汽车线束自动端子压接机的夹具和模具设计
汽车连杆夹具设计(参考)
12
(3)绘制夹具总图 在绘制夹具草图的基 础上绘制夹具总图,标注尺寸和技术要求, 例如图1a中心孔中心线平行度要求为0.05mm, 而图1e中夹具钻套孔中心线平行度应达到 0.01mm。 (4)绘制零件图 对零件进行编号。
13
3、夹具设计中的几个重要问题 1)夹具设计的经济性分析 . 在零件的加工过程中,对于某一工序而 言,是否要使用夹具,使用什么类型的夹具, 以及在确定使用专用夹具的情况下应设计什 么样规格的夹具,这些问题在夹具设计前必 须加以认真的考虑。除了从保证加工质量的 角度考虑外,还应作经济性分析,以确保所 设计的夹具在经济上合理。
133夹具设计中的几个重要问题1夹具设计的经济性分析在零件的加工过程中对于某一工序而言是否要使用夹具使用什么类型的夹具以及在确定使用专用夹具的情况下应设计什么样规格的夹具这些问题在夹具设计前必须加以认真的考虑
汽车连杆夹具设计
1、夹具设计的基本要求 夹具设计的基本要求可以概括为以下五方面: 1)保证工件的加工精度。这是夹具设计最基本的要 求,其关键是正确地确定定位方案、夹紧方案、刀具导 向方式及合理制定夹具的技术要求,必要时要进行误差 分析与计算。 2)夹具总体方案应与生产纲领相适应。在大批量生 产时,应尽量采用各种快速、高效结构,以缩短辅助时 间,提高生产率:在中、小批量生产中,在满足夹具功 能的前提下,尽量使夹具结构简单、容易制造,以降低 制造成本。
9
10
4)确定其他装置和夹具体。为了保证加工 中工艺系统的刚度和减小加工中工件的变形, 应在靠近工件的加工部位增加辅助支承。夹具 体的设计应通盘考虑,使上述各部分通过夹具 体能有机地联系起来,形成一个完整的夹具。 此外,还应考虑夹具与机床的连接。因为是在 立式钻床上加工,本例夹具安装在工作台上可 直接用钻套找正并用压板固定,故只需在夹具 体上留出压板压紧的位置即可。又考虑到夹具 的刚度和安装的稳定性,夹具体底面设计成周 边接触的形式,参考图1e。
汽车线束基本设计要求
1. 导体压接高度过小 说明.压接高度是指导体压接区在压接后的横截面 高度,它是良好压接最重要的特征。连接器制造商 提供了为端子设计的每种线缆尺寸的压接高度。给 定线缆的正确压接高度范围或公差可能小达0.05。 在如此严格的规范下,检验压接机是否设置正确对 于获得良好压接是非常重要的 2.导体压接高度过大 说明 .过大的压接高度无法正确压缩线芯,引起 压接区过大的无效空隙,因为线芯和端子金属 之间没有足够的金属间接触 原因:过小 (图 I) 或过大 (图 II) 的压接高度无法提 供规定的压接强度(对线缆端子的保持力),会 减小线缆拉拔力和额定电流,一般情况下还会引 起压接头在非正常的工作条件下性能降低。过小 的压接高度还会压断线芯或者折断导体压接区的 金属
端子结构示意图
端子压接5大要求,详见A B C D E说明 A、绝缘压接区压缩绝缘层, 但不会刺穿(绝缘压接至少 180度接触无刺穿) B、在绝缘和导体压接区之 间的部分可以看见绝缘层和 导体 C、导体压接区在引入端和 尾端呈喇叭形(喇叭口必须可 见2倍材料厚度),而过渡区 和接合区在压接工艺前后始 终保持不变 D、线芯(或线刷)伸出于 导体压接区前部的距离至少 等于线缆导体的直径 E、尾料片:一个材料厚度 最大不能超过1.5倍材料厚度
问题#1 & #2的解决方法很简单:调节压接机上的导体压接高度。在首次使用压接机 进行工作时,使用游标卡尺或千分尺检验压接高度在规定范围内,并且在工作过程中 应按照要求的频度重新检查,以保持正确的压接高度
端 子 具 有 三 个 主 要 部 分:
ห้องสมุดไป่ตู้
1.插接区是端子与另一半连接端子插接的部分。 该部分由连接器设计师设计为与对接端子接合, 并以一定的方式工作。如果压接过程中接合部 变形,将会降低连接器的性能 2.过渡区同样设计为在压接过程中不受影响。 如果您改变了弹性片或端子止口的位置,同样 将影响连接器的性能 3.压接区是唯一设计受到压接工艺影响的部分。 使用连接器制造商推荐的端接设备,夹紧压接区, 从而牢固地与线缆连接。理想情况下,您将端子 压接在线缆上的所有工作仅发生在压接区
汽车线束端子接插件应用介绍-PPT

Micro Timer Multilock
MQS
AMP MCP9.5 AMP MCP6.3
AMP MCP2.8 AMP MCP1.5 MCON1.2 MQS
up to 90 A up to 50 A
端子压接典型位置和术语
•Bellmouth:钟形口(喇叭口) •Front:前部(钟形口) •Rear:后部(钟形口) •Contact Body:触点本体 •Cut off Tab:切断突起 •Locking Lance:锁定针 •Wire Crimp:导体压接区 •Insulation Crimp:绝缘压接区 •Conductor End:导体端部 •Insulation End:绝缘体端部 •Cable:线缆
Contact Current Carrying Capacity 端子载 流能力
Maxi Power Timer
Standard Power Timer
Positiv Lock
Round contacts DIA 2,5 mm FASTIN FASTON
Sensor Flat contact Junior Power Timer
在压接端子与导线之间提供不可分离的, 长时间可靠的电气和机械连接 Ease of manufacturing of the connection
压接应便于生产加工
page 3
Crimp Types 端子压接类型
Advantages 优势: • Optimum design of Crimp Barrel for desired wire size range and material thickness by calculation. 通过计算即可得出适合特定线径范围和料厚的压接结构 • Fits for several wire sizes only by adjusting Crimp Height .仅调整压接高度即可用于不同线径压接 • Terminal manufacturing at low cost by sequential stamping dies 通过连续冲压生产实现低成本 • Ease of termination, fully automated possible 压接自动化 • Stable electrical connection, even under hazardous Environment. 苛刻环境下性能稳定
线束端子压接规范

03
质量检验标准
外观检查
压接部位应完整,无裂纹、毛刺或变形。 端子与导线的颜色应匹配,且色泽均匀。
标识清晰,易于辨认,符合相关标准。
电气性能测试
01
02
03
接触电阻
在规定的测试条件下,压 接部位的接触电阻应符合 设计要求。
绝缘电阻
压接部位与相邻导体之间 的绝缘电阻应满足规定要 求。
耐电压
在规定的测试电压下,压 接部位应无击穿或闪络现 象。
在压接过程中,应注意观察压接质量和端子、导 线的状态,及时调整压接参数和力度。
压接时间应控制在合理范围内,时间过短可能导 致压接不牢固,时间过长则可能损坏端子或导线 。
以上内容仅供参考,具体压接规范可能因不同的 行业、设备和产品而有所差异。在实际操作中, 应严格遵守相关行业的标准和规范,确保压接质 量和安全。
压接工具与设备检查
选择合适的压接工具和设备, 确保其适用于所选端子和线材 规格。
检查压接工具和设备的完好性 ,如有无磨损、松动、故障等 。
对压接工具和设备进行校准, 确保其压接参数准确可靠。
工作环境准备
确保工作场所整洁、干燥,无灰 尘、油污等杂质。
根据需要,准备好辅助工具和材 料,如剪刀、剥线钳、绝缘胶带
端子松动或脱落原因分析及处理措施
压接后未进行充分检查。 处理措施
调整压接力度或更换合适的压接工具。
端子松动或脱落原因分析及处理措施
01
选用质量合格的端子和线束材料 。
02
加强压接后的检查工作,确保压 接质量。
压接不良现象识别及改进方法
不良现象识别
压接部位出现裂纹或变形。
端子与线束接触不良,导致电阻增大或信号传输 不稳定。
汽车自动化焊接夹具设计全过程
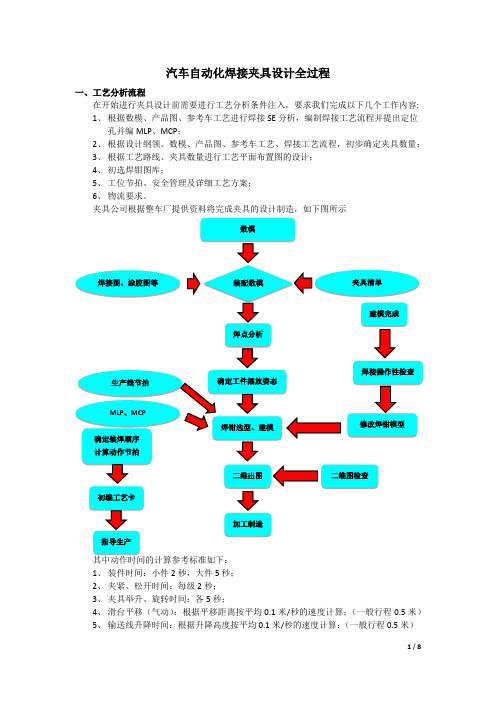
汽车自动化焊接夹具设计全过程一、工艺分析流程在开始进行夹具设计前需要进行工艺分析条件注入,要求我们完成以下几个工作内容:1、根据数模、产品图、参考车工艺进行焊接SE分析,编制焊接工艺流程并提出定位孔并编MLP、MCP;2、根据设计纲领、数模、产品图、参考车工艺、焊接工艺流程,初步确定夹具数量;3、根据工艺路线、夹具数量进行工艺平面布置图的设计;4、初选焊钳图库;5、工位节拍、安全管理及详细工艺方案;6、物流要求。
夹具公司根据整车厂提供资料将完成夹具的设计制造,如下图所示1、装件时间:小件2秒,大件5秒;2、夹紧、松开时间:每级2秒;3、夹具举升、旋转时间:各5秒;4、滑台平移(气动):根据平移距离按平均0.1米/秒的速度计算;(一般行程0.5米)5、输送线升降时间:根据升降高度按平均0.1米/秒的速度计算:(一般行程0.5米)6、 输送线前进、后退时间:根据升降高度按平均8米/分钟的速度计算;(一般升降高度4米)焊接时间的参考计算;1、 点焊:3——5秒每点,根据焊接部位、焊钳大小操作方便性确定。
一般中小夹具:每点4秒,地板大焊钳工位每点5秒,侧围补焊、车身补焊每点3秒。
换枪时间5秒。
以上包括焊枪移动时间。
2、 弧焊:连续焊10毫米/秒; 3、 凸焊螺母、植钉:5秒/个;4、 涂胶:连续涂胶20毫米秒,涂胶胶点2秒点。
二、 夹具三维建模1、 建模准备首先根据车身三维数模截取零件截面,然后将零件截面图读入到夹具设计单元中。
结合设计基准书、夹具夹持方案、MLP 、MCP 分析单元数量及分布方向,夹具操作高度、控制方式,各单元定位销的类型、定位面的组成、压紧方式分析确定各单元的结构组成部件,选用标准件、国标件的类型及数量。
设置软件参数后,进入标准件库,选择合适的标准件,包括压块、定位块、定位销托、气缸等。
完成标准件选择后,进入到草图平面,绘制非标件,包括GAUAGE 、CLAMP 及自制件等 。
改变气缸的尺寸约束,检查夹具的干涉情况。
汽车线束加工设备及流程
线束生产线
生产流水线 预装工作台 定制工装板
线束周转、储存设备 收/送线器 存线架 挂线车 抽线架
工具及治具
端子工具 总装治具 预装治具 测试治具
KOMAX 荷兰 传说中的NO.1 Schleuniger 索铌格 Mecal 荷兰 AMP TE 美国 ShinMaywa 新明和 日本 JAM 嘉睦 日本 Kodera 小寺 日本
设备厂简单介绍
演讲结束,谢谢大家支持
附PPT常用图标,方便大家提高工作效 率
生活
图标元素
医疗
图标元素
下线工序-刀具
汽车线束工艺流程及设备
刀具应用于端子机、剪剥机。每套刀具可以适应一种或多种端子,一般由模具制 造商提供。
下线工序-剪剥机
汽车线束工艺流程及设备
HBQ-041
HBQ-045(>50mm2)
HBQ剪剥机是一种能够集成处理剪断-剥皮两道工序的加工设备
下线工序-绞线机
汽车线束工艺流程及设备
汽车线束工艺流程及设备
胶带缠绕设备和铝箔缠绕设备 胶带缠绕设备和铝箔缠绕设备 胶带缠绕设备分手持式和台式 天海代理Ondal胶带缠绕机,但实际操作多使用手工缠绕
汽车线束工艺流程及设备
橡胶扩口设备 线束厂一般在总装完成或部分完成后装入橡胶件,所以扩口机是必 要的 扩口机分电动式、气动式和手动式
汽车线束工艺流程及设备
常用设备和工具有:总装板,总装流水线,挂线架、橡胶件扩口机、 胶带缠绕机、扎带枪、组立治具、线束辅助治具
汽车线束加工工艺及设备
汽车线束工艺流程及设备
检测及返工工序是指全检线束的通路、短路、断路。并对不良
品返修
常用设备和工具有:诱导、导通测试台,导通治具、端子拆卸治具/ 工具
汽车线束设计规范,值得收藏
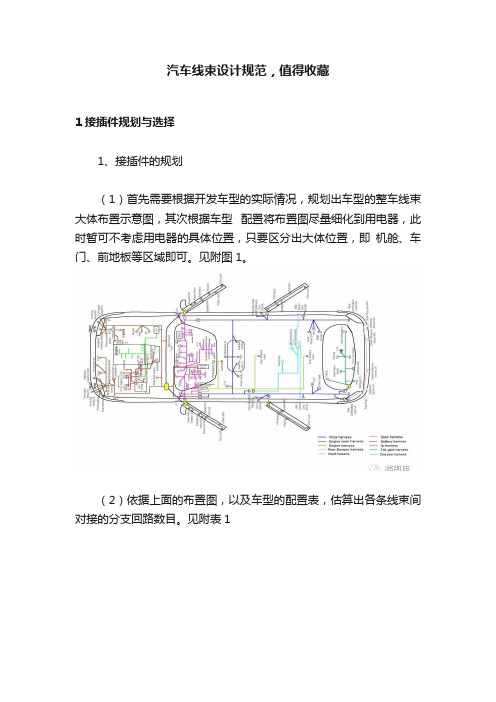
汽车线束设计规范,值得收藏1接插件规划与选择1、接插件的规划(1)首先需要根据开发车型的实际情况,规划出车型的整车线束大体布置示意图,其次根据车型配置将布置图尽量细化到用电器,此时暂可不考虑用电器的具体位置,只要区分出大体位置,即机舱、车门、前地板等区域即可。
见附图1。
(2)依据上面的布置图,以及车型的配置表,估算出各条线束间对接的分支回路数目。
见附表12、接插件的选择(1)接插件的种类接插件的结构形式①、防水接插件要达到防水、防尘的效果。
一般可分为整体密封和单孔密封,后者较为常用;采用的密封材料可为:橡胶密封塞和注胶密封,前者较为常用。
②、带挂接机构的接插件,优点是使接插件的固定更为方便,避免了接插件无固定而产生噪音,使连接更可靠。
可分为直接挂接和卡扣挂接两种。
③、带卡锁机构的接插件,其优点是使线与线间或线与电气件间的连接更为牢固,防止松动。
一般用在发动机上、雨刮电机等颠簸震动的环境。
④、带压线盖的接插件,它可保证插接件插入的端子尾部压接的导线不在插接件根部时出现不必要的晃动,减少插接件震动对导线的剪切力,提高线束的品质。
(2)接插件选取原则:①插接件选取要保证与电器件的良好接触,使接触电阻降为最低,提高可靠性,优先选用双弹簧式压紧结构的插接件。
②根据导线的截面积和通过电流的大小合理选择插接件的尺寸。
③在发动机舱、底盘等较恶劣的环境下对接的护套,由于温度、湿度偏大且存在着很多腐蚀性气体和液体,因此一定要选择防水性护套,其空位需用防水堵密封。
同时还应注意护套材质的选择,如阻燃等性能。
④尽量避免在同一对接区域使用同一种护套,若无法避免,则需通过不同颜色加以区分。
⑤基于汽车外观的整体协调性,在发动机舱中应优先选用黑色或深色的护套。
⑥为减少线束对接用护套的种类和数量,优先选用混合型件,使装配固定方便。
⑦车门线束与车身线束对接时,其最好选用带卡锁机构的插接件,保证在车门频繁的开闭中,避免出现对接松脱现象。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
汽车线束自动端子压接机的夹具和模具设计
发表时间:
2018-01-02T15:26:10.380Z 来源:《防护工程》2017年第25期 作者: 孙骏
[导读] 可以通过自动装置来施加动力,比如气缸无疑是最佳的选择,即保证外力施加的恒定性,同时也排除了人工操作影响。
苏州波特尼电气系统有限公司
江苏苏州 215000
摘要:针对汽车线束自动端子压接机的夹具和模具设计,结合理论实践,在简要论述实现汽车线束自动端子压接机夹具和模具协调动
作原理的基础上,分别论述了汽车线束自动端子压接机夹具设计和模具设计的思路,得出实现自动端子压接机夹具和模具协调动作,是保
证线束端子送料和压接机剪切能同时完成的结论,希望对相关单位有一定帮助。
关键词:汽车线束;自动端子;压接机;夹具设计;模具设计
线束是实现机电一体化的主要元件之一,也是衔接汽车机械构件和电气系统的主要桥架。而在汽车线束端子压接过程中,传统手工操
作主要凭借经验和启示进行操作,需要通过多次试验才能确保汽车线束端子压接夹具和模型动作的协调性。容易对模具造成一定程度的损
失,线束端子的压接质量也难以保证,在这样的基础上,开展汽车线束自动端子压接机的夹具和模具设计的研究,提升汽车线束生产加工
效率就显得尤为重要。因此,本文基于理论实践,对汽车线束自动端子压接机的夹具和模具设计做了如下分析。
1 汽车线束自动端子压接机夹具和模具协调动作原理
近年来,汽车行业快速发展,汽车所具有的功能越来越多,导致汽车线束愈发复杂,线束自动端子压接机夹具和模具协调动作的结构
也比较复杂,但大体可以通过串联两组四杆机构,来动画演示自动端子压接机夹具和模具协调动作的原理【
1】:采用A、B、C、D四个杠
件共同组成自动端子压接机的模具运动机构,在动作过程中,在杠件
A上加载动力源,模具运动机构的上模件固定在C杠件上,当A杠件在
做旋转运动时,
C杠件做上下移动。如果把构杠A当做一个手柄或者是一个气缸,来推动整个四杆机构动作,此时C杠件的上下移动,就可
看做模具的上模动作构成汽车线束端子的压接以及剪切。
而构件C、D、E、F共同组成了汽车线束自动端子压接机的送料夹具运动机构,当构件C做上下移动时,通过运动构件力的传递,促使
构件
F左右移动,如果此时把端子压接机构件A当换成一个手柄或者气缸做旋转运动,则构件F可以进行左右移动,从而实现端子送料,通
过构件
F的移动,就可以实现汽车线束自动端子的协调送料。
2 汽车线束自动端子压接机的夹具设计
汽车线束自动端子压接机在正常运行过程中,需要用到一套完整的送料机构,由摆杆、回位弹簧、端子拔杆、送料底板和整形板以及
端子送料家具的部件共同组成。在具体过程中,滑块在进行上下移动时,带动连杆同样做上下移动。当连杆向下移动时,端子拨杆向左移
动到送料整形板的上部分,也就说是送料的准备位置。当连杆向上移动时,自动端子压接机上的端子拨杆向右移动到送料底板的上部分,
此时如果拨杆发生滑移,
拨杆的顶尖能够滑移到自动端子的工艺孔中,从而带动自动端子压接机中的端子链向模具方向移动一个端子的位
置,从而促使端子恰好位于压接机模具下模的正上方,此时汽车线束就处于准备压接的状态。
汽车线束自动端子压接机中端子夹具结构,主要由:调紧螺栓、端子压紧块、偏心轮、锁紧螺钉、送料槽、送料台、调紧弹簧共同组
成。汽车线束自动端子压接机中端子夹具在具体运行过程中,调紧螺栓和调紧弹簧的主要作用是调整在汽车线束自动端子压紧块的压紧
程,当线束确认压紧完成以后,就可以直接锁紧,确保线束在加工过程中不会发生移动【
2】。而偏心轮的主要作用是更换端子,在具体动
作过程中。如果把偏心轮的把手从竖向,旋转到横向,就可以提高送料槽的高度,为更换端子提供便利条件,因此,在工作过程中,偏心
轮的把手位于锁紧螺钉的下方。
3 汽车线束自动端子压接机的模具设计
3.1汽车线束压接标准
在汽车线束生产中,电子线路和端子压接的质量直接决定了线束的生产质量,对保证汽车和人员的安全性有至关重要的作用。所谓线
束压接指的是,对连接端子在挤压变形的前提下,实现端子和电线的稳固连接。同时把压接变形量控制在特定范围当中,在保证连接端子
和电线接触电阻最大的情况下,控制端子和电线在使用过程中不会发生断裂。因此,汽车线束压接要满足以下标准:
第一,汽车线束自动端子压接的机械性能满足,必须满足端子压线拉脱力的具体需求,因此,当汽车线束自动端子压接完成以后,要
进行相应的拉力试验,设定拉力速度为
75mm/min~125mm/min,其标准拉脱力为:平均0.22mm的线束,AWG(美国线规,用于区分导线
直径的标准)为
24,最小拉脱力为40N;平均1.0mm的汽车线束,AWG为16,最小拉脱力为120N;平均2.4mn的线束,AWG为14,最小
拉脱力为
180N;平均5.0mm的线束,AWG为10,最小拉脱力为290N;平均8.0的线束,AWG为8,最小拉脱力为350。
第二,在汽车线束电线芯的前端要保证电线芯能露出压接端子的断面,通常情况下超出0.8mm~1.0mm为最佳。
第三,在压接过程中保证后端面和绝缘层压接前端面之间,能够清晰看见电线的线芯和绝缘层,通常情况下,电线绝缘皮端面开口在
中间为最佳位置,严禁在表面出现线芯和绝缘层。
3.2 汽车线束自动端子压接机的压接模具设计
汽车线束压接由上模和下模两部分组成,其中下模的顶部设计呈半圆形,大大方便了线束端子的装载,上模为波浪型,便于中间挤压
端子成形,同时也可以压紧线芯和导线,在汽车线束在压接过程中,要完成两处压接,一处是压接端子包压导线,另一处压接端子包压线
芯【
3】。但是在具体压接过程中,由于包压导线和包压线芯的功能不同, 导致其压接的尺寸也不尽相同,因此,模具的选择也不尽相
同。在设计过程中,为方便设计,上模和下模同样设计两套,外围的轮廓虽然相同,但钳口尺寸和公差同样存在较大差异,因此,在安装
过程中尽量采用两套模具叠合的方法进行安装。
3.3汽车线束自动端子压接机的剪切模具设计
汽车线束自动端子压接机的剪切模具在完成压接以后,让线束端子逐步脱离链条,因此,必须设计相应的剪切模具。为提高压接机工
工作效率,把剪切模具和压接模具通过
4~6个螺栓紧密结合,从而保证剪切模具和压接模具能协调动作,实现压接和剪切同时运行。
剪切模具由:下模基座、下模、上模、限位螺栓、回位弹簧五大部件共同组成。在汽车线束自动端子压接过程中,线束端子的链条剪
切模具下模的料槽,线束端子的前端压制在压接模的上下之间避免在压接过程中发生移动【
4】。
4 结束语
综上所述,自动端子压接机的出现彻底改变了传统人工压接汽车线束端子效率低、质量低的现状。同时也排除了人为因素造成汽车线
束压接端子质量不稳定的问题,大大提高工人的工作效率,具有良好的经济效应。汽车线束自动端子的压接的动力源来自于手柄,因此,
因为工人的个体差异,就会导致汽车线束的压接存在较大差异。为改善此类问题,可以通过自动装置来施加动力,比如气缸无疑是最佳的
选择,即保证外力施加的恒定性,同时也排除了人工操作影响。
参考文献:
[1]陈华梦.汽车线束数模与实物一致性问题的探讨[J]. 汽车实用技术,2015,(05):7-9+24.
[2]高印寒,安占扬,王举贤,王天皓,刘长英,张俊东. 等效线束法在汽车线束时域辐射敏感度分析中的应用[J]. 吉林大学学报(工学
版
),2015,45(03):946-952.
[3]齐相龙,刘晋飞,陈明. 汽车线束预装配线平衡问题的优化和仿真[J]. 机械设计,2015,32(01):68-72.
[4]骆小芳.关于汽车线束系统设计及其可靠性的研究[J]. 大众科技,2015,17(01):75-78.