焊接效率理论计算t
第2章+焊接热源模型
第2章 焊接热源模型焊接热源的物理模型,涉及两个问题。
一是热源的热能有多少作用在工件之上;二是已经作用于工件上的热量,是如何在工件上分布的。
因此,建立焊接热源的物理模型,是进行焊接热过程和熔池行为分析或数值模拟的前提和条件。
本章针对上述两个问题展开讨论。
2.1焊接热效率和焊接熔化效率电弧焊接时通过电弧将电能转换为热能,利用这种热能来加热和熔化焊丝(或焊条)与工件。
熔化极焊接时,焊接过程中焊丝 (或焊条)熔化,熔滴把加热和熔化焊丝 (或焊条)的部分热量带给熔池。
而对于钨极氩弧焊,电极不熔化.母材只利用一部分电弧的热量。
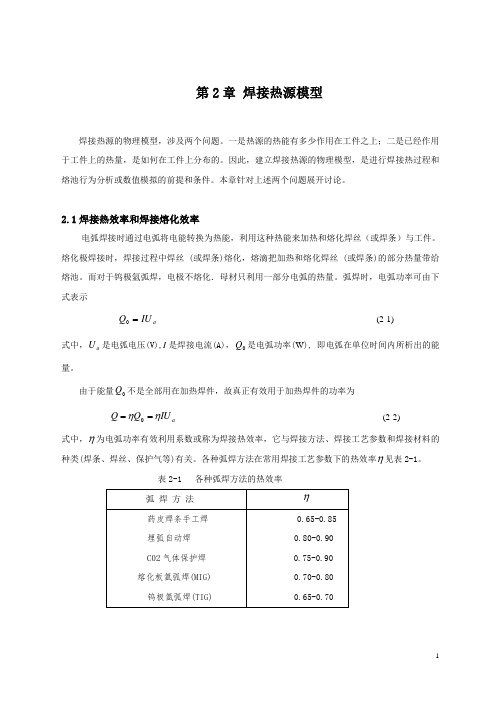
弧焊时,电弧功率可由下式表示a IU Q =0 (2-1)式中,a U 是电弧电压(V),I 是焊接电流(A),0Q 是电弧功率(W ), 即电弧在单位时间内所析出的能量。
由于能量0Q 不是全部用在加热焊件,故真正有效用于加热焊件的功率为a IU Q Q ηη==0 (2-2) 式中,η为电弧功率有效利用系数或称为焊接热效率,它与焊接方法、焊接工艺参数和焊接材料的种类(焊条、焊丝、保护气等)有关。
各种弧焊方法在常用焊接工艺参数下的热效率η见表2-1。
表2-1 各种弧焊方法的热效率在其他条件不变的情况下,η值随着弧长的增加、电弧电压的提高而下降,随着电弧电流的增大或电弧潜入熔池而增加。
应当指出,这里所说的热效率η,只是考虑焊件所能吸收到的热能。
实际上这部分热能一方面用于熔化金属而形成焊缝,另一方面则流失于焊件而造成热影响区。
η值并没有反映出这两部分热量的比例。
根据定义,电弧加热工件的热效率η是电弧在单位时间内输入到工件内部的热量Q 与电弧总功率0Q 的比值,即Q Q=η (2-3) 021Q Q Q +=η (2-4) 21Q Q Q += (2-5)式中,1Q —单位时间内熔化焊缝金属(处于液态m T T =时,m T 为熔点)所需的热量(包括熔化潜热);2Q —单位时间内使焊缝金属处于过热状态(m T T >)的热量和向焊缝四周传导热量的总和。
焊接冶金基础
(2) 熔池质量和存在时间 熔池质量在几克到几十几克之间,取决于焊接方法。 熔池液态存在的时间取决于焊接方法、焊接规范等。
表 1-4 碳钢电弧焊时溶池最大存在时间
焊接方法
焊接规范
熔池最大存在时间
I /(A) U (V) υ(m/h)
(s)
埋弧焊
575
36
50
840
37
41
20
1100
38
18
1560
2 短段多层焊:第一道焊缝仍处于高温时,进行第二 道焊缝的焊接。 短段多层焊适于焊接晶粒易长大而又 易于淬硬的钢种,尤其是用于铸铁补焊。
(五)焊接热循环调整方法
(1) 根据被焊金属选择合理焊接方法。
(2)合理选择工艺参数。在保证焊接质量 的前提下,尽量减少焊接线能量E。但高效 焊接往往是高E。
(3)对淬硬钢采取预热或缓冷措施。
焊接线能量 E = Q =ηUI vv
式中:E-焊接线能量J/cm; v-焊接速度cm/s。
(三) 焊接传热的基本方式
(1) 传导:金属固体的内部、焊缝对熔渣之间的热传递。 (2) 对流:液态金属和液态熔渣的内部热传递。 (3) 辐射:焊条端部对熔池、热金属对大气之间的热传递。
二、焊接温度场
指焊接某一区域某一瞬 间温度的分布。也可以说, 温度是空间某点位置和时间 的函数。
(2) 将金属加热到塑性状态,施加压力使接触面的氧化膜被破 坏。加热也增加原子的振动能,促进扩散和结晶过程的进 行。
(3) 通过液态中间材料,如粘结剂或低熔点金属,将两个固态 金属连接在一起。
(4) 因液态金属原子之间的距离很容易达到rA,所以加热熔化 金属,凝固后两块金属即可实现连接。
焊接方法分为:
焊缝受力计算公式讲解

焊缝受力计算公式讲解焊接是一种常见的连接工艺,它在工程结构中起着至关重要的作用。
在焊接过程中,焊缝是承受最大受力的部分,因此对焊缝受力的计算是非常重要的。
本文将介绍焊缝受力计算的公式及其相关知识。
1. 焊缝受力的类型。
在工程结构中,焊缝通常承受拉力、剪切力和弯曲力等不同类型的受力。
因此,在进行焊缝受力计算时,需要考虑这些不同类型的受力对焊缝的影响。
2. 焊缝受力计算的基本原理。
焊缝受力计算的基本原理是根据焊缝所承受的受力类型和受力大小,通过相应的公式计算出焊缝的受力情况,从而确定焊缝的受力状态和安全性。
3. 焊缝受力计算的公式。
3.1 拉力的计算公式。
在焊接结构中,焊缝通常承受拉力的作用。
拉力的计算公式如下:F = σ A。
其中,F为焊缝承受的拉力,σ为焊缝的应力,A为焊缝的截面积。
3.2 剪切力的计算公式。
焊缝还可能承受剪切力的作用。
剪切力的计算公式如下:F = τ A。
其中,F为焊缝承受的剪切力,τ为焊缝的剪应力,A为焊缝的截面积。
3.3 弯曲力的计算公式。
在一些情况下,焊缝还可能承受弯曲力的作用。
弯曲力的计算公式如下:M = σ W。
其中,M为焊缝承受的弯矩,σ为焊缝的应力,W为焊缝的截面模量。
4. 焊缝受力计算的实例。
为了更好地理解焊缝受力计算的公式,我们举一个实例来进行说明。
假设有一根直径为10mm的焊缝,在受到拉力作用时,焊缝的应力为200MPa,求焊缝承受的拉力大小。
根据拉力的计算公式 F = σ A,其中σ为焊缝的应力,A为焊缝的截面积。
焊缝的截面积A可以通过计算得到,即 A = π r^2,其中r为焊缝的半径。
代入数据计算得到 A = 3.14 (5mm)^2 = 78.5mm^2。
将A代入拉力的计算公式中,即 F = 200MPa 78.5mm^2 = 15700N。
因此,焊缝承受的拉力大小为15700N。
5. 焊缝受力计算的注意事项。
在进行焊缝受力计算时,需要注意以下几点:5.1 焊缝的材料特性。
焊接热源有效利用率的测试计算法
焊接热源有效利用率的测试计算法为了提高焊接过程中热源的有效利用率,可以采用以下测试计算法:1.焊接功率测试:首先,需要测试焊接设备的功率输出情况,可以使用功率分析仪对焊接设备进行测试。
在测试过程中,需要记录焊接设备的功率输出值以及时间。
2.焊接热量测试:在焊接工艺中,热量是焊接过程中产生的重要能量。
为了测试焊接热量的利用率,可以使用热量计来测量焊接过程中释放的热量。
在测试过程中,需要记录焊接热量的输出值以及时间。
3.焊接传热效率测试:焊接过程中,热量需要传递给焊接工件,实现熔汁的形成。
为了测试焊接传热效率,可以在焊接工件上安装温度传感器,实时监测焊接工件表面的温度变化。
同时,还需要测量焊接工件和焊接材料的热导率,以及热容量等参数,从而计算出焊接传热效率。
4.焊接损耗测试:焊接过程中,会有一部分热量损耗到环境中,这部分损耗需要通过测试计算来得到。
可以通过测量焊接设备及周围环境的温度变化来计算出焊接损耗。
基于以上测试结果,可以通过以下方法来提高焊接热源的有效利用率:1.优化焊接参数:根据测试结果,对焊接参数进行调整,例如控制焊接功率、时间等参数,以提高焊接热源的利用率。
2.提高焊接设备效率:根据测试结果,对焊接设备进行改进或维护,以提高设备的热源利用率。
例如,修复损坏的焊接设备、更换低效的零部件等。
3.改进焊接工艺:根据测试结果,优化焊接工艺,改进传热方式,以提高焊接过程中热量的利用率。
例如,采用预热、后热等方法来减少焊接损耗。
4.加强能量管理:根据测试结果,加强对焊接过程中能量的管理。
例如,合理安排焊接顺序,减少能量损耗;使用节能设备和材料等。
综上所述,通过对焊接热源的有效利用率进行测试计算,可以得到焊接过程中能量的利用情况,并通过优化参数、改进设备和工艺等方法来提高热源的有效利用率,从而达到节能减排的目的。
执行元件的回油背压

注:根据算出的流量和系统工作压力选择液压泵。
选择时,泵的额定流量应与计算所需流量相当,不要超过太多,但泵的额定压力可以比系统工作压力高25%,或更高些。
电液动换向阀控制油系统的工作压力,一般是1.5~2.0MPa。
对于3~4个中等流量电液动换向阀(阀芯d=32mm)同时动作的系统,一般选用额定压力2.5MPa,额定流量20L/min的齿轮泵作控制油源。
同时动作数未必是系统上电液换向阀的总数。
系统上有流量较大的电液换向阀(阀芯d=50~80mm)时,控制油系统的需要用流量要按表上公式校核算出。
3.选择液压控制元件Q vmin≤υgmin·A(m³/s)Q vmin≤n mmin·Q m(m³/s)式中:Q vmin:流量控制阀的最小稳定流量m³/sυgmin:液压缸最低工作速度m/sn mmin:液压马达最最低工作转速r/sQ m:液压马达排量m³/sA:液压有效作用面积m2注:根据算出的驱动功率和泵的额定转速选择电动机的规格。
通常,允许电动机短时间在超载25%的状态下工作。
12.活塞杆的中隔圈在长行程液压缸内,由于安装方式及负载的导向条件,可能使活塞杆导向套受到过大的侧向力而倒致严重磨损,因此在长行程液压缸内需在活塞与活塞杆有杆侧端盖之间安装一个中隔圈(也叫限位圈),使活塞杆在全部外伸时能有足够的支承长度,活塞杆在缸内支承长度L G的最小值应满足下式:L G≥D+d/2 (m)中隔圈长度LT的确定:(参考)当行程长度S超过缸筒内径D的8倍时,可装一个L T=100mm的中隔圈;超过部分每增加700mm,中隔圈的长度L T即增加100mm,依此类推。
当1000<S≤2500mm时,需安装中隔圈的长度如下:S=1001~1500mm,L T=50mm;S=1501~2000mm,L T=100mm;S=2001~2500mm,L T=150mm。
焊接接头的强计算 公式 方法

焊缝接头强度计算的假设
⑤ 角焊缝都是在切应力作用下破坏的。角焊缝的计算断面
在角焊缝截面的最小高度上,取内接三角形高度 为计算
高度,(如图)。
直角等要角焊缝的计算高度:
K
0.7K
2
⑥ 尽管加强和小量的熔深对于接头强度没有影响,但埋弧
自算动断焊面和厚度co2保(护如焊图的)熔深较大应予以考虑,其角焊缝计
② 熔透的十字接头有较 小的应力集中系数。
搭接接头的应力分布
正面角焊缝:把与力作用 方向垂直的焊缝
① 焊缝根部A点、焊趾 B点应力集中严重
② 焊趾B点的应力集中 系数随角焊缝的斜边
的夹角 而变
③ 减小 、增大熔深焊
透根部和增大底边焊
脚长度,可使T 减小
侧面搭接角焊缝
斜向搭接角焊缝
点焊接头的应力分布
(K P)COS 450
当K 当K
8mm,可取K
8mm, P一般取8mm
电弧焊接接头的静载强度计算
1.对接焊缝强度 计算公式如下:
受拉时:
P
l
[
' l
]
受压时:
P
l
[
' a
]
受剪时: Q [ '] l
电弧焊接接头的静载强度计算
而内弯:1
M1 W1
6M1
2 l
[
' l
]
垂直弯: 2
时,按下式计算: M
S PL 0.7 Kh 2
Q
P 1.4K h
弯矩垂直于板面的丁字头计算
① 如开坡口并焊接,其强度
按对接接头计算,强度计算
公式为:
6M
2 l
[ ']
换热器的综合_效率分析
换热器的综合_效率分析换热器是常用的能量转换设备,用于将热能从一个流体传递到另一个流体中。
其效率是评估换热器性能的重要指标之一、本文将从理论和实际角度对换热器的综合效率进行分析。
换热器的综合效率可以分为理论效率和实际效率两个方面来研究。
理论效率是根据热库的性质和温度计算得出的,是理想状况下的最大效率。
而实际效率是指换热器在实际运行中的真实性能。
下面将对这两个方面进行详细讨论。
首先,我们来看一下理论效率。
理论效率可以通过热库的性质和温度来计算。
设换热器的热源温度为Th,冷源温度为Tc,理论效率ηt可以通过以下公式计算得出:ηt=(Th-Tc)/Th该公式表明,理论效率与温度差之比成正比,换热器的温度差越大,理论效率越高。
然而,在实际运行中,换热器通常存在一定的热损失,因此其实际效率往往低于理论效率。
接下来,我们来讨论实际效率。
实际效率受到多种因素的影响,包括换热器的设计和制造质量、传热面积、换热介质的流速等。
下面我们将逐一分析这些因素。
首先是换热器的设计和制造质量。
换热器的设计和制造质量决定了其传热性能和能量损失情况。
例如,传热面积的设计是否合理、换热器内部是否存在泄漏等等,都会对实际效率产生影响。
其次是传热面积。
传热面积的大小直接影响到传热效果。
传热面积越大,传热能力越强,实际效率也会相应提高。
因此,在设计和选择换热器时,需要充分考虑到传热面积的影响。
再次是换热介质的流速。
换热介质的流速对换热器的传热效果有很大的影响。
当流速较小时,传热界面附近的传热系数较低,热交换效果不佳;而当流速过大时,介质的压力损失过大,也会影响换热效果。
因此,在实际运行中,需要针对具体情况优化流速,以提高实际效率。
此外,还有一些其他因素也会对换热器的实际效率产生影响,例如管束结构、换热介质的物性参数等等。
针对不同的应用场景和需求,需要综合考虑这些因素,以获得最佳的实际效率。
综上所述,换热器的综合效率是一个复杂的问题,受到多种因素的影响。
焊接线能量的计算公式 -
线能量的计算公式:q = IU/υ式中:I—焊接电流 AU—电弧电压 Vυ—焊接速度 cm/sq—线能量 J/cm决定焊接线能量的主要参数就是焊接速度,焊接电流,和电弧电压,所以从这个意义上讲,只要你确定了合理的焊接规范参数,就已经确定了合理的焊接线能量,所以并没有一个专门的定量的的焊接线能量的测定,除非有特别要求,工程技术上也不可能给一个线能量的具体数值来控制,而是由焊接规范控制的,不过焊接线能量可以通过电流和电压和焊速来计算。
但是没一种焊接方法,还有根据实际应用情况线能量都不同,所以这种计算必要性不大,只要你利用合理的焊接规范,一般就没什么问题个人认为理论上应该乘以热效率系数,但是从工程上来说这些都不是实用的东西熔焊时,由焊接能源输入给单位长度焊缝上的能量,称为焊接线能量,用下式表示为IUq=───υ式中 I——焊接电流熔焊时,由焊接能源输入给单位长度焊缝上的能量,称为焊接线能量,用下式表示为IUq=───υ式中 I——焊接电流(A);U——电弧电压(V);υ——焊接速度(cm/s);q——线能量(J/cm)。
例如,板厚12mm,进行双面开Ⅰ形坡口埋弧焊,焊丝ф4mm,I=650A,U=38V,υ=0.9cm/s。
,则焊接线能量q为IU 650×38q=─── = ────── = 27444 J/cmυ 0.9线能量综合了焊接电流、电弧电压和焊接速度三大焊接工艺参数对焊接热循环的影响。
线能量增大时,热影响区的宽度增大,加热到高温的区域增宽,在高温的停留时间增长,同时冷却速度减慢,焊接线能量综合了焊接电流、电弧电压和焊接速度三个工艺因素对焊接热循环的影响。
线能量增大时,过热区的晶粒尺寸粗大,韧性降低;线能量减小时,硬度和强度提高,但韧性也会降低。
生产中根据不同的材料成分,在保证焊缝成形良好的前提下,适当调节焊接工艺参数,以合适的线能量焊接,可以保证焊接接头具有良好的性能。
焊接接头求助编辑百科名片焊接接头焊接接头,指两个或两个以上零件要用焊接组合的接点。
连杆机构的效率计算
连杆机构的效率计算
效率 = (输出功 / 输入功) × 100%。
首先,我们需要计算连杆机构的输出功。
输出功可以通过测量
连杆机构执行的有用工作来确定。
例如,如果连杆机构用于提升重物,我们可以测量重物的重量以及提升的高度,然后计算所做的功。
其次,我们需要计算连杆机构的输入功。
输入功是由驱动力提
供的功率,可以通过测量驱动力施加的力和移动的距离来确定。
然后,我们可以计算输入功。
一旦我们确定了输出功和输入功,我们就可以使用上面的公式
来计算连杆机构的效率。
将输出功除以输入功,然后乘以100%即可
得到效率的百分比。
需要注意的是,连杆机构的效率通常不是100%,因为总会有一
些能量损失,例如摩擦损失、热损失等。
因此,实际的效率可能会
低于理论值。
在实际应用中,了解连杆机构的效率对于设计和优化机械系统
非常重要。
高效的连杆机构可以减少能源消耗,提高工作效率,降低运行成本。
因此,对于连杆机构的效率进行准确的计算和评估是非常有益的。
焊接热效率、热循环、线能量、预热温度和层间温度
焊接热效率、热循环、线能量、预热温度和层间温度1. 焊接热效率焊接过程中,由电极(焊条、焊丝、钨极)与工件间产生强烈气体放电,形成电弧,温度可达6000℃,是比较理想的焊接热源。
由热源所产生的热量并没有全部被利用,而有一部分热量损失于周围介质和飞溅中。
被利用的热占发出热的百分比就是热效率。
它是一个常数,主要取决于焊接方法、焊接工艺、极性、焊接速度以及焊接位置等。
各种焊接方法的热效率见下表。
2. 焊接热循环在焊接热源作用下,焊件某点的温度是随着时间而不断变化的,这种随时间变化的过程称为该点的焊接热循环。
当热源靠近该点时,温度立即升高,直至达到最大值,热源离去,温度降低。
整个过程可以用一条曲线表示,此曲线称为热循环曲线,见图6。
距焊缝越近的各点温度越高,距焊缝越远的各点,温度越低。
焊接热循环的主要参数是加热速度、加热所达到的最高温度、在组织转变温度以上停留的时间和冷却速度。
加热到1100℃以上区域的宽度或在1100℃以上停留时间t△,即使停留时间不长,也会产生严重的晶粒粗大,焊缝性能变坏。
t△越长,过热区域越宽,晶粒粗化越严重,金属塑性和韧性就越差。
当钢材具有淬硬倾向时,冷却速度太快可能形成淬硬组织,极易出现焊接裂纹。
从t8/5可反映出此情况,有时还常用650℃时的冷却速度υ650℃或80 0~300℃的冷却时间t8/3来衡量。
应当注意的是熔合线附近加热到1 350℃时,该区域的冷却过程中约540℃左右时的瞬时冷却速度,或者800~500℃时的冷却时间tP8/5对焊接接头性能影响最大,因为此温度是相变最激烈的温度范围。
影响焊接热循环的因素有:焊接规范、预热温度、层间温度、工件厚度、接头形式、材料本身的导热性。
3. 焊接线能量熔焊时,热源输给焊缝单位长度上的能量,称为焊接线能量。
电弧焊时的焊接规范,如电流、电压和焊接速度等对焊接热循环有很大影响。
电流I与电压U的乘积就是电弧功率。
例如,一个220 A、24V的电弧,其功率W=5280W,当其他条件不变时,电弧功率越大,加热范围越大。