射线照相技术等级的划分涉及条款
关于JB4730-2019标准宣贯对比部分-2019-文档资料
L=5+lgV
3.辐射防护(3.9)
15
(1) 94版规定的主要问题:
第5.2.1条是过于一般性规定; 第5.2.2条缺少明确的限定; 第5.2.4条仅是单纯50mSv/a和5mSv/a二个 限定值; 第 5.2.4 条的规定,不符合辐射防护原则,不 符合防护标准给出的限值系统。存在概念性错 误,可能造成错误的辐射防护认识。
3.辐射防护(3.9)
17
94版存在的概念错误
辐射防护的原则:
正当化原则,最优化原则,限值化原则; 辐射防护目的: 防止发生有害的非随机(确定性)效应,限制随 机性效应的发生率在可接受的水平; 限值系统: 职业照射,公众照射,应急照射,特殊照射等。
3.辐射防护(3.9)
JB 4730-2019(射线部分) 与国外标准对比
(标准宣贯材料)
2019.1 郑世才编 航天二院201所
( 北京市142信箱23分箱 100854 )
1. 技术规定的基本考虑
1
1.1 94版技术规定存在的主要问题 (1)缺少明确的技术级别划分规定; (2)未形成明确的射线照相技术体系规定;
影像颗粒度 微粒:0.1~0.3μ m 细粒:0.3~0.5μ m 中粒:0.5~0.7μ m 粗粒:0.7~1.1μ m
1. 技术规定的基本考虑
9
1.3胶片的基础作用
对比度: 密切相关于胶片特性 曲线梯度
1. 技术规定的基本考虑
10
(2)识别缺陷条件: |⊿D |≥⊿Dmin 识别出信号 |⊿D | ≥(3~5)σ 确认是缺陷信号
钢熔化焊对接接头射线照相和质量分级及使用说明.

钢熔化焊对接接头射线照相和质量分级及使用说明1 引言1.1本标准规定2-200mm母材厚度钢熔化焊对接接头(以下称为焊缝)的x射线和γ射线照相方法以及焊缝的质量分级。
1.2照相质量等级、照相范围和焊缝的质量等级,应按产品技术条件和有关的规定,也可以由设计、制造和使用单位根据产品的具体使用情况决定。
2 人员的要求2.1从事射线照相检验的人员必须持有国家有关部门颁发的,并与其工作相适应的资格证书。
2.2评片人员的视力应每年检查一次。
校正视力不得低于1.0并要求距离400mm能读出高为0.5mm,间隔为0.5mm的一组印刷体字母。
3 射线照相质量分级按所需要达到的底片影象质量,射线照相方法为A级(普通级)AB级(较高级)和B级(高级)。
选用B级时,焊缝余高应磨平。
4 表面状态焊缝及热影响区的表面质量(包括余高高度)应经外观检查合格。
表面的不规则状态在底片上的图象应不掩盖焊缝中的缺陷或与之相混淆,否则应做适当的修整。
5 射线源和能量的选择5.1管电压400kV以下的x射线透照焊缝时,不同透照厚度T A所允许的最高管电压(工作范围)见图1 。
5.2γ射线和高能x射线γ射线和1MeV以上的x射线透照母材厚度的范围见表1。
注:采用内透法(中心法或偏心法)时,母材厚度可为表1下限值的1/2。
图1 透照厚度和允许使用的最高管电压6 工业射线胶片和增感屏6.1胶片胶片按银盐颗粒度由小到大的顺序,分为J1、J2、J3三种,见表2。
可按象质级别由高而低的顺序选用。
6.2增感屏射线照相采用金属增感屏或不用增感屏,金属增感屏的选用见表3,在个别情况下,可使用萤光增感屏,但只限于A级。
6.3胶片和增感屏的接触胶片和增感屏在透照过程中应始终相互紧贴。
7 线型象设计象质计是用来检查透照技术和胶片处理质量的。
衡量该质量的数值是象质指数。
它等于底片上能识别出的最细钢丝的线编号。
7.1线型象质计的型号和规格线型象质计的型号和规格应符合GB5618-85《线型象设计》的规定。
射线检测技术介绍
射线检测技术介绍射线检测技术就是目前在锅炉压力容器及管道施工检测中应用最广泛得一种检测方法。
在各个行业由于检测对象得特点及要求质量等级得不同,执行得检测标准主要就是GB332-3-2005《钢熔化焊对接接头射线照相与质量分级》;JB/T4730-2005《承压设备无损检测》;SY/T4109-2005《石油天然气钢质管道无损检测》等标准,无论哪个标准都对射线检测提出得检测人员、检测设备、检测工艺、检测材料、检测环境等要求,现逐一分析:(以JB/T4730-2005《承压设备无损检测》为例)一、射线检测技术等级根据JB/T4730-2005《承压设备无损检测》规定,将射线检测技术等级分为 3 级,A级一低灵敏度技术;AB级一中灵敏度技术;B级一高灵敏度技术。
明确承压设备对接焊接接头得制造、安装、在用时得射线检测,一般应采用AB级射线检测技术进行检测。
对重要设备、结构、特殊材料与特殊焊接工艺制作得对接焊接接头,可采用B级技术进行检测。
根据标准,对于石油石化管道焊接接头得射线检测应采用AB 级。
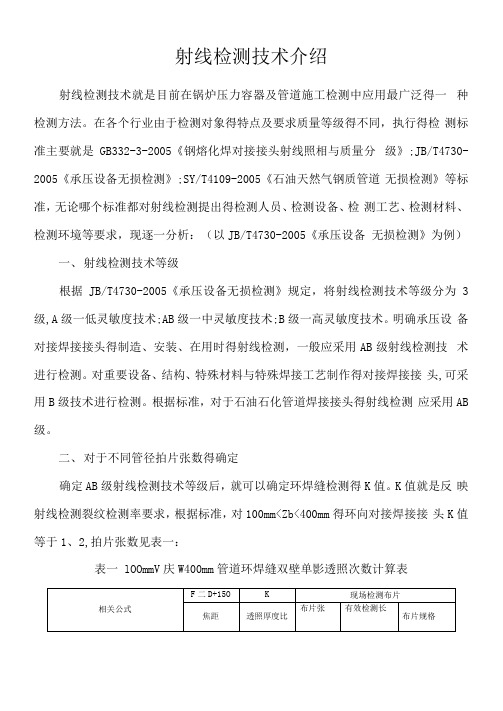
二、对于不同管径拍片张数得确定确定AB级射线检测技术等级后,就可以确定环焊缝检测得K值。
K值就是反映射线检测裂纹检测率要求,根据标准,对100mm<Zb<400mm得环向对接焊接接头K值等于1、2,拍片张数见表一:表一 lOOmmV庆W400mm管道环焊缝双壁单影透照次数计算表从表一可以瞧出,决定拍片张数得就是底片得有效检测长度,而有效检测长度就是由标准得K值所确定得。
根据标准确定K值后,查阅JB4730附录中得莫诺图(图一为01、2时得透照次数图),确定透照次数。
以4)114X20管线拍片为例:管径Do二114mm,壁厚T二20mm,焦距F=264mm,则参数Do/F=114/264=0、43,T/Do=20/114=0、175,查莫诺图求两条线得交点,即得到拍片数量6张。
图一 K=l 、2时得透照次数图ZbN400mm 时,K 为1、1,拍片张数见表二表二 化N400mm 管道环焊缝双壁单影透照次数计算表相关公式F二D+150K现场检测布片6 - 4 2 O.0O.°00.05O.i0.15r/Do ——0.2025以上表格就是根据JB4730标准得有关规定得出得不同管径与不同厚度根据标准规定得要求,查阅相关表格技术得出所拍摄得底片张数,从表格得数据上来分析,管线在管径不变得情况下,如果壁厚越厚,为了检测出在焊接接头中得裂纹缺陷,必须控制射线底片得一次透照长度、三、检测设备得确定:根据JB4730-2005标准得规定,拍摄好得射线底片保留7年。
钢结构焊缝射线照相检验实施细则

钢构作业指导书钢结构焊缝射线照相检验文件编号:版本号:编制:批准:生效日期:钢结构焊缝射线照相检验实施细则1. 检测依据1.1 GB50205-2001钢结构工程施工质量验收规范1.2 JGJ81-2002建筑钢结构焊接技术规程1.3 TB10212-2009铁路钢桥制造规范1.4 JTG/T F50-2011公路桥涵施工技术规范1.5 GB/T3323-2005金属熔化焊焊接接头射线照相2. 适用范围:适用于2~50厚材厚度的碳钢,低合金钢、不锈钢、铝及铝合金、钛及钛合金材料对接焊接、钢管对接、焊缝的X射线探伤。
3.设备仪器X射线机(型号)具备有足够的穿透力4. 检测技术要求4.1按照GB50205-2001规范中第5.2.4条的规定,当超声波探伤不能对缺陷作出判断时,应采射线探伤,其检验等级及缺陷分级按表1执行。
表14.2按照TB10212-2009规范中第4.9.14条的规定,对于母材厚度小于或等于30mm(不等厚对接时,按薄板计)的主要杆件受拉的横向、纵向对接缝除按表2的规定进行超声探伤外,还应按接头数量的10%(不少于一个焊接接头)射线照相检验。
探伤范围为焊缝两端各250~300mm,焊缝长度大于1200mm,中部加探250~300mm。
对表面余高不需磨平的十字交叉(包括T字交叉)对接焊缝应在十字交叉中心的120~150mm范围内进行100%射线照相检验。
射线透照技术等级采用B级(优化级),焊缝内部质量达应到II级。
4.3按照JTG/T F50-2011规范中第19.6条的规定,射线探伤的质量分级、检验方法、检验部位和等级应符合表2的规定表2 5.检测前的准备5.1 仪器准备:X射线机按操作规程训机5.2 材料准备:适用合格中胶片、增感屏、暗袋、像质计,配制相应要求的显、定影液、准备好各类铅字、箭头、中心标记,搭接标记、贴片框及防散射的铅垫板。
5.3 工具准备中心指示器,钢板尺或卷尺、石笔、油漆以及原始记录本。
JB/T4730.2—2005射线检测
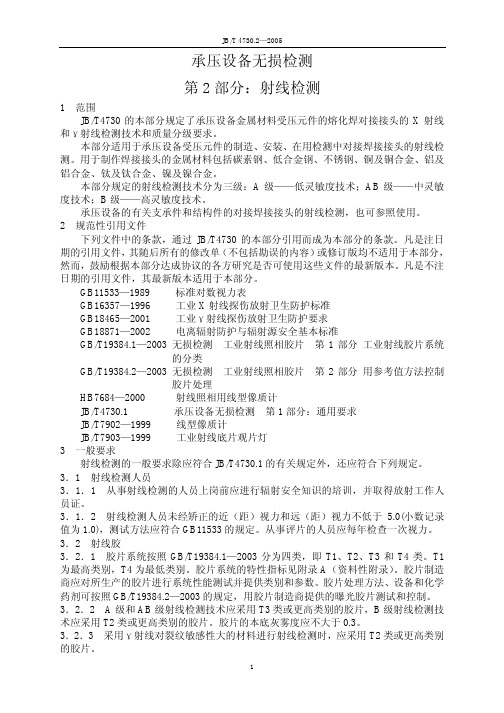
承压设备无损检测第2部分:射线检测1范围JB/T4730的本部分规定了承压设备金属材料受压元件的熔化焊对接接头的X射线和γ射线检测技术和质量分级要求。
本部分适用于承压设备受压元件的制造、安装、在用检测中对接焊接接头的射线检测。
用于制作焊接接头的金属材料包括碳素钢、低合金钢、不锈钢、铜及铜合金、铝及铝合金、钛及钛合金、镍及镍合金。
本部分规定的射线检测技术分为三级:A级——低灵敏度技术;AB级——中灵敏度技术;B级——高灵敏度技术。
承压设备的有关支承件和结构件的对接焊接接头的射线检测,也可参照使用。
2规范性引用文件下列文件中的条款,通过JB/T4730的本部分引用而成为本部分的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本部分,然而,鼓励根据本部分达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本部分。
GB11533—1989标准对数视力表GB16357—1996工业X射线探伤放射卫生防护标准GB18465—2001工业γ射线探伤放射卫生防护要求GB18871—2002电离辐射防护与辐射源安全基本标准GB/T19384.1—2003无损检测工业射线照相胶片第1部分工业射线胶片系统的分类GB/T19384.2—2003无损检测工业射线照相胶片第2部分用参考值方法控制胶片处理HB7684—2000射线照相用线型像质计JB/T4730.1承压设备无损检测第1部分:通用要求JB/T7902—1999线型像质计JB/T7903—1999工业射线底片观片灯3一般要求射线检测的一般要求除应符合JB/T4730.1的有关规定外,还应符合下列规定。
3.1射线检测人员3.1.1从事射线检测的人员上岗前应进行辐射安全知识的培训,并取得放射工作人员证。
3.1.2射线检测人员未经矫正的近(距)视力和远(距)视力不低于5.0(小数记录值为1.0),测试方法应符合GB11533的规定。
钢熔化焊对接接头射线照相和质量分级
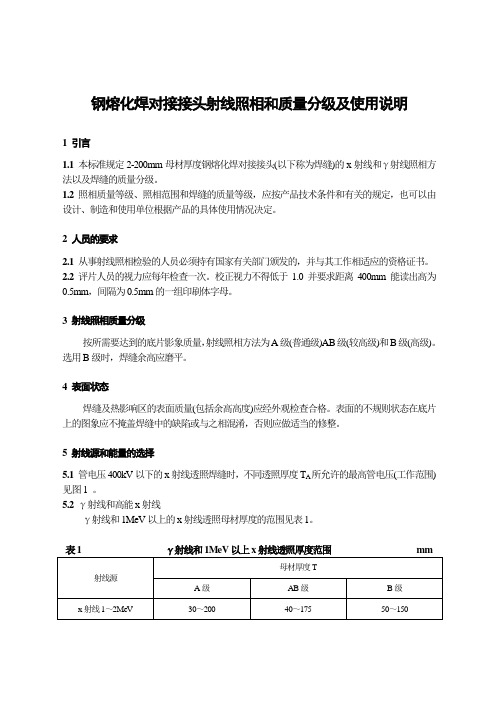
钢熔化焊对接接头射线照相和质量分级及使用说明1 引言1.1本标准规定2-200mm母材厚度钢熔化焊对接接头(以下称为焊缝)的x射线和γ射线照相方法以及焊缝的质量分级。
1.2照相质量等级、照相范围和焊缝的质量等级,应按产品技术条件和有关的规定,也可以由设计、制造和使用单位根据产品的具体使用情况决定。
2 人员的要求2.1从事射线照相检验的人员必须持有国家有关部门颁发的,并与其工作相适应的资格证书。
2.2评片人员的视力应每年检查一次。
校正视力不得低于1.0并要求距离400mm能读出高为0.5mm,间隔为0.5mm的一组印刷体字母。
3 射线照相质量分级按所需要达到的底片影象质量,射线照相方法为A级(普通级)AB级(较高级)和B级(高级)。
选用B级时,焊缝余高应磨平。
4 表面状态焊缝及热影响区的表面质量(包括余高高度)应经外观检查合格。
表面的不规则状态在底片上的图象应不掩盖焊缝中的缺陷或与之相混淆,否则应做适当的修整。
5 射线源和能量的选择5.1管电压400kV以下的x射线透照焊缝时,不同透照厚度T A所允许的最高管电压(工作范围)见图1 。
5.2γ射线和高能x射线γ射线和1MeV以上的x射线透照母材厚度的范围见表1。
注:采用内透法(中心法或偏心法)时,母材厚度可为表1下限值的1/2。
图1 透照厚度和允许使用的最高管电压6 工业射线胶片和增感屏6.1胶片胶片按银盐颗粒度由小到大的顺序,分为J1、J2、J3三种,见表2。
可按象质级别由高而低的顺序选用。
6.2增感屏射线照相采用金属增感屏或不用增感屏,金属增感屏的选用见表3,在个别情况下,可使用萤光增感屏,但只限于A级。
6.3胶片和增感屏的接触胶片和增感屏在透照过程中应始终相互紧贴。
7 线型象设计象质计是用来检查透照技术和胶片处理质量的。
衡量该质量的数值是象质指数。
它等于底片上能识别出的最细钢丝的线编号。
7.1线型象质计的型号和规格线型象质计的型号和规格应符合GB5618-85《线型象设计》的规定。
X射线计算机断层摄影装置(CT)应用质量等级评定技术规范

ICS11.040C 43 DB13 河北省地方标准DB13/T 1283.6—2010医学影像学诊疗技术标准 第6部分: X射线计算机断层摄影装置(CT)应用质量等级评定技术规范Technical standard for medical image diagnoise and treat part7:Technical criterion for evaluation of applied quality grade for X-ray computer tomography2010-09-22发布2010-10-10实施目次前言 (II)引言 (III)1 范围 (1)2 规范性引用文件 (1)3 术语和定义 (1)4 评定项目和要求 (3)4.1 成像设备的性能指标(满分55分) (4)4.2 临床照片质量(满分30分) (4)4.3 诊断条件(满分10分) (5)4.4 应用质量控制(满分5分) (6)5 应用质量等级的确定 (6)附录A(规范性附录) X射线计算机断层摄影装置(CT)应用质量等级评定汇总表 (7)前言本标准按照GB/T 1.1-2009给出的规则起草。
DB13/T 1283《医学影像学诊疗技术标准》分为21部分;——第1部分:X线照片阅读原则与诊断报告书写指南;——第2部分:CT图像阅读原则与诊断报告书写指南;——第3部分:图像阅读原则与诊断报告书写指南;——第4部分:医学影像学对比剂应用指南;——第5部分:脑血管疾病医学影像学诊疗技术指南;——第6部分:X射线计算机断层摄影装置(CT)应用质量等级评定技术规范;——第7部分:医用磁共振成像系统应用质量等级评定技术规范;——第8部分:肝癌介入性放射学治疗规范。
……本部分为DB13/T 1283的第6部分。
本部份由河北省医学影像学质量管理与控制中心提出。
本部分由河北省卫生厅科教处、医政处组织部署和指导。
本部分由河北省卫生厅归口。
5677-85铸钢件射线照相及底片等级分类方法

GB/T 5677-85铸钢件射线照相及底片等级分类方法中华人民共和国国家标准GB/T 5677-85铸钢件射线照相及底片等级分类方法本标准规定了厚度为5~300mm铸钢件的X射线、γ射线照相方法及射线底片等级分类方法。
1 射线照相方法1.1 射线照相方法的要求1.1.1 铸钢件表面必须清理干净,经外观检查合格后才能进行射线照相。
1.1.2 工件表面应采用永久性或半永久性标记作为对每张射线底片重新定义的依据。
不适合打印标记时,应采用透视部位详细草图或其他标记方法。
1.1.3 探伤人员必须具备有关射线基本理论和操作技术,应该了解被探工件的铸造工艺和使用条件,并取得有关无损检测人员资格鉴定机关的射线探伤资格证书。
1.2 射线照相灵敏度1.2.1 射线照相灵敏度用下式表示:K=[d/t]×100式中:K--以百分数表示的射线照相灵敏度,%;d--射线照相底片上可辨认到的最细钢线直径,mm;t--铸钢件被透照处的厚度,mm。
1.2.2 射线照相灵敏度分为A级(普通灵敏度级)和B级(高灵敏度级)。
A级射线照相灵敏度K A≤2.0%;B级射线照相灵敏度K B≤1.5%。
但透照厚度小于10mm时,底片上必须读出直径为0.2mm的象质计钢线。
1.3 射线源的选择X射线管电压的选择按图1,其他射线源可根据透照厚度和灵敏度级别按表1选择。
图1 管电压与透照厚度关系制的前屏及后屏。
1.4 胶片的选择在适当曝光时间内应根据铸钢件厚度,照相灵敏度和增感方式选择胶片种类。
A级方法应使用3型或者粒度更小的胶片;B级方法应使用2型或1型胶片。
胶片类型的选择见表2。
本标准中应使用金属和金属荧光增感屏。
金属屏的厚度可按表3选择。
100kV以下射线源,可不用前屏。
1.6 焦距的确定确定射线源到工件的最小距离(f),加上工件透照厚度(t)即为所需的焦距。
f值可按附录A(补充件)中的任意一种方法确定。
1.7 散射线的屏幕蔽1.7.1 为了提高射线照相灵敏度可采用如下几种方法屏蔽散射线:a. 在射线源的窗口加铅罩和滤光板;b. 工件非透照部位用厚铅板屏蔽;c. 暗盒后边垫壁厚大于2mm铅板屏蔽;d. 透照工作台用6mm厚铅板覆盖;e. 用铅丸、铁豆砂和补偿液屏蔽。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Se-75b Ir-192 Co-60
铝和钛:35<W<120 20≤W≤100 40≤W≤200 30≤W≤200 W≥50 ≥7.5d·b2/3 不小于15mA·min 1.5≤D≤4.5
b
X射线,1MeV ~4MeV X射线,4MeV ~12MeV 5.7 射线源至工件表 面的距离ƒ 5.9 X射线照相,当 焦距为700mm时曝光 量的推荐值 5.16.1 底片评定范 围内的黑度D(单片技 术) 5.16.2 双片叠加评 定黑度超过4.5的区 域 5.16.2 象质计灵敏 度
aB级—高灵敏度技术
对重要设备、结构、特殊 承压设备焊接接头的射线 材料和特殊焊接工艺制作 检测,一般应采用AB级射 的焊接接头,可采用B级 线检测技术进行检测 技术进行检测
采用C5类或更高类别的胶 片 铅:前0.1~0.2/后0.1~ 0.2 铅:前0.1~0.2/后0.1~ 0.2 铅:前0.5~2.0/后0.5~ 2.0 铅:前0.5~2.0/后0.5~ 2.0 铅:前0.5~1.0/后0.5~ 1.0 K≤1.03,L3≤0.5L1 K≤1.1 K≤1.1或K≤1.2 ≤5 1≤W≤15
射线照相技术等级的划分涉及的条款
A级—低灵敏度技术 承压设备在用检测中,检 测的某些条件不能满足AB 级技术的要求时,经合同 双方商定,在采取有效补 4.3 检测技术等级的 偿措施(例如选用更高类 选择 别的胶片)后可采用A级技 术进行射线检测,但应同 时采用其他无损检测方法 进行补充检测 采用C5类或更高类别的胶 5.4 胶片选择 片 铅:前0.02~0.2/后0.02 Se-75 ~0.2 铅:前0.02~0.2/后0.02 Ir-192 4.2.6 ~0.2 增感屏 铅:前0.5~2.0/后0.5~ Co-60 的材料 2.0 和厚度 X射线,1MeV 铅:前0.5~2.0/后0.5~ ~4MeV 2.0 X射线,4MeV 铅:前0.5~1.0/后0.5~ ~12MeV 1.0 纵向焊接接 5.5.4 K≤1.03,L3≤0.5L1 头 一次透 >400mm的 照长度 K≤1.1 环向焊接接 和透照 100<Do≤ 厚度比 400mm的环 K≤1.1或K≤1.2 K 向焊接接头 Tm170 ≤5 5.6.3 γ射线 源和能 量1MeV 以上X 射线设 备的透 照厚度 范围 Yb169
a
1≤W≤15 铝和钛:10≤W≤70 10≤W≤40
b
铝和钛:10≤W≤70 10≤W≤40 铝和钛:35<W<120 20≤W≤100 40≤W≤200 30≤W≤200 W≥50 ≥10d·b2/3 不小于15mA·min 2.0≤D≤4.5
铝和钛:25≤W≤55 14≤W≤40 20≤W≤90 60≤W≤150 50≤W≤180 W≥80 ≥15d·b2/3 不小于20mA·min 2.3≤D≤4.5
单片符合1.5≤D≤4.5 见表5、7、9
单片符合2.0≤D≤4.5 见表5、7、9
单片符合2.3≤D≤4.5 见表5、7、9
a
采用C4类或更高类别的胶 片 铅:前0.1~0.2/后0.1~ 0.2 铅:前0.1~0.2/后0.1~ 0.2 钢或铜:前0.25~0.7/后 0.25~0.7 钢或铜:前0.25~0.7/后 0.25~0.7 铜 钢 钽:前≤1/后≤1 (钽≤0.5) K≤1.01,L3≤0.3L1 K≤1.06 ≤5 2≤W≤12