气动工程应用案例(8个)
反循环气动潜孔锤的研制及应用

收稿日期:2009-02-07;改回日期:2009-04-04 作者简介:许刘万(1954-),男(汉族),陕西白水人,中国地质科学院勘探技术研究所教授级高级工程师,全国水井钻机情报网首席顾问,兰州军区给水团技术顾问,探矿工程专业,从事水文水井、工程钻探设备、各类钻具及钻探工艺的研究、推广工作及进口全液压动力头钻机、国产各类钻机、机具的配套研究,河北省廊坊市金光道77号,xuliuwan@;史兵言(1970-),男(汉族),山东人,中国地质科学院勘探技术研究所高级工程师、科研项目负责,探矿工程专业,从事各种钻探施工钻具及钻探工艺方法研究开发推广工作;赵明杰(1956-),男(蒙古族),河北承德人,河北省地矿物资总公司副总经理,全国水井钻机情报网秘书长,经济管理专业,从事地矿物资与各类钻机的配套销售工作,河北省石家庄市中山西路891号。
反循环气动潜孔锤的研制及应用许刘万1,史兵言1,赵明杰2(1.中国地质科学院勘探技术研究所,河北廊坊065000;2.河北省地矿物资总公司,河北石家庄050081)摘 要:针对目前正循环气动潜孔锤施工中存在的若干问题,开发研制了新型派生系列反循环气动潜孔锤,经过在水井、砂金勘探施工中的应用,取得了非常显著的效果,为我国采用此种工艺方法施工提供了一种新的产品,使得这项技术更加完善,更加成熟,应用领域更加广阔。
关键词:空气钻进;水井;砂金勘探;反循环气动潜孔锤中图分类号:P634.4 文献标识码:A 文章编号:1672-7428(2009)04-0031-04D evelop m en t and Appli ca ti on of Reverse C i rcul a ti on D TH /XU L iu 2w an 1,SH I B ing 2yan 1,ZHAO M ing 2jie 2(1.The I n 2stitute of Exp l orati on Techniques,CAGS,Langfang Hebei 065000,China;2.Hebei Pr ovincial Geol ogy and M iningMateri 2als General Company,Shijiazhuang Hebei 050081,China ))Abstract:According t o the technical p r oble m s in positive circulati on constructi on,a ne w derived syste m of reverse circula 2ti on DTH was devel oped,which has been app lied in the constructi on of water well and alluvial exp l orati on with remarkable effect .This ne w p r oduct made DT H more perfect and br ought wider app licati on field .Key words:air drilling;water well;alluvial exp l orati on;reverse circulati on DTH1 概述反循环气动潜孔锤钻进技术,是多工艺空气钻进技术中的一个重要组成部分,也是空气钻进技术在碎岩方法上的一项重大突破。
气动技术实践心得

气动技术实践心得前言气动技术是工业生产中常用的一种技术手段。
掌握气动技术对生产效率的提高具有重要作用。
在学习气动技术的过程中,我尝试用实践来巩固理论知识,掌握气动技术的应用技巧,取得了一些心得体会。
一、气源的选择在实际应用气动技术时,气源的选择非常重要。
气源分为压缩空气和工业气体,其中压缩空气占据主导地位。
压缩空气的来源多样,主要包括空气压缩机、空气处理设备和储气罐等。
不同工况下,气源的选择也不同。
如在高度要求严格的生产环境中,需要选择过滤等处理过的空气作为气源,避免灰尘等杂质影响生产质量。
二、气动元件的安装与维护气动元件是气动技术应用的重要组成部分,包括气缸、气动阀、压力开关等。
气动元件的安装和维护对气动系统的稳定运行具有重要意义。
在安装气动元件时,需要根据设计要求选择合适的位置和安装方式,避免错位或过度。
安装完毕后需要检查气动元件的固定情况和密封性,确保气动元件能够正常运行。
维护气动元件时需要注意以下几点:1.定期清洗气动元件,避免氧化或杂物影响元件功能;2.考虑到气动元件使用寿命及损耗,需要定期更换;3.注意防止元件负荷过大造成缺损,导致元件损坏或失效。
三、气动系统的设计思路在设计气动系统时,需要分析生产需求并根据其所需要的动作速度、行程以及负载等指标制定相应的方案,以确定气动系统的配置和元件选择。
气动元件的布局应该具有充分的考虑,以降低系统复杂度,减少废气量和能源消耗。
在气动系统的设计过程中,需要注意以下几点:1.充分考虑气动元件的导管、滤芯、阀杆等因素;2.确定系统的负载和气源的压力范围,以确保设计方案的可靠性;3.选择一组合适的气动元件以满足不同类型的工作需求。
四、实际应用案例在实际应用气动技术时,我尝试将气动技术运用到自动化生产线上,以提高生产效率。
我们使用气动元件控制钢材自动上下移动、切割和定位,大大减少了劳动力的投入,也加快了生产效率。
同时,我们还利用压力控制器来控制气源的气压,使得生产成品的生产质量得到了有力保障。
气动仿生学及其在工程中的应用

气动仿生学及其在工程中的应用随着人类科技的不断发展,仿生学逐渐成为了一个备受关注的学科领域。
而气动仿生学就是仿生学中的一个分支,在气动学领域中探究动物、植物和微生物的气动性能,进行仿生学设计和研究。
气动仿生学可以为各种工程领域提供设计和改进方案,例如无人机、飞机、汽车、通风设备、管道输送和水泵。
本文将介绍气动仿生学的基本原理、应用领域以及发展前景。
一、气动仿生学基本原理气动仿生学利用生物的飞行机制和气动性能来设计机器人雏鸟、飞行器、涡轮叶轮、节流阀、管道输送系统等。
生物界提供了有关气动学的一个自然实验室,存在着众多气动动物,如微小昆虫、蝙蝠、鸟和鱼等,他们的生理机制可以成为创新设计的灵感来源。
同时,它们所采用的技术和机制不同于传统机械系统,更具有适应性。
气动仿生学的基本原理是根据生物演化的机理与环境调适,对其特殊的身体形态进行模拟。
生物体在长期进化中对不同的气流环境做出了适应的改变,例如昆虫的翅膀具有不同的维度和形状,以产生稳定的气流,蝙蝠的翅膀能够改变其形态来产生滑翔或加速的效果。
通过仿生学的方法,气动仿生学可以在机械系统中实现同样的效果。
二、气动仿生学在工程中的应用1. 无人机无人机在近年来得到了广泛应用,除了民用也用于军事侦察和攻击。
气动仿生学不仅可以减小无人机的体积和重量,增强飞行效能,同时也可以提高其隐蔽性能和战略机动性,大大增加了作战的成功率。
2. 飞机气动仿生学不仅可以减小飞机体积,减少飞机的阻力, 增加飞行效率和稳定性,同时可以减少机身噪声,有助于人类环境的改善。
3. 汽车汽车是现代城市生活中的必需品,它的运行效率和环保性不仅关系到我们出行的舒适性,还关系到环境。
气动仿生学在汽车设计中,通过仿真分析和实验验证,可以降低空气阻力,提高制动力,使汽车更加节油、环保、安全。
4. 管道输送管道输送是现代化社会的重要基础设施之一,气动仿生学能够通过对管道内部的流动研究,减小流体的摩擦力、压降等,提高输送效率和节能降耗。
气动小口径顶管技术在管道施工中的应用

切 土 头 锤 击 式 掘 进 机 缩 紧片 ( ) 环
61,轨高 14 m,钢管底部距枕木顶 4 m设置 , I T 3 m 0 m 轨距 为 32mm。 由于 受工 作 间 的限制 ,钢 管每 节 长 9
为 201。 . T I
22 顶进 设 备选择 .
图 1 气 动 小 口径 顶 管 施工 示 意 图
管 。该路 面车辆 流量 大 ,路 面 为混 凝土 ,厚 度约
3 m;混 凝土 垫层 以下 主要 是 湿 陷性 黄 土 ,地下 水 0c 水位 较低 ;地表 以下 5n之 内又有 沿 中州路 方 向铺设 l 的 污水 干管 和 自来 水 管 道 。 因此 ,决 定 采 用 非 开 挖 气动 小 口径 顶管技 术 在埋深 35n处铺 设 污水钢 管 。 . l
术对于小 口径给排水管道穿越道路 、建筑物 、铁路 、 河 道 等 的施 工 都 适 用 ,且 适 用 于 各 种 各 样 的地 层 。
图1 为气 动小 口径 顶管施 工示 意 图 。
空 压 机
筑 物分 布 的情 况 ,设 置 一 个 顶 管 工 作 坑 和 一个 接 受 坑 。 工 作 坑 确 定 为 4ix4i x6i,坑 底 两 侧 设 置 n n n 1nx1nx1n 接 工作 坑 ,工 作 坑基 础 使用 碎石 道 i i焊 i
1 气 动小 口径顶 管施工 原理 气 动锤 击式 小 口径 顶管 施工 是从 国外 引进 的一项
动过程 中保持 良好 的润滑状态 ,在从空气压缩机接 出来 的软 管 与顶 管 之 间 ,接 有 一 润 滑 油 壶 ,该 润 滑
油壶 可 以定 量地 向顶管机 内滴 润滑 油保 持润 滑 。
床 ,道床厚度 ≥30m 5 m,道床上安装枕木 ,枕木规
气动真空系统介绍及应用(二)

气动真空系统介绍及应用(二)引言概述:气动真空系统是一种通过气压差实现吸引物体或产生真空环境的系统。
它在工业生产过程中起着重要的作用,广泛应用于各个领域。
本文将介绍气动真空系统的工作原理、组成结构、操作流程以及应用案例。
正文:一、工作原理1.1 负压原理:介绍气动真空系统通过减小一侧气压来产生负压的基本原理。
1.2 气动吸盘原理:说明气动真空系统中气动吸盘如何利用负压力将物体吸附的工作原理。
1.3 定向控制原理:介绍气动真空系统中的定向控制部件如何通过控制气体流向来实现吸盘的开关和吸放操作。
二、组成结构2.1 气源装置:介绍气动真空系统中的压缩机和气缸等气源装置的作用和结构。
2.2 气动执行器:阐述气动真空系统中的气动执行器如吸盘、气缸等的结构和功能。
2.3 控制系统:说明气动真空系统中的控制系统如定向控制阀、压力开关等的作用和原理。
三、操作流程3.1 吸附操作:说明气动真空系统在吸附物体时的操作流程,包括气缸伸出、吸盘接触、负压产生等。
3.2 放置操作:介绍气动真空系统在将物体放置到目标位置时的操作流程,包括气缸缩回、吸盘脱离、正压释放等。
四、应用案例4.1 自动化装配:阐述气动真空系统在自动化装配线上的应用,如对小零件的吸附、定位等操作。
4.2 搬运输送:介绍气动真空系统在搬运输送物料过程中的应用,如对轻型板件的吸附和转运等。
4.3 输送包装:说明气动真空系统在包装行业中的应用,如对纸箱的吸附、封口等操作。
五、总结通过对气动真空系统的介绍,我们了解到它的工作原理、组成结构和操作流程。
同时,它在自动化装配、搬运输送和包装等领域有着广泛的应用。
随着工业生产的不断发展,气动真空系统的应用将会越来越广泛,为我们的生产带来更多的便利和效益。
气动力学的基本概念和应用案例

气动力学的基本概念和应用案例气动力学是一个研究空气在运动物体上所产生的力学现象的学科。
其核心是研究空气在运动物体表面所产生的压力、阻力和升力等力的作用。
在工程学、航空航天、交通运输以及气象学等领域,气动力学都有广泛的应用。
本文将介绍气动力学的基本概念,并且探讨其中的一些应用案例。
一、气动力学的基本概念1. 空气流动状态空气流动状态是气动力学的重要研究对象。
在空气的流动过程中,会出现层流和湍流两种状态。
层流是指当流体的速度较慢时,其流线是平滑无曲折的。
而当流体的速度较快时,就会产生湍流现象。
湍流是一种高速流体在经过弯曲、转向和膨胀收缩等过程中所出现的交错、交织的复杂流动状态。
2. 绕流现象绕流现象是指气体在流体物体表面绕流时所产生的涡流。
当一维流体流动穿过二维或三维物体时,会发生绕体流动现象。
这种现象在空气动力学和流体力学研究中比较常见。
绕流现象不仅会影响物体的运动,还对空气动力学整体性能产生重要影响。
3. 速度、压力和密度速度、压力和密度是气动力学中的三个重要参数。
速度是指空气在单位时间内所通过的距离,通常用米/秒或者公里/小时来表示。
压力是指空气对物体表面作用的力,在气动力学研究中,通常使用帕斯卡(Pa)或牛顿/平方米(N/m²)来表示。
密度是指单位体积空气的质量。
二、应用案例1. 航空飞行器空气动力学在航空飞行器中的应用是非常重要的一个方面。
通过气动力学的研究,可以改善飞行器的设计,提高其飞行速度和稳定性。
例如,人们通过对翼型的研究,改善了飞机的机翼设计,使其产生升力和减小阻力,从而提高了飞机的效率和航速。
2. 汽车设计汽车设计中也广泛应用了气动力学的研究成果。
汽车的空气动力性能对于汽车的大气阻力和燃油消耗有直接影响。
通过气动力学的研究,可以设计出降低风阻系数的平滑流线型车身,减小汽车的燃油消耗。
此外,通过减小汽车内部气流的阻力,还可以提高汽车的驾驶舒适性。
3. 风力发电风力机在风能转换中起到了非常重要的作用。
气动潜孔锤在钻孔硬岩钻进中的应用
Science &Technology Vision科技视界煤矿井巷揭煤工作工期紧、任务重。
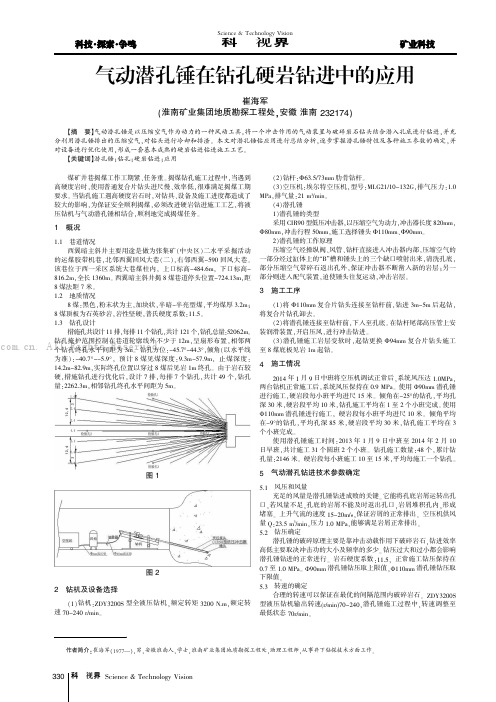
揭煤钻孔施工过程中,当遇到高硬度岩时,使用普通复合片钻头进尺慢、效率低,很难满足揭煤工期要求。
当钻孔施工遇高硬度岩石时,对钻具、设备及施工进度都造成了较大的影响,为保证安全顺利揭煤,必须改进硬岩钻进施工工艺,将液压钻机与气动潜孔锤相结合,顺利地完成揭煤任务。
1概况1.1巷道情况西翼暗主斜井主要用途是做为张集矿(中央区)二水平采掘活动的运煤胶带机巷,北邻西翼回风大巷(二),右邻西翼-590回风大巷。
该巷位于西一采区系统大巷煤柱内,上口标高-484.6m,下口标高-816.2m,全长1360m。
西翼暗主斜井揭8煤巷道停头位置-724.13m,距8煤法距7米。
1.2地质情况8煤:黑色,粉末状为主,加块状,半暗~半亮型煤,平均煤厚3.2m;8煤顶板为石英砂岩,岩性坚硬,普氏硬度系数:11.5。
1.3钻孔设计措施孔共设计11排,每排11个钻孔,共计121个,钻孔总量:5206.2m。
钻孔掩护范围控制在巷道轮廓线外不少于12m,呈扇形布置,相邻两个钻孔终孔水平间距为3m。
钻孔方位:-45.7°~44.3°,倾角(以水平线为准):-40.7°~-5.9°,预计8煤见煤深度:9.3m~57.9m,止煤深度:14.2m~82.9m,实际终孔位置以穿过8煤后见岩1m 终孔。
由于岩石较硬,措施钻孔进行优化后,设计7排,每排7个钻孔,共计49个,钻孔量:2262.3m,相邻钻孔终孔水平间距为5m。
图1图22钻机及设备选择(1)钻机:ZDY3200S 型全液压钻机,额定转矩3200N.m,额定转速70~240r/min。
(2)钻杆:Φ63.5/73mm 肋骨钻杆。
(3)空压机:埃尔特空压机,型号:MLG21/10-132G,排气压力:1.0MPa,排气量:21m 3/min。
(4)潜孔锤1)潜孔锤的类型采用CIR90型低压冲击器,以压缩空气为动力,冲击器长度820mm,Φ80mm,冲击行程50mm,施工选择锤头Φ110mm、Φ90mm。
刍议气动潜孔锤在水井施工中的应用
刍议气动潜孔锤在水井施工中的应用作者:钱天寿来源:《中国新技术新产品》2011年第15期摘要:介绍了气动潜孔锤工艺在水井施工中的设备选用和钻进参数及在应用中应该注意的问题。
关键词:气动潜孔锤;钻进参数;空压机;水井施工中图分类号:TE242.6 文献标识码:A气动潜孔锤钻进是属于空气钻进的一个分支,它是把空压机产生的压缩空气作为动力,通过不断改变冲击器内的进气方向,实现活塞在气缸内的不断往复运动产生冲击功和冲击频率直接作用在钻头上,然后在通过钻机和钻杆的回转驱动,形成对岩石的脉动破碎,同时利用冲击器排出的压缩空气把岩粉携带出孔外的一种冲击回转方法。
1 气动潜孔锤技术优缺点气动潜孔锤是以压缩空气作为动力介质完成冲击回转钻进,具有空气洗井钻进的特点。
较之传统的硬质合金回转钻进有成倍的功效。
特别是在高寒地区进行基岩水文钻探作业,对于缩短辅助时间、降低成本具有明显效果。
近年来在我国被广泛应用于采矿业凿井和基础工程等各个领域。
1.1 气动潜孔锤钻进的优点1.1.1 钻进效率高,成井周期短。
实践证明,气动潜孔锤钻进比液动潜孔锤钻进效率可提高2~5倍;比硬质合金回转钻进效率提高3~l0倍。
效率提高的原因是:单次冲击功大,无液柱压力;排渣风速高,孔底干净,无二次破碎,改善了孔底碎岩条件;成井后可直接下泵抽水,无需洗井,减少了洗井工序。
1.1.2 钻探成本低。
气动潜孔锤钻进配用的球齿硬质合金钻头在坚硬破碎岩石中钻进,既有利于破岩,又比普通硬质合金钻头寿命高;该工艺是用空气作为循环介质,施工中只需要极少量的生产用水,在干旱缺少水源的施工现场,可节省生产用水费用,又避免了供水系统的维护和设备运行,特别是在寒冷的冬季施工,大大缩短了辅助时间,降低了运行成本。
1.1.3 钻孔垂直度有保证。
气动潜孔锤钻进转速低,离心力小,钻具对孔壁的撞击机会小,此外这种钻进方法是以高频对孔底进行冲击,减小了对破碎或倾斜地层产生孔斜的影响,从而可提高钻孔的垂直度,一般孔斜度≤0.50/100m,同时也可减少孔壁岩石坍塌。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
目录
应用实例1.自动调节病床 (2)
应用实例2.软床垫耐久性试验机 (4)
应用实例3.自动传输带 (6)
应用实例4.印花机 (8)
应用实例5.自动钻床 (10)
应用实例6.插销分送机构 (13)
应用实例7.垃圾集装压实机 (15)
应用实例8. 自动物料输送 (17)
应用实例1.自动调节病床
在医院的住院病人中,有一些是行动不便的,特别是大小便需要有人照料。
自动调节病床为这类病人解决了难题,病人只需轻轻压下一个按钮,便桶就可以从床下自动移至对病人合适的位置,用完后病人只需松开按钮,便桶就可以移回原位,如图 1 所示。
图1自动调节病床
自动调节病床由两只气缸控制,水平气缸 A 使便桶水平移动,垂直气缸 B 使可动床垫移开或复位。
操作步骤如下:当病人压下按钮时,气缸 B 后退,退到底后,A 气缸退回,便桶到位;当病人松开按钮时,气缸 A 前进,进到头后,B 气缸上升,便桶、床垫恢复原位。
控制系统如图 2 所示,b0 为 B 气缸退到底后的行程开关,a1 为 A 气缸伸到前端的行程开关,只有当 B 气缸将b0 压下后,A 气缸才能退回,另外只有当 A 气缸压下a1 后,B 气缸才能顶出。
图2自动调节病床气动控制系统
应用实例2.软床垫耐久性试验机
试验对象为软床垫,试验要求两个一定形状和质量的模块,从规定的高度以一定频率交替加载,以模拟日常使用条件,检验软床垫对长期重复性载荷的承载能力,试验机如图3所示。
图3软床垫耐久性试验机
气缸A、B 带动两个模块,上下交替加载,其顺序动作为:A1 T1 A0 T2 B1 T1 B0 T2,每次动作间隔需延时T1,自动循环加载,自动计加载次数,计数到达设定值后,自动停止,位置流程图如图4:
图4软床垫耐久性试验机位置流程图
采用步进模块对系统进行设计,如图5,计数信号为w1、w2,由两只延时阀实现动作间隔延时,启动时同时对步进模块总复位,计数器可进行预先置数,当达到设定值时发出停
止信号。
图5软床垫耐久性试验机气动步进控制系统
应用实例3.自动传输带
通过棘轮机构使传输带间隔地传递工件,棘轮机构的运动由气缸进退实现,如图 6 所示,气动回路如图7 所示,控制阀为2 位5 通双电控换向阀。
控制程序由电气回路实现,如图8所示,S1、S2 为气缸的接近开关,S3 为启动按钮,Y1、Y2 为电磁铁,按下启动按钮,Y1、Y2 分别间隔通电,气缸间隔换向,可实现传输带的自动进给。
图6自动传输带
图7自动传输带气控回路
图8自动传输带电气回路
应用实例4.印花机
印花机由传输、印刷、切割三部分组成,如图9。
图9印花机
A 气缸实现印花,
B 气缸实现切割,
C 气缸实现自动进给,换向阀V0/V1 控制真空发生器,当V1 通气时,真空吸盘吸住印花对象,使气缸C 可带动对象前进,当V0 通气时,真孔吸盘松开印花对象。
位置流程图如图10。
图10印花机位置流程图
控制系统设计可采用两种方法:
1.逻辑函数简化实现,如图11;
图11印花机气动逻辑控制系统2.步进模块设计方法,如图12。
图12印花机气动步进控制系统
应用实例5.自动钻床
机械加工自动化流水线中,通过自动钻床加工一零件,加工步骤:先在零件中心钻孔,然后攻螺纹。
主要加工设备为四台自动钻床,其中两台完成钻孔,两台完成攻丝,如图13。
零件加工时,由夹紧气缸将零件定位夹紧,然后由自动进给气缸通过齿轮齿条机构实现钻头前进、后退。
在攻丝前进时,电机正转,攻丝后退时,电机反转。
图13机械加工自动化流水线
当加工孔较深时,通过控制自动进给气缸多段进退将铁屑排出。
动作由A、B 两个气缸完成,A 气缸实现夹紧,B 气缸实现钻头进给。
工作程序为:按下启动按钮,气缸A 前进,将工件夹紧,然后B 气缸带动钻头进给,当钻头至行程开关b2 时,B 气缸退回至b1,排除铁屑,然后继续进给至b3,再退回至b1,排除铁屑,最后进给至b4,,退回至b0 原位,完成钻孔,A 气缸退回,松开工件。
位置流程图如图14。
图14自动钻床位置流程图
控制系统设计可采用两种方法:
1.控制采用全气动步进控制模块,系统回路如图15 所示。
图15自动钻床气动控制系统
2.控制采用PLC 控制,采用OMRON C20PLC。
将2 位5 通气控换向阀换成2 位5 通电控换向阀,输出地址:A0—501,A1—502,B0—503,B1—504。
行程开关换成电接近开关,输入地址:a0—001,a1—002,b0—003,b1—004,b2—005,b3—006,b4—007。
其PLC控制梯形图如图16。
图16自动钻床PLC 控制梯形图
应用实例6.插销分送机构
插销分送机构是将插销有节奏地送入测量机,如图17 所示。
图17插销分送机构
要求气缸 A 前向冲程时间t1=0.6s,回程时间t2=0.4s,停止在前端位置的时间t3=1.0s,一个工作循环完成后,自动连续下一循环。
位置流程图如图18。
图18插销分送机构位置流程图
前向冲程时间可由进程节流阀调节,停顿时间由延时阀调节,控制回路如图19 所示。
V0 调节气缸退回速度,V1 调节气缸前进速度,s 为启动按钮,T 为调节停顿时间,a0、a1 为气缸行程开关。
图19插销分送机构气动控制系统
应用实例7.垃圾集装压实机
集装压实机如图20,其原理是将垃圾从左向右推,然后从上向下压实。
其动作由A、B 两个气缸完成。
按下启动按钮s 后,首先A 气缸前进将垃圾向前推,然后B 气缸前进将垃圾压实,最后A、B 气缸退回。
当垃圾箱装满前,退回信号由B 气缸的前行程开关b0 判断,当垃圾箱装满时,主压实机B 气缸不能到达前行程开关b0,A、B 气缸的回程由压力顺序阀控制,压力顺序阀设置在p=0.28MPa 时动作。
位置流程图如图21。
控制回路如图22。
图20垃圾集装压实机
图21垃圾集装压实机位置流程图
图22 垃圾集装压实机气动控制系统
应用实例8. 自动物料输送
在自动化流水线中,自动物料输送是必不可少的。
气动系统由于其简单、清洁、快速、自动化程度高等特点被大量的采用。
图23 自动输送装置1
图23 装置实现将瓶子从板条箱中输送到流水线上,其中,A 气缸负责板条箱定位;B 气缸及真空吸盘负责瓶子的垂直移动;C 气缸负责瓶子的水平移动;而D 气缸则负责将瓶子推进到流水线中。
图24自动输送装置2
图24 装置和图23 装置的物料流动正好相反,实现将瓶子从流水线上放入到板条箱中,其中,A 气缸负责板条箱定位;B 气缸负责将瓶子组合成方阵;C 气缸、D 气缸及真空吸盘负责将瓶子放入到板条箱中。
图25自动输送装置3
图25 装置和图24 装置的物料流动相似,实现将瓶子从流水线上放入到纸板箱中,并放置多层瓶子,其中,A 气缸负责水平移动;B 气缸及真空吸盘负责放置每层间的隔板;C 气缸负责将瓶子组合成方阵;D 气缸及真空吸盘负责将瓶子放入到板条箱中。