,麻花钻首选配件:工具箱1个冷却液喷筒1个安全索1个中心针头1根扳手1个关键特点:磁座能够左右移动120度配件:工具箱1个冷却液喷筒1个安全索1个中心针头1根扳手1个关键特点:可攻丝, 无极变速, 扭力过载保护热销中热销中。
公司使用螺丝攻牙孔径对照表
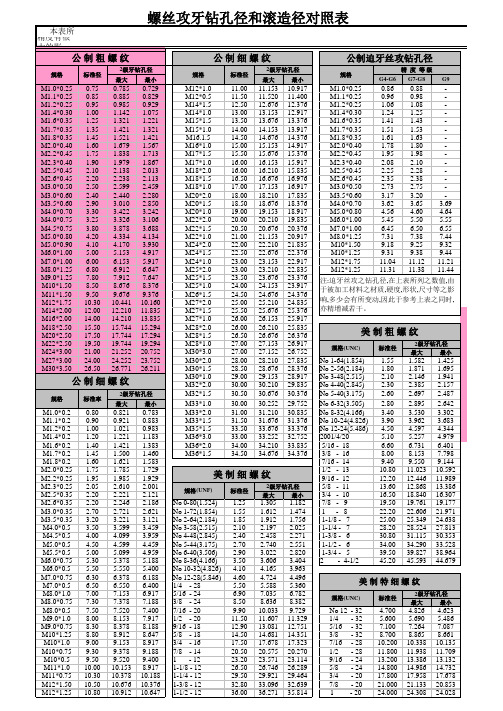
M1.0*0.25 0.86 0.88 M1.1*0.25 0.96 0.98 M1.2*0.25 1.06 1.08 M1.4*0.30 1.24 1.25 M1.6*0.35 1.41 1.43 M1.7*0.35 1.51 1.53 M1.8*0.35 1.61 1.63 M2.0*0.40 1.78 1.80 M2.2*0.45 1.95 1.98 M2.3*0.40 2.08 2.10 M2.5*0.45 2.25 2.28 M2.6*0.45 2.35 2.38 M3.0*0.50 2.73 2.75 M3.5*0.60 3.17 3.20 M4.0*0.70 3.62 3.65 3.69 M5.0*0.80 4.56 4.60 4.64 M6.0*1.00 5.45 5.50 5.55 M7.0*1.00 6.45 6.50 6.55 M8.0*1.25 7.31 7.38 7.44 M10*1.50 9.18 9.25 9.32 M10*1.25 9.31 9.38 9.44 M12*1.75 11.04 11.12 11.21 M12*1.25 11.31 11.38 11.44 注:迫牙丝攻之钻孔径,在上表所列之数值,由 于被加工材料之材质,硬度,形状,尺寸等之影 响,多少会有所变动,因此于参考上表之同时, 亦精增减若干。
No 1-64(1.854) No 2-56(2.184) No 3-48(2.515) No 4-40(2.845) No 5-40(3.175) No 6-32(3.505) No 8-32(4.166) No 10-24(4.826) No 12-24(5.486) 2001-4-20 5/16 - 18 3/8 - 16 7/16 - 14 1/2 - 13 9/16 - 12 5/8 - 11 3/4 - 10 7/8 - 9 1 - 8 1-1/8 - 7 1-1/4 - 7 1-3/8 - 6 1-1/2 - 6 1-3/4 - 5 2 - 4-1/2
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
磁座钻,吸铁钻,打孔钻机,钢板钻,铁板钻磁吸钻磁性钻开孔机磁力电钻空心钻头取芯钻头开孔器钢轨钻头高速钢钻头硬质合金钻头
磁座钻选型小知识:
一、如果您是钢结构、风力发电,核电厂,钻一些不超过直径不超过32MM(空心钻),深度不超过50MM的话,我强烈推荐您使用德国博德FE32机型(麻花钻可钻13MM),体积小,重量只有12KG,方便高空作业.
二、如果您钻直径不超过50MM,深度不超过50MM,麻花钻23MM以下,我推荐您使用德国博德FE50机器,机器本身具有两档机械变速,13KG的重量相对很轻.。
三、麻花钻最大钻32MM,空心钻最大100MM,深度最大100MM,这说的正是德国博德FE100的机型,有些生产厂家接受不了空心钻头耗品成本,仍使用传统的麻花钻,但偶儿也会因为工艺要求钻空心钻,那就请您选择德国博德FE100,麻花钻首先,可钻32M大孔,既节省了耗品的成本,又具备钻大孔的工作能力.
FE100磁力钻详细介绍:
取芯钻孔:
∮12-100mm
xxxx:
∮3-32
过渡套:
xx3号
切削xx:100mm
攻牙:
M6—M36mm
行程:255mm
功率:1800W
空载转速:1档40--140转/分
2档120--480转/分
电压:220V
磁座吸力:35000N
重量:27kg
随机配件:
工具箱1个
冷却液喷筒1个
安全xx1个
中心针头1根
扳手1个
主要特点:
过热,过载,扭力保护,无极变速,吸力大,功能全。
磁力钻,磁座钻,磁性钻,吸铁钻,磁铁钻,钢板钻,磁性钻孔机空心砖,取芯钻!