双向拉伸聚丙烯薄膜晶点、白点、鱼眼的研究
聚乙烯薄膜“鱼眼”成因分析

CHINA SYNTHETIC RESIN AND PLASTICS 研究与开发合 成 树 脂 及 塑 料 , 2018, 35(1): 41“鱼眼”是在透明或半透明塑料薄膜中用肉眼明显可见的一种和周围材料未充分融合的透明硬质微粒。
聚乙烯薄膜中“鱼眼”形成的原因主要是树脂中存在交联点、杂质或结晶物,在成膜加工过程中不能与树脂相互均匀分散、融合,先于周围的树脂结晶形成“鱼眼”。
“鱼眼”可能来自聚乙烯的聚合工艺或成膜工艺。
由于“鱼眼”来源复杂,形成机理多样,导致查找原因困难,因此,要借助多种检测方法全面剖析试样[1-3]。
本工作就聚乙烯薄膜制品开展“鱼眼”成因分析,采用扫描电子显微镜及能谱分析确定“鱼眼”是否有无机物核分散在其中,分析“鱼眼”结晶形态。
1 实验部分1.1 主要原料聚乙烯 DFDA 7042,中国石油化工股份有限公司齐鲁分公司生产。
1.2 主要仪器GPC150CV型凝胶渗透色谱仪,美国Waters公司生产;Bruker-AM-300型高温核磁共振碳谱仪,Bruker公司生产;DS-2000型差示扫描量热仪,美聚乙烯薄膜“鱼眼”成因分析王文燕,马 丽,任 鹤(中国石油天然气股份有限公司石油化工研究院大庆化工研究中心,黑龙江省大庆市 163714)摘要:聚乙烯薄膜中“鱼眼”形成的原因主要是聚乙烯中存在交联点、杂质或结晶物,针对聚乙烯DFDA7042吹膜制品“鱼眼”异常的情况,采用差示扫描量热仪、高温核磁共振碳谱仪以及X射线衍射仪分析“鱼眼”区域树脂与非“鱼眼”区域树脂的结构差别。
结果表明:聚乙稀薄膜的支化度为17.4个/1000 C,“鱼眼”的支化度为40.5个/1000 C,说明形成“鱼眼”的聚乙烯分子中支化度很高,两者的结晶行为不一致;“鱼眼”为高支化小分子聚乙烯;“鱼眼”的形成是部分聚乙烯在吹塑的膜泡冷却段结晶速率过快,先于周围的DFDA 7042形成非晶区球晶。
关键词:聚乙烯 薄膜 鱼眼中图分类号:TQ 325.1+2文献标识码:B 文章编号:1002-1396(2018)01-0041-03Formation of fish eye in PE filmsWang Wenyan, Ma Li, Ren He(Daqing Petrochemical Research Center, Petrochemical Research Institut of CNPC, Daqing 163714, China)Abstract: The“fish eye”in polyethylene(PE)films is formed due to the existence of crosslink points,impurities or crystal substances. The differential scanning calorimeter,carbon nuclear magnetic resonance spectrometer and X-ray diffractometer were used to investigate the structure differences between“fish eye”and non“fish eye”areas in DFDA 7042 films. The results show that the degree of branching of the PE films is 17.4 ethyl/1000 C,while that of the“fish eye”is 40.5 ethyl/1000 C,which represents high branching degree in PE forming“fish eye”,that is,their crystallization behaviors are different. The“fish eye”is high branching small molecular PE, which is formed as the result of high crystallization rate of PE in the process of bubble film cooling which has led to the formation of spherulite in amorphous region faster than neighboring DFDA 7042.Keywords: polyethylene; film; fish eye收稿日期:2017-08-28;修回日期:2017-10-26。
BOPP薄膜进料检验标准QC-QS-01
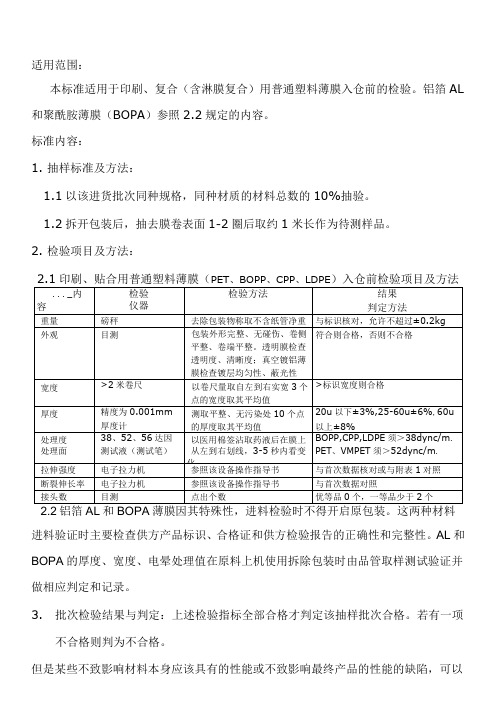
适用范围:本标准适用于印刷、复合(含淋膜复合)用普通塑料薄膜入仓前的检验。
铝箔AL 和聚酰胺薄膜(BOPA)参照2.2规定的内容。
标准内容:1.抽样标准及方法:1.1以该进货批次同种规格,同种材质的材料总数的10%抽验。
1.2拆开包装后,抽去膜卷表面1-2圈后取约1米长作为待测样品。
2.检验项目及方法:2.2铝箔AL和BOPA薄膜因其特殊性,进料检验时不得开启原包装。
这两种材料进料验证时主要检查供方产品标识、合格证和供方检验报告的正确性和完整性。
AL和BOPA的厚度、宽度、电晕处理值在原料上机使用拆除包装时由品管取样测试验证并做相应判定和记录。
3.批次检验结果与判定:上述检验指标全部合格才判定该抽样批次合格。
若有一项报上级视情形考虑降级使用。
4.记录与区分:4.1所有检验数据及判定结果,填入《进料检验记录》并交品管部主管确认。
4.2检验合格的材料作合格标识,交仓库于备料区区分摆放。
4.3遇有不合格物料,贴不合格标识,填写《不合格原料报告处理单》交相关部门领导确认后与供应商联络处理。
4.4检验员及时对检验合格和不合格的物料作出明确、固定的标识,并通知仓库按区域摆放。
1.外观应符合表1规定表12.尺寸偏差2.1薄膜宽度允差土2mm2.2厚度偏差、厚度平均偏差应符合表2规定表22.3每卷薄膜接头及每段长度应符合表3规定表33.物理机械性能应符合表4规定表41.外观应符合表1规定表12.尺寸偏差2.1薄膜宽度应符合表2规定表22.2厚度偏差、厚度平均偏差应符合表3规定表32.3每卷薄膜接头及每段长度应符合表4规定表43.物理机械性能应符合表5规定表51.外观应符合表1规定表12.尺寸偏差2.1薄膜宽度允差土2mm。
2.2厚度偏差、厚度平均偏差应符合表2规定表22.3每卷薄膜接头及每段长度应符合表3规定表33.物理机械性能应符合表4规定表44.卫生性能符合GB9688之规定,嗅觉应无异味附件4珠光型双向拉伸聚丙烯薄膜 1.外观应符合表1规定表12•尺寸偏差2.1薄膜宽度允差土2mm 。
双向拉伸聚丙烯BOPP薄膜的原料性能和BOPP薄膜配方工艺

BOPP薄膜的原料性能和BOPP薄膜配方BOPP(双向拉伸聚丙烯)薄膜强度大,阻气性高,印刷性能和抗撕裂性好,是PP薄膜制品中消耗量最大的品种,应用也最广泛。
而我国BOPP薄膜虽然发展很快,但在规模、品种等方面与国外相比仍有一定差距。
如埃克森美孚公司BOPP薄膜的年产量超过200万吨,有近40个品种,应用领域广阔。
而国产BOPP薄膜品种单一,规模小,成本高,因此仍有相当数量的BOPP薄膜产品从国外进口。
近几年我国BOPP 厂也推出了如BOPP彩印定位防伪型烟用包装膜、BOPP超低温热封型烟用条包膜、BOPP抗磨花型烟用包装膜等一些新产品,但是还需要加强产品的创新,逐渐缩小与国外产品的差距。
对此专业人士认为,除了加强管理、降低成本以及提高质量以外,还应要努力开发新产品,本文会介绍更多BOPP薄膜给大家参考.一、聚丙烯树脂的主要性能及其测量方法聚丙烯(polypropylene)是由丙烯单体经聚合作用而部分结晶的聚合物,英文缩写为PP。
其聚合方法有4种,即溶液法、溶剂淤浆法、液相本体法和气相法。
由于聚合方法的不同,所得到的聚丙烯树脂性能有差异。
据资料,聚丙烯最主要的两个性能是熔体质量流动速率和立体等规度。
1.熔体流动速率(MFR)——热塑性材料在一定的温度和压力下,熔体每10min通过标准口模的质量,单位为g/10min.塑料熔体流动速率(MFR),以前又称为熔体流动指数(MFI)和熔融指数(MI)。
一般说来,我们在聚丙烯加工的时候,以MFR来表示它的流动性能,熔融指数是与聚合物的分子量相对应的,与聚合物的相对分子质量成反比而与粘度成反比。
MFR的测量一般由一台挤出式塑度仪完成。
其具体的操作方法参考GB/T 3682-2000,可以在方法A或者B中任选一种,选择方法B时,熔体的密度值为0.7386g/cm3。
试验条件为M(温度:230℃,负荷:2.16kg)或P(温度:230℃,负荷:5.0kg),试验前,应用氮气吹扫料筒5s-10s,氮气压力为0.05MPa。
双向拉伸聚乙烯(BOPE)薄膜-最新国标
双向拉伸聚乙烯(BOPE)薄膜1范围本文件规定了双向拉伸聚乙烯(BOPE)薄膜的术语和定义、分类、要求、试验方法、检验规则、标志、包装、运输和贮存;废膜的收集、暂存、转运、处置。
本文件适用于以聚乙烯树脂为主要原料,采用共挤平面拉伸法,沿纵向、横向拉伸所制得的薄膜。
2规范性引用文件下列文件中的内容通过文中的规范性引用而构成本文件必不可少的条款。
其中,注日期的引用文件,仅该日期对应的版本适用于本文件;不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T191包装储运图示标志GB/T1040.3塑料拉伸性能的测定第3部分:薄膜和薄片的试验条件GB/T2410透明塑料透光率和雾度试验方法GB/T2828.1计数抽样检验程序第1部分:按接受质量限(AQL)检索的逐批检验抽样计划GB/T2918塑料试样状态调节和试验的标准环境GB/T6672塑料薄膜和薄片厚度测定机械测量法GB/T6673塑料薄膜和薄片长度和宽度的测定GB/T8807塑料镜面光泽试验方法GB/T10006塑料薄膜和薄片摩擦系数测定方法GB/T12027塑料薄膜和薄片加热尺寸变化率试验方法GB/T14216塑料膜和片润湿张力的测定GB/T26253塑料薄膜和薄片水蒸气透过率的测定红外检测器法GB/T37841塑料薄膜和薄片耐穿刺性测试方法QB/T2358塑料薄膜包装袋热合强度试验方法QB/T5609多层共挤流延聚乙烯薄膜3术语、定义QB/T5609界定的晶点、团聚点、起霜以及下列术语和定义适用于本文件。
3.1双向拉伸聚乙烯薄膜Biaxially oriented polyethylene(BOPE)film以聚乙烯树脂为主要原料,采用共挤平面拉伸法,沿纵向、横向拉伸所制得的薄膜。
薄膜的主要原料应占所采用所有原辅料总重量百分比大于等于90%,且添加的功能助剂及其他原料应不影响再次热塑性加工回收。
亦称为双向拉伸聚乙烯单一材质薄膜。
BOPP双向拉伸ppt

2.4.3 弹性模量
• 它是表示在弹性范围内薄膜所受应力与应变的比例系数 ,它表征的是薄膜的刚性或挺度,BOPET薄膜的弹性模 量一般在4000以上,而BOPP需要加入增刚剂才能达到 4000以上。
• 一般情况下静态热收缩率越小,其动态热收缩在相同条 件下也趋小,但条件不同就不一定有对应关系。
2.3.2 影响热收缩率的因素及控制办法
2.3.2.1 影响因素有: • PET切片的聚合度、端羧基值 • 薄膜的结晶度 • 拉伸的工艺参数 • 热定型温度 • 热松驰(定型区、冷却区与出口链宽设置)等。 2.3.2.2 控制办法有: • 要求原料供应商改善PET树脂的热稳定性,避免或减少在
• 表面张力的国际单位为N/m,但通常我们用 dyn/cm(达因)表示,1dyn/cm=1mN/m
2.5.2 摩擦系数
• 摩擦系数(friction factor)是指两表面间的摩擦力和作用 在其一表面上的垂直力之比值。它是和表面的粗糙度有关, 而和接触面积的大小无关。依运动的性质,它可分为动摩擦 系数和静摩擦系数。
• 适当的表面粗糙度有利于油墨印刷和镀铝,特别是 对浅网印刷尤其重要。如果粗糙度过大,则可能会 造成油墨分子或铝分子不能填满薄膜表面的凹点而 影响两者之间的结合力,严重时会导致分层,或出 现针孔漏白问题。
加工过程中的热降解。 • 适当提高TDO热定型温度,目的是完善结晶,充分释放内
应力。 • 在热定型末端足够进行热松驰,随后快速冷却定型,使拉
伸取向的结晶晶格“冷冻”并固定。
2.4 力学性能
2.4.1 拉伸强度
• 这是薄膜最重要的力学性能指标,是指材料产生 最大均匀塑性变形的应力。它表示在单位截面上 所承受的最大拉力。一般BOPET薄膜的拉伸强度 应在200MPa以上。
双向拉伸聚丙烯生产过程中的取向与结晶

双向拉伸聚丙烯生产过程中的取向与结晶摘要:分析了BOPP薄膜生产过程中的取向和结晶对薄膜机械力学性能和光学性能的影响,实际生产中生产工艺应该根据PP的热力学特性相应调整,以制造出双向取向度高,同时结晶微细、均匀的高性能优质BOPP薄膜。
关键词:取向,结晶,BOPP薄膜双向拉伸聚丙烯(BOPP)薄膜具有高光泽、高挺度、阻气性好、抗冲强度高等特点,是一种性能优良的高透明包装材料[1]。
从80年代后期开始至今,BOPP薄膜在食品、饮料、香烟、服装等行业的包装上得到广泛应用。
尽管BOPP薄膜的设备和技术都依赖进口,投资规模大,但由于其市场潜力大、产品附加值高,利润大,近年来再次成为塑料包装行业的投资热点[2]。
对于一种包装材料而言,反映外观美感的光学性能和反映使用承受强度的机械力学性能是非常重要的性能指标。
聚丙烯(PP)是一种结晶性聚合物,在BOPP薄膜的加工过程中,PP在力、热和电场等的作用下,经历了复杂的取向和结晶的变化,PP聚集态结构中的取向和结晶将对BOPP薄膜光学性能、力学性能起决定性影响,因此如何通过工艺的调整,控制BOPP薄膜生产过程中的取向和结晶是改善产品品质、提高产品等级的关键。
1 BOPP薄膜加工工艺以逐次双向拉伸工艺为例,其工艺流程如下。
总体上,逐次拉伸法是将挤出的PP片材先经过纵向拉伸、后横向拉伸来完成二次取向过程。
生产过程中主要控制的工艺参数有生产线速度、温度、拉伸比等。
BOPP薄膜质量控制指标包括弹性模量,纵、横向的抗张强度、断裂伸长率、热收缩率,摩擦系数,浊度,光泽度等,这些指标主要体现薄膜的力学性能和光学性能,它们与PP高分子链的聚集状态如取向、结晶等有密不可分的联系。
2 取向由于聚合物分子具有长链的结构特点,聚合物成型加工过程中,在外力场的作用下,高分子链、链段或微晶会沿着外力方向有序排列,产生不同程度的取向,形成一种新的聚集态结构-取向态结构,致使材料在不同方向上的机械力学、光学和热力学性能发生显著变化。
BOPP(双向拉伸聚丙烯)薄膜简介
BOPP薄膜的生产工艺
• 目前BOPP薄膜的生产工艺主要有两大类:
• (1)管膜法; • (2)平膜法,平模法又分逐次双向拉伸和同步双 向拉伸。
• 管膜法具有设备简单、投资小、占地少、见效快的优点。 但由于它单机产量低、厚度公差大、热收缩率大,以致近 来没有多大发展。 • 平膜法中的同步双向拉伸制得的产品具有各向同性的优点 ,但由于设备复杂、制造困难、成本高而未能发展起来。 • 逐步双向拉伸为目前大多数生产企业所采用的方法,虽然 制得的产品在拉伸强度、断裂伸长率、热收缩率等性能上 纵向与横向有所差异,但对产品质量影响不大,而它却有 产量大、速度快、幅度宽、产品质量稳定等优点。
BOபைடு நூலகம்P薄膜的主要性能
• 常用的BOPP薄膜包括:普通型双向拉伸聚丙烯薄 膜、热封型双向拉伸聚丙烯薄膜、香烟包装膜、 双向拉伸聚丙烯珠光膜、双向拉伸聚丙烯金属化 膜、消光膜等。 • 而这些不同用途的BOPP性能不尽相同。下面以普 通型BOPP薄膜和BOPP珠光膜为例加以说明。
普通型BOPP薄膜
透明成核剂添加到聚丙烯后熔体冷却时先于聚丙烯结晶成为聚合物的异相核心从而提高聚丙烯熔体中的成核密度可降低聚丙烯球晶的尺寸提高透明度同时大量的晶核有效地改善了光学性能并提高了抗冲击性能热变形温度弯曲弹性模量抗张强度等机械性能同时透明剂为聚丙烯晶体的生长提供了额外的带自由能的晶核较多的活性点提高了结晶的温度和速度使加工周期缩短
谢谢大家!
李建峰,吕胜鹏,洪银根,孙平浩,张晨
如何改善BOPP的透明度
• 1.通过定向拉伸诱发聚丙烯晶体的成核作用,降 低聚丙烯的结晶度和使球晶细化。主要是借助于 成型工艺的改变,达到提高聚丙烯透明度的目的 ,但透明性的提高有限。 • 此外,增大拉伸倍率也可改善聚丙烯透明性,但 这对热成型性能影响较大,制品的使用范围受到 限制。
双向拉伸聚丙烯(BOPP)薄膜工业技术应用和发展
双向拉伸聚丙烯(BOPP)薄膜工业技术应用和发展双向拉伸聚丙烯薄膜是20世纪60年代发展起来的一种透明软包装材料。
它是用专门的生产线将聚丙烯原料和功能性添加剂混合,熔融混炼,制成片材,然后通过纵拉和横拉设备将片材在纵、横两个方向高度取向制成薄膜。
其取向倍率(纵向拉伸倍率和横向拉伸倍率的乘积)与生产设备的设计能力有关,一般是所铸片材宽度的40-60倍,生产速度从100-300m/min,所做薄膜的厚度在4-50μm之间。
双轴拉伸聚丙烯的生产方法,加工工艺和本身的结构特点赋予BOPP薄膜许多优异的性能。
如它比流延PP(CPP)膜和吹塑薄膜机械强度更高,透明性和光泽度更好。
BOPP薄膜具有机械强度高、尺寸稳定性好、质轻、无毒、防潮、密封性好、市场应用范围广、印刷性良好等优点,被包装行业誉为“包装皇后”,并被广泛应用于食品、糖果、香烟、茶叶、果汁、牛奶、纺织品等包装领域中。
国际上BOPP薄膜自1962年实现工业化生产以来发展迅速,其年增长速率保持在12%-15%左右。
BOPP薄膜工业化在我国起步较晚,20世纪70年代开始研制和试产,1982年从德国引入第一条BOPP膜生产线,1984投产。
由于我国的BOPP膜市场需求大,促使BOPP工业得以迅猛发展。
到2004年为止,我国BOPP薄膜生产线的产能为190万吨,实际产量约为176万吨,有几十家大型公司从事BOPP薄膜的生产和经营,可以说,BOPP膜产业是我国包装行业的一个非常重要的分支。
1.BOPP薄膜生产设备可以说,生产BOPP薄膜的设备是所有塑料加工设备中最为复杂的设备之一。
在BOPP行业,生产BOPP薄膜的设备简称BOPP薄膜生产线。
它包括电器控制系统、原料系统、挤出机系统、过滤器、模头、铸片机、纵拉机、横拉机、边料回收系统、电晕处理系统、测厚仪、卷取系统和分切机等。
生产薄膜的幅宽从4-8m不等,薄膜的层数有一层、二层、三层,最多的可达七层。
目前使用最多的是A/B/C三层共挤出生产线,每一层都配备一台挤出机。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
双向拉伸聚丙烯薄膜晶点、白点、鱼眼的研究
王红兵;汪中祥;惠振京
【期刊名称】《安徽化工》
【年(卷),期】2016(42)6
【摘要】双向拉伸聚丙烯薄膜(BOPP薄膜)具有良好的光学性能、阻隔空气及优异的机械性能,是一种性能优良的高透明包装材料,被誉为“包装皇后”,用途广泛.要保证BOPP薄膜的正常使用,需要严格控制薄膜的物理机械性能和外观缺陷,着重探讨了BOPP薄膜的晶点、白点、鱼眼的产生及控制措施.
【总页数】4页(P53-56)
【作者】王红兵;汪中祥;惠振京
【作者单位】安徽国风塑业股份有限公司,安徽合肥230088;安徽国风塑业股份有限公司,安徽合肥230088;安徽国风塑业股份有限公司,安徽合肥230088
【正文语种】中文
【中图分类】TQ325.1+4
【相关文献】
1.论述BOPP等薄膜有关鱼眼、晶点的相关标准 [J], 纪小宾
2.如何减少双向拉伸聚丙烯薄膜中的"鱼眼" [J], 王向东;林国
3.聚丙烯鱼眼与晶点的成因 [J], 张志龙;赵艳辉;朱锡坤
4.双向拉伸聚丙烯防雾滴薄膜的制备及性能研究 [J], 王红兵;张涛;张少伟;陈铸红
5.磁控溅射微晶和非晶不锈钢薄膜的耐点蚀性能 [J], 单大勇;杨德钧
因版权原因,仅展示原文概要,查看原文内容请购买。