钢铁构件的热浸镀锌工艺设计以及操作
热浸锌工艺流程

热浸锌工艺流程
一、热浸锌工艺的前期准备。
1.1 材料选择。
这可是热浸锌的头一步,得精挑细选。
材料质量就像盖房子的基石,差一点儿都不行。
得选那种质地优良、没有裂缝和瑕疵的钢材,不然到后面可就麻烦大了,这叫“好的开始是成功的一半”。
1.2 表面处理。
钢材表面得清理干净,就像洗脸一样,不能有脏东西。
把油污、锈迹、氧化皮啥的统统去掉,要不然锌层附着不好,那可就“前功尽弃”啦。
二、热浸锌的核心步骤。
2.1 酸洗。
这一步就像给钢材“洗澡”,用酸溶液把表面的杂质洗掉。
但这酸可得掌握好度,多了少了都不行,得恰到好处,不然钢材就“受伤”啦。
2.2 助镀。
洗完澡还得“擦点油”,助镀剂能让锌液更好地附着在钢材上,就像给钢材穿上一层“防护服”。
2.3 热浸锌。
重头戏来啦!把处理好的钢材放进锌液里,这时候就像“下饺子”一样。
要控制好温度和时间,温度高了低了,时间长了短了,都会影响效果。
三、热浸锌后的处理。
3.1 冷却。
从锌液里出来得赶紧冷却,让锌层凝固,变得坚固耐用。
3.2 检验。
最后得好好检查检查,看看锌层是不是均匀、光滑,有没有漏镀的地方。
这可不能马虎,得“火眼金睛”,一点儿小毛病都不能放过。
热浸锌工艺每一步都很关键,都得精心操作,才能做出高质量的产品,让钢材“延年益寿”,为各种工程保驾护航!。
钢结构热镀锌通用工艺规程
熱鍍鋅工藝規程1主題內容和適用範圍本承包工程擬採用外鍍鋅廠家作為外協廠。
同時制定本規程以制約外協廠來保證鍍鋅質量。
本規程規定了澳門輕軌C360標段半圍封結構及緊急逃生通道鋼構件鍍鋅應遵守的基本規則。
本規程適用於鋼柱、鋼樑、支撐等熱浸鍍鋅。
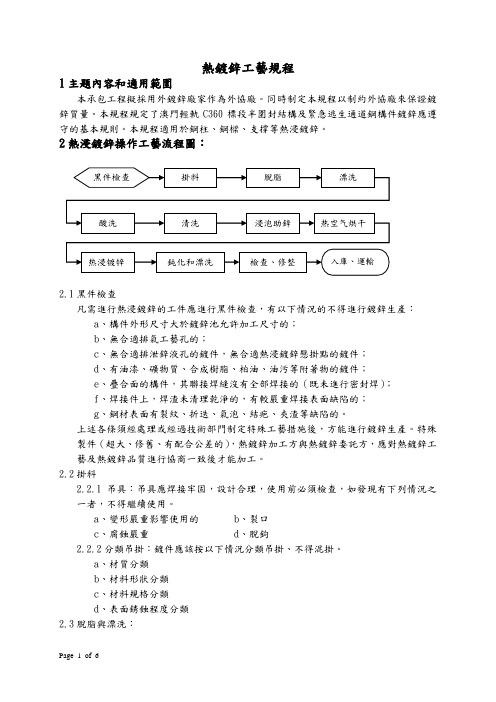
2熱浸鍍鋅操作工藝流程圖:2.1黑件檢查凡需進行熱浸鍍鋅的工件應進行黑件檢查,有以下情況的不得進行鍍鋅生產:a、構件外形尺寸大於鍍鋅池允許加工尺寸的;b、無合適排氣工藝孔的;c、無合適排泄鋅液孔的鍍件,無合適熱浸鍍鋅懸掛點的鍍件;d、有油漆、礦物質、合成樹脂、柏油、油污等附著物的鍍件;e、疊合面的構件,其聯接焊縫沒有全部焊接的(既未進行密封焊);f、焊接件上,焊渣未清理乾淨的,有較嚴重焊接表面缺陷的;g、鋼材表面有裂紋、折迭、氣泡、結疤、夾渣等缺陷的。
上述各條須經處理或經過技術部門制定特殊工藝措施後,方能進行鍍鋅生產。
特殊製件(超大、修舊、有配合公差的),熱鍍鋅加工方與熱鍍鋅委託方,應對熱鍍鋅工藝及熱鍍鋅品質進行協商一致後才能加工。
2.2掛料2.2.1吊具:吊具應焊接牢固,設計合理,使用前必須檢查,如發現有下列情況之一者,不得繼續使用。
a、變形嚴重影響使用的b、裂口c、腐蝕嚴重d、脫鉤2.2.2分類吊掛:鍍件應該按以下情況分類吊掛、不得混掛。
a、材質分類b、材料形狀分類c、材料規格分類d、表面銹蝕程度分類2.3脫脂與漂洗:待鍍件表面附有明顯油污的需進行脫脂處理。
2.3.1脫脂液的配方為:氫氧化鈉50—150克/升矽酸鈉30—50克/升其餘為水脫脂液溫度為60攝氏度—80攝氏度,脫脂時間為10—15分鐘2.3.2脫脂液應保持清潔,表面油脂液濃度根據化驗結果調整,每週化驗一次並及時補充堿液,脫脂液由換熱器間接加熱。
2.3.3對表面附有脫脂液不能去除的礦物質、合成樹脂、柏油等附著物的鍍件應採用其他特殊方法清除。
2.3.4脫脂後的鍍件必須在流動的清水中進行漂洗,上下串動三次以上,漂洗水應保持清潔,PH值小於9。
热浸镀锌工艺认可报告

热浸镀锌工艺认可报告热浸镀锌工艺是一种常用的钢铁防腐蚀处理方法,通过在钢铁表面涂覆一层锌,建立起钢铁与外界环境的隔离层,以达到防止钢铁被腐蚀的目的。
下面是一份热浸镀锌工艺认可报告,详细介绍了该工艺的基本原理、工艺流程、质量控制及应用范围,以及一项验收实例。
一、工艺概述热浸镀锌是一种将钢铁产品浸入熔融锌液中,通过化学反应形成钢铁与锌之间均匀结合的一层锌涂层的工艺。
这层锌涂层不仅具有防止钢铁被腐蚀的作用,还可以增加钢铁的耐磨性和耐候性,延长钢铁产品的使用寿命。
二、工艺流程1.预处理:包括钢铁表面除油、除锈、清洗等工序,确保钢铁表面光洁,无杂质。
2.酸洗:将钢铁浸泡在浓盐酸溶液中,去除钢铁表面氧化物和其他杂质。
3.辅助处理:包括盐酸铨润、铜涂层等工序,提高钢铁与锌之间的粘附力和锌层的均匀性。
4.热浸镀锌:将准备好的钢铁产品浸入熔融锌液中,通过化学反应使钢铁表面形成一层均匀的锌涂层。
5.冷水冷却:将镀锌后的钢铁放入冷水中进行冷却,固化锌层,提高镀锌层的密实性和附着力。
6.成品检查:对镀锌后的钢铁产品进行外观检查,确保锌层的质量符合标准。
三、质量控制1.规范操作:严格按照工艺流程进行操作,确保各个工序的质量控制要求得到满足。
2.检测设备:采用专业的检测设备对钢铁的表面质量、锌层的厚度和均匀性等进行检测,确保锌层的质量符合标准。
3.质量记录:对每一批次的镀锌产品进行质量记录,包括钢铁的批号、规格、镀锌时间等信息,以便追溯产品的质量。
四、应用范围热浸镀锌广泛应用于汽车制造、建筑领域、电力通信塔、桥梁、船舶、管道等钢铁产品的防腐蚀处理。
由于热浸镀锌工艺具有良好的防腐蚀性能和装饰性能,能够满足不同环境下的使用要求,因此在各个行业得到了广泛应用。
五、验收实例在钢铁生产企业,生产了一批镀锌钢管。
验收人员进行了以下检测:1.外观检查:对镀锌钢管进行外观检查,确认无明显缺陷和损伤。
2. 锌层厚度检测:采用xp-800型锌层厚度计,对镀锌钢管进行测量,结果符合标准要求。
热镀锌工艺流程
热镀锌工艺流程热镀锌是一种通过在钢铁表面涂覆一层锌来防止钢铁氧化的工艺。
热镀锌工艺流程主要包括表面处理、热浸镀锌和后处理等环节。
下面将详细介绍热镀锌工艺流程的各个环节。
首先是表面处理。
在进行热镀锌之前,钢铁表面需要经过严格的处理,以确保镀锌层能够牢固地附着在钢铁表面。
表面处理的主要步骤包括除油、除锈和酸洗。
除油是指将钢铁表面的油污清除干净,通常采用碱性溶液或有机溶剂进行清洗。
除锈是指将钢铁表面的氧化铁清除,通常采用喷砂或酸洗的方式进行处理。
酸洗是指将钢铁表面用酸性溶液进行清洗,以去除表面的氧化皮和其他杂质,使钢铁表面变得光滑。
接下来是热浸镀锌。
经过表面处理的钢铁将被浸入预热的熔融锌中进行镀锌。
在热浸镀锌过程中,钢铁表面会与熔融锌发生化学反应,形成一层锌铁合金层和纯锌层。
这些镀层能够有效地防止钢铁表面的氧化,延长钢铁的使用寿命。
热浸镀锌的温度、时间和镀层厚度都会影响镀层的质量,需要根据具体情况进行调整。
最后是后处理。
热浸镀锌完成后,钢铁表面会形成一层均匀的镀锌层。
但为了进一步提高镀层的质量,通常还需要进行一些后处理工艺。
例如,可以对镀锌层进行抛光、光亮处理或涂漆等,以增加表面的光泽度和美观度。
此外,还可以对镀锌层进行检测,确保其质量符合要求。
总的来说,热镀锌工艺流程包括表面处理、热浸镀锌和后处理三个主要环节。
通过严格控制每个环节的工艺参数和质量要求,可以确保热镀锌的效果符合标准,提高钢铁产品的耐腐蚀性和使用寿命。
希望本文对热镀锌工艺流程有所帮助,谢谢阅读。
钢结构构件热镀锌工艺技术

0 引 言
热镀锌也叫热浸镀锌 , 是 一 种 将 钢 铁 构 件 浸 入 熔 融 的 锌 液
采用套丝板 、 套管机, 根据管外径选择相应板牙 。将管子用 台虎钳或龙 门压架钳紧 牢固 , 再把绞板 套在管端 , 均匀 用力不 得过猛 , 随套 随浇 冷却液 , 丝扣 不乱不过长 , 消除渣屑 , 丝扣干 净清晰 。管径 2 0 m m及其 以下 时, 应分两板套成; 管径在 2 5 mm 及其 以上时 , 应分 三板 套成 。预 制圆孔板 ( 或其它项板 ) 打灯位 洞时 , 找好位 置后, 用尖錾子 由下往上踢 , 洞 口大小 比灯 头盒 外 口 略大 1 ~ 2 c m, 灯头盒 焊好卡铁 ( 可用 桥杆盒) 后, 用 高 标 号 砂 浆稳注好 , 并用托板托牢 , 待砂浆凝 固后 , 即可拆除托板 。现浇 混凝土楼板 , 将盒子堵好随底板钢筋 固定牢 , 管路配好后 , 随土 建浇灌混凝土施工同时完成。
随煨 弯 随冷 却 。要 求 管 路 的 弯 曲处 不 应 有 折 皱 、 凹 穴和 裂 缝 现 象, 弯扁程度不应大于管外径 的 1 / 1 0 : 暗配管时 , 弯 曲 半 径 不 应 小于管外径 的 6倍 ; 埋设于地 下或混凝 土楼板 内时, 不 应小于
密, 无有机物夹杂 。 众所周知 , 锌的抗大气腐蚀 的机理有机 械保 护及 电化学保 护 , 在大气腐蚀条件下锌层表面有 Z n O、 Z n( O H) : 及 碱 式碳 酸 锌 保 护 膜 , 一 定 程 度 上 减 缓 锌 的腐 蚀 , 这 层 保 护 膜 ( 也称 白锈) 受 到破坏又会形成新 的膜层 。当锌 层破坏严重 , 危 及 到 铁 基 体 时 , 锌 对 基 体 产 生 电 化 学 保 护 ,锌 的 标 准 电位 一
热浸镀锌无缝钢管施工工艺流程

热浸镀锌无缝钢管施工工艺流程下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!Download Tip: This document has been carefully written by the editor. I hope that after you download, they can help you solve practical problems. After downloading, the document can be customized and modified. Please adjust and use it according to actual needs. Thank you!热浸镀锌无缝钢管施工工艺流程简述如下:①原材料检验:首先对购入的无缝钢管进行外观与尺寸检验,确保材质与规格符合项目要求。
②预处理:包括去油、除锈等步骤。
使用碱洗去除钢管表面油脂,酸洗去除氧化皮,随后漂洗去除残留物质,保证钢管表面清洁。
③助镀处理:通过浸渍特定助镀剂,形成保护膜,有助于锌层的均匀附着,同时进行烘干处理。
④热浸镀锌:将预处理后的钢管浸入高温熔化的锌液中,经过一定时间,使其表面均匀覆盖一层锌层,实现防腐目的。
⑤冷却与钝化:镀锌后钢管需经过空冷、水冷等步骤快速冷却,以防锌层脆裂,并进行钝化处理增强耐蚀性。
⑥检验:对镀锌无缝钢管进行外观、锌层厚度及附着力等项目的质量检验,确保符合相关标准。
⑦标记与包装:按要求对合格产品进行标识,包括规格、批次等信息,并进行适当的包装保护,防止运输过程中的损伤。
⑧安装就位:在施工现场,根据设计图纸将热浸镀锌无缝钢管切割、组装到指定位置,使用合适的连接方式如法兰、焊接等完成安装。
⑨质量验收:施工完毕后,进行整体质量检查与验收,确保钢管安装稳固、密封良好,满足项目设计要求及安全规范。
钢结构热浸锌工艺

钢构件热浸锌工艺1、技术要求网壳构件(包括马道、扶梯等构件)和屋面檩条的防腐:钢材酸洗前应进行喷砂除锈,除锈等级达到Sa2.5级标准,酸洗达到Be级标准;钢结构防腐采用热浸镀锌,镀锌层的技术要求及试验方法和厚度必须符合(GB/T13912-2002)规定且不少于60μm,网壳构件和屋面檩条的防腐性能应达到15年免维护的质量要求。
2、热浸锌加工工艺说明热浸锌,作为一种有效的金属防腐方式,已被广泛用于各行业的金属结构设施上。
热浸锌是将除锈后的钢构件浸入600℃左右高温融化的锌液中,使钢构件表面附着锌层,本工程钢构件的镀锌层要求厚度不少于60μm。
热浸锌是在高温下进行的。
对于管形构件应该让其两端开敞。
若两端封闭会造成管内空气膨胀而使封头板爆裂,从而造成安全事故。
若一端封闭则锌液流通不畅,易在管内积存。
3、热浸锌的工艺流程4、热浸锌的质量控制措施锌层厚度的量度量度锌层的厚度可采用破坏性或非破坏性方法,然而,在绝大部分情况下,采用非破坏性方法试验已经足够。
磁性之非破坏性检测仪器分为两类,一类为量度钢铁与一永久磁针的磁吸力,另一类则应用电磁感应原理。
在任何阶段都可以对热浸锌构件作非破坏性试验,以计算余下的锌层厚度。
锌层外观锌层外观表现差异,其差异通常是由于钢铁材质本身存在的特性所造成的,但锌层的接受度应基于其防锈能力及长期使用的表现来判断。
暗灰锌层在钢铁的生产过程中,间或以矽添加于其中作为驱气剂,但矽也同时加速了钢铁与热锌溶液的反应。
当热浸锌的工件在锌缸吊起仍在高温时,此反应仍继续,引致全面或局部的表面纯锌层转化为锌铁合金层,此锌铁合金层相比纯锌层的颜色会较为灰暗,如让其暴露于大气中一段时间后其暗灰色会较为不显著。
反应钢铁的锌铁合金层会较一般低矽钢材厚,即寿命也较长。
锌铁合金层的防锈能力不会低于纯锌层,在一些酸性工业区或比纯锌层更为适合。
锌铁合金层可提供更佳的抗磨损能力,但厚的锌层如被不小心吊装,也相对有较大的脱落的危险,所以必须小心处理。
热浸镀锌板工艺
热浸镀锌板工艺热浸镀锌板工艺1. 介绍热浸镀锌板工艺是一种常用的防腐蚀处理方法,适用于金属制品,特别是钢铁制品。
该工艺通过在金属表面涂覆一层锌,形成一种保护层,有效防止金属与大气中的氧气、水等物质的接触,从而延长金属制品的使用寿命。
2. 工艺步骤热浸镀锌板工艺主要包括以下几个步骤:•表面处理:首先需要对金属表面进行清洁处理,以去除污垢和氧化物。
常用的方法包括酸洗和碱洗。
•预处理:将金属制品进行酸洗后,需要进行预处理以提高镀锌层与金属基材之间的附着力。
预处理方法包括浸泡在酸性溶液中或通过机械手段进行折弯和拉伸。
•热浸镀锌:在预处理完成后,将金属制品浸入熔化的锌中,使其表面被涂覆上一层锌层。
浸镀时间和温度根据金属材料的不同而变化。
•冷却:热浸镀锌完成后,需要将金属制品进行冷却处理,使其锌层固化。
•后处理:冷却完成后,对热浸镀锌板进行后处理,包括修整表面、检查镀锌层的厚度等。
3. 优点热浸镀锌板工艺具有以下优点:•耐久性:热浸镀锌层为金属制品提供了有效的防腐蚀保护,能够延长其使用寿命。
•美观性:热浸镀锌板表面光滑且均匀,具有较好的美观效果。
•环保性:热浸镀锌液中一般不含有害物质,符合环保要求。
•成本效益高:虽然热浸镀锌板的制造成本较高,但其耐久性和抗腐蚀性能能够降低后续维护费用,长期来看具有较高的成本效益。
4. 应用领域热浸镀锌板工艺广泛应用于以下领域:•建筑业:热浸镀锌板常用于建筑物的屋顶、墙壁、护栏等。
•交通工具:热浸镀锌板常用于轨道交通、汽车、船舶等领域。
•农业:热浸镀锌板也被广泛应用于农用建筑、农业机械等领域。
5. 结论热浸镀锌板工艺是一种常用的金属防腐蚀方法,具有耐久性、美观性、环保性和成本效益高等优点。
它在建筑业、交通工具、农业等领域有着广泛的应用。
通过了解和掌握热浸镀锌板工艺,可以为金属制品的保护和延长使用寿命做出贡献。
6. 注意事项在使用热浸镀锌板工艺时,需要注意以下事项:•操作环境:热浸镀锌液具有一定的腐蚀性和毒性,应在专门的操作环境中进行操作,避免对人员和环境造成伤害。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
钢铁构件的热浸镀锌工艺设计以及操作钢铁构件的热浸镀锌工艺设计以及操作广西民族大学金属材料11级综合实训二指导教师梁建烈祝金明蒙洁丽一、实验目的理解热镀锌的原理,掌握热镀锌工艺参数对镀层质量的影响,掌握热镀锌镀层质量检验技术。
1. 热镀纯锌的镀层;2. 热镀锌时间对镀层质量的影响;3. 熔池成分对热镀锌镀层的影响。
二、实验原理2.1 热镀锌相关的冶金背景热镀锌涂层广泛地用于钢铁的防腐。
目前,全世界50-60%的锌消耗在热镀锌工业中。
热镀锌钢板大量应用在汽车、家电、建材等领域。
根据工件的种类,热镀锌可分为(1)批量热浸镀锌(Batch hot-dip Galavanizing), (2)连续热镀锌(Continuous Hot-dip Galvanized)[。
连续热镀锌又分成热镀纯锌(Galvanized, GI)和合金化热镀锌(Galvannealed, GA)。
热镀锌过程包含有以下几个步骤:(1)钢铁合金表面预处理,(2)热浸镀,(3)浸镀后处理。
表面预处理包括以下三个步骤:利用酸洗或碱洗进行脱脂,采用酸洗的办法除去钢板表面的氧化层,浸入ZnCl 2〃2NH 4Cl 或者ZnCl 2〃3NH 4Cl 水溶液进行助焊。
经过表面预处理的钢铁合金,被浸入450-470 o C 的熔融锌池中进行热镀锌。
这样,材料的表面会覆盖一层锌,这个镀锌层一方面作为阻挡层隔绝钢铁与空气的接触,另一方面作为牺牲阳极对钢铁起到保护作用[。
在热镀锌的过程中,锌液会与钢板中的基体铁反应,在钢铁基体上生成系列的Fe-Zn 化合物,用希腊字母分别表示为,η(Zn),ζ(FeZn13) ,δ(FeZn10) ,Г(Fe4Zn 9) 和Г1(Fe11Zn 40) 。
这与Fe-Zn 相图的结果是一致,靠基体金属越近,化合物的含铁量越高[。
图1是Fe-Zn 二元合金相图。
钢中的合金元素对于镀层的质量和性能有着重要影响。
Si 是镇静钢或半镇静钢的主要除氧剂,同时也是相变诱导塑性钢(Transformation induced plasticity, TRIP)的关键合金元素。
对于含有Si 0.20%的钢铁材料,镀层完全变暗,而且非常脆,镀层与基体的粘着性完全消失,易于剥落,这种现象称作Nietssen-Guttman 效应[。
从微观组织上看,此时合金层不再连续,锌层与基体金属间是扩散的δ层,ζ层由柱状转变成为树枝状,不再存在(Γ+Γ1)层。
研究表明,对于含Si 为0.1 wt.%钢铁材料,产生Sandelin 效应的原因是Si 的活性导致生成厚厚的ζ相;对于含Si 约为1 wt.%的钢材,产生Nietssen-Guttman 效应的主要原因是生成厚厚的(δ+η)混合层。
图 1 Fe-Zn 二元合金相图对于含Si 量少于0.2 wt.%的钢,Foct 把含Si 小于0.06 wt.%的称作亚Sandelin 钢,0.07–0.08 wt.%的钢称作Sandelin 钢,0.09-0.20 wt.%的称作过Sandelin 钢[24]。
对含Si 低于0.2 wt.%的钢,抑制Sandelin 效应,只需抑制ζ相的生成即可。
因此,往热镀锌池加入少量的Ni 、Mn 、Ti 、Cr 和Co 等合金元素,可引进与Zn 液平衡的新物相,从而抑制ζ相的生成。
2.2 热镀锌铝物理冶金原理Al 是热镀锌工业常用于抑制Si 的活性的合金元素。
Al 的加入,可以起到改善镀层质量,抑制Sandelin 效应的作用。
根据锌液中Al 的含量,热镀锌铝可分成以下三种:(1)含铝量少于1 wt.%的Galvanized ,锌池温度控制在450-460 °C 左右;(2)含铝量为5 wt.%的Galfan ,锌液的成分为Zn+5 wt.%Al+0.05%RE (RE=La,Ce,Pr,Nd的混合稀土) ,这时,由于锌液成分选择在Al-Zn 合金的共晶点附近,热镀锌温度可以降到425 o C 左右;(3)含铝量为55 wt.%的Galvolume, 锌液中一般含有1 wt.%左右的Si ,这时锌液温度一般选择在600 o C 左右。
Al 抑制Sandelin 效应的主要原因是Al 在锌液中的含量达到一定浓度以后,钢铁浸入锌液中,会在基板与锌液间生成一层20-250nm 厚的Fe 2Al 5合金层,由于Zn原子需要通过合金层的扩散才能到达基板,因此这个合金层起到延缓锌液与Fe 反应速度的作用。
当锌液中Al 的含量小于0.133 wt.%,形成的Fe 2Al 5合金层是断续的;当锌液中的Al 含量多于0.140 wt.%,形成的Fe 2Al 5合金层是连续的,此时的镀层就是由Zn 和Fe 2Al 5两个合金层组成。
在连续热镀锌时,钢板或带材浸入锌液的时间很短,Zn-Fe 的反应会完全受到抑制,从而避免了Sandelin 效应发生。
对于热镀锌,钢板熔池之间的相互作用可视为Fe-Zn-Al 合金体系。
为理解Al 合金元素的作用机理,人们对Fe-Zn-Al 相图做了大量的研究工作。
图1-1是Perrot 等人获得的Fe-Zn-Al 合金在450 o C 分别保温30分钟和1000小时的相图。
30分钟的相图对应合金未达到平衡。
当合金达到平衡时,在富锌区出现了一个稳定的三元化合物,成分为Fe 8Al 6Zn 86,图中表示为Γ2。
这个Γ2相与Γ1(Fe 11Zn 40)同构,都为面心立方结构,点阵常数相近。
2002年,唐乃泳[重新研究Fe-Zn-Al 富锌区的450 o C 等温截面,研究结果证实Perrot 的结论,确定Γ2相是一个新三元化合物,该化合物与Γ1(Fe11Zn 40)同构,唐乃泳称作T 相。
(a) (b)图 2 Fe-Zn-Al 合金相图450 o C 等温截面。
(a )亚稳相图,保温30min ,(b )保温1000h 。
热镀锌工业中,锌锅中铝的含量是锌渣和锌液中的铝的含量的平均值。
其中只有锌液中的铝对镀层的生长有影响,这部分铝在热镀锌行业称作有效铝。
当熔池中有效铝的含量由0逐渐增加到0.14 wt.%,钢板上与锌液平衡的金属间化合物由ζ (FeZn13)→δ(FeZn10) →Γ2(Fe8Al 6Zn 86) →Fe 2Al 5迅速转变;当铝的含量达到1.3 wt.%时,θ(Fe3Al) 就成了与锌液相平衡的金属间化合物。
这个有效铝成分就是图1-1(b )中锌液的相界线。
在热镀锌工业中,研究人员和热镀锌工程师最为关心的是Fe-Zn-Al 合金富锌区的相图,特别是锌液的相界线,即Fe 在锌液中的固溶度线。
为获得Fe 在锌液中的固溶度线,唐乃泳[通过不断地往锌液(Al 含量固定)添加Fe ,直到在金相显微镜下观察到金属间化合物的析出,测出对应不同的铝含量时的Fe 的溶解度。
唐乃泳测定Fe-Zn-Al 富锌区的合金相图并没有包括三元合金相T,是一个亚稳平衡的相图。
在连续热镀锌过程中,钢板或钢带浸入锌液的时间很短,只有几秒钟,此时三元合金相是不会出现的。
因此,亚稳相图更接近于实际的情况。
根据实验数据和优化计算的相图数据,可以确定,Fe-Zn-Al 亚稳相图中的(L+δ+Fe2Al 5)三相区液相的成分点,就是热镀锌成分控制的关键点。
这个成分点,在460o C 时,唐乃泳测量的结果是(0.03 wt.% Fe, 0.135 wt.% Al。
锌液成分处于这个成分附近时,钢板与镀层之间会生成一层薄薄的连续的Fe 2Al 5合金层,这个阻挡层会很快溶解]。
这有利于外面的镀锌层在随后的退火过程中转化为所需的Fe-Zn 金属间化合物。
而如果锌液含铝量大于0.15 wt.%(GI ),就会生成较厚的、连续的Fe 2Al 5合金层,这个合金层会抑制内层的Fe 与Zn 的反应,从而获得易于成型,而且基本是纯锌的镀层。
热镀锌的过程中,锌液会发生氧化,形成锌灰,钢铁基板的Fe 或其它合金元素会融入熔融的锌液中,这些合金元素会与Zn 反应,生成金属间化合物,也就是锌渣。
这些金属间化合物,有些比重大,沉到池底,形成沉渣(如Fe 8Al 6Zn 86);比重小的,浮在锌液表面,形成浮渣(如Fe 2Al 5)。
锌渣的性质,与锌液中的合金元素种类和含量有关。
图3是唐南勇在实验的基础上优化计算得到的Zn-Fe-Al 富锌区的相图。
这个相图的有效性得到热镀锌行业的实际检验。
根据Zn-Fe-Al 相图的研究,Fe 在锌液中的最大溶解度在0.04-0.05wt.%;当锌液中的Al 的含量由0-0.2 wt.%变化时,与锌液平衡的金属间化合物分别为ξ(FeZn13)、ξ+δ(FeZn13+FeZn10) 、δ(FeZn10) 、δ(FeZn10)+η(Fe2Al 5) 、η(Fe2Al 5) 。
因此,控制锌液的成分就可以控制镀层析出的物相[。
汽车工业要求镀层的厚度小于10 μm, 根据Zn-Fe-Al 的相图,Zn-Al 合金热浸度的最佳锌液成分应该是Zn-Fe-Al 相图中三相区[Zn(liquid )+Fe2Al 5+δ]的顶点,其成分为Al 0.134 wt.%。
图3. Zn-Fe-Al 富锌区465o C 相图。
在热镀锌工业中,熔池的成分是锌液(liquid Zinc which solutes some amount effective Al and iron content. )的成分和其他两个平衡相(FeZn 10和Fe 2Al 5)的成分的平均值。
而在热镀锌工业中,只有溶解在锌液的Al 才会对镀层的生长起到有效地作用,这部分的铝称作有效铝。
利用上述的Zn-Fe-Al 相图我们可以知道,不管熔池成分如何变化,只要溶池落在[Zn(liquid )+Fe2Al 5+δ]三相区范围内,那么锌液中的有效铝铝成分就不会有变化。
这样热镀锌钢板上的析出产物就不会生变化。
三、实验材料1、纯锌(99.9 wt.%)的工业纯锌2、纯铝(99.9 wt.%)的工业纯锌3、钢筋若干4、金相试样镶嵌、磨制、抛光、腐蚀材料5、预处理的酸碱等材料四、实验设备1、100 ml的Al 2O 3坩埚。
2、带温度控制器的坩埚电阻炉。
3、天平4、量筒5、烧杯五、实验安全注意事项1、人身安全(电极、高温、酸碱腐蚀)2、设备安全(接地)六、热镀锌工艺过程?原板-→打磨-→脱脂碱洗(70-80o C, 100-200g/L) →水洗-→酸洗(室温,15% HCl)-→水洗-→稀盐酸处理-→溶剂处理(助镀处理)-→烘干预热处理-→热浸镀锌-→冷却→后处理→金相试样制备→试样镀层组织检验→国家检验标准(企业检验)七、实验要求:(1)阅读文献,网络搜索,中国期刊网,包括朱立的论文,以及华南理工大学卢锦堂等人的论文,精读朱立的论文。