涂布机常见问题分析
涂布异常及整改
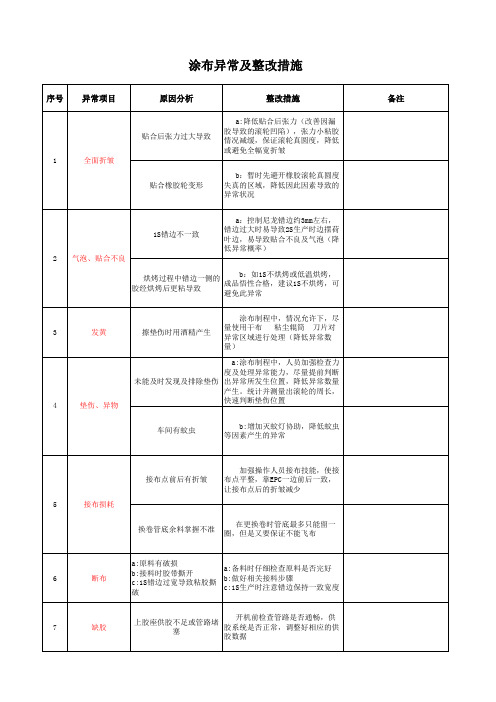
换卷管底余料掌握不准
在更换卷时管底最多只能留一 圈,但是又要保证不能飞布
a:原料有破损
a:备料时仔细检查原料是否完好
6
断布
b:接料时胶带撕开
b:做好相关接料步骤
c:1S错边过宽导致粘胶撕 c:1S生产时注意错边保持一致宽度
破
开机前检查管路是否通畅,供
7
缺胶
上胶座供胶不足或管路堵塞 胶系统是否正常,调整好相应的供
涂布异常及整改措施
序号 异常项目
1
全面折皱
原因分析
整改措施
贴合后张力过大导致
a:降低贴合后张力(改善因漏 胶导致的滚轮凹陷),张力小粘胶 情况减缓,保证滚轮真圆度,降低 或避免全幅宽折皱
贴合橡胶轮变形
b:暂时先避开橡胶滚轮真圆度 失真的区域,降低因此因素导致的 异常状况
2 气泡、贴合不良
1S错边不一致
量)
a:涂布制程中,人员加强检查力
度及处理异常能力,尽量提前判断
未能及时发现及排除垫伤 出异常所发生位置,降低异常数量
产生。统计并测量出滚轮的周长,
4
垫伤、异物
快速判断垫伤位置
车间有蚊虫
b:增加灭蚊灯协助,降低蚊虫 等因素产生的异常
5
接布损耗
接布点前后有折皱
加强操作人员接布技能,使接 布点平整,靠EPC一边前后一致, 让接布点后的折皱减少
胶数据
备注
人为造成撞伤
减少在上料、卸料和运输过程 中的人为造成材料损耗
8 人员操作失误
操作不熟练或疏忽大意
加强人员相关技能知识培训及 辅导,不定期检验学习成果
9 设备马达故障
因电机产生负荷
பைடு நூலகம்
涂布车间常见问题及解决方案
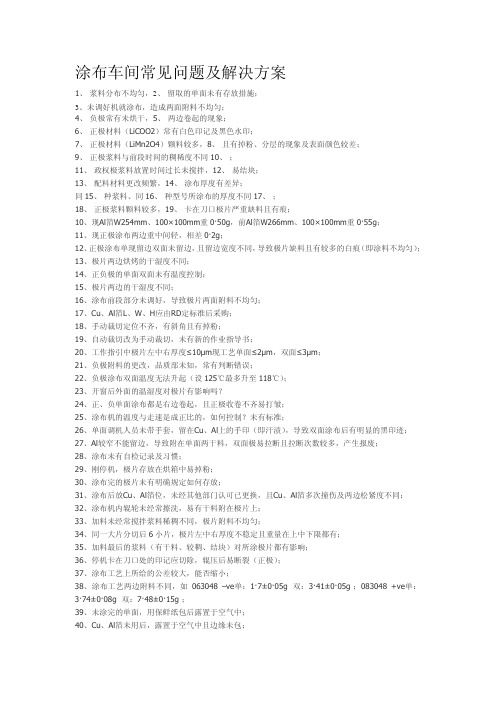
涂布车间常见问题及解决方案1、浆料分布不均匀,2、留取的单面未有存放措施;3、未调好机就涂布,造成两面附料不均匀;4、负极常有未烘干,5、两边卷起的现象;6、正极材料(LiCOO2)常有白色印记及黑色水印;7、正极材料(LiMn2O4)颗料较多,8、且有掉粉、分层的现象及表面颜色较差;9、正极浆料与前段时间的稠稀度不同10、;11、政权极浆料放置时间过长未搅拌,12、易结块;13、配料材料更改频繁,14、涂布厚度有差异;同15、种浆料、同16、种型号所涂布的厚度不同17、;18、正极浆料颗料较多,19、卡在刀口极片严重缺料且有痕;10、现Al箔W254mm、100×100mm重0·50g,前Al箔W266mm、100×100mm重0·55g;11、现正极涂布两边重中间轻,相差0·2g;12、正极涂布单现留边双面未留边,且留边宽度不同,导致极片缺料且有较多的白痕(即涂料不均匀);13、极片两边烘烤的干湿度不同;14、正负极的单面双面未有温度控制;15、极片两边的干湿度不同;16、涂布前段部分未调好,导致极片两面附料不均匀;17、Cu、Al箔L、W、H应由RD定标准后采购;18、手动裁切定位不齐,有斜角且有掉粉;19、自动裁切改为手动裁切,未有新的作业指导书;20、工作指引中极片左中右厚度≤10μm现工艺单面≤2μm,双面≤3μm;21、负极附料的更改,品质部未知,常有判断错误;22、负极涂布双面温度无法升起(设125℃最多升至118℃);23、开窗后外面的温湿度对极片有影响吗?24、正、负单面涂布都是右边卷起,且正极收卷不齐易打皱;25、涂布机的温度与走速是成正比的,如何控制?未有标准;26、单面调机人员未带手套,留在Cu、Al上的手印(即汗渍),导致双面涂布后有明显的黑印迹;27、Al较窄不能留边,导致附在单面两干料,双面极易拉断且拉断次数较多,产生报废;28、涂布未有自检记录及习惯;29、刚停机,极片存放在烘箱中易掉粉;30、涂布完的极片未有明确规定如何存放;31、涂布后放Cu、Al箔位,未经其他部门认可已更换,且Cu、Al箔多次撞伤及两边松紧度不同;32、涂布机内辊轮未经常擦洗,易有干料附在极片上;33、加料未经常搅拌浆料稀稠不同,极片附料不均匀;34、同一大片分切后6小片,极片左中右厚度不稳定且重量在上中下限都有;35、加料最后的浆料(有干料、较稠、结块)对所涂极片都有影响;36、停机卡在刀口处的印记应切除,辊压后易断裂(正极);37、涂布工艺上所给的公差较大,能否缩小;38、涂布工艺两边附料不同,如063048 –ve单:1·7±0·05g 双:3·41±0·05g ;083048 +ve单:3·74±0·08g 双:7·48±0·15g ;39、未涂完的单面,用保鲜纸包后露置于空气中;40、Cu、Al箔未用后,露置于空气中且边缘未包;41、试机时所用碎布擦Cu、Al上浆料,对极片附为都有较多影响,且极片中有气泡(浆料);42、停机时,前段80mm处置于空气中,极片上浆料变色,有气泡;43、裁切大片定位不整齐,极片四角偏斜,不成直角,且切口处有毛剌及掉粉,手按片不稳定;44、RD规定涂布报废片回收,但放置空气中过久,+ve起泡-ve掉粉;45、未用电子称测量大片重量,也未规定多少时间分切小片测重;46、牵引极片受力不均,导致附料不均,试片调机应保留,经确认后方可执行;47、牵引Cu、Al箔的过程中,辅助转轴较多,箔两边受力不均;48、正极单面前加多一辊轮,负极未有;49、塞尺划痕,露基体极片较多;50、收卷越大,速度加速,应减慢,否则不能干;51、接带断带后,手拉附料不均匀(拉太快);52、负极拉完转拉正极时,极片存放烘箱过长;53、涂布机的保养未有当事人的审核;54、涂布机的排风扇未有见过清洗;55、裁切大片(手动)无设备操作、工位作业指导书,且工作台面太脏,极片易有±ve极粉到极片上;。
涂布机常见问题和解决办法

1、机器涂布不均匀:原因是滚筒表面不平整、滚筒与涂布布料的接触面积不足、涂布电机转速不均匀、涂布滚筒摩擦力不足等。
解决办法:检查滚筒表面是否平整,增加滚筒与涂布布料的接触面积,调整涂布电机转速,增加涂布滚筒的摩擦力。
2、涂布布料脱线:原因是滚筒表面不平整、涂布布料太薄、涂布滚筒摩擦力不足等。
解决办法:检查滚筒表面是否平整,选择厚度合适的涂布布料,增加涂布滚筒的摩擦力。
3、涂布布料空洞:原因是涂布电机转速太快、涂布滚筒摩擦力过大等。
解决办法:调整涂布电机转速,降低涂布滚筒的摩擦力。
锂电池涂布工序常见故障和解决方法汇总

锂电池涂布工序是锂电池生产中非常关键的一环,涂布工序的质量直接影响着锂电池的性能和安全性。
然而,在实际生产过程中,涂布工序常常会出现各种故障,影响整个生产线的正常运转。
本文将就锂电池涂布工序常见的故障进行梳理和总结,并提供相应的解决方法,以期为从事锂电池生产的工程师和技术人员提供一定的参考和帮助。
1. 涂布机出现涂布不均匀情况1.1 可能原因:涂布刀片磨损不均匀,导致涂布厚度不均匀;涂布辊与输送辊之间的间隙不一致;涂布材料的粘度不一致。
1.2 解决方法:定期更换涂布刀片,保持其锋利度;调整涂布辊与输送辊的间隙,确保一致;加强涂布材料的粘度控制,确保一致。
2. 涂布机出现漏涂现象2.1 可能原因:涂布刀片损坏或安装不良;输送辊转速过快,导致涂布材料无法被充分涂覆;涂布材料的粘度过高,无法完全附着在电极上。
2.2 解决方法:检查涂布刀片的完好度并及时更换;适当调整输送辊的转速,确保涂布材料可以被充分涂覆;控制涂布材料的粘度,避免过高。
3. 涂布机出现起泡现象3.1 可能原因:涂布材料的挥发性成分过快,导致涂布过程中产生气泡;涂布刀片与电极间的间隙不一致,导致气体无法顺利逸出。
3.2 解决方法:调整涂布材料的挥发性成分,避免过快;确保涂布刀片与电极间的间隙一致,避免气泡产生。
4. 涂布机出现堵塞现象4.1 可能原因:涂布材料中有杂质,导致管道堵塞;输送辊转速过慢,无法及时排出涂布材料。
4.2 解决方法:加强涂布材料的过滤工作,确保无杂质;适当调整输送辊的转速,确保涂布材料能够顺利流动。
5. 涂布机出现电极破损现象5.1 可能原因:输送辊表面粗糙,易划伤电极;涂布刀片安装不稳,易引起电极损伤。
5.2 解决方法:定期对输送辊进行维护和更换,确保表面光滑;定期检查涂布刀片的安装情况,确保稳定可靠。
总结:通过对锂电池涂布工序常见故障和解决方法的梳理和总结,我们可以看到,涂布工序的质量受到多种因素的影响,需要全面而细致的管理和维护。
涂布常见性问题解决方法

涂布常见性问题解决方法在谈关于锂电池涂布常见问题的解决方法之前,先说说个人对锂电池的一些想法,关于锂电池这个行业,说的有点广阔了,就说说自己的一些浅显的看法和想法吧!在这个锂电池行业做了快4年了,这是一段不停学习不停钻研的时间,这期间我学习了很多关于锂电池的相关知识,从一个门外汉慢慢摸索算是初窥门径了,因为部门原因很多东西我是不能研究的很深,只能懂些皮毛,在我看来锂电池的研发和制作甚至一些关键的岗位技术并不是想象中的那么难,难得是不肯去学不肯去钻研不愿意去了解的人,总是以为自己懂得已经够多,还有就是一些所谓的关键技术的保密性,其实只要研究一下也会懂些皮毛,但是我觉得对于需要盈利的公司来说有这些就已经做够了,因为做的电池就像生物上的杂交育种一样,是一种材料不断更替不断变化相互组合而实现与理论值最接近的一个过程,但是如何提高理论值却是与锂电池制造行业的相关材料供应商的专业饭,只有材料性能提高了,电池的理论性能才会真正提高,所谓的电池研发就是根据对客户的需求来改变电池的形状及性能,说到这里很多做技术或者职场老人肯定要批斗我这黄毛小二的肤浅,不懂什么是电池的真正内涵,我重申以上观点只是我一个刚刚对电池有点了解的人的观点,电池制作过程中的细节问题以及研发肯定是需要相关的专业知识做基础才能做好,所以大家不要气氛。
从事电池这一行很多人都喜欢把自己学到的东西藏起来,一般人从不会去传授所谓的技术,个人觉得烦三个臭皮匠顶个诸葛亮的话是很有道理的,假想我们要是把自己会的都无偿的与周边的人共享然后集思广益是不是能将电池做的更好就为了保住自己所谓饭碗,导致我们这个制造行业的平均水准难以提升,所以我个人很不赞成的这种做法,现在就将我自己对涂布这一块的一些常见问题的解决方法做一个简单的总结,希望不算是什么泄密,在作出总结之前我想知道在你们工厂的涂布新进人员要多长时间能够真正的掌握,并成为业内人士所谓的熟练涂布手甚至所谓的涂布工程师呢我的答案是最多3个月,因为我把常见的问题做了总结并在他学的过程中就已经教会他如何处理。
挤压涂布机左右间隙不稳定原因分析
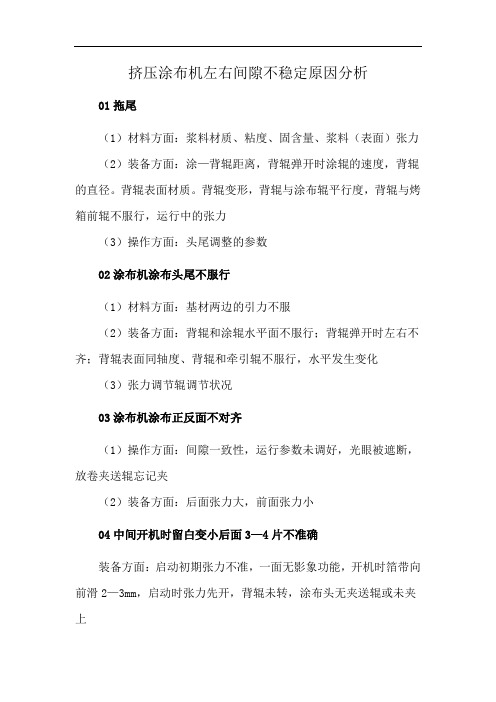
挤压涂布机左右间隙不稳定原因分析01拖尾
(1)材料方面:浆料材质、粘度、固含量、浆料(表面)张力(2)装备方面:涂—背辊距离,背辊弹开时涂辊的速度,背辊的直径。
背辊表面材质。
背辊变形,背辊与涂布辊平行度,背辊与烤箱前辊不服行,运行中的张力
(3)操作方面:头尾调整的参数
02涂布机涂布头尾不服行
(1)材料方面:基材两边的引力不服
(2)装备方面:背辊和涂辊水平面不服行;背辊弹开时左右不齐;背辊表面同轴度、背辊和牵引辊不服行,水平发生变化(3)张力调节辊调节状况
03涂布机涂布正反面不对齐
(1)操作方面:间隙一致性,运行参数未调好,光眼被遮断,放卷夹送辊忘记夹
(2)装备方面:后面张力大,前面张力小
04中间开机时留白变小后面3—4片不准确
装备方面:启动初期张力不准,一面无影象功能,开机时箔带向前滑2—3mm,启动时张力先开,背辊未转,涂布头无夹送辊或未夹上
05末了一片呈平行状拖尾
操作方面:涂背辊间距(一面拖尾,二面不拖尾)停机时背辊拉开慢
06头厚尾薄或头薄尾厚
操作方面:头尾参数未调好。
涂布机一般故障及排除方法
涂布机一般故障及排除方法英文回答:When it comes to troubleshooting a coating machine, there are several common issues that can occur. These issues can range from minor problems that can be easily resolved to more complex malfunctions that may require professional assistance. In this response, I will discuss three common problems that can occur with a coating machine and provide potential solutions for each.One common issue that may arise is uneven coating application. This can result in an inconsistent finish and affect the overall quality of the coated product. There are several potential causes for this problem, such as improper adjustment of the coating head, uneven substrate surface, or issues with the coating material itself. To address this issue, I would first check the adjustment of the coating head and ensure that it is properly aligned. If necessary, I would make the necessary adjustments to ensure an evendistribution of the coating material. Additionally, I would examine the substrate surface for any irregularities that may be causing the uneven coating. If needed, I would address these irregularities before proceeding with the coating process. Lastly, I would verify the quality of the coating material and make sure it is suitable for the specific application. If the material is found to be defective, I would replace it with a new batch.Another common problem that can occur with a coating machine is blockages in the coating system. This can be caused by various factors, such as dried or hardened coating material, foreign particles, or improper maintenance. To resolve this issue, I would start by inspecting the coating system for any visible blockages. If any blockages are found, I would clean the affected areas using appropriate cleaning agents or tools. In some cases, disassembling certain components of the coating system may be necessary to thoroughly remove the blockages. To prevent future blockages, I would ensure regular maintenance of the coating machine, including proper cleaning and lubrication of the system components.A third common issue that may occur is equipment malfunction, such as motor failure or electrical problems. These malfunctions can disrupt the operation of the coating machine and require immediate attention. In such cases, it is recommended to consult a professional technician or contact the manufacturer for assistance. They will have the expertise to diagnose and repair the specific equipment malfunction. It is important to follow proper safety procedures and guidelines when dealing with electrical or mechanical issues to avoid any further damage or injuries.中文回答:涂布机在使用过程中可能会出现一些常见的故障。
PPT逗号辊涂布机的问题及解决方案
PPT逗号辊涂布机的问题及解决方案
资料分享:
干货 | 锂电池及锂电池材料分析测试超全视频专题讲解
1500+份锂电池、燃料电池和固态电池精华资料合集,电子版限时领取中……
XRD精修干货和三元材料的XRD精修实例
为什么正极浆料常用油性粘结剂,而负极浆料常用水性粘结剂?
谁能终结宁德时代?
最新总结:颗粒粒径和浆料流变特性对极片性能的影响
必收藏 | 锂离子电池原理及工艺全景扫描
重磅!一文看懂软包锂离子电池极耳
锂电池极片:涂布是门学问,要搞懂真不容易
锂电池为何负极用铜箔,正极用铝箔
三元材料和其它正极材料混合使用,对锂电池性能有什么帮助?
扫描二维码,加入锂电行业通讯录。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
涂布机知识讲义
锂离子动力电池是20世纪开发成功的新型高能电池。
70年代进入实用化。
因其具有能量高、电池电压高、工作温度范围宽、贮存寿命长等优点,已广泛应用于军事和民用小型电器中,如移动电话、便携式计算机、摄像机、照相机等、部分代替了传统电池。
大容量锂离子电池已在电动汽车中试用,将成为21世纪电动汽车的主要动力电源之一,并将在人造卫星、航空航天和储能方面得到应用。
随着二十世纪微电子技术的发展,小型化的设备日益增多,对电源提出了很高的要求。
锂离子动力电池随之进入了大规模的生产实用阶段。
然而涂布机在锂离子动力电池的电芯制程中是非常关序。
涂布机的工艺流程:安放在放卷装置上的极片基材经过辊牵出,经自动纠偏后进入浮辊张力系统,调整放卷张力后进入涂布头,极片浆料按涂布系统的设定程序进行涂布。
涂后的湿极片进入烘箱由热风进行干燥,干燥后的极片经张力系统调整张力,同时控制收卷速度,使它与涂布速度同步,极片经纠偏系统自动纠偏使基材保持在中心位置,由收卷装置进行整齐收卷。
极片涂布的一般工艺流程如下:
放卷→接片→牵引→张力控制→自动纠偏→涂布→干燥→自动纠偏→张力控制→自动纠偏→收卷
涂布基片(金属箔)由放卷装置放出供入涂布机。
基片的首尾在接片台连接成连续带后由牵引装置送入张力调整装置和自动纠偏装置,经过调整片路张力和片路位置后进入涂布装置。
极片浆料在涂布装置按预定涂布量和空白长度分段进行涂布。
在双面涂布时,自动跟踪第一面涂布和空白长度进行涂布。
涂布后的湿极片送入干燥系统进行干燥,干燥温度根据涂布速度和涂层厚度设定。
干燥后的极片经张力调整和自动纠偏后进行收卷,供下一步工序进行加工。
涂布机的关键是要稳定,一个参数调整好以后可能要持续一整天,如果在涂布过程中有什么变数这对电池性能的影响就大了。
虽然涂布机的稳定性很重要,但是操作工的掌握熟练程度也是尤为关键的。
一个优秀的操作工不但会操作设备,懂得如何对设备进行维护保养,而且应该在涂布过程中出现问题时,知道导致产生问题的原因都有哪些,这次问题出现的主要原因是什么,应该怎样解决。
做到既是一个合格的操作工又是一个好的设备维修员。
现就涂布过程中,涂布间隙不良和极片打皱现象做以分析:
一. 涂布间隙不良的现象及原因
1.拖尾
(1)材料方面:浆料材质.粘度.固含量.浆料(表面)张力
(2) 设备方面:涂—背辊距离.背辊弹开时涂辊的速度.背辊的直径.背辊表面材质.背辊变形.背辊与涂布辊平行度.背辊与烤箱前辊不平行.运行中的张力
(3) 操作方面:头尾调整的参数
2. 头尾不平行
(1)材料方面:基材两边的引力不平
(2) 设备方面:背辊和涂辊水平面不平行.背辊弹开时左右不齐.背辊表面同轴度.背辊和牵引辊不平行.水平发生变化
(3)张力调节辊调节状态
3. 正反面不对齐
(1)操作方面:第一面间隙一致性.运行参数未调好.光眼被遮断.放卷夹送辊忘记夹(2)设备方面:第二面后面张力大.前面张力小
4 中间开机时留白变小,后面3—4片不准确
设备方面:启动初期张力不准.第一面无记忆功能.开机时箔带向前滑2—3mm.启动时张力先开.背辊未转.涂布头无夹送辊或未夹上
5. 最后一片呈平行状拖尾
操作方面:涂背辊间距(第一面拖尾,第二面不拖尾);停机时背辊拉开慢
6. 头厚尾薄或头薄尾厚
操作方面:头尾参数未调好
7. 有动作没效果
(1)材料方面:箔材两边松紧不一
(2)设备方面:箔材张力小瞬间离开背辊.涂背辊间距
8. 双面大片留白现象:光眼没有感应.第一面间隙异常.光眼被遮住
二、涂布段长发生变化、间距不稳定:
1、段长变化大(*变短)*间距变化小(变窄)
故障原因
1)背辊、后胶辊表面不干净,
2)背辊和胶辊间隙太小太紧,
3)前后张力不匹配,放卷大于收卷
解决方案
1)清洁辊子
2)调整斜块到固定位置
3)参照设定参数调整
2、段长变化大(*变短)间距变化大(变大)
故障原因
检测极片头部和下一片的头部的长度如果变化大(变小),极片两段之间的尾部变化小,这样可以判断电磁阀(控制胶辊运动)不灵活
3、段长变化大(*变长)*间距变化大(变宽)
故障原因
1)背辊、后胶辊表面不干净,
2)没有夹送辊,可能没有夹上或失控
3)前后张力不匹配,收卷大于放卷
解决方案
1)清洁辊子
2)增加夹送辊
3)参照设定参数调整
三. 涂布机运行时极片打皱现象的原因及对策
1. 整体安装精度偏低,各部件安装中心偏离整机设计中心线,或与设计中心有夹角,箔带会严重打皱,安装中心必须调整。
2. 过辊之间平行度超差会造成箔带打皱,须仔细检查究竟是垂直投影面不平行还是水平面不平行,然后加以调整。
3. 过辊辊面粗糙度超差,辊面不够光滑,有明显的加工纹理时也会造成箔带打皱,需要请厂家给予更换。
4. 背辊及各过辊粘有异物或使用过多的水.异丙醇擦洗,需要经常检查,及时发现并清理,并注意不要损伤辊面。
5. 箔带接头不良,箔带两边张力不平衡时极片打皱,先调整涂布头下方的张力调节辊,
待箔带逐渐平稳后在把调整辊调整到原来状态。
6. 背辊和涂辊临近接触时两端的间隙不一致时极片打皱。
不管涂第一面,还是第二面,都要仔仔细细的调整此间隙,首先把间隙适当的扩大,再慢慢的缩小,同时观察涂辊刚好接触箔带时刻的百分表刻度,再把间隙缩小0.03mm.
7. 纠偏系统异常时也会出现极片打皱,检查前后三处纠偏系统,是否处于自动状态。
箔带两侧长度不一致即镰刀弯过大时也会出现极片打皱,超出了纠偏能力,只好更换箔材。
8. 极片张力过大时极片打皱。
应检查张力设定值是否合理。
再检查各传动辊.收放卷辊的转动是否灵活。
及时处理不灵活辊子。
9. 背辊拉开行程不一致时极片打皱。
需要机修人员进行检查.确认和调整,背辊和涂辊拉开后两边间隙均为1mm(看百分表)时开始试涂,拖尾合格时,锁紧螺母。
10. 背辊的橡胶辊表面再使用过程中会发生周期性的弹性形变,当出现一定程度的形变残留时,也会出现打皱,此时须更换新品。
11. 某过辊紧固螺钉松动原因造成各辊的平行状态被破坏,此时会出现打皱现象。
只要及时发现及时调整并紧固好即可。
四、涂布机运行时极片发生扯断现象
1、接带不正,附加拉力加大,使箔带在薄弱处扯断。
2、取样造成损伤,致使箔带抗拉强度大幅下降
3、张力偏大,不稳定,有突变现象
4、风量突变,分布严重不均
5、温度突变,对铝箔强度产生较大影响
6、箔带质量差,边缘有缺口
7、箔带严重跑偏,被过辊端面边缘割断。
五、其他故障现象:
1、极片上有明显的凸痕、划痕,呈纵向分布:
1)刮刀辊刀刃有缺口或粘有异物
2) 涂布辊不好用,在涂间隙时如果涂辊上空出来的间隙料没刮干净而再次涂到基材上时,会在基材上留下很明显的痕迹;
3) 刮刀装置的轴线与涂布辊的轴线平行度超差,造成刀片对涂布辊的压力不一致,刀口形状不适合,刀片弹力偏低等等
2、极片上有明显的裂纹:
干燥速度过快,烘箱温度过高,烘烤时间过长。
3、
以上意见仅仅是笔者的浅见而已,今不揣冒昧加以归纳成文,是期望对涂布机的使用水平和产品质量起到一些促进作用,是否符合我们公司的实际情况,还需要在实践中进一步检验,笔者欢迎涂布机操作人员.维修人员以及所有与涂布工序相关的人员提出宝贵意见,以便下一步对此文进行增减和修删。