基于铝合金焊接结构的振动时效工艺研究
基于振动时效技术消除和控制涂层内应力的工艺研究

Ab s t r a c t : Ma k i n g t h e a r c s p r a y i n g c o a t i n g s a mp l e u s i n g t i l e l n a [ ( r i a l( ’ r Z nAI a l l o y s a n d 3 CI ‘ 1 3 a l h ) v s . t h e n f o r mu l a t t 、 l I 1 t ’ p r o c e s s p r o g r a m
Ex p e r i me nt a l r e s u l t s s h o w t h a i a f t e r t r e a t e l 1 wi t h VS R t e c h n o l o g y . t h e i n n e r s he S S o f‘ ’ o a r i n g f ! a i 1 l e 】 l f e ( 。 t i v e l y r e d u c e d a n d i t s d i s t r i b u t i o n t e n d t o b e u ni f o r m, t I 1 e n l a x i l l u m 0 f s t r e s s l r Zn AI a l l o y‘ ・ o a in r g r t ( I u ( s h v 4 9 . 7 % a n d 4( 】 . 5% f t .3 Cr l 3 a l l o y c o mp a r e d l o t h e u n t r e a t e d. Ke y wo r ds :a n, 一s I  ̄ r a y i n g :v i b r a t i o n s t r e s s r e l i e f ;c o a t i n g s | r e s s ;p r o ( e s s p r o g r a m
基于金属材料循环机械特性的振动时效适用范围的研究

最 初 的 4 个 循 环表 现 出线弹性 的 应变特 征 , 0 但是 微 观范 围 的塑 性 变形 却 在 发生 , 随 着循 环 周 次 的增 加 且
振 动 时效 的加载 时 间不 大于 4 i , 动 频 率 为 1 . ~1 7 Hz 对 应 的循 环 周 次 约 为 4×1 4 O 0r n 振 a 6 7 6 , 0 ~ ×1 次. 振动 时效 所施 加 的振 动载 荷 为 1  ̄8 a 这 一 载荷 对金 属材 料而 言是 一个 相 当低 的应 力 , 周 疲劳 0 0MP . 低
4 5钢在 高周疲 劳 中的循 环 ( ) 化与低 周 疲劳循 环 中的循 环 软 ( ) 的表 现截 然 不 同 , 高 周疲 劳 软 硬 硬 化 在 中表 现为材 料表 面开 始是 软化 , 当循 环次 数达 到寿 命 的 2 后 表 面便 开始 硬 化 , O/ 9 6 而试 样 截 面为 持续 软 化 , 二 者不 同步 , 而且 也无 低周 疲劳 下 的饱 和现象 [ . 文 献[ 采用 5 0℃ 退 火 的 2 板 在弯 曲试 验机 上 进 7有 ] 8 5 0钢 行 高周 疲劳 循环 , 发现 材料 在高 周疲 劳 中的硬 化现 象是 存 在 的 , 其表 面 的硬 度 不 断 上升 , 没 有像 低 周 疲 并 劳 的饱 和现 象. 5 A3 6铝合 金在 循环 过程 中 总体上 呈循 环硬 化特 征 , 环某 些 阶段 发现软 化 现象 , 循 其高 周疲
变形 越来 越大 , 而位 错 密度越 来 越小 , 样会 影 响材 料 的机械 性能 . 这 交变 应力 越 大 , 与塑性 变形 的晶粒 越 参
2A12铝合金板形件振动时效试验
姚春臣 , 陈静林, 尹 捷, 章冬厚
( 江南机器 ( 集团 ) 有限公 司 , 湖南 湘潭 411207)
摘 要 : 为了解决一种产品中的 2A12 铝合金板形件切削加工变形问题 , 在有关振动时效设备制造厂 家的大力支持下 , 采用不同的设备和工艺对其进行了振动时效和热处理时效的对比试验。 试验结果表 明, 振动时效的效果比 190 10 h 热处理时效的效果好 ; 振动时效的能源消耗也远比热处理时效的能 源消耗低; 这种铝合金板振动时效的难度比一般铸件、 焊接件振动时效的难度大一些 , 应注意优选时效设 备和工艺 。 关键词: 铝合金 ; 切削加工 ; 热处理 ; 振动时效 中图分类号 : T H 161 文献标志码: A
由此可见, 将热处理时效改为振动时效, 将显著 减少能源的消耗。
0. 02 0. 95 6 60
5. 3 这种铝合金板形件属于振动时效难度较大的工件 上述振动试验的合格率虽然比按常规工艺人工 时效的好, 但离合格率 100% 的目标还有较大的差 距。此外, 我们在上述 3 家振动时效设备制造厂家 进行振动时效试验时进一步了解到, 其用户都很多, 特别是在消除铸件和焊接件的应力方面 , 应用效果 很好。其用户也有针对铝合金和其他非铸非焊的工 件进行振动时效的 , 有些工件应用振动时效很顺利, 也有些工件开始采用振动时效时存在一定的难度, 而是经过一些摸索改进 , 掌握了一些窍门之后才取 得成功的。由此可见 , 上述铝合金板形件属于消除
∀ 62 ∀
#新技术新工艺∃ ∀ 热加工工艺技术与材料研究
轴瓦双金属轴承材料的种类与复合工艺
肖志强
( 华南理工大学 材料科学与工程学院 , 广东 广州 510640)
振动时效原理 振动时效特点 振动时效工艺技术

振动时效原理振动时效特点振动时效工艺技术振动时效技术是对工件施加变化的循环载荷来消除和减少内部残余应力。
该技术具有耗能少、效果显著、无污染、处理快速等优点,广泛应用于消除焊接件、重型工件的残余应力。
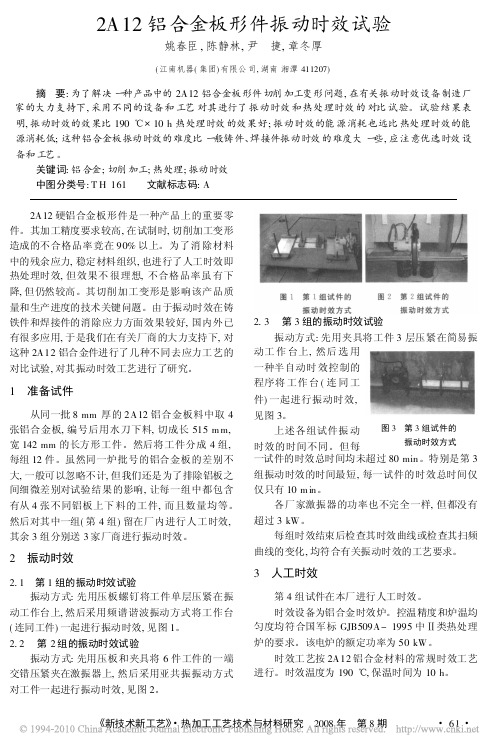
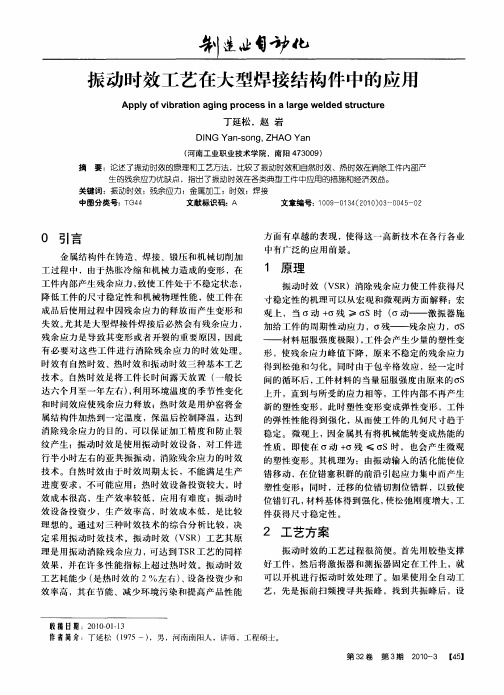
振动时效原理 振动时效是用激振设备在构件残余应力集中处施加等幅交变循环激振力,构件在共振状态下获得较大的激振动应力,在某个方向上的合应力超过材料的屈服极限,该处会产生屈服变形,引起残余应力松弛并释放出来,使残余应力均匀分布。
这种方法不仅能有效地降低峰值残余应力,而且能使整体残余应力值下降。
下图为金属材料受等幅交变应变εB-εC作用时的应力应变曲线,图中OA为弹性载荷段,构件的初始残余应力为σA,ACB是第一次发生屈服变形后的应力应变曲线。
构件内的总应力超过屈服点而发生变形,在C处残余应力沿弹性卸载荷线CB'下降,经过D点后曲线偏离CB'至B点,完成一次交变应变循环。
经过多次交变循环后,曲线循环稳定为C'E'B”EC',此时残余应力由σA减小至σE,残余应力减小至稳定的过程就是振动时效宏观机理的直观表示。
要消除或减小工件中的残余应力,必须满足以下条件: (1)构件内部残余应力与激振器施加的激振动应力叠加后的总应力应超过材料屈服极限。
即σ残+σ动σs,其中:σ残为构件内部残余应力,σ动为激振动应力,σs为材料的屈服极限。
(2)随着振动时效时间的增长,构件内部的残余应力会由于发生塑性屈服而下降。
当残余应力降低到与振动应力叠加后等于新的屈服极限时,构件内的将达到平衡,使构件尺寸稳定性得到提高。
振动时效工艺在大型焊接结构件中的应用
— —
失效 。 尤其 是大 型焊 接件焊 接 后必然 会 有残余 应 力 ,
残余 应力 是导 致其 变形 或者 开裂 的重 要 原 因 ,因此 有必 要对 这 些 工件 进 行 消除 残 余 应 力的 时效 处 理 。 时效 有 自然时效 、热 时效 和振 动时 效 三种 基本 工艺
材 料 屈服 强度极 限 ) 工件 会产 生少 量的 塑性变 ,
形 ,使残 余 应力峰 值 下降 ,原 来 不稳 定 的残余 应力 得 到松 弛 和匀 化 。同时 由于包 辛格 效应 ,经一 定时
间的循 环 后 , 工件 材料 的 当量 屈服 强度 由原 来 的o S
技 术 。 自然时 效是 将工 件长 时 问露天 放 置 ( 般长 一
2 工艺方案
振 动 时效 的工 艺过 程很 简便 。首 先 用胶垫 支撑
好 工件 ,然 后将激 振 器和 测振 器 固定在 工件 上 ,就 可 以开 机进 行振 动 时效 处理 了。如果使 用 全 自动 工 艺 ,先是 振前 扫频 搜 寻共 振峰 ,找到 共振 峰 后 ,设
收稿日期:2 1— 11 0 00 —3 作者简介:丁延松 (9 5一) 1" 7 ,男 ,河 南南阳人 ,讲师 ,工程硕士 。 第3 2卷 第 3期 2 1 - 【5 00 3 4】
( 河南工业职 业技术学院 ,南阳 4 3 0 ) 7 0 9
摘
要 :论述 了振动 时效 的原 理和 工艺方法 ,比较了振动时效和自然时效 、热 时效在消 除工件 内部产 生 的残余应 力优缺点 ,指出 了振动时效在各类典型工件中应用 的措施和经 济效益。
文献标识码:A 文章编号:1 0 —0 3 ( 0 0 0 - 05 2 9 1 4 2 1 ) 3 0 4 —0 0
焊接构件振动时效工艺参数和技术要求

应该在之前发生的第一骨科VSR考虑采用振动骨科特殊的情况下,过大的变形部件。
预应力或焊接辅助工具系统组件和工具,以增加当地的材料做强制性的防变形,振动时效处理的塑料或结合爬行速度,减少焊接变形的过程。预应力反变形量应认为是不可避免的,搬迁后的振动技术端和预应力或辅助工具,以及局部拉应力,弹性回跳的成员增加的不利影响。
5个工艺参数和技术要求
5.1参数确定指导方针
在正常情况下,振动参数应该是在特定的焊接构件的工作条件,并分析和确定的部件的基础上,判断振动模式,可能会发生的激发频率的范围内。
材料的重要组成部分,做实际的边界条件下的动态应力有限元分析,结构部件的固有频率和模式的范围为16200Hz的解决,以确定的支持和激励点的位置,并选择 - 安装点。
(σB强度σs)/ 3≤σ≤σD/ 3 ..................................... ................. (1)
公式:
σD动态应力幅;
强度σs是材料的屈服强度;
σb为材料的拉伸强度。
当均匀部件的几何形状,当嵌合应力集中系数为小的,优选的上限的值(动态应力抗拉强度和/ 3);部件几何不均匀关节应力集中系数比的控制部件的振幅相关的动态应力的应力集中是大,动态应力可以除去限制(σB强度σs)/ 3。
3.6主振频率,的附加振动频率(主要的和额外的振动频率)
的频率范围内的激发装置,造成部件共振响应的频率低的频率,频率的位移幅值被称为主频率f1,其余的附加频率FX。符号F1,F2 ...,单位为Hz;符号在转N1,N2。
3.7扫描和扫描曲线(频率扫描和曲线)
修正偏心的频率的激振力,由一个小的过程中,被称为扫描。随着频率的变化,组分的改变,以反映之间的关系被称为扫描曲线的振动响应和频率曲线的振动响应。如AF称为振幅 - 频率曲线,自动对焦称为加速度 - 频率曲线;振动时效设备绘制加速度 - 速度(AN)曲线。
浅谈焊接结构件振动时效处理应用研究

浅谈焊接结构件振动时效处理应用研究作者:刘振来源:《装饰装修天地》2018年第21期摘要:振动时效技术的应用已经很多年了,但至今,真正能用于指导生产的理论基础尚无定论,虽然振动时效没有科学的理论支持,但实际应用是不可置否的。
大量的实践证明,振动时效是非常实用的一项技术,国内外已有诸多文章及一些技术资料已证明了这一结论,其应用效果也是一致被公认的。
然而由于种种误区,科学研究的成果远远落后于实际应用,但我们相信,随着科学的发展,一定会给予振动时效一个科学答案的。
由于这项技术所独具的工艺特点,还有许多人对它的工作原理处于模糊状态,进而对这项技术的应用前景持怀疑态度。
为了振动时效的推广,下面针对振动时效的工作原理、技术应用问题及技术发展前景做一探讨。
关键词:焊接;震动;实效处理1 引言随着科学技术的发展,在机械加工制造业中,焊接结构件的应用越来越广泛.焊接结构件焊后消除应力的方法,越来越多地用振动时效取代热处理。
实践证明,采用振动时效方法消除焊接应力,既保证了产品质量,又提高了生产效率,而且还节约了大量能源,从而降低了制造成本。
但对于超高强度钢的焊接结构件,特别是马氏体组织的焊接件的振动时效,一直被认为是禁区.针对这种现状,本文详尽叙述了振动时效应用原理及我厂超高强度钢的焊接结构件振动时效处理的应用情况,结果证实,其应用效果可靠,可行。
2 应用中的问题振动时效技术发展的初期,由于其技术应用不成熟,振动时效设备不够完善,给应用振动时效技术带来诸多的困难。
首先在各单位应用时,相关部门需得到振动时效后的检测数据,这主要是对振动时效这门技术还不了解。
其实振动时效的目的并不是想要消除多少应力,主要原理是使工件的内应力平衡,使工件内部应力水平处于一个稳定的状态。
简单地说,就是说使工件或部件内部的最高应力值降低,工件内部的最低应力值提升。
在使用过程中,如果振动时效前测出残余应力最高值时,经过振动时效后发现,最高残余应力值降低了,这是人们普遍可以接受的。
(整理)JBT10375-2002焊接构件振动时效工艺参数选择及技术要求
钛及钛合金熔化焊焊接构件的振动时效处理。
2 规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
jb/t5925.2 机械式振动时效装置技术条件3 术语、符号3.1 激振点exciting point 振动时效时给构件的施力点称为激振点。
3.2 支撑点support point 为了对构件进行振动时效而选择的支撑构件的位置。
3.3 动应力dynamic stress 激振力引起构件谐振响应时,在其内部产生的应力称为动应力。
矢量,符号为σd(幅值),单位为(mpa)。
3.4 共振resonance 当激振力提供的周期性激振力的频率与系统固有频率接近或相等时,构件的振幅急剧增大的现象为共振。
3.5 振型vibration mode 共振时,构件表面上所有质点振动的包络线(面),即为振型,包括弯曲、扭转、扭曲、钟振型和鼓振型。
3.6 节点(节线)node, node line 振动时效时,构件振幅最小处称为节点(节线)。
3.7 主振频率principal vibration frequency 在激振装置的频率范围内,引起构件谐振响应的频率中,频率低、位移幅大的频率称为主振频率。
3.8 附振频率additional vibration frequency 除主振频率以外的其他频率。
3.9 扫频frequency sweep 固定偏心,将激振力的频率由小调大的过程,称为扫频。
3.10 扫频曲线the curve 随着频率的变化,构件振动响应发生变化,反映振动响应与频率之间的关系曲线称为扫频曲线。
如a—f称为振幅—频率曲线,a—f称为加速度—频率曲线;而振动时效装置绘制的是加速度—转速(a—n)曲线。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
0 引 言
振 动时效 技术 主要应用在 调整 、 化 、 除构件 的 均 消 残余 应 力 , 高 构件 抗 变形 能力 , 定构 件加 工 尺 寸 , 提 稳 提高 焊件疲 劳寿命 和 抗 应 力腐 蚀性 能 , 高金 属 材料 提
态 为 0, 块 焊 片 焊 接 成 一 件 试 件 。 试 件 厚 度 为 两
s c a s l n h pa e c p u a d t e VSR x rm e t o a e w e d d s r t r a a re u n t i ri l Th x e pe i n n pl t l e tuc u e w s c r i d o t i h s a tc e. ee — p r m e t wa r o m e o va i a e t e e f c f t e s l c e S p r m e e s Th e u ts owe ha h e i n s pe f r d t ld t h f e t o h e e t d V R a a tr. e rs l h d t tt e r s a c e e h d w a o o h S p r m e e s s l c i f w e d d sr c u e o l m i i m l e e rh d m to s g od f r t e V R a a t r e e t ng o l e tu t r f a u n u al oy. Ke o d y w r s: VSR ; r s d a t e s;d a i te s e c t to o c e i u l sr s yn m c sr s ; x ia i n f r e; e ia i n  ̄e u n y xc t to q e c
文 章 编 号 :0 101—2 6 ( 0 2) 4—0 8 25 21 0 0 4—0 3
基 于 铝 合 金 焊 接 结 构 的 振 动 时 效 工 艺 研 究
边 洪 录 , 茂 伟 , 三 强 李 杨
( 中国 空 间技 术研 究院 北 京 卫星制 造 厂 , 北京 10 9 ) 0 10 摘要: 文章 针 对载人 航 天 器铝 合金 焊接 结 构振 动 时效 工 艺参 数 的 选择 进 行 研 究 , 并进 行 了平 板 焊 接
结构 振 动 时效 工 艺实验 , 对振 动 时效效 果和 工 艺参 数进 行 了验 证 。 能 够有 效 指 导铝 合金 焊接 件 振 动
时效 工艺 参数 的选 择 。 关 键 词 : 动 时 效 ; 余 应 力 ; 应 力 ; 振 力 ; 振 频 率 振 残 动 激 激
中 图 分 类 号 : H1 2; 6 T 2 V4 文 献标 识码 : A
第 4期
21 0 2年 4月
组 合 机 床 与 自 动 化 加 工 技 术
M o dul a h ne Too ar M c i l& A u o atc M a f c ur ng Te hni ue tm i nu a t i c q
NO. 4 Apr 2 2 . 01
3 3 3
f ( a , 2 MP ) 0
17 5
占o % ) l(
2 0
E( P ) G a
7 0
座舱 均采 用铝合 金焊接 结构 , 焊接残余 应力 的存在 , 直
接影 响 了焊 缝性 能和舱体 的整体 应力水 平 。随着载 人 航 天 的发 展 , 寿命 , 长 高可 靠 , 尺 寸 的密封 座 舱成 为 大 载人航 天器 的发展 趋势 , 有 消 除应 力方 式 及设 备 将 现 不 能满 足产 品的要 求 , 振动 时效 技 术 成 为未 来 载人 密
( ej gS a e rf ,C ia Ac d my o p c e h oo y ej g 1 0 9 B in p c ca s hn a e fS a eT c n lg ,B in 0 1 0,C ia i i i hn )
Absr c :Th e e r h w a s d o he ee tn f V S p r m ee s f r w ed d tu t r f m a ne ta t e r s a c s ba e n t s l ci g o R a a t r o l e sr cu e o n d
R e e r h o br i t e s Re ifBa e n ede t uc ur fA l m i um l y s a c n Vi atng S r s l s d o W l d S r t e o u n e Alo BI AN n —u, L a — i YA NG a q a g Ho g l I M o we , S n— i n
2 m, m 外形 尺寸 为 10 0 mm × 0 m 焊缝 位 于 试 件 的 3 0 m, 中间 , 件 材 料 的 力 学 性 能 如 表 1所 示 。试 片 利 用 试
压 板 固 定 于 焊 接 工 装 上 进 行 焊 接 , 接 后 将 激 振 器 焊 装 夹到 焊接 工装 上 振 动时 效 。
表 1 5 6 典 型 力 学 性 能 A0
状 态
O
冲击 功 / l 值 等方 面 。与传 统 的 热 时效 消 除应 力技 术相 比, 具有 投资少 、 耗能低 、 间短 、 时 应力 消除效 果显
著 、 备局 限性小 等特点 。 目前 , 国载人 航天 器密 封 设 我
^ MP ) ( a