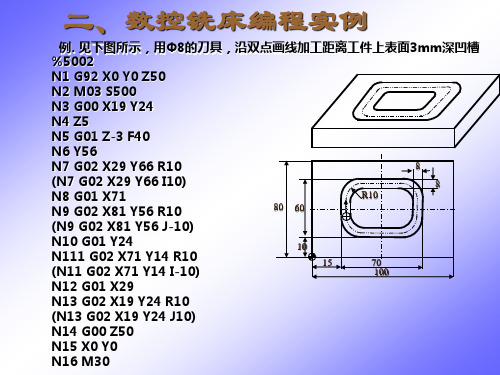
G73图纸
数控车工电子课件3.4 用复合固定循环G73车削台阶轴
授课主要内容任务引入:1、幻灯片投影如下图形:2、启发提问:(1)回答该图形的名称?(2)该图形轮廓要素有何特点?如何加工?(3)用G71、G72加工的零件轮廓特点?(X轴或Z轴的尺寸都必须是单向变化即单调增加或单调减小)3、如何编写凹凸曲线轮廓类零件的加工程序?引出本节课题学习新知、掌握方法1、引导学生观察G73指令的编程格式,理解各参数的意义:G73 U(Δi)W(Δk)R(d);G73P(ns)Q(nf)U(Δu)(Δw)F(f);N(ns)…………;………………;N(nf)…………;2、引导学生比较G73指令与学过的G71、G72指令有何不同?a)G71编程格式:G71 U(Δd)R(e);G71P(ns)Q(nf)U(Δu)(Δw)F(f);N(ns)…………;………………;N(nf)…………;b)G72编程格式:G72 W(Δd)R(e);G72P(ns)Q(nf)U(Δu)(Δw)F(f);N(ns)…………;………………;N(nf)…………;3、播放多媒体课件,演示G73的走刀过程4、启发引导学生理解G73的走刀过程及各参数的意义5、检查自学效果(巡回指导)6、结合多媒体演示讲解G73指令参数意义:(重点Δi、Δk、d三个参数)(1)Δi:X轴粗车退刀的距离及方向(单位:mm,半径值,有符号);(2)Δk:Z轴粗车退刀距离及方向(单位:mm,有符号);(3)d:切削的次数,(单位:次)(4)ns:精车轨迹的第一个程序段的程序段号;(5)nf:精车轨迹的最后一个程序段的程序段号;(6)△u:X轴的精加工余量,(单位:mm,直径,有符号),最后一次粗车轨迹相对于精车轨迹的X轴坐标偏移;(7)△w:Z轴的精加工余量,(单位:mm,有符号),最后一次粗车轨迹相对于精车轨迹的Z轴坐标偏移;(8)F:切削进给速度;S:主轴转速;T:刀具号、刀具偏置号。
7、播放幻灯片,提出问题:如何确定Δi、Δk、Δu、Δw的大小及方向?(个别提问)总结学生回答问题情况,归纳总结:余量在正方向为正,余量在负方向为负8、仿真演示并引导学生思考:加工非均匀毛坯余量的零件时,如何减少走刀空程?9、举例1、如图所示棋子图样,毛坯尺寸为φ25的黑色或白色塑料,试分析其加工工艺并编写其加工程序。
数控车G73指令详解课件

问题三:刀具磨损严重
总结词:刀具磨损严重可能是由切削参数设置不合理、 刀具材料选择不当、工件材料中含有硬质点等原因造成 。 1. 调整切削参数,如降低切削速度、增加刀具耐用度等 ;
3. 使用刀具涂层技术,以提高刀具表面硬度和耐磨性;
详细描述
2. 选择更耐磨的刀具材料,如使用硬质合金等;
4. 选择合适的切削液,以降低刀具磨损和工件表面粗 糙度。
应用实例二:精车外圆
总结词
在精车外圆加工中,G73指令能够很好地控制工件的形状和尺寸精度,同时保证表面质量。
详细描述
在精车外圆时,G73指令通过多次循环切削来逐步达到所需的形状和尺寸。与传统的G71指令相比, G73指令在切削过程中能够更好地控制切削力,从而减小工件的变形和振动。此外,通过合理设置切 削参数,还可以有效抑制积屑瘤的产生,提高表面质量。
问题一:加工表面粗糙度不达标
总结词:表面粗糙度是衡量加工质量的重要指标之一, 不达标的原因可能是切削参数设置不合理、刀具选择不 当、材料硬度过高等。
1. 调整切削参数,如降低切削速度、增加进给速度等;
详细描述 2. 选择更锋利的刀具,如使用涂层刀具等;
3. 提高机床精度,如调整主轴精度等;
4. 采用合理的冷却方式,如使用切削液等。
数控车g73指令详解课件
目 录
• 数控车g73指令概述 • 数控车g73指令参数解释 • 数控车g73指令使用注意事项 • 数控车g73指令应用实例 • 数控车g73指令常见问题及解决方法 • 数控车g73指令安全操作规程
01 数控车g73指令 概述
指令定义
G73是数控车床中用于粗车轴类零件 的指令,也被称为“仿形粗车循环” 。
应用实例三:切槽加工
广数980TD中G73课件

谢
谢
数控车床编程与操作
1.2 思考题:试述G71指令的应用场合
G71适合于轮廓外形单调增大或单调减小的轴类零件的 加工。
1.3 思考题:观察下图,能否用G71加工,会出现 什么问题
R70 2×45
φ75
φ60
φ60
φ42
60 65 20
20
25
40
250
φ28
数控车床编程与操作
1.3.1数控仿真演示:
数控车床编程与操作
c、确定刀具:因加工要求不高,考虑到减少刀具数量, 用一把90度外圆车刀(35度菱形刀片)完成轮廓的粗车 与精车。 d、 切削用量:考虑到实习加工的安全性,采用较小的切 削用量。粗车时主轴转速S=600r/min,进给量F=0.2mm/r,切 削深度2mm;精车时主轴转速S=1200r/min,进给量 F=0.1mm/r,切削深度0.5mm。 e、加工工序: .粗车、半精车外圆轮廓。 .精车轮廓。 .切断。(仿真中不作要求 )
数控车床编程与操作
1.3.2 G71走刀路线分析:
数控车床编程与操作
1.3.3 G71加工内凹轮廓零件:
B
A
结论:G71指令适于车削圆棒料毛坯,且所加工零件轮廓外形必须是单调 递增或单调递减的形式。否则会产生凹形轮廓不是分层切削,而是在最后 一刀半精加工时一次性进行切削,从而损坏刀具。
数控车床编程与操作
数控车床编程与操作
4.2练习1:
毛坯:75x300
R70 2×45
φ75 75
φ60 60
φ60 60
φ42 42
60 65 20
20
25
40
250
φ28 28
数控车床编程与操作
深孔加工G73
14 56
14 R10
12
N3 M06 T03
14 14 14 14
G00 G43 Z10 H03
80
G98 G73 X14 Y26 Z-23 R-6 Q5F50
G99 G73 X42 Y40 Z-23 R4 Q5F50
G99 G73 X42 Y12 Z-23 R4 Q5F50
G98 G73 X56 Y26 Z-23 R4 Q5F50
以进行高效率的加工。
说明:
X、Y:孔的位置。
Q:为每次向下的钻孔深度(增量值,取负)。
Z:绝对编程时是孔底Z点的坐标值;
K: 为每次向上的退刀量(增量值,取正) 。
增量编程时是孔底Z点相对与参照R点的增量值。 F:钻孔进给速度
R:绝对编程时是参照R点的坐标值;
L:循环次数(一般用于多孔加工的简化编程)
六、宏指令编程
#450~#499 5层局部变量 #500~#549 6层局部变量 #550~#599 7层局部变量 #600~#699 刀具长度寄存器H0~H99 #700~#799 刀具半径寄存器D0~D99 #800~#899 刀具寿命寄存器 #1195~#1199为系统内状态变量(可调用,不可改变)
六、宏指令编程
常量
PI:圆周率π TRUE:真 FALSE:假
六、宏指令编程
❖ 运算符与表达式
算术运算符:
➢+,-,*,/
条件运算符:
➢EQ(=),NE(≠),GT(>),GE(≥),LT(<),LE(≤) AR[]:判断参数合法性的宏 (其可用来判别该变量是否被定义,是被定义为增量或绝对方式)
(N13 G02 X19 Y24 J10)
N14 G00 Z50
G73循环PPT课件

20
35
41
65
70
70 .
15
程
序
O0002
N10 M03 S800 T0101G99
N20 G00 X50 Z2
N30 G73 U12 W0 R7
N40 G73 P50 Q130 U0.5 W0 F0.15
N50 G00 X24
N60 G01 Z0 F0.08
N70 G01 X26Z-2
N200 G70 P50 Q110
N210 G00 X100
N220 G00 Z200
N230 M30
.
16
%
课堂小结
通过本次课的教学,学生必须掌握G73、G70 指令,通过实训后,在理解的基础上熟练运用 G73、G70指令。
作业
完成本节课G73指令的实习报告。
.
17
.
18
N140 M05
N150 M00
N160 M03 S1000 T0101
N170 G00 X28 Z2
N180 G70 P50 Q110
N190 G00 X100
N200 G00 Z200
N210 M30
%.
14
实训练习:
如图,要求车端面,粗车,精车,切断,设毛坯是φ50的棒料。
2×45°
φ40
R20
(2)G70精加工循环一旦结束,刀具快速进给返回起始点, 并开始读入G70循环的下一个程序段。
(3)在G70被使用的顺序号ns~nf间程序段中,不能调用 子程序
.
6
数控编程 G73粗车封闭切削循 环
G73仿形循环走刀轨迹—粗加工
.
7
数控车G73指令编程

整理课件
数控车床编程与操作
G73-轮廓粗车循环指令
格式: G73 U_ R_; G73 P_ Q_ U_ W_ F_ S_;
说明: ➢ 第一程序段:U-X向总的吃刀深度;
R-循环走刀次数; ➢ 第二程序段:所有参数与G71相同。
整理课件
数控车床编程与操作
G73车削路线示意图
整理课件
数控车床编程与操作
课堂练习
G73示例
应用举例:
φ60 φ46
R22 φ46.66
SR28
G99T0101 S600 M03 G00 X61 Z2 G73 U20 W0 R16 G73 P70 Q100 U1 W0.5 F0.3 N70 G00 X0 S1000 G01 Z0 G03 X46.66 Z –44.162 R28 G02 X46 Z – 72 R22 G01 Z – 88 N100 X65 G70 P70 Q100 F0.15 G00 X200 Z100 M30
N (n s )................
...................
F _ _ _ _
S ____
T ____
N ( n f ) . . . . . . . . . . . . . . . . .
精加工部 分
点击箭头获取参数意义的解释
刀具循环路径如图 所示,A为循环起点,A为精加工路线起点,B为精加工路线的终点。 在程序中,给出A→A→B之间的精加工形状,用d表示在指定的区域中每次进刀的切削深 度,留出U/2和W精加工余量。
整理课件
数控车床编程与操作
案例: 回顾上一节课的内容: 上一课我们讲了多重 复合循环语句中的外 圆粗加工语句G71
数控编程g73格式解释
数控编程g73格式解释
G73 是数控编程中的一个固定循环指令,用于简化重复的加工操作。
其具体格式会因数控系统和机床类型的不同而略有差异,以下是一种常见的 G73 格式解释:G73 X_ Y_ Z_ R_ Q_ F_ S_;
- X_、Y_、Z_:指定循环起点的坐标位置。
- R_:指定循环的退刀量。
- Q_:指定每次循环的切削深度。
- F_:指定进给速度。
- S_:指定主轴转速。
G73 指令通常用于加工型腔或型芯等需要重复切削的零件。
在该指令中,刀具会按照指定的路径进行切削,每次循环会切削一定的深度 由 Q_指定),然后退刀 由 R_指定),以便下一次循环能够继续切削。
需要注意的是,G73 指令的具体格式和参数含义可能会因不同的数控系统而有所差异。
在使用 G73 指令进行编程时,应仔细查阅数控系统的编程手册,以确保正确理解和使用该指令。
数控车床任务四 复杂成型面G73
第二程序段:所有参数与G71相同。
G73指令
G73——仿形车削固定循环指令
U R
经 验 计 算 公 式
毛坯直径D 成型件最小处直径d 1 U 2
U R 1 背吃刀量a p
G73指令
例、毛坯尺寸为¢20×50,材料为LY12
U 毛坯直径D 成型件最小处直径d 1 2
X向总的吃刀深度为:
U 20 0 1 9.5 2
U
20 8 1 5.5 2
G73指令
参数含义的注释:
G73 U(d)W0. R(e); G73 P(ns) Q(nf) U(u) W(w) F(f) S(s) T(t)
式中: d:X向总退刀量,无正负号,半径指定;(G71里表示半径指定的吃刀量)
程序编制顺序
程序初始化, 刀具定位 粗加工指令 G73 精加工程序 精加工循环指令 G70
各基点的坐标: A(8.572,-2.425)、B(10.148,-42.259)、 C(15,-56.885)、 D(15,-71),。
取消刀补、退刀 程序结束
零件号
零件名称
简单阶梯轴
编程原点
程序号
0001
程序号 程序初始化 启动主轴转速600r/min,选择1#刀1#刀补 刀具快速定位到工件附近 粗车循环,X向退刀量为12mm,Z向0,分4刀粗车 进给量0.2mm/r,X向精加工余量0.5mm,Z向0 刀具快速进刀 刀具Z向进刀并建立右补偿 进刀至切削起点 车R5的圆弧 车R40的圆弧 车R12的圆弧 车Φ15至长71处 工件退刀 精加工循环 取消刀补,退刀
程序号 程序初始化 启动主轴转速600r/min,选择1#刀1#刀补 刀具快速定位到工件附近 粗车循环,X向退刀量为12mm,Z向0,分4刀粗车 进给量0.2mm/r,X向精加工余量0.5mm,Z向0 刀具快速进刀 刀具Z向进刀并建立右补偿 进刀至切削起点 车R5的圆弧 车R40的圆弧 车R12的圆弧 车Φ15至长71处 工件退刀 精加工循环 取消刀补,退刀
数控车削指令G73课件
与G70指令相比,G73指令具有 更灵活的加工方式,因为G73可 以根据零件形状和材料硬度的不 同,自动调整切削参数和进给速 度。
04
G73指令加工案例分析
案例一:轴类零件的加工
01
02
总结词:G73指令常用 于加工轴类零件,能够 高效地切除毛坯材料。
详细描述
03
04
05
1. 零件特点:轴类零件 通常具有回转体、圆柱 体等结构,主要承受扭 矩或弯曲应力。
2. G73指令特点:G73 指令采用仿形加工方式 ,能够根据零件形状特 点选择对应的刀具路径 ,实现高效切除。
3. 加工过程:使用G73 指令时,需设置毛坯尺 寸、刀具路径等参数, 根据零件形状特点选择 对应的程序块,确保加 工精度和表面质量。
案例二:套类零件的加工
总结词:G73指令也 可用于加工套类零件 ,能够实现内孔的高 效加工。
通过多次切割,逐渐减小加工余 量,以达到粗加工的目的。
G73指令的格式
G73 U(i) W(k) R(d) G73 P(ns) Q(nf) U(Δu) W(Δw) F(f) S(s) T(t)
G73指令的加工原理
G73指令采用类似于钻孔的方式,从 毛坯表面开始,通过多次切割,逐渐 减小加工余量,以达到粗加工的目的 。
详细描述
1. 零件特点:套类零 件通常具有内孔结构 ,如轴承、齿轮等, 主要承受压力或拉伸 应力。
2. G73指令特点: G73指令采用仿形加 工方式,能够根据内 孔形状特点选择对应 的刀具路径,实现高 效切除。
Байду номын сангаас
3. 加工过程:使用 G73指令时,需设置 毛坯尺寸、刀具路径 等参数,根据内孔形 状特点选择对应的程 序块,确保加工精度 和表面质量。
国际象棋图纸
5.刀宽为3的高速钢切断刀1个。
6.垫片一些。
数控加工图纸:
1.国际象棋全部图纸
教学目标:
每个同学都会使用73进行编程,并且按照图纸要求加出零件。
教学难点:
G73的使用
教学内容:
G73的格式
G73U___W___R___F___
G73P___Q___U___W___
每方有王一个,后一个,车两个,象两个,马两个,兵八个。
数控车床实训—G73加工国际象棋
材料准备:
1.直径为40长度为150的45号圆钢2个。
2.直径为30长度为80的45号圆钢1个。
3.直径为30长度为110的45号圆钢3个。
4.直径为35长度为100的45号圆钢1个。
刀具准备:
1.1.90度数控外圆正偏刀1个。
2.35度数控外圆正偏刀1个。
3.90度数控外圆反偏刀1个。