《激光原理及应用》陈家璧第二版-第七章课件
陈家璧版-光学信息技术原理及应用习题解答(4-7章)

第四章习题4.1若光波的波长宽度为λΔ,频率宽度为νΔ,试证明:λλννΔΔ=。
设光波波长为nm 8632=.λ,nm 8-10⨯2=λΔ,试计算它的频宽νΔ。
若把光谱分布看成是矩形线型,那么相干长度?=c l 证明:参阅苏显渝,李继陶《信息光学》P349,第4.1题答案。
421.510c λνλ∆∆==⨯赫,32010()c c cl ct m ν===⨯∆4.2设迈克尔逊干涉仪所用的光源为nm 0589=1.λ,nm 6589=.2λ的钠双线,每一谱线的宽度为nm 010.。
(1)试求光场的复自相干度的模。
(2)当移动一臂时,可见到的条纹总数大约为多少?(3)可见度有几个变化周期?每个周期有多少条纹?答:参阅苏显渝,李继陶《信息光学》P349,第4.2题答案。
假设每一根谱线的线型为矩形,光源的归一化功率谱为()^1212rect rect νννννδνδνδν⎡--⎤⎛⎫⎛⎫=+ ⎪ ⎪⎢⎥⎝⎭⎝⎭⎣⎦G (1)光场的复相干度为^1()()exp(2)1sin ()exp(2)[1exp(2)]2r j d c j j τνπντνδντπντπντ∞==+∆⎰G 式中12ννν-=∆,复相干度的模为ντπδνττ∆=cos )(sin )(c r 由于νδν∆ ,故第一个因子是τ的慢变化非周期函数,第二个因子是τ的快变化周期函数。
相干时间由第一个因子决定,它的第一个零点出现在δντ1=c 的地方,c τ为相干时间,故相干长度δλλδλλδντ22≈===cc l c c 。
(2)可见到的条纹总数589301.05893====δλλλcl N (3)复相干度的模中第二个因子的变化周期ντ∆=1,故可见度的变化周期数601.06==∆=∆==δλλδννττc n 每个周期内的条纹数9826058930===n N 4.3假定气体激光器以N 个等强度的纵模振荡,其归一化功率谱密度可表示为()()()()∑21-21--=+-1=N N n n NνννδνΔgˆ式中,νΔ是纵模间隔,ν为中心频率并假定N 为奇数。
2024版《激光原理》课件

工作原理
气体激光器的工作原理基于气体放电产生的粒子数反转。当放电管中的工作气体受到电场激励时,气体分子或原 子被激发到高能级,然后通过自发辐射或受激辐射跃迁到低能级,释放出光子。这些光子在谐振腔中来回反射, 不断激发更多的粒子数反转,从而实现光放大和激光输出。
2024/1/28
12
气体激光器性能特点及应用领域
3
激光产生机制
01
02
03
受激辐射
原子或分子在外部能量作 用下,从高能级向低能级 跃迁,同时发射出与激发 光相同性质的光子。
2024/1/28
粒子数反转
通过泵浦等方式,使得高 能级上的粒子数多于低能 级,形成粒子数反转分布。
光学谐振腔
提供正反馈机制,使得受 激辐射的光在腔内多次反 射、放大,最终形成强光 束输出。
19
液体与光纤激光器性能特点及应用领域
液体激光器
主要应用于科研、光谱分析、生物医学等 领域。
VS
光纤激光器
主要应用于工业加工、通信、医疗等领域。
2024/1/28
20
05
半导体激光器与量子级联 激光器
2024/1/28
21
半导体激光器结构及工作原理
2024/1/28
结构
半导体激光器主要由P型半导体、N型半导体以及它们之间的有源层构成。P型和N型半 导体之间形成PN结,是激光器的核心部分。
2024/1/28
准分子激光器
准分子激光器以稀有气体卤化物为工作物质,其输出波长在紫外波段。准分子激光器具有脉 冲能量大、重复频率高等优点,被广泛应用于科研和医疗等领域。
14
04
液体激光器与光纤激光器
2024/1/28
激光原理及应用课件

1.1 激光发展的历史
• 突破
– 1958年Schawlow和Townes在Phy. Rev. 上发表论文 “Infrared and Optical Maser”,标志着激光作为一种 新事物登上了历史舞台。
– 1960年5月,休斯实验室的Maiman研制的红宝石激光 器发出了694.3nm的红色激光,这是公认的世界上第一 台激光器。
1.1 激光发展的历史
– 1960年年中,IBM实验室利用CaF2中的三价铀制成了第一台四能 级固体激光器;
– 1960年12月,BELL实验室的Javan,Bennett和Herriott制成了第 一台氦氖气体激光器;
– 1962年,GaAs半导体激光器; – 1963年,液体激光器; – 1964年,CO2激光器; – 1964年,离子激光器; – 1964年,Nd:YAG固体激光器; – 1965年,HCl化学激光器; – 1966年,生物染料激光器; – 从1917年爱因斯坦提出受激辐射的概念到1960年第一台激光器诞
– 17世纪—对光的本性的探求:
• 波动说:以一定方式沿空间传输的波动过程,惠更 斯、虎克;
• 微粒说:以经典方式运动着的微小粒子,牛顿;
– 19世纪:
• 光的波动本性有了进一步发展,杨氏双缝干涉,菲 涅耳波动理论等
• 电磁场理论、麦克斯韦方程组(法拉第、麦克斯韦、 坡印廷、赫兹等)
1.1 激光发展的历史
激光概述
辐射跃迁: 受激吸收; 自发辐射; 受激辐射;
激光概述
粒子数反转
激光原理就是要研 究光的受激辐射是 如何在激光器内产 生并占主导地位而 抑制自发辐射!
He-Ne激光器工作原理图
Байду номын сангаас
2024年度激光原理及应用PPT课件

激光的相干性比普通光 强很多,可用于精密测 量和全息照相等领域。
激光器组成及工作原理
激光器组成
激光器一般由工作物质、激励源和光学谐振腔三部分组成。
2024/3/24
工作原理
在激励源的作用下,工作物质中的电子被激发到高能级,形 成粒子数反转分布。当这些电子从高能级跃迁到低能级时, 会辐射出与激励源频率相同的光子,并在光学谐振腔内得到 放大和反馈,最终形成稳定的激光输出。
激光雷达
测距、成像、识别等多元化应 用
激光显示
高清晰度、大色域、节能环保
激光制造
高精度、高效率、无接触加工
2024/3/24
10
激光器类型及其特
03
点分析
2024/3/24
11
固体激光器
01
02
03
工作原理
通过激励固体增益介质( 如晶体、玻璃等)中的粒 子,实现粒子数反转并产 生激光。
2024/3/24
根据实际需要,还可选择佩戴耳塞、手套 等个人防护装备,以降低激光对其他部位 的危害。
2024/3/24
24
未来发展趋势预测
06
与挑战分析
2024/3/24
25
新型激光器研发方向探讨
2024/3/24
新型材料激光器
探索新型增益介质,如量子点、二维材料等,提高激光器的性能 。
微型化与集成化
发展微型激光器,实现与其他光电器件的集成,推动光电子集成技 术的发展。
1960年,美国物理学家 梅曼制造出第一台红宝 石激光器
现代激光技术突破与创新
光纤激光器
高功率、高效率、光束质量好
量子级联激光器
覆盖中红外到太赫兹波段
2024/3/24
激光原理课件

吸收跃迁: 低 吸收能量 高 辐射跃迁: 高 辐射能量 低
(自发辐射)
h E1 E2
3. 受激辐射:
激光原理 . 第一章
爱因斯坦发现,若只有自发辐射和吸收跃迁, 黑体和辐射场之间不可能达到热平衡,要达 到热平衡,还必须存在受激辐射。
二、自发辐射、受激吸收和受激辐射
1. 自发辐射
E2
h
E1
发光前
发光后
h E2 E1
激光原理 . 第一章
普通光源(白炽灯、日光灯、高压水银灯)的发光过程 为自发辐射。各原子自发辐射发出的光彼此独立,频率、 振动方向、相位不一定相同——为非相干光。
A 自发跃迁几率(自发跃迁爱因斯坦系数): 21
1
A21 S
原子在能级 E2 的平均寿命
只与原子本身性质有关,与辐射场无关
爱因斯坦——1917年,提出受激辐射概念。 1. 黑体辐射的Planck公式:
任何物质在一定温度下都要辐射和吸收电磁辐射。
黑体:能够完全吸收任何波长 的电磁辐射的物体。
空腔辐射体
热平衡状态:
激光原理 . 第一章
黑体吸收的辐射能量 黑体发出的辐射能量
单色能量密度
:
dE
dVd
Planck辐射能量量子化假说:
激光原理 . 第一章
A21 B21
8 h 3
c3
n h
B12 f1 B21 f2
f1 f2
B12 B21 W12 W21
A21
8 h
c3
3
B21
结论:
激光原理 . 第一章
1. 其他条件相同时,受激辐射和受激吸收具有相同几率。
2. 热平衡状态下,高能级上原子数少于低能级上原子数,故 正常情况下,吸收比发射更频繁,其差额由自发辐射补偿。
激光原理及应用ppt课件
激光调制前
激光调制后
4.机械运动系统
• 基片送入后,高精度伺服电机在微机的控制下转动振镜的角度;
• 激光束通过扫描镜的反射,由f-θ场镜聚焦到基片的边缘位置上;
• 在微机上通过专用的控制软件输入总的清边面积、激光束的行走速度 和需要重复的次数;
E2
E2
E1
E1
自发辐射跃迁
自发辐射光子
c. 受激辐射(激光): 当频率为=ν(E2-E1)/h的光子入射时,会引发粒子以一定的概率,迅 速地从能级E2跃迁到能级E1,同时辐射一个与外来光子频率、相位、偏振态以及传播方向都 相同的光子。
E2
E2
入射光子
E1
E1
受激辐射光子 入射光子
受激辐射跃迁 3-2 粒子数反转
(Top flat)
高斯
多元高斯
• 减少脉冲时间,高的峰值能量,更多的能量密度
Less pulse time, high peak power more energy density
能量密度=功率/频率/光斑面积
pulse
1.1uW/um=220W/20KHz/900um2
Hz
4.重叠率计算——Overlap
全反光镜
反光镜: (越75%
)
Shutter
激光器外形 接光纤
Q-Switch
晶体腔
功率计
激光器内部分解图(P4)
Q-Switch 半反镜
晶体腔 光纤耦合器
镜头聚焦原理——凸透镜
激光刻划原理——以P1为例
光斑
1.Beam Shaping (激光束形状)
• 一般的激光都为高斯分布的波形,即高斯光束,为实现特殊的制程需求,需要转变 成为扁平式波形的平顶光束,即Top Hat,通过透镜组改变光束质量和形状产生。
激光原理及应用课件—陈鹤鸣第7章 激光特性的控制与改善

e TEM00 模: g00ol r1r2 (1 00 ) 1
e TEM
模:
01
g01ol
r1r2 (1 01 ) 1
2022/11/19
激光原理及应用 陈鹤鸣 赵新彦
激光器以 TEM00
模单模运转
5
横模选择原理
与横模阶数无关的损耗: 腔镜透射率,腔内元件吸收、散射损耗等
与横模阶数相关的损耗: 衍射损耗
15
纵模选择方法
标准具透过率:
T (
)
(1
(1 R)2
R)2 4R sin2(
2
)
1
1 4R (1 R)2
sin 2 (
2
)
标准具透射峰对应的频率:
m
m
c
2d cos
m q
单纵模输出
2022/11/19
激光原理及应用 陈鹤鸣 赵新彦
m
osc
16
纵模选择方法
3. 复合腔法
用一个反射干涉系统代替腔的一个端面反射镜, 则其组合反射率是频率的函数。
决定横模鉴别能力的因素:
10 00 、 d
2022/11/19
激光原理及应用 陈鹤鸣 赵新彦
6
10 / 00 值与菲涅耳数N的关系
10 00
随N增加而变大
d
随N增加而减小
2022/11/19
激光原理及应用 陈鹤鸣 赵新彦
7
横模选择方法
改变谐振腔的结构和参数:气体激光器 在一定谐振腔内插入附加选模元件:固体激光器
22
7.2.2 稳 频 方 法
主动稳频技术:
选取一个稳定的参考标准频率,当外界影响使激光频率偏 离此特定的标准频率时,鉴别器产生一个正比于偏离量的误 差信号,此误差信号经放大后又通过反馈系统回来调节腔长, 使激光频率回到标准的参考频率上,达到稳频目的。
《激光原理及应用》陈家璧第二版-第七章课件
T0,0,AqS0r
232t
Ø激光功率密度过高,材料在外表汽化,不在深层熔化;激光功率密度过低, 则能量会集中到较大的体积内,使焦点处熔化的深度很小
7.1 激光热加工原理
(4) 激光等离子体屏蔽现象 Ø激光作用于靶外表,引发蒸汽,蒸汽连续吸取激光能量,使温度上升,最终 在靶外表产生高温高密度的等离子体。等离子体快速向外膨胀,在此过程中连 续吸取入射激光,阻挡激光到达靶面,切断了激光与靶的能量耦合。 如图7-2所示,为等离子云变化的过程
Ø简化:假设半无限大〔即物体厚度无限大〕物体外表受到均匀的激光垂直照 射加热,被材料外表吸取的光功率密度不随时间转变,而且光照时间足够长, 以至被吸取的能量、所产生的温度、导热和热辐射之间到达动平衡,此时圆形 激光光斑中心的温度可以由下式确定
T0, AP
r0t
7.1 激光热加工原理
(2) 材料的加热 假设光照时间为有限长(s),考察点离开外表的距离(cm)也不为零,此时圆形激 光光斑中心轴线上考察点的温度为
图7-14离焦量对打孔质量的影响
7.3.1 激光打孔
3. 激光打孔工艺参数的影响 ※ 脉冲激光的重复频率对打孔的影响
用调Q方法取得巨脉冲时,脉冲的平均功率根本不变,脉宽也不变,重复频率越高 ,脉冲的峰值功率越小,单脉冲的能量也越小。这样打出的孔深度要减小。
※ 被加工材料对打孔的影响 材料对激光的吸取率直接影响到打孔的效率。由于不同材料对不同激光波长有不同 的吸取率,必需依据所加工的材料性质选择激光器。
7.3.1 激光打孔
1.激光打孔原理:激光打孔机的根本构造包括激光器、加工头、冷却系统、数控 装置和操作面盘〔图7-13〕。加工头将激光束聚焦在材料上需加工孔的位置,适 中选择各加工参数,激光器发出光脉冲就可以加工出需要的孔。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
n1 1 n22 n 1 R n 1 n1 12 n22
2 2
7.1 激光热加工原理
(2) 材料的加热 为了得到加热阶段的温度分布,必须求解热传导微分方程。对于各向同性的 均匀材料,激光加热的热传导偏微分方程的一般形式为
cl
T T T T t t z t z Q x, y, z , t t x x y y
图7-9 激光熔凝处理后横截面组织示意图
图7-10 T10钢激光熔凝层显微硬度沿淬硬层深度的分布
7.2.3 激光熔覆技术
1.激光熔覆(Laser Cladding)技术亦称激光包覆、激光涂覆、激光熔敷,是一种新 的表面改性技术。它通过在基材表面添加熔覆材料,利用高功率密度的激光束使 之与基材表面一起熔凝的方法,在基材表面形成与其为冶金结合的添料熔覆层, 以改善其表面性能的工艺。 2.激光熔覆技术具有如下优点 3.激光熔覆工艺依据材料的添加方式不同,分为预置涂层法和同步送料法。 4.同步送料法指在激光束照射基材的同时,将待熔覆的材料送入激光熔池,经 熔融、冷凝后形成熔覆层的工艺过程。激光熔覆材料包括金属、陶瓷或者金属 陶瓷,材料的形式可以是粉末、丝材或者板材,工艺过程如图7-11所示。 。
(1) 材料对激光的吸收 激光热加工时首先发生的是材料对激光能量的吸收。透入材料内部的光能主 要对材料起加热作用。 不同材料对不同波长激光吸收率不同。假设材料表面反射率为R,则吸收率为 A 1 R 当激光由空气垂直入射到平板材料上时,根据菲涅尔公式,反射率为
(2) 材料的加热 设入射激光束的光功率密度为qi,材料表面吸收的光功率密度为q0 ,则有 q0 Aqi qi 1 R az 激光从表面入射到材料内部深度为处的光强 qz q0 e 一般将激光在材料内的穿透深度定义为光强降至I0/e时的深度,因而穿透深 度为1/a
图7-11 同步送料法激光熔覆示意图
7.2.3 激光熔覆技术
5.评价激光熔覆层质量的主要指标为:熔覆层厚度、宽度、形状系数(宽度/厚 度)、稀释率、硬度及其沿深度分布、基板的热影响区深度及变形程度等。典型熔 覆层的截面示意图见图7-12
图7-12 熔覆层的截面示意图
6.激光熔覆层的宽度主要决定于光斑直径;而激光熔覆层的厚度与送粉量、扫 描速度、功率密度等参数密切相关。
图7-13 激光打孔机的基本结构示意图
2.激光打孔时材料的去除主要与激光作用区内物质的破坏及破坏产物的运动有 关。严格分析激光打孔的成因需要解决激光打孔时产生的蒸气和粘性液体沿孔 壁流动的动力学问题,这里只根据一些实验关系,建立一个唯象的描述对激光 打孔的激光束几何参数和总能量与孔的深度:用激光加工系统打薄板筛孔
图7-15 薄板打孔效果图
7.3.2 激光切割
1. 激光切割的原理与特点 切割过程中激光光束聚焦成很小的光点(最小直径可小于0.1mm)使焦点处达到很 高功率密度(可超过106W/cm2)。如图7-17所示为激光切割头的结构,除了透镜以 外它还有一个喷出辅助气体流的同轴喷嘴。
图7-7 原始组织及扫描速度对激光淬硬层深度的影响
7.2.2 激光表面熔凝技术
1.用激光束将表面熔化而不加任何合金元素,以达到表面组织改善的目的。与激 光淬火工艺相比,激光熔凝处理的关键是使材料表面经历了一个快速熔化一凝固 过程,所获得的熔凝层为铸态组织。工件横截面沿深度方向的组织依次为:熔凝 层、相变硬化层、热影响区和基材,如图7-9所示。 2.图7-10给出了激光熔凝处理后,T10钢 表面显微硬度沿深度方向的分布。
图7-2 等离子云变化的过程
7.2.1 激光淬火技术的原理与应用
1.激光淬火技术,又称激光相变硬化,它利用聚焦后的激光束照射到钢铁材料表 面,使其温度迅速升到相变点以上。当激光移开后,由于仍处于低温的内层材料 的快速导热作用,使表层快速冷却到马氏体相变点以下,获得淬硬层。 2.图7-3 为一台柔性激光加工系统的示意图。它通过五维运动的工作头把激光照 射到被加工的表面,在计算机控制下直接扫描被加工表面完成激光淬火 3. 激光淬火可以使工件表层0.1到1.0mm范围内的组 织结构和性能发生明显变化。图7-4所示为45钢表 面激光淬火区横截面金相组织图
图7-14离焦量对打孔质量的影响
7.3.1 激光打孔
3. 激光打孔工艺参数的影响 ※ 脉冲激光的重复频率对打孔的影响 用调Q方法取得巨脉冲时,脉冲的平均功率基本不变,脉宽也不变,重复频率越高 ,脉冲的峰值功率越小,单脉冲的能量也越小。这样打出的孔深度要减小。 ※ 被加工材料对打孔的影响 材料对激光的吸收率直接影响到打孔的效率。由于不同材料对不同激光波长有不同 的吸收率,必须根据所加工的材料性质选择激光器。
7.1 激光热加工原理
(2) 材料的加热 如果光照时间为有限长(s),考察点离开表面的距离(cm)也不为零,此时圆形激 光光斑中心轴线上考察点的温度为 2 2 z r 2 AP kt z 0 ierfc T z, t ierfc r0 2 t 2 kt 2 kt 进一步假设照射激光是高斯光束,且入射到表面上的光束有效半径为,则激光 光斑的功率密度可用离开中心的距离表示为 r2 q S r q S 0 exp 2 r 持续加热得到的光斑中心的温度最大值为
图7-15 激光切割头的结构示意图
※ 氧助熔化切割: 金属被激光迅速加热至燃点以上,与氧发生剧烈的氧化反应(即燃 烧),放出大量的热,又加热下一层金属,金属被继续氧化,并借助气体压力将氧 化物从切缝中吹掉。
7.3.2 激光切割
4. 激光切割的工艺参数及其规律 ※ 激光功率: 激光切割时所需功率的大小,是由材料性质和切割机理决定的。 ※ 切割速度: 在一定功率条件下,板厚越大,切割速度越小。切割速度对切口表 面粗糙度也有较大影响。 ※ 气体的压力:在功率和切割材料板厚一定时,有一最佳切割气体流量,这时切 割速度最快。随着激光功率的增加,切割气体的最佳流量是增大的。 ※ 光束在质量、透镜焦距和离焦量:激光器输出光束的模式为基横模时对激光切 割最为有利。光斑大小与聚焦透镜的焦距成正比。短焦距的透镜虽然可以得到较 小光斑,但焦深很小。离焦量对切割速度和切割深度影响较大,切割过程中必须 保持不变,一般离焦量选用负值,即焦点位置置于切割板面下面某一点。 ※ 喷嘴:喷嘴是影响激光切割质量和效率的—个重要部件。激光切割一般采用 同轴(气流与光轴同心)喷嘴,喷嘴出口直径大小应依据板厚加以选择。另外,喷 嘴到工件表面的距离对切割质量也有较大影响,为了保证切割过程稳定,这个距 离必须保持不变。
7.常用激光熔覆材料包括镍基、铁基、钻基、铜基自熔合金、以及上述合金与 碳化物(WC、TiC、SiC等),颗粒组成的金属陶瓷复合粉末以及Al203、ZrO2等陶 瓷材料。常用的基材包括钢铁、铝合金、铜合金、镍合金和钛合金等。
7.3.1 激光打孔
1.激光打孔原理:激光打孔机的基本结构包括激光器、加工头、冷却系统、数控 装置和操作面盘(图7-13)。加工头将激光束聚焦在材料上需加工孔的位置,适 当选择各加工参数,激光器发出光脉冲就可以加工出需要的孔。
Pt dt LBr 2 t dh LM 2rt ht dr
当 h(t ) r0 时,可以近似解出用激光加工的总能量表 示的孔深度和孔径为
3E h 2 tg LB 2 LM
1 3
3Etg r htg LB 2 LM
1 3
图7-14 激光打孔几何原理简图
7.3.1 激光打孔
3. 激光打孔工艺参数的影响 ※ 脉冲宽度对打孔的影响 :脉冲宽度对打孔深度、孔径、孔形的影响较大。窄 脉冲能够得到较深而且较大的孔;宽脉冲不仅使孔深度、孔径变小,而且使孔的 表面粗糙度变大,尺寸精度下降。 ※ 激光打孔中离焦量对打孔的影响 当激光聚焦于材料上表面时,打出的孔比较深,锥度较小。在焦点处于表面下某一 位置时相同条件下打出的孔最深;而过分的入焦和离焦都会使得激光功率密度大大 降低,以至打成盲孔(图7-15)。
图7-5该淬火区显微硬度沿深度方向的分布曲线图
图7-6 基材含碳量与激光淬火层显微硬度的关系
7.2.1 激光淬火技术的原理与应用
5.依据激光器的特点不同,激光淬火可分为CO2激光淬火和因素YAG激光淬火。 但两者中影响淬硬性能的主要基本相同 2) 激光工艺参数:激光淬火层的宽度主要决定于光斑直径;淬硬层深度由激光功 率、光斑直径和扫描速度共同决定;描述激光淬火的另一个重要工艺参数为功率 密度,即单位面积注入工件表面的激光功率。为了使材料表面不熔化,激光淬火 的功率密度通常低于104W/cm2,一般为1000-6000W/cm2。 3)表面预处理状态:一是表面组织淮备,即通过调质处理等手段使钢铁材料表面 具有较细的表面组织,以便保证激光淬火时组织与性能的均匀、稳定。如图7-7 为原始组织及扫描速度对激光淬硬层深度的影响;二是表面“黑化”处理,以便 提高钢铁表面对激光束的吸收率。
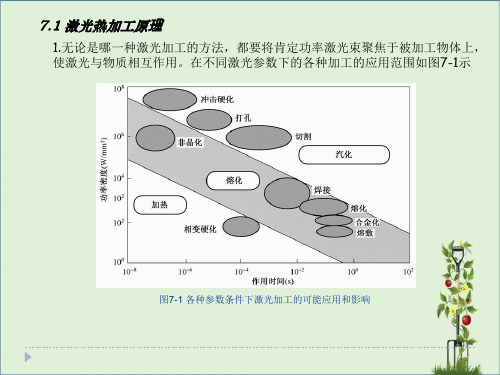
7.1 激光热加工原理
1.无论是哪一种激光加工的方法,都要将一定功率激光束聚焦于被加工物体上, 使激光与物质相互作用。在不同激光参数下的各种加工的应用范围如图7-1示
图7-1 各种参数条件下激光加工的可能应用和影响
7.1 激光热加工原理
1.对激光与材料的相互作用过程的物理描述可以分为以下四个方面:
图7-4 钢表面激光淬火区横截面金相组织图
图7-3 柔性激光加工系统示意图
7.2.1 激光淬火技术的原理与应用
4.图7-5所示为该淬火区显微硬度沿深度方向的分布曲线 5.依据激光器的特点不同,激光淬火可分为 CO2激光淬火和因素YAG激光淬火。但两者 中影响淬硬性能的主要基本相同 1) 材料成分:是通过材料的淬硬性和淬透 性来影响激光淬硬层深度与硬度的。一般 说来,随着钢中含碳量的增加,淬火后马 氏体的含量也增加,激光淬硬层的显微硬 度也就越高,如图7-6所示。