《最新塑料模具》PPT课件
合集下载
塑料模具制造培训课件

REPORT
CATALOG
DATE
ANALYSIS
SUMMARY
塑料模具制造培训课 件
演讲人:
日期:
目录
CONTENTS
• 塑料模具制造概述 • 塑料模具设计基础 • 塑料模具加工工艺 • 塑料模具装配与调试 • 塑料模具质量检测与评价标准 • 塑料模具维护与保养知识 • 塑料模具制造案例分析 • 塑料模具制造新技术发展趋势
安排装配顺序
根据模具结构特点,合理安排装配顺序,确 保装配过程顺利进行。
装配流程与注意事项
装配流程
注意事项
按照模具装配图要求,逐步进行模具零件 的组装,包括定位销、导柱、导套、型芯 、型腔等部件的安装。
在装配过程中,要注意避免模具零件受力 过大导致变形或损坏,同时要确保各部件 之间的配合精度和间隙要求。
成功案例分享及经验总结
案例一
精密注塑模具制造
成功因素
高精度加工设备使用,严格的工艺流程控制, 优质原材料选择。
经验总结
注重设备投入与更新,强化工艺流程管理与监控 ,把控原材料质量关。
案例二
大型复杂塑料模具制造
成功因素
团队协作能力强,技术难题攻关能力突出,项目 管理有效。
经验总结
加强团队建设与培训,提升技术创新能力,实施科学项 目管理。
设计规范
遵循国家和行业标准,如《塑料模具 设计手册》等,确保设计的合理性和 规范性。
结构设计要点
01
02
03
04
成型零件设计
包括型腔、型芯等,要确保其 尺寸精度、表面粗糙度和耐磨
性,以满足制品要求。
浇注系统设计
合理设计浇口、流道等,确保 塑料熔体充模顺畅,避免制品
CATALOG
DATE
ANALYSIS
SUMMARY
塑料模具制造培训课 件
演讲人:
日期:
目录
CONTENTS
• 塑料模具制造概述 • 塑料模具设计基础 • 塑料模具加工工艺 • 塑料模具装配与调试 • 塑料模具质量检测与评价标准 • 塑料模具维护与保养知识 • 塑料模具制造案例分析 • 塑料模具制造新技术发展趋势
安排装配顺序
根据模具结构特点,合理安排装配顺序,确 保装配过程顺利进行。
装配流程与注意事项
装配流程
注意事项
按照模具装配图要求,逐步进行模具零件 的组装,包括定位销、导柱、导套、型芯 、型腔等部件的安装。
在装配过程中,要注意避免模具零件受力 过大导致变形或损坏,同时要确保各部件 之间的配合精度和间隙要求。
成功案例分享及经验总结
案例一
精密注塑模具制造
成功因素
高精度加工设备使用,严格的工艺流程控制, 优质原材料选择。
经验总结
注重设备投入与更新,强化工艺流程管理与监控 ,把控原材料质量关。
案例二
大型复杂塑料模具制造
成功因素
团队协作能力强,技术难题攻关能力突出,项目 管理有效。
经验总结
加强团队建设与培训,提升技术创新能力,实施科学项 目管理。
设计规范
遵循国家和行业标准,如《塑料模具 设计手册》等,确保设计的合理性和 规范性。
结构设计要点
01
02
03
04
成型零件设计
包括型腔、型芯等,要确保其 尺寸精度、表面粗糙度和耐磨
性,以满足制品要求。
浇注系统设计
合理设计浇口、流道等,确保 塑料熔体充模顺畅,避免制品
塑料模ppt课件
注意事项:
• 双分型面注射模使用的浇口一般是点浇口,截面直径0.5~1.5mm, 浇口不能过小、过大。 • 分型面A的分型距离应保证浇注系统凝料能顺利取出。 • 为了中间板在工作过程中的导向和支承,在定模一侧必须设置导柱 • 双分型面注射模制造成本较高、结构复杂,零部件加工困难,需较 大的开模行程,一般不用于大型或特大型塑料制品的成型。
3. 锁模力表示法 可直观反映注射制品的面积大小。如HD188为宁波市海达塑料机
械有限公司生产的注射机,188指锁模力为1880kN。
20
§3.2 模具与注射机的关系
三、注射机有关工艺参数的校核
每副模具都只能安装在与其相适应的注射机上进行生产,因 此模具设计与所用的注射机关系十分密切。在设计模具时,应 详细地了解注射机的技术规范。
18
§3.2 模具与注射机的关系
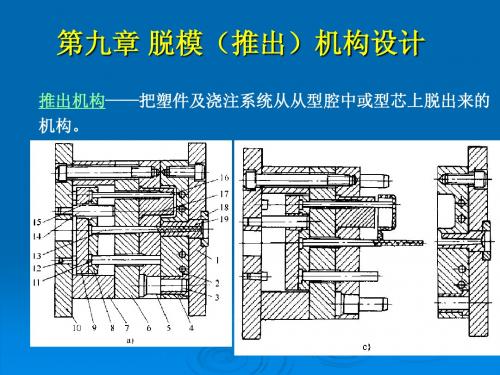
一、注射机组成及工作原理
(1) 注射装置 将固态塑料原料均匀塑化成熔融状态,并以适当的速度和压
力将一定量的塑料熔体注射进模具型腔,由8—11组成。
(2) 锁模装置 实现模具可靠地开合,提供必要的行程;在注射和保压时,
提供足够的锁模力;提供推出塑件的推出力和相应的行程。由1—6组成。
第三章 塑料注射成型模具 §3.1 概述 §3.2 模具与注射机的关系
1
§3.1 概述
一、设计注射模具应考虑的问题
➢ (1)了解塑料熔体的流动行为,考虑塑料在流道和型腔各处流动的 阻力,流动进度,校验最大流动距离。根据塑料的充模顺序,考虑 排气问题。
➢ (2)考虑冷却过程中塑料收缩及补缩问题。 ➢ (3)通过模具设计来控制塑料在模具内结晶、取向和改善制品内应
单分型面注射模具结构简单、操作方便,除采用直接浇口外,型腔 的浇口位置只能选择在制品的侧面。
• 双分型面注射模使用的浇口一般是点浇口,截面直径0.5~1.5mm, 浇口不能过小、过大。 • 分型面A的分型距离应保证浇注系统凝料能顺利取出。 • 为了中间板在工作过程中的导向和支承,在定模一侧必须设置导柱 • 双分型面注射模制造成本较高、结构复杂,零部件加工困难,需较 大的开模行程,一般不用于大型或特大型塑料制品的成型。
3. 锁模力表示法 可直观反映注射制品的面积大小。如HD188为宁波市海达塑料机
械有限公司生产的注射机,188指锁模力为1880kN。
20
§3.2 模具与注射机的关系
三、注射机有关工艺参数的校核
每副模具都只能安装在与其相适应的注射机上进行生产,因 此模具设计与所用的注射机关系十分密切。在设计模具时,应 详细地了解注射机的技术规范。
18
§3.2 模具与注射机的关系
一、注射机组成及工作原理
(1) 注射装置 将固态塑料原料均匀塑化成熔融状态,并以适当的速度和压
力将一定量的塑料熔体注射进模具型腔,由8—11组成。
(2) 锁模装置 实现模具可靠地开合,提供必要的行程;在注射和保压时,
提供足够的锁模力;提供推出塑件的推出力和相应的行程。由1—6组成。
第三章 塑料注射成型模具 §3.1 概述 §3.2 模具与注射机的关系
1
§3.1 概述
一、设计注射模具应考虑的问题
➢ (1)了解塑料熔体的流动行为,考虑塑料在流道和型腔各处流动的 阻力,流动进度,校验最大流动距离。根据塑料的充模顺序,考虑 排气问题。
➢ (2)考虑冷却过程中塑料收缩及补缩问题。 ➢ (3)通过模具设计来控制塑料在模具内结晶、取向和改善制品内应
单分型面注射模具结构简单、操作方便,除采用直接浇口外,型腔 的浇口位置只能选择在制品的侧面。
《塑胶模具结构介绍》PPT课件

1
各型式模具运用之场合。。。。。。。。。1 模具结构简介。。。。。。。。。。。。。2 模具各零件功能简说。。。。。。。。。。3
.
两板模﹑三板模使用场合例
2
单一模穴直接浇口 采用两 板模
多模穴普通浇口 采用两 板模
单一模穴多点进胶 (针点)采用三 板模
.
成品
简单二板模结构(一)
3
編號 名稱
類別 編號 名稱
1>防止顶出板与下固定板整面接触, 而导至的不平衡,
2>避免铁削掉在固定板上,不易清理
规格:d=20x5L,d=25x5L,d=30x5L三种
最常用的规格: d=25x5L
d S.T.P
22
23
.
滑块入子线位置 (a or b)
.
两板半模
滑块入子线位置 不影响外观
两板半模使用例(二)
9
.
两板半模使用例(三)
10
兩板半模開模過程 A
(第一次開模) B
.
两板半模使用例(四)
11
.
热胶道使用例(一)
12
上固定板 流道板 熱膠道承板
母模板
在流道施以电热线圈加热,保证流道一直是熔融状态,可节省流道废料及缩 短冷却时间!
间隔板(Spacer Plate)
亦称脚垫﹐此板装置在公模板与下固定板之间﹐其功能为确保成 形品的顶出距离。
.
各零件功能(三)
18
公母模承板(Support Plate):
此板具有固定及补强之作用﹐使公母模板不因射出压力而发生弯 曲变形。
定位环(Locating Bushing):
模具上定位环与成形机固定盘上之定位孔配合﹐并使成形机之喷嘴 与灌嘴得以对正﹐进行成形操作。
各型式模具运用之场合。。。。。。。。。1 模具结构简介。。。。。。。。。。。。。2 模具各零件功能简说。。。。。。。。。。3
.
两板模﹑三板模使用场合例
2
单一模穴直接浇口 采用两 板模
多模穴普通浇口 采用两 板模
单一模穴多点进胶 (针点)采用三 板模
.
成品
简单二板模结构(一)
3
編號 名稱
類別 編號 名稱
1>防止顶出板与下固定板整面接触, 而导至的不平衡,
2>避免铁削掉在固定板上,不易清理
规格:d=20x5L,d=25x5L,d=30x5L三种
最常用的规格: d=25x5L
d S.T.P
22
23
.
滑块入子线位置 (a or b)
.
两板半模
滑块入子线位置 不影响外观
两板半模使用例(二)
9
.
两板半模使用例(三)
10
兩板半模開模過程 A
(第一次開模) B
.
两板半模使用例(四)
11
.
热胶道使用例(一)
12
上固定板 流道板 熱膠道承板
母模板
在流道施以电热线圈加热,保证流道一直是熔融状态,可节省流道废料及缩 短冷却时间!
间隔板(Spacer Plate)
亦称脚垫﹐此板装置在公模板与下固定板之间﹐其功能为确保成 形品的顶出距离。
.
各零件功能(三)
18
公母模承板(Support Plate):
此板具有固定及补强之作用﹐使公母模板不因射出压力而发生弯 曲变形。
定位环(Locating Bushing):
模具上定位环与成形机固定盘上之定位孔配合﹐并使成形机之喷嘴 与灌嘴得以对正﹐进行成形操作。
塑料模具PPT课件

塑料模具PPT课件
目录
• 塑料模具简介 • 塑料模具设计 • 塑料模具制造 • 塑料模具使用与维护 • 塑料模具案例分析 • 塑料模具未来发展展望
01
塑料模具简介
塑料模具的定义与分类
01
02
定义
分类
塑料模具是一种用于成型塑料制品的工具,通过加热或冷却塑料使其 发生形变,从而得到所需的塑料制品。
根据成型方式的不同,塑料模具可分为注射成型模具、压缩成型模具 、挤出成型模具等。
塑料模具的应用领域
汽车工业
汽车零部件如保险杠、仪表盘等。
家电行业
家电外壳、内部结构件等。
包装行业
包装容器、包装盒等。
其他领域
医疗器械、航空航天、电子电器等。
塑料模具的发展趋势
高精度化
随着科技的发展,塑料制品的精度 要求越来越高,因此塑料模具的制
模具制造工艺
总结词
采用先进的制造工艺,确保模具精度和表面 质量。
详细描述
模具制造工艺是实现模具设计意图的关键环 节。采用数控加工、电火花加工等先进制造 工艺,提高模具的制造精度和表面质量。同 时,严格控制加工过程中的温度、压力、时 间等参数,防止热处理变形和裂纹的产生。 通过合理的装配和调试,确保模具的正常运 行和使用效果。
案例二:家电外壳模具制造
总结词
高精度、高效生产
详细描述
家电外壳模具制造需要高精度和高效生产,以满足家电产品的外观和质量要求。 在制造过程中,需要采用先进的加工设备和工艺,确保模具的精度和稳定性,同 时提高生产效率,降低生产成本。
案例三:医疗器械精密模具应用
要点一
总结词
要点二
详细描述
高精度、复杂结构
模具结构设计
目录
• 塑料模具简介 • 塑料模具设计 • 塑料模具制造 • 塑料模具使用与维护 • 塑料模具案例分析 • 塑料模具未来发展展望
01
塑料模具简介
塑料模具的定义与分类
01
02
定义
分类
塑料模具是一种用于成型塑料制品的工具,通过加热或冷却塑料使其 发生形变,从而得到所需的塑料制品。
根据成型方式的不同,塑料模具可分为注射成型模具、压缩成型模具 、挤出成型模具等。
塑料模具的应用领域
汽车工业
汽车零部件如保险杠、仪表盘等。
家电行业
家电外壳、内部结构件等。
包装行业
包装容器、包装盒等。
其他领域
医疗器械、航空航天、电子电器等。
塑料模具的发展趋势
高精度化
随着科技的发展,塑料制品的精度 要求越来越高,因此塑料模具的制
模具制造工艺
总结词
采用先进的制造工艺,确保模具精度和表面 质量。
详细描述
模具制造工艺是实现模具设计意图的关键环 节。采用数控加工、电火花加工等先进制造 工艺,提高模具的制造精度和表面质量。同 时,严格控制加工过程中的温度、压力、时 间等参数,防止热处理变形和裂纹的产生。 通过合理的装配和调试,确保模具的正常运 行和使用效果。
案例二:家电外壳模具制造
总结词
高精度、高效生产
详细描述
家电外壳模具制造需要高精度和高效生产,以满足家电产品的外观和质量要求。 在制造过程中,需要采用先进的加工设备和工艺,确保模具的精度和稳定性,同 时提高生产效率,降低生产成本。
案例三:医疗器械精密模具应用
要点一
总结词
要点二
详细描述
高精度、复杂结构
模具结构设计
塑胶模具培训课件(ppt 107页)

明显。 3. 收缩率较大且方向性明显,制品容易翘曲变形。
由於聚乙烯是結晶型聚合物,它的結晶均勻程度 直接影響到製品密度的分布。所以,要求模具的 冷卻水佈置儘可能均勻,使密度均勻,保證製品 尺寸和形狀精度。
三、聚乙烯
B、模具设计时应注意: 1).聚乙烯分子有取向现象,这将导致取向方向的收缩率大
于垂直方向的收缩率而引起的翘曲、扭曲变形,以及对 制品性能产生的影响。为了避免这种现象,模具设计时 应注意浇口位置的确定和收缩率的选择。 2).聚乙烯质地柔软光滑,易脱模,对于侧壁带浅凹槽的制 品,可采取强行脱模的方式进行脱模。 mm以下。
0.7~1.5 1.0~2.5 1.5~2.5(2.0)*
HIPS ABS PC
0.4~0.6(0.5)* 0.4~0.7(0.5)* 0.5~0.7(0.5)*
TPU PMMA
PBT
1.2~2.0(1.6)* 0.5~0.7(0.5)* 1.3~2.2(1.6)*
注:带 “ * ” 的参数为推荐值。
无定形塑料,却不透明。
附表 1-1 :常见塑料的成型收缩率
塑料名称 收缩率(%) 塑料名称 收缩率(%)
HDPE 1.5~3.5(2.0)* POM 1.8~2.6(2.0)*
LDPE PP
GPPS
1.5~3.0(1.5)* 1.0~3.0(1.6)* 0.4~0.8(0.5)*
PA6 PA66 SPVC
聚丙烯大致分为单一的聚丙烯均聚体和改进冲击性能的乙烯— 丙烯共聚体两种。共聚的聚丙烯制品其耐冲击性比均聚聚丙 烯有所改善。
四、聚ห้องสมุดไป่ตู้烯
A、 PP性能上的主要优点:
1).由于在熔融温度下流动性好,成型工艺较宽,且各向异性比PE 小,故特别适于制作各种形状简单的制品,制品的表面光泽、 染色效果、外伤痕留等方面优于PE料.
由於聚乙烯是結晶型聚合物,它的結晶均勻程度 直接影響到製品密度的分布。所以,要求模具的 冷卻水佈置儘可能均勻,使密度均勻,保證製品 尺寸和形狀精度。
三、聚乙烯
B、模具设计时应注意: 1).聚乙烯分子有取向现象,这将导致取向方向的收缩率大
于垂直方向的收缩率而引起的翘曲、扭曲变形,以及对 制品性能产生的影响。为了避免这种现象,模具设计时 应注意浇口位置的确定和收缩率的选择。 2).聚乙烯质地柔软光滑,易脱模,对于侧壁带浅凹槽的制 品,可采取强行脱模的方式进行脱模。 mm以下。
0.7~1.5 1.0~2.5 1.5~2.5(2.0)*
HIPS ABS PC
0.4~0.6(0.5)* 0.4~0.7(0.5)* 0.5~0.7(0.5)*
TPU PMMA
PBT
1.2~2.0(1.6)* 0.5~0.7(0.5)* 1.3~2.2(1.6)*
注:带 “ * ” 的参数为推荐值。
无定形塑料,却不透明。
附表 1-1 :常见塑料的成型收缩率
塑料名称 收缩率(%) 塑料名称 收缩率(%)
HDPE 1.5~3.5(2.0)* POM 1.8~2.6(2.0)*
LDPE PP
GPPS
1.5~3.0(1.5)* 1.0~3.0(1.6)* 0.4~0.8(0.5)*
PA6 PA66 SPVC
聚丙烯大致分为单一的聚丙烯均聚体和改进冲击性能的乙烯— 丙烯共聚体两种。共聚的聚丙烯制品其耐冲击性比均聚聚丙 烯有所改善。
四、聚ห้องสมุดไป่ตู้烯
A、 PP性能上的主要优点:
1).由于在熔融温度下流动性好,成型工艺较宽,且各向异性比PE 小,故特别适于制作各种形状简单的制品,制品的表面光泽、 染色效果、外伤痕留等方面优于PE料.
塑料模具课件_脱模机构
3.模内旋转的脱模方式
(1)螺纹塑件的止转形式
模具设自动脱螺纹机构时塑件外形有止转结构,通常为花纹。
常用模内旋转脱螺纹机构主要有手动脱螺纹和机动脱螺 纹两种。
(2) 手动脱螺纹机构
(3) 机动脱螺纹机构
原理:利用开模时的直线运动,通过齿轮齿条的运动,使 螺纹型芯作回转运动而脱离塑件。 图为,锥齿轮脱螺纹型 芯结构,它用于侧浇口多 型腔模,螺纹型芯只要作 回转运动就可脱出塑件。
p—因塑件收缩对型芯产生的单位正压力(12~20MPa) A—塑件包紧型芯的侧面积(mm2)
F脱= pA(f·cosα-sinα)
总脱模力等于F总=F脱+F大气(大气压力影响:引气、不引气) 以上对脱模力的计算是一种比较粗略的方法。 计算脱模力是为了校核设备的顶出力是否足够,以及校核推出 元件的刚度强度及可靠性。
为减少脱模过程中推件板与型芯之间的摩擦,两者之间留有0.2~ 0.25mm的间隙,并采用锥面配合,以防止推件板 偏斜溢料,锥面 的斜度约取3~5˚左右,图 (b)。
引气装置: 对于大型深腔薄壁容器,推板脱模时 塑件部易形成真空, 使脱模困难,甚至还会使塑件变形或损坏,应在凸模上附设引 气装置,如图(推件板引气)。(推件板不引气)
加粗,增加刚性。
顶盘式推杆:锥面推杆,推出面积较大,适合于深筒形塑件 推出。
b)
c)
d)
2.推杆的固定及配合
(1)推杆的固定
2.推杆的配合
推杆固定板上的孔为d+1mm;推杆台阶部分的直径为
d+5mm;推杆固定板上的台阶孔为d+6mm。推杆与固定 板配合长度为S(一般采用H8/f8配合)
S 可取12~15mm;当d>5mm时, S=(2~3)d (d为推杆直径),配合部分表面Ra=0.8μm。 推杆与塑料接触并与孔经常摩擦,因此多采用热处理后硬度 高的材料制作。推杆材料常用T8A、T10A等碳素工具钢 (50 ~ 54HRC自制推杆)或65Mn (46 ~ 50HRC市场上的 推杆标准件)
塑料模具设计课件PPT课件
可编辑
2020/3/23 第 34页
主讲:梁 军
二、普通浇注系统的设计:
ቤተ መጻሕፍቲ ባይዱ(一) 主流道和主流道衬套(浇口套)的设计:
设计要求: 1) 进口端要与
喷嘴端密合, 不能漏料;
R=R1+1; d=d1+1
可编辑
2020/3/23 第 35页
2) 出口端要与所在面齐平;
0.2
3) 流道要有脱模斜度和足够的粗糙度;
可编辑
高度h 0.25 0.50 0.75 1.00
宽度b 0.75 1.50 2.25 3.00
2020/3/23 第 45页
h = n .t
材料 PE,PS POM,PC,PP CA,PA66,PMMA HPVC
七、塑件的圆角: 八、塑件上的螺纹:
1.螺纹的断面形状为梯形或半圆形;
2.不常拆卸的、d=2.5~6mm采用自攻螺纹;
3. 螺纹始端和末端应有圆台,螺牙始末端应用 过渡长度。 九、塑件上的嵌件: 1. 必须具有防转和防拔脱的结构;
可编辑
2020/3/23 第 19页
2. 包容的物料必须具有足够的壁厚; 3. 受力的金属嵌件一定要倒圆或倒角。
可编辑
2020/3/23 第 44页
2) 侧浇口(边缘浇口):
特点:加工修整简单、去除容
易、制件上留有明显痕
迹;
常用于 多型腔或一腔多
点进料。
适用:所有料;
板条类的大型制品。
设计:面长:小制品 0.5~0.8
~
大制品 1~2
~ ~
制品尺寸 质量 (g)
很小
0~ 5
小
5~ 40
中 40~200
塑胶模具知识介绍PPT课件( 33页)

非对称排位 不好
2019/5/31
图3.1.1
对称排位 较好
左、右对称侧向力平衡 图3.1.2
F
图5.1.4
增加斜面 锁紧平衡 侧向压力
27
四).分型面的确定:
1.细小孔位处分模面的处理
A.直接碰穿 如图5.2.9 ,适用于碰穿位较平坦的
的各柱位的详细尺寸 10. 绘制模具运水排布,注明各组运水的入水口、出水口,并使用IN1、IN2…
OUT1、OUT2…等表示。 11. 标注回位弹簧排布尺寸、大小及装配尺寸。 12. 在一模多件的模具中,需注明各胶件的模穴号。 13. 如无前、后模图时,装配图中应标注重要尺寸及公差,尺寸旁边做序号标记
2019/5/31
7
CNC的主要工作内容:
1.母模型腔的加工(一般分以下几种情况):
A.母模型腔直接CNC,后期不再火花加工. 优点: 成本低(省去了电极材料及加工费用和放电加工费用,进度快. 缺点:(这类一般是平面或简单的曲面).
B.型腔中的大部分部位直接精铣,局部用电极清角.(如LCD后壳) C.整个母模型腔用一整体电极(一般是形状复杂,如CRT后壳). D.部分产品的模具只能用电铸方式来加工型腔. 电铸法制作模仁的优缺点:
2019/5/31
13
2019/5/31
14
细水口模架的命名规则
(E型没有水口板)
2019/5/31
15
简化型细水口模架的命名(F型有水口板,G型没有)
2019/5/31
16
二).常用流道種類
一般情況下, 適合大中用
細水口情況 下采用,起保 壓作用
單一流道情 況下
搭在產品底 下采用
2019/5/31