汽车发动机缸体压降法试漏原理及影响因素分析
压降检漏法的影响因素及改进措施

测试 时对 被 检件 用干 燥氮 气 ( 或其 他 干燥气 体 ) 过 充气 管 道 充 到一 定 压 力 ( 通 一般 与被 检 件 的工 作 压力一 致 ) ,隔 断气 源 ,观察 被检 件 内压力 随 时间 的下 降情 况 。如 果被 检 件 的容 积 为 V,在 A 后 t 时 间 内 ,被 检件 内的压力 降 为 △ P,那 么被 检件 的总 漏率 Q 为
AP 一 ( + A1 P1 )一 ( + A2 P2 )
』 ,
() 2
式中 △ P为 被检件 泄 漏造 成 的压力 降 ;P 为保 压 前 的被 检件 压 力 初 值 ;A1 保 压前 的大 气 压初 为
值 ;T 为保 压前 的被检件 温 度初值 ;P 为保 压 后 的被 检 件压 力 终 值 ;Az 。 为保 压 后 的大 气 压 终值 ;
20 0 6年 8月
中 国 空 间 科 学 技 术
CH I NES P E S ACE S I C ENCE AND TECH NOLOGY
第
4 期
压 降检漏法 的影 响因素及 改进 措施
闰荣 鑫 刘平 冯 琪 洪 晓鹏 师 立侠
( 国 空 间 技 术 研 究 院 ,北 京 10 9 ) 中 0 0 4
测试 地点都 不 同 ,在 相对测 量 中还需 对 测试 时 的大 气压 及被 检件 中的压 力进 行测试 。被检 件 中气体 压力 随着环境 温度 升 高而 升高 ,随着 环境 温度 的降低 而 减少 ,实 际 漏气 引起 的压 力降 应扣 除温 度 和
大气 压的波 动 。 目前 采用 式 ( ) 定压 力差 l : 2确 l 1 J
定被 检件 的 有效 容积 ,可减 少测试 误 差 ,通过 多2 m 量平 均 漏率 可 降低 测试 数 据 的偏差 。 .4
影响缸体试漏的变差研究

10.16638/ki.1671-7988.2021.011.028影响缸体试漏的变差研究郭荣辉,张庆,夏常亮(台州滨海吉利发动机有限公司,浙江台州318000)摘要:发动机气密性检测是发动机设计的重要技术要求,是生产产品过程中一项关键工艺,也是保证发动机和零部件泄漏质量的重要手段。
文章以工厂发动机气缸体总成试漏作为研究对象,通过对试漏仪原理和试漏机结构进行分析,明确试漏机调试关键点,同时对试漏数据进行分析,解决了缸体试漏工件误判的问题。
关键词:发动机气缸体;试漏仪;质量流量法中图分类号:U464 文献标识码:A 文章编号:1671-7988(2021)11-85-05Study on Variation of Influence on Leakage Test of Cylinder BlockGuo Ronghui, Zhang Qing, Xia Changliang( Taizhou Binhai Geely Engine Co., Ltd., Zhejiang Taizhou 318000 )Abstract: The air tightness testing of engine is an important technical requirement for engine design, it is a key technology in the realization of production line products, and also it is an important means to ensure the leakage quality of engine and parts. In this paper, we take the total leakage test of the cylinder block of the factory engine as the research object, through the analysis of the principle of the leakage tester and the structure of the leakage test machine, to clarify the key points of the debugging of the leakage test machine, and to analyze the leakage test data, to solve the misjudgment of the leakage test. Keywords: Engine block; Leakage test instrument; Mass flow methodCLC NO.: U464 Document Code: A Article ID: 1671-7988(2021)11-85-05引言汽车发动机作为汽车的三大核心部件之一,其稳定的零件可靠性和超长的耐久性是对发动机性能和质量考核的重要指标。
发动机气缸漏气的原因及预防措施
第30卷第3期2009年6月华 北 水 利 水 电 学 院 学 报Journal of North China I nstitute ofW ater Conservancy and Hydr oelectric PowerVol 130No 13Jun 12009收稿日期:2008-11-24作者简介:秦朝举(1980—),男,河南叶县人,助教,硕士,主要从事发动机工作过程及电子控制技术方面的研究.文章编号:1002-5634(2009)03-0065-02发动机气缸漏气的原因及预防措施秦朝举,孙永生,祁丽霞(华北水利水电学院,河南郑州450011)摘 要:气缸的密封性对发动机的动力性、经济性和使用寿命有着非常重要的影响.分析了气门、气缸垫和活塞环漏气的原因,提出了相应的预防措施,从而保证了发动机的良好性能.关键词:发动机;气缸;漏气中图分类号:TK407 文献标识码:B 发动机气缸漏气量的改善一直是需攻关的问题[1].气缸漏气量与进排气门、气缸衬垫、活塞环等零件有关.在发动机的使用过程中,由于上述零件的磨损、烧蚀、结焦、积炭等,会引起气缸密封性下降.因此必须定期进行检查调整,以确保其性能良好.1 气门漏气1.1 原 因1.气门积炭.由于燃油雾化不良、燃烧不充分、烧机油以及机车低温工作时间较长等原因,使气门和气门座的接触面处产生积炭,从而产生漏气.2.气门偏磨.由于空气滤清不净及气门杆和导管的磨损,使气门头与气门座发生偏磨,失去原有的技术性能,破坏了其严密性,造成漏气.3.气门头部烧蚀.气门在高温、高压条件下不停地运动,易发生烧蚀而造成漏气.4.气门间隙过小.气门间隙过小是由于调整不当和气门磨损所造成的.当配气机构在工作中受热膨胀后,由于气门间隙过小,摇臂头就会经常顶住气门杆端,使气门关闭不严,造成漏气.5.气门弹簧弹性减弱或折断.气门弹簧由于长期高速工作,负荷很大,有时因材料质量不好或金属疲劳,失去原有的弹性和自由长度,甚至折断,从而造成漏气.1.2 预防措施加强保养和维护可以减少或防止发动机气门漏气,延长其使用时间.1.按期清洁空气滤清器滤芯和疏通排气管道,避免其堵塞,尽量使发动机吸气足够,排气畅通,燃油燃烧完全,以减少气门积炭.2.在保养时,认真清洗气缸内的积炭,尤其是气门杆、气门座及座口的积炭,仔细检查气门锥面的蚀斑数量和接触带宽度,当接触带过宽,蚀斑多时,应用铰刀修整再研磨.3.定期检查和调整气门间隙、减压机构及配气相位,及时更换或修理磨损的有关零件.除此之外,还有:保证正常的机油压力,以保障配气机构有良好的润滑;维修配气机构时,要按技术要求进行修理和装配;使用时,尽量避免发动机超负荷作业,防止发动机温度过高,烧坏气门而漏气;当发现或诊断气门漏气后,应立即采取措施,及时维护和消除,若来不及维护需要继续运行时,应减轻负荷、减少供油量,加强对漏气空门的润滑和冷却,以防卡滞和咬死[2].2 气缸垫漏气2.1 原 因气缸垫漏气的原因比较多,主要有:1.气缸盖螺栓松动;安装气缸盖时,拧紧气缸盖螺栓的力矩不够,或各螺栓的拧紧力矩不等.2.气缸套高出机体平面过高或过低,多缸发动机各缸缸套高出机体平面的高度差异过大,使气缸盖、气缸垫贴合不严而漏气.3.气缸盖与机体接合面不平,翘曲变形(机体不平度不应大于0110mm,气缸盖不平度不应大于0105mm),气缸垫不能被压紧、压平而漏气[3].4.发动机长期大负荷工作、爆震、水套中水垢过厚,致使冷却系统的冷却效果下降、燃烧室积炭过多等,都会使发动机过热并导致气缸垫材质变脆而损坏,最终导致气缸垫漏气.5.气缸垫本身质量不合格,薄厚不匀,导致薄的地方压不实.有的气缸垫使用时间过长,经过多次拆卸,弹性不足,也会使气缸垫漏气.2.2 预防措施1.气缸盖紧固螺母必须严格按该机使用说明书规定的顺序分2~3次均匀拧紧.2.在安放气缸垫前,应检查缸盖、缸体的接合平面的不平度,若其不平度超过规定,应对平面进行修磨;检查缸套肩台突出缸体平面的高度值,多缸机各缸凸出高度值的最大差值不得大于0110mm.3.检查冷却系统中各部分的技术状况,确保水泵、散热器、节温器、冷却风扇、皮带和软管处于良好工作状态.检查水泵、散热器入口处的软管,确保没有空气被吸入到冷却系统中.同时,检查冷却液量是否足够,避免发动机长期大负荷运转.按规定定期维护发动机冷却系统、燃油供给系统和配气机构等,保证发动机在规定的温度下工作.4.选用的气缸垫必须是符合要求、质量可靠的原厂配件,对失去弹性的缸垫一般应更换,特殊情况下非用不可时,可在缸垫两面均匀涂一层0103~0105mm厚的石墨膏,再按规定拧紧.3 活塞环漏气3.1 原 因活塞环与气缸套间漏气的原因有以下几点:1.活塞环磨损,使活塞环开口间隙及环与环槽间隙变大.2.活塞环的开口在活塞上安装位置错误或活塞环窜动后,各环的开口并到同一位置.3.当活塞环被积炭胶结环卡死在环槽内时,失去其原有的弹性,丧失其密封作用.4.活塞环质量不好或用久后弹性不足,造成密封不严.5.气缸壁与活塞磨损过大,破坏了原来的配合间隙,造成漏气.3.2 预防措施1.由于影响活塞环磨损的因素很多,而且这些因素往往是交织在一起的,因而不能只靠改善活塞环本身的结构和材料来解决问题,还应该考虑活塞环和汽缸套的材料及良好的匹配、表面处理、结构状态、润滑油及添加剂选择.因此活塞环材料应尽量采用耐磨、耐热的优质灰铸铁,活塞环工作表面进行多孔性镀铬.2.如果活塞环在气缸内开口间隙和在环槽内的边间隙超过规定尺寸,则必须更换活塞环.3.活塞装入气缸时,应使各环开口相互错开.4.气缸壁与活塞的配合间隙超过规定的磨损界限时,应拆开发动机,用厚薄规测量活塞裙部与气缸壁间的间隙,测得间隙必须符合此型号发动机的规定要求,否则要更换活塞.5.当活塞环因积炭卡死在活塞环槽时,卸下活塞环,在煤油中清洗,检查活塞环磨损程度,若超差或弹力不足则更换新活塞环.参 考 文 献[1]吴志红.改进活塞环设计降低漏气量[J].内燃机配件,2003,30(1):19-21.[2]谭影航.气门漏气对发动机的影响及预防措施[J].广西农业机械化,2002,29(3):38.[3]陈家瑞.汽车构造(上册)[M].北京:机械工业出版社,2005.Rea son s for Ga s L eakage of Eng i n e Cyli n der and Its Preven ti ve M ea suresQ IN Zhao2ju,S UN Yong2sheng,Q IL i2xia(North China I nstitute of W ater Conservancy and Hydr oelectric Power,Zhengzhou450011,China)Abstract:Cylinder sealing has very i m portant effect on power perfor mance,fuel economy,service life of engine.The reas ons for gas leakage of valve,cylinder washer and p ist on ring are analyzed,and the p reventive measures are p r ovided,which are significant f or good perf or mance of engine.Key words:engine;cylinder;gas leakage66 华 北 水 利 水 电 学 院 学 报 2009年6月。
缸体泄漏测试合格率影响因素分析及改进
缸体泄漏测试合格率影响因素分析及改进
谷加佩
(上汽通用五菱汽车股份有限公司 河西基地发动机工厂,广西 柳州 545007)
摘 要:发动机运行过程中需要冷却和润滑,大部分零件均需流通冷却液、润滑油;由于各个零件的密封性要求较高,特 别是其中最大的独立部件,均需要通过水套、曲轴室、油道进行泄漏测试。对于影响泄露测量合格率的原因很多,本文就 影响缸体泄漏测试合格率的因素进行分析并提出改进方案。 关键词:缸体泄漏测试;合格率;影响因素
不合格数量 合格数量
35
30
25
20
16益
32益
图 4 不同温度下负值不合格率
3 提高合格率的改进方案
针对生产过程中缸体试漏不合格原因,可以采 取对应的措施解决,从而提高试漏合格率。(1)选择 合适的封堵材料,如公司优化后采用丁腈橡胶,验证 效果较好;(2)通过优化刀具、路径和参数提升封堵 面的表面质量;(3)采用适应性能较强的弹性封堵杆 可解决封堵行程问题,封堵结构如图 5 所示;(4)一 般来说试漏前均需要清洗工件,可在清洗机前增加 冷却工位,最好采用过冷的空气使工件降低至室温, 避免负值过大。
1 缸体试漏工艺简介
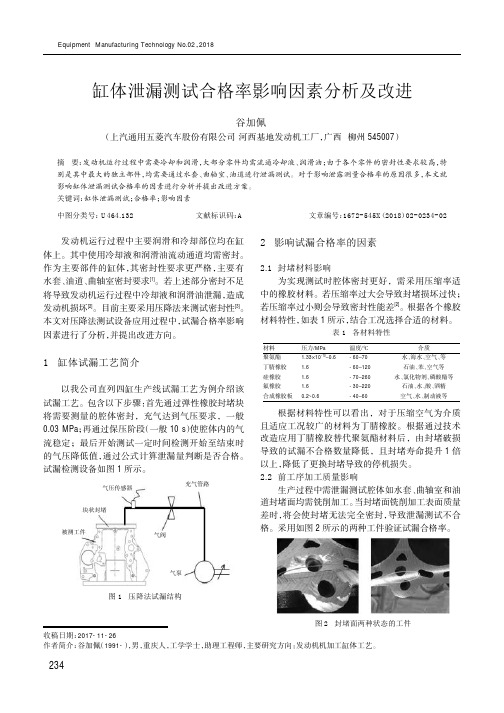
以我公司直列四缸生产线试漏工艺为例介绍该 试漏工艺。包含以下步骤:首先通过弹性橡胶封堵块 将需要测量的腔体密封,充气达到气压要求,一般 0.03 MPa;再通过保压阶段(一般 10 s)使腔体内的气 流稳定;最后开始测试一定时间检测开始至结束时 的气压降低值,通过公式计算泄漏量判断是否合格。 试漏检测设备如图 1 所示。
图 3 表面质量不同工件验证结果
2.3 封堵行程影响 封堵行程设置是否合理,直接影响着测试时密
常用压降检漏法存在的问题及解决的措施(1)

书山有路勤为径,学海无涯苦作舟常用压降检漏法存在的问题及解决的措施(1)(1) 压降检漏法的灵敏度压降法检漏通常采用静态测试, 这种静态测试通常是在初始和终止检漏的某个时间间隔进行。
测量的灵敏度主要和测试的间隔时间、测压仪器的最小可检压力有关。
假如不考虑温度和出气效应, 延长检漏初始到终止时测量时间, 就可以提高测试灵敏度。
但是, 延长检漏时间, 就会增加检漏周期, 通常在单件产品的试验生产中, 可容忍的检漏时间是24~48 小时。
压力降检漏中, 当温度和压力测试的分辨率越高, 灵敏度越高, 则漏率测量也就越灵敏, 因此, 尽可能地选择分辨率和精度较高的测温计和压力计。
(2) 湿度问题在压力降检漏中, 被检件通常都不进行预先抽真空, 而是在大气本底的基础上充入检漏气体。
检漏气体包含有水蒸汽。
假如温度低于露点温度, 水蒸汽将凝结在固体表面, 这样水蒸汽的压力要从检漏气体的总压力中剔除。
当温度高于露点温度, 被检件中的水蒸汽将蒸发而增加被检件空气中的总压力。
水蒸汽的分压力加上气体的真实压力构成了压力降检漏过程中的总压力。
假如水蒸汽的分压力在检漏过程中保持不变。
由于被检件中的总压力满足理想气体方程, 水蒸汽的分压值可以剔除。
然而, 当温度发生变化, 水蒸汽的凝结或蒸发对恒定体积被检件中空气的总压力将发生较大的变化。
假如不对水蒸汽产生的影响进行校准, 压降检漏法将产生较大的偏差。
在露点温度时, 空气中水蒸汽的蒸发和凝结达到了平衡, 在压力变化检漏中, 通过露点传感器测量露点温度, 就可以得到水蒸汽的分压力, 表1 中是常压、常温状态下不同露点的水蒸汽压力。
1 ℃的露点温度引起的被检件中的压力变化。
缸体泄漏原因分析及检测方法
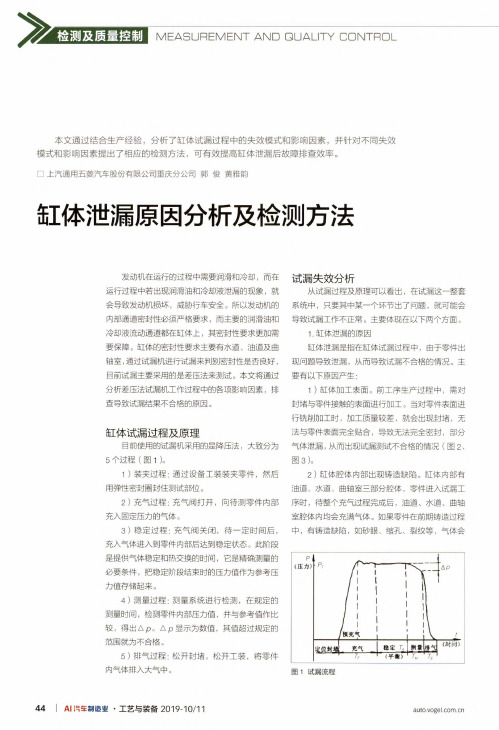
目前使用的试漏机采用的是降压法,大致分为 5个过程(图1 )。
1 )装夹过程:通过设备工装装夹零件,然后 用弹性密封圈封住测试部位。
2) 充气过程:充气阀打开,向待测零件内部
充入固定压力的气体。
3) 稳定过程:充气阀关闭,待一定时间后,
充入气体进入到零件内部后达到稳定状态。此阶段 是提供气体稳定和热交换的时间,它是精确测量的 必要条件,把稳定阶段结束时的压力值作为参考压 力值存储起来。
”检测及质量控制 MEASUREMENT AND QUALITY CONTROL
本文通过结合生产经验,分析了缸体试漏过程中的失效模式和影响因素,并针对不同失效 模式和影响因素提出了相应的检测方法,可有效提高缸体泄漏后故障排查效率。 □上汽通用五菱汽车股份有限公司重庆分公司郭俊黄雅韵
缸体泄漏原因分析及检测方法
1.缸体泄漏的原因 缸体泄漏是指在缸体试漏过程中,由于零件出 现问题导致泄漏,从而导致试漏不合格的情况。主 要有以下原因产生:
1 )缸体加工表面。前工序生产过程中,需对 封堵与零件接触的表面进行加工。当对零件表面进 行铳削加工时,加工质量较差,就会出现封堵,无 法与零件表面完全贴合,导致无法完全密封,部分 气体泄漏,从而出现试漏测试不合格的情况(图2、
图2加工质量差影响试漏
通过铸造缺陷泄漏,导致试漏结 果岀现不合格。
2.试漏模式失效 1 )封堵损坏。为实现测试 时密封性良好,通常采用压缩率 稳定的橡胶材料制作成封堵与零 件加工表面贴合。由于封堵是塑 性材料,在长期挤压过程中,会 岀现开裂、脱落及变形的情况, 从而导致与加工表面贴合密封效 果不佳,出现泄漏情况。
4) 测量过程:测量系统进行检测,在规定的
测量时间,检测零件内部压力值,并与参考值作比 较,得出Ap。Ap显示为数值,其值超过规定的 范围就为不合格。
发动机试漏检测原理及影响因素分析

Vol. 50 No. 1Feb. 2021第50 1机与车辆技术20212 SMALL INTERNAL COMBUSTION ENGINE AND VEHICLE TECHNIQUE 发动机试漏检测原理及影响因素分析杨涛贺大伟孙建国周围(北京奔驰汽车有限公司发动机工厂 北京100191)摘 要:发动机试漏是整机密封性检测的关键环节。
通过对常见试漏设备检测原理分析,总结不同试漏原理检测特D,并在此基础上结合生产实际经验对影响试漏结果的主要影响因素进行了分析,为行业其它厂家解决试漏问题提供了一种可借鉴的分析思路。
关键词'发动机发动机试漏密封性检测中图分类号:U464.171文献标识码:A 文章编号:2095-'234(2021 )01-0053-05Engine Leak Testing Principle and InfluencingFactors AnalysisYANG Tao? HE Dawei; SUN Jianguo; ZHOU WeiBeijing Benz Automotive Co., Ltd. (Beijing, 100191, China )Abstract : Engine leak testing is the key process of whole engine sealing testing. In this paper, through an alyzing leak testing principle, different characteristics are summarized, and main influencing factors for leak testing result are analyzed based on production experience, which provides a reference of leak testingissue analytical method for other manufacturers in the industry.Keywords : Engine; Engine leak testing; Sealing testing引言发动机试漏检测技术是指在发动机装配过程中 通过压缩空气等介质对整机密封性检测的一项技术 叫 在发动机生产过程中,试漏检测可以快速判定整机和零部件的密封质量,及时发现和拦截不合格品,避免其装配 , 造R发动机试漏检测工位通常设置在发动机主 要部件装配完 注机油 前,可以检测发动机油 漏和 油封的气密性,及的零部件及油 等。
发动机泄漏测试技术简介
发动机泄漏测试技术简介作者:王国增来源:《科学与财富》2019年第26期前言发动机是由几百个零件组合成的整体,在运行过程中内部水道、油道要承受很大的压力,如果出现漏点,会导致冷却液或机油流出,影响发动机性能,因此在汽车部品以及燃具部品等生产线上,泄漏测试对保证产品的质量起着至关重要的作用。
1泄漏测试基本知识密封性:用于描述适当的密封程度:允许泄漏率:是密封性要求的公差和中心值,在此基础上进行检测.介质:充入测量腔内的物质。
分为:工作介质:实际工作过程中被测腔内充入的介质,测试介质:在密封性测试过程中采用的介质,从密封性的角度来看,发动机通常有三处应进行测试:1.)水腔:冷却水在其中循环2.)压力油道:其中有比如供给曲轴的润滑油.3.)无压油腔:接收回流到油底壳的润滑油.2泄漏测试方法对比测试方法分类:●水浸法:内腔机构简单的物件,管路、空腔等,不灵敏●异种气体检测法:将空气中不含有的其它元素的气体,和压缩空气混合后充入被测物内部,通过气体检测装置(氦气测漏仪)测出密封器内的被测物是否发生泄漏●流量测试法:由于泄漏量与流量等同,所以通过微小流量测试计对被测物施加压力空气,测出泄漏量。
特点:显著缩短测试时间,直接测量标准状态下的流量scc/min应用范围:大容积工件,要求较短的测试时间.●压力测试法:施加正压或负压后关闭阀门通过压力表或压力传感器,压力开关等测出因被测物泄漏所引起的压力下降特点:结构简单,自身容积最小,测量范围大,经济实用缺点:分辨率随测试压力的升高和测试容积的增大而降低应用范围:在满足节拍要求,能够获得足够大压力降的情况下,可应用于所有领域.●差压测试法:使用差压仪表(U形管、差压传感器等)代替④中的压力表,由于被测物的泄漏会引起压力下降,从而与标准件之间发生了差压?因为此方法测试泄漏的感度高,所以当前的空气泄漏测试仪都采用这种计测方式?特点:高测试压力(可达 80 bar),高分辨率,且不取决于测试压力,(可在高压下检测微小泄漏),对于状态不稳定的工件,可采用标准件参考。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
汽车发动机缸体压降法试漏原理及影响因素分析□武书上汽通用五菱汽车股份有限公司广西柳州545007摘要:缸体是汽车发动机的核心部件,其密封性要求较高。
介绍了汽车发动机缸体密封性的评价方法和压降法试漏原理,分析了应用压降法时发动机缸体腔体内部水分残留、缸体温度变化,以及测量系统误差对试漏的影响。
关键词:发动机缸体压降法泄漏测试中图分类号:TH89文献标志码:A文章编号:1000-4998(2019)05-0007-03 Abstract:The cylinder block is the core component of the automotive engine and has a high requirement on leak tightness.The evaluation method of the leak tightness of the engine cylinder block and the leak-off-test principle of the pressure drop method were introduced.The influence of the residual moisture inside the engine cylinder block,the temperature fluctuation of the cylinder block and the error of the measuring system on the leak-off—test were analyzed.Key Words:Engine Cylinder Block Pressure Drop Method Leakage Test发动机缸体作为发动机的核心部件,对加工的尺寸公差要求相当严格。
为了保证发动机的性能,对发动机缸体油道、水套、曲轴室的密封性要求也相当高,需要通过专用的设备对缸体的密封性进行测试。
在批量生产过程中,常用的测量方法为压降法⑴。
任何测量方法及测量系统都会存在测量误差,因此需要尽可能排除外在因素影响,测量出真实的泄漏值12)。
1发动机缸体密封性评价方式发动机缸体要求对油、水具有良好的密封性,而在批量生产过程中,很难做到直接采用油、水作为介质进行泄漏测试,往往采用空气进行测试⑶。
空气相对油、水,其黏滞系数更小,所以产品在设计中,要求采用气体试漏时,允许一定的泄漏量⑴。
以某产品的设计要求为例,其泄漏量标准见表lo在现有的发动机缸体设计要求中,对密封性评价的指标为泄漏率,即工件在固定的压力下,单位时间内所产生的泄漏量。
Q=60SV/t(1)式中:Q为泄漏率,mL/min;AV为泄漏量,mL;t为测量时间,s。
2压降法试漏原理发动机缸体毛坯为铸造成型,在缸体内部会存在气孔、缩孔、砂眼、裂纹等,导致水道、油道、曲轴室等腔体贯穿泄漏。
因为待测工件的泄漏位置及大小无法确认,所以无法针对泄漏位置直接进行泄漏量测量。
由此可见,需要将泄漏量转换为可测量的量进行测量。
向待测工件腔体充入一定压力的气体,探测气体压力的大小,来判定工件是否有泄漏。
根据理想气体常态方程,工件腔体的泄漏值可以转换成压力值。
PV=nRT(2)V=nRT!P(3)式中:P为气体压力,Pa;V为气体体积,rrp;"为气体物质的量,为热力学常数,J/(mol-K);r为气体绝对温度,K。
在测试压力下将所泄漏的气体体积转换为标准大气压条件下的气体体积,由此得到泄漏量。
在正常的试漏条件下,试漏时间较短,一般可以近似看作是等温过程,因此有:表1某产品泄漏量标准测试部位曲轴室水套油道标准测试压力/kPa泄漏率/(mL«min,)测试压力/kPa泄漏率/(mL・min“)测试压力/kPa泄漏率/(mL-min l) 5020150102006*国家科技重大专项(编号:2014ZX04002011)收稿日期:2018年10月p.v.=P'v a+py.V.=(P-P')VJP,(4)(5)曲需机械制造总第657期2019,57(5)卫式中:匕为转换至标准大气压下的气体泄漏量,m3;P * 为标准大气压,Pa ; V 。
为测试的腔体体积,m ,;尺为测试开始时的腔体气体压力,Pa ;P 为测试结束后的腔体 气体压力,Pa 。
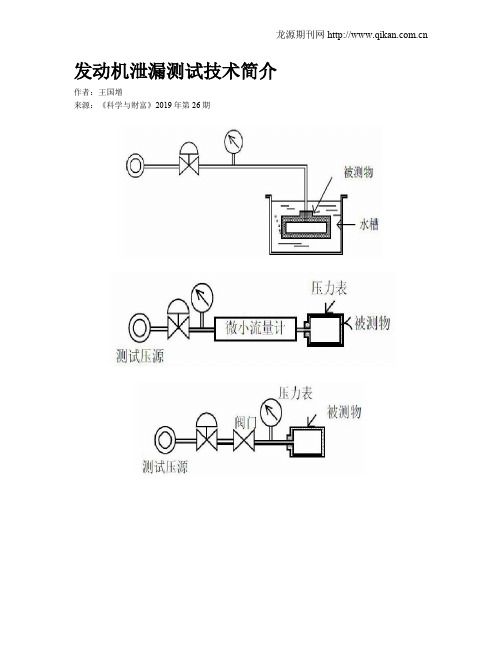
常用的压降法试漏设备工作原理如图1所示,工作过程大致分为四步。
第一步为充气阶段,打开阀门, 通过调压阀将稳定的、满足压力要求的气体充入被测 腔体。
第二步为稳压阶段,关闭阀门,在单向阀的作用下,气体始终保持在被测腔内,经过一定时间后,腔内气体稳定下来,为测试做好准备。
第三步为测试阶段, 压力传感器将测量到的压力变化值传送至处理器,处 理器根据压力计算出泄漏值。
第四步为泄压阶段,排除被测腔体内部的气体,被测腔体往往为封堵密封,因此 松开封堵,腔体残留气体即可排除。
可见,压降法试漏就是在被测腔体固定测试压力及时间的情况下,测量气体的压力变化,并转换为泄漏量。
3影响因素分析3.1发动机缸体腔体内部有水分残留发动机缸体的部分腔体由铸造而成,特别是水套 及部分回油孔。
某些铸造腔体的拐角容易积累液体,液体会蒸发,特别是当工件温度偏高时,液体蒸发的速度 会加快。
液体蒸发后,变成水蒸气,因此在固定的空腔内,气体的含量增大,气体的压力会增大。
在不考虑温 度变化的前提下,可以看作是等温过程,那么根据理想气体状态方程,可以得到压力的计算式:P=nRT/V(6)试漏过程中,腔体的体积不变,等温过程中温度不变,那么压力变化为:SP=RTSn/V (7)式中:△/>为压力变化值,Pa ;4n 为气体物质的量的变化值,mol 。
当残留液体蒸发后,气体物质的量就会增大,由于为定值,因此 3 增大,AP 增大,压力也增大,会导致式(5)中的P 增大,则人会减小。
如果因为液体蒸发量 过大导致压力增大的值比正常测试泄漏的量所造成的压力降低的值还要大,那么就会出现匕负值过大,造 成误报警,导致误判,影响试漏一次下线合格率 W出现上述情况时,一般将工件放置一段时间,待水 分完全自由蒸发后,再进行试漏,即可合格。
若要从根本上解决这一问题,则还需从工艺设备着手,强化试漏 前设备干燥功能,如增加定位干燥、真空干燥等。
3.2发动机缸体温度变化根据理想气体方程,假设试漏过程中没有气体泄漏,那么n 是定量。
设P,为保压时的气体压力,7;为保 压时的气体温度,P 2为测试时的气体压力,兀为测试时的气体温度,则压力与温度存在以下关系:PJP 2=TJT 2 (8)P2-H=H(W-1) (9)SP=P i (T 2/T i -1')(10)如果工件的温度高于环境温度,即试漏时所采用的气体温度,那么在试漏过程中,工件腔体内气体会被加热,即温度7>乃,则增大,导致式(5)中的P 增 大,匕就会减小。
如果温度升高过大,导致压力增大的 值比正常测试泄漏的量所造成的压力降低的值还要大,那么就会出现V.负值过大,造成误报警,导致误判,影响试漏一次下线合格率。
如果工件温度低于环境温度,那么在试漏过程中, 工件腔体内气体就会被冷却,即温度7\<T 、,则减小,导致式(5)中的P 减小,人会增大。
严重时,匕超出 工艺要求范围,误判后造成报废,增加制造成本,同时 也会影响试漏一次下线合格率。
可以通过工件温度控制系统,来确保工件的温度与环境温度差异保持在±1弋。
此外,可以增加温度补偿 系统,在试漏系统中增加温度测量,通过实际测量温度 变化对测量结果进行补偿。
3.3测量系统误差整个泄漏测量系统包含了传感器、封堵及试漏仪。
传感器的测量精度及准确性都会对试漏结果产生影 响。
传感器的测量值与实际值总会存在差异。
测量系统的密封性、封堵与缸体之间的密封性、传感器与待测腔体的密封性,这些都是接触式压力密封,从理论上而言不可能完全不泄漏,所以理论上会存在一定的系统泄漏量:“)。
此外,压降法测量系统实际采用了简化算法, 计算值只是近似值。
由此可见,测量系统的误差是不可 避免的。
为最大程度避免测量系统误差,测量出最真实的泄漏值,在生产过程中常用的方法为标定补偿法。
另外,针对整个测量系统,还需要定期进行稳定性及重复2019,57(5)机械制這追算657期团鵬2=0;性验证,以确保设备本身测量的稳定性。
由式(1)可得泄漏率<2与成正比关系,由式(5)可得气体泄漏量人与测量的腔体气体压力P 成反比关系,△卩与人本身代表同一个量,只是在两个不同 公式中的表现形式不同,所以,泄漏率Q 与测量的腔体气体压力P'成反比关系。
标定补偿分两步进行。
第 一步,利用试漏标准样件在机床上测量,得出压降值 △R'。
该值为测量系统的泄漏值,对应的泄漏值△。
为0,作为零点补偿值。
第二步,利用标准漏口问来确认具 体的压降与试漏的比例关系。
在设备上采用标准样件, 在试漏仪上插上标准漏口,此时压力值A/Y 对应的泄漏值为△ Q 2,^Q i 为标准漏口的值。
根据相应的两个点(0,4PJ 、(4Q2,4P2),可以得出相应的压降与泄漏值的试漏是发动机制造过程中所必须进行的工作。
掌 握试漏原理,有助于快速解决试漏过程中发生的问题。
在正常生产过程中,主要通过确保良好的工件状态,如工件密封面的加工质量、工件试漏时的干燥状态、工件本身的温度等,来保证试漏结果的真实性。
此外,合理 的标定方式是测量结果准确的有力保证。
参考文献[1] 王勇,马凯.气密性检测技术在发动机生产过程中的应用[J].汽车工艺与材料,2009(7):4-10.[2] 曹园园.发动机机油系统泄漏测试改进[J].轻工科技,2017(9):25-26,30.[3] 徐国庆,徐飞跃,周海军,等.油底壳气检试漏机的智能化的优化分析[J].制造技术与机床,2013(6): 128-131.[4] 王克成.在线试漏技术的再探讨[J].组合机床与自动化加工技术,2000(10):6-8.[5] 谷加佩.缸体泄漏测试合格率影响因素分析及改进[J].装备制造技术,2018(2):234-235,246.[6] 彭峻,李敏虔.提高1.8 L 发动机缸体试漏一次通过率[J].装备制造技术,2017(7):198-200.[7] 谭健祥,姚广袖,连修玉.发动机缸盖试漏机设备效率提升探讨[J].装备制造技术,2013(11):169-171.[8] 董晶晶,安源.发动机关键零件泄漏检测工艺分析[J].装备制造技术,2015(6):70-72,109.[9] 郭宗伟.浅谈零件泄漏检测实践分析[J].内燃机与配件,2018(9):151.[10] 王显军,沈俊杰,李英俊.泄漏测试设备相关技术的研究与应用[J].机械制造,2012,50(7):55-56. A作者简介:武书(1990—),男,助理工程师,主要研究方向为发动机缸体加工工艺。