偏心圆锥壳制作新工艺
圆锥形壳的弹塑性屈曲

concrete strengths varied from normal to high strength(30-110MPa).The steel section yield stresses also varied fromnormal to high strength(275-690MPa).Furthermore,thevariables that influence the eccentrically loaded compositecolumn behaviour and strength comprising different eccen-tricities,different column dimensions,different structuralsteel sizes,different concrete strengths,and differentstructural steel yield stresses were investigated in a para-metric study.Generally,it is shown that the effect on thecomposite column strength owing to the increase in struc-tural steel yield stress is significant for eccentrically loadedcolumns with small eccentricity of 0.125 D.On the otherhand,for columns with higher eccentricity 0.375 D,theeffect on the composite column strength due to the increasein structural steel yield stress is significant for columns withconcrete strengths lower than 70MPa.The strength ofcomposite columns obtained from the finite element analy-sis were compared with the design strengths calculated u-sing the Eurocode 4for composite columns.Generally,it isshown that the EC4accurately predicted the eccentricallyloaded composite columns,while overestimated the mo-ment.Keywords:Concrete encased steel;Composite columns;Ec-centrically loaded;Finite element;Modelling;Highstrength;Pin-ended;Structural designThin-Walled Structures,2011,49(1):53-65摘 要:给出了偏心受压下外包混凝土组合钢柱的3维非线性模型。
偏心轴承国标

偏心轴承国标(原创实用版)目录1.偏心轴承的定义和作用2.偏心轴承的国家标准3.偏心轴承的应用领域4.偏心轴承的发展前景正文一、偏心轴承的定义和作用偏心轴承,又称偏心套轴承,是指在轴承的内圈或外圈上,有一个或两个偏心槽的轴承。
这种结构的轴承可以允许轴或外壳产生一定的偏差,从而适应设备的安装和使用需求。
偏心轴承广泛应用于各类机械设备中,如汽车、摩托车、工程机械等。
二、偏心轴承的国家标准在我国,偏心轴承的设计、生产和应用都需要遵循一定的国家标准。
这些标准包括了偏心轴承的尺寸、公差、材料、热处理等方面,以确保产品的质量和性能。
其中,GB/T 276-2014《圆锥滚子轴承》和 GB/T 3882-2008《圆柱滚子轴承》是两个比较重要的偏心轴承国家标准。
三、偏心轴承的应用领域偏心轴承由于其特殊的结构,具有很好的适应性和兼容性,因此在许多不同的领域都有广泛的应用。
以下是一些典型的应用领域:1.汽车行业:偏心轴承可以应用于汽车的发动机、变速器、轮毂等部件,以适应汽车的复杂工况和使用环境。
2.工程机械:偏心轴承在工程机械的传动系统、液压系统、回转机构等部件中发挥着重要作用,提高了设备的可靠性和稳定性。
3.摩托车:偏心轴承在摩托车的发动机、悬挂系统、传动系统等部件中都有应用,提高了摩托车的性能和舒适度。
4.航空航天:在航空航天领域,偏心轴承也有一定的应用,如在飞机的发动机、起落架等部件中。
四、偏心轴承的发展前景随着科技的不断发展和进步,偏心轴承在设计、材料、制造工艺等方面也在不断改进和提升。
预计在未来,偏心轴承将在以下几个方面取得突破和发展:1.产品性能的提升:通过优化设计和制造工艺,提高偏心轴承的承载能力、转速、寿命等性能指标。
2.新材料的应用:研发和使用新材料,如高强度钢、陶瓷、塑料等,以提高偏心轴承的性能和降低成本。
3.智能化制造:借助现代信息技术,实现偏心轴承的智能化设计、生产和检测,提高生产效率和产品质量。
圆柱管偏心斜交圆锥管的展开画法
图 3 求 解 相 贯 线 示 意 图
需分别利 用主 、 俯视 图中的投影采取 放射线法进行 展
平 面 , 面必 过 圆柱 管 与 圆锥 管结 合线 中的一点 c。 此 4 作 过 C点 的垂 线 , 俯 视 图 中圆 柱 管 素 线 3 ) 交 于C 点 , 点 C 作 垂线 与俯 视 图 中过 0、 过 3点 的直
3 2
纯碱工ຫໍສະໝຸດ 业 圆柱 管 偏心 斜 交 圆锥 管 的展 开 画 法
张 占 德
( 山三 友 化 工 股 份 有 限公 司 , 唐 河北 唐 山 0 30 ) 6 3 5
摘 要 : 用 辅 助 素 线 平 面 法求 解 出 圆柱 管 偏 心 斜 交 圆 锥 管 的相 贯 线 , 而将 两 构 件 放 样 展 开 , 分 采 进 并
这些点依次光滑连接起来 , 即为所 求得 的相贯线 。
21 0 2年第 1期
张 占德 : 圆柱 管偏 心斜 交 圆锥管 的展开 画法
3 3
0
图 2 辅 助 素 线 平 面 法 原 理 图
3 展 开 方 法 及 步 骤
为便 于 画图 , 暂不 考虑构 件 的板厚 影 响 , 以构 均
件 的外形 尺 寸为依 据绘 图。 3 1 求 解相 贯线 .
1 按 照 圆柱管 及 圆锥管 的外 形尺 寸 画出构 件 的 ) 主 、 视 图 , 长 圆锥 管 的母 线 交 于点 0( ) 其 底 俯 延 0 ,
圆所 在平 面 为 Z 。 2 将 圆柱 管沿 周 长 1 ) 2等分 , 在两 个视 图 中分别
圆柱管偏 心斜交 圆锥管 是一 种 比较少 见 的相贯
偏心轴承

偏心轴承偏心轴承,又叫偏心轴承,是一种非常用的轴承类型。
主要包括外圈、内圈、滚动体花篮、滚动体,偏心轴承结构简单、使用方便,不需要偏心轴就能实现偏心功能,使偏心机构大为简化,同时使偏心机构的机械加工省工、省时、装配容易,降低了偏心机构的制造成本。
偏心轴承的特征:内圈的内孔为偏心孔,在偏心孔的内侧壁上有一纵向键槽。
一种为双层双列圆锥滚子偏心轴承;圆柱滚子一种为单层滚道小游隙或负游隙圆柱滚子轴承,主要安装在印刷机印版滚筒和压印滚筒两侧;另一种为双层滚道带内外偏心负游隙圆柱滚子轴承单元,安装在印刷机胶皮滚筒两侧。
空心圆柱滚子轴承因其结构特殊,与常规滚动轴承相比具有吸振能力强、精度寿命长及过载保护功能。
偏心轴承的应用:减速机,石油化工.纺织,冶金,矿山.钢厂等.轻重机械等.偏心轴承是摆线针轮减速机里的一个很重要的轴承。
原始的偏心轴承有三部份组成:一个偏心套和两个502系列圆柱滚子组成.偏心套和轴承的里圈整合为一体,形成偏心轴承。
偏心轴承主要包括外圈、内圈、滚动体花篮、滚动体,其特征是:内圈的内孔为偏心孔,在偏心孔的内侧壁上有一纵向键槽。
该偏心轴承结构简单、使用方便,不需要偏心轴就能实现偏心功能,使偏心机构大为简化,同时使偏心机构的机械加工省工、省时、装配容易,降低了偏心机构的制造成本。
偏心轴承350752904是什么意思精彩回答350752904:整体偏心轴承(国内代号)04:内径代号。
此轴承的内圈即偏心套,内径尺寸为:22mm9:外径代号。
9些列外径。
经查表,外径尺寸为:53.50mm2:类型结构代号。
(此型号属于国内旧代号)表示属于圆柱滚子轴承。
5:表示双列滚动体.1:表示单列滚动体。
350:偏心率代号。
表示此轴承的偏心率是3.5。
后置代号:K:表示轴承的外径尺寸有变化。
例如:300752904K的外径尺寸为:61.80mm。
K2:表示轴承的内径尺寸有变化。
例如:350752904K2的内径尺寸为:19.00mm。
旋回圆锥破碎机工作原理

旋回圆锥破碎机工作原理旋回圆锥破碎机是一种常用的破碎设备,广泛应用于矿石、冶金、建筑、化工等行业。
它的工作原理主要是通过圆锥破碎腔内的旋回运动和物料之间的相互破碎,将物料破碎成所需的颗粒度。
本篇文章将从旋回圆锥破碎机的工作原理、结构特点、工作过程以及优缺点等方面进行详细介绍。
一、旋回圆锥破碎机的工作原理旋回圆锥破碎机的工作原理是在圆锥破碎腔内,通过电动机带动偏心套和圆锥壳体的旋回运动,使得物料在圆锥破碎腔内呈现出旋回运动轨迹。
同时,物料在圆锥破碎腔内与圆锥壳体和壁球之间不断进行相互破碎,最终将物料破碎成所需的颗粒度。
整个破碎过程中可以实现多级破碎,从而提高破碎效率。
二、旋回圆锥破碎机的结构特点旋回圆锥破碎机的主要结构包括偏心套、圆锥壳体、破碎腔、破碎壁球、调整套和润滑装置等部分。
其中,偏心套和圆锥壳体通过轴承支撑,能够实现旋回运动。
破碎腔是物料进行破碎的主要空间,破碎壁球的设计和布置能够对物料进行有效的破碎。
调整套可以对破碎间隙进行调整,从而实现不同颗粒度物料的破碎要求。
润滑装置能够对破碎机的润滑进行有效保障,延长设备的使用寿命。
三、旋回圆锥破碎机的工作过程旋回圆锥破碎机的工作过程主要包括进料、破碎、排料和调整等阶段。
首先,物料通过进料口被送入破碎腔内,然后通过旋回运动和破碎壁球的作用,使得物料不断受到破碎。
当物料达到所需颗粒度后,通过排料口排出。
在整个工作过程中,可以通过调整套对破碎间隙进行调整,从而实现不同破碎要求的物料。
四、旋回圆锥破碎机的优缺点旋回圆锥破碎机作为一种常用的破碎设备,具有以下优点:首先,破碎比大,能够实现多级破碎,提高破碎效率;其次,出料颗粒形状好,具有较高的成品率;再次,调整方便,可以根据实际需要进行调整,提高了设备的灵活性。
但是,旋回圆锥破碎机也存在一些缺点,首要的是设备占地面积大,显得笨重;另外,对物料湿度的适应性不如其他类型的破碎机。
总结:旋回圆锥破碎机具有破碎比大、出料颗粒形状好、调整方便等优点,是一种常用的破碎设备。
圆柱、圆锥滚子加工新方法探索
关键词 : 数控程序 ; 一次加工成型 ; 圆弧斜边 ; 圆滑过渡
1 背景
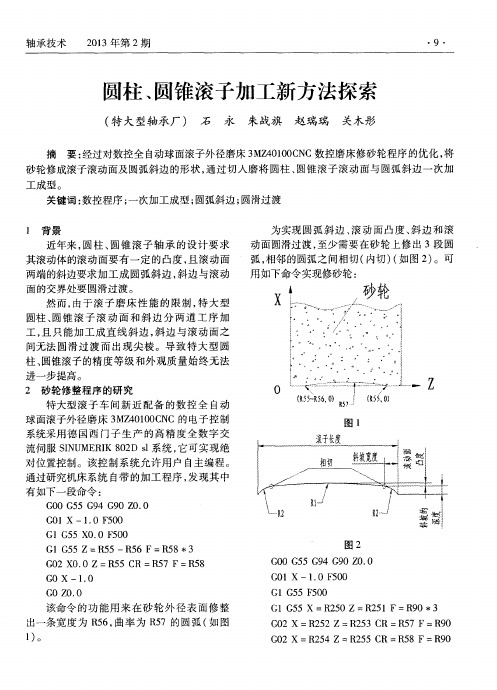
为实 现 圆弧 斜 边 、 滚 动 面 凸度 、 斜 边 和 滚 动 面圆滑 过 渡 , 至少 需 要 在砂 轮 上修 出 3段 圆
近年来 , 圆柱 、 圆锥滚子 轴承 的设 计要求 其滚动体 的滚动面要有一定的凸度 , 且滚 动面 两端的斜边要求加工成圆弧斜边 , 斜边与滚动 面 的交界 处要 圆 滑过 渡 。 然而, 由于 滚 子 磨 床 性 能 的 限 制 , 特 大 型 圆柱 、 圆锥滚 子滚 动 面和斜 边分 两 道工 序加 工, 且只能加工成直线 斜边 , 斜 边 与 滚 动 面之 间无 法 圆滑 过 渡 而 出现 尖 棱 。导 致 特 大 型 圆 柱、 圆锥滚子的精度等级和外观质量始终无法 进一步提高。 2 砂 轮修 整程 序 的研 究 特 大型 滚 子 车 间 新 近 配 备 的数 控 全 自动 球面滚子外径磨床 3 M Z 4 0 1 0 0 C N C的电子控制 系统采用德 国西 门子 生产 的高精 度全数字交 流伺 服 S I N U M E R I K 8 0 2 D s l 系统 , 它 可 实 现绝 对位置控制。该控制系统允 许用户 自主编程。 通过研究机床系统 自带的加工程序 , 发现其中 有如 下一段 命 令 :
时是第二段圆弧 的起点坐标 , R 5 7是第一段 圆
弧 的 曲率 ; ( R 2 5 4, R 2 5 5 ) 为第 二 段 圆弧 的终 点
1 t 2=
2 s i a r c t a n ( ห้องสมุดไป่ตู้
) ]
坐标 同时是第三段 圆弧 的起点坐标 , R 5 8是第 二段圆弧的曲率 ; ( R 2 5 6 , R 2 5 7 ) 为第三段 圆弧
钢筋混凝土倒锥壳水塔的设计探讨
钢筋混凝土倒锥壳水塔的设计探讨内容提要:水塔是给水工程中储水和配水的高耸构筑物,是一种常用的安全供水设施。
钢筋混凝土倒锥壳水塔因其建筑造型美观、结构受力合理、造价经济而被广泛采用。
倒锥壳水塔结构设计以简化手算方法为主,但水塔结构体系复杂,简化计算结果较难达到精细化设计要求。
本文以某钢厂冶金工程的倒锥壳钢筋混凝土水塔为例,采用简化计算方法和有限元方法对水塔结构进行受力分析,探讨简化计算方法的合理性,为今后水塔结构的设计提供参考。
本文首先对倒锥壳水塔的结构形式进行了详细介绍,然后阐述了水柜及支撑筒体的内力简化计算方法,介绍了水塔结构的有限元理论及分析方法。
接着,利用简化计算方法与有限元分析软件SAP2000,对倒锥壳钢筋混凝土水塔进行计算分析,得出各类荷载作用下的结构整体位移及应力变化情况。
最后,通过比较上述两种方法得出的计算结果,探讨倒锥壳钢筋混凝土水塔的合理计算方法。
水塔简化计算方法可大体反映水塔结构的受力情况,有限元方法能够更加准确地反映结构的实际受力情况,可为精细化设计提供可靠依据。
关键词:倒锥壳钢筋混凝土水塔;倒锥壳水柜;线性分析;有限元方法应力分析1.前言水塔是储水和配水、调节水压的高耸构筑物。
随着现代科学技术的发展,以及新技术、新材料的广泛应用,现在水塔的结构类型已经突破了传统习见的形式,呈现出千姿百态的景观,有倒锥壳形、抛物线形、蘑菇形、球形等。
钢筋混凝土倒锥壳水塔具有建筑造型美观、结构受力合理、造价经济的特点而被广泛采用。
钢筋混凝土倒锥壳水塔的施工方法也基本成熟,目前在国内民用生活和工业生产中应用尤为广泛。
常规简化分析计算主要以手算为主,由于水塔结构体系复杂,手算结果较难满足复杂水塔结构的精细化设计要求,有限元分析计算有助于复杂水塔结构的精细化和优化设计。
1.倒锥壳水塔简介钢筋混凝土倒锥壳水柜为轴对称回转壳组合结构,由顶盖、上环梁、上锥壳、中环梁、下锥壳、下环梁6部分组成,各壳体通过环梁构造连接组成一个整体。
圆锥 工艺流程
圆锥滚子轴承的工艺流程
滚动体制造:冷镦成型→软串→Ⅰ软磨外径→Ⅱ软磨外径→软磨双端面→淬火、回火→窜氧化皮→Ⅰ粗磨外径→Ⅱ粗磨外径→Ⅰ细磨外径→Ⅰ终磨基面→Ⅱ终磨基面→
Ⅱ细磨外径→终磨外径Ⅰ→终磨外径Ⅱ→超精研→清洗→最终检验→分组→
防锈→存放
保持架:剪料→切料成形切底→车边→冲窗孔→压坡→扩张→串光→抛丸→粗光饰→精光饰→清洗→涂油防锈→检查外观→包装
外圈:加热→下料→加热→镦粗→预成型→冲孔→辗扩→整径→退火→粗车滚道、基面倒角→车外径、非基面倒角→车非基面倒工艺角→软磨基面→软磨外径→精车滚道→倒圆角→涂硼酸→淬火→清洗→回火→粗磨双端面→细磨双端面→精磨双端面→粗磨外径→细磨外径→粗磨滚道→细磨滚道→精磨滚道→超精滚道→精磨外径→打字→退磁清洗→成品零件检验→入库
内圈:棒料加热→下料→重量分选→加热→镦粗→预成型→冲孔→辗扩→退火→粗车内径、非基面、工艺角→车基面、外径、粗仿滚道小边、工艺角→精车内径非基面工艺角→软磨基面→软磨外径→精车滚道→倒圆角→涂硼酸→淬火→清洗→回火→粗磨双端面→细磨双端面→精磨双端面→粗磨外径→细磨外径→粗磨滚道→细磨滚道→精磨滚道→超精滚道→精磨外径→打字→退磁清洗→成品零件检验→入库
装配过程:
套圈清洗→打字→清洗→内组件组装→轴承宽度百检→铆合→百检灵活性、外观
→退磁、清洗、涂油→合套、包装→装箱、打包→存放。
圆锥破碎机轧臼壁铸件充型凝固工艺改进论文
圆锥破碎机轧臼壁铸件充型凝固工艺改进研究【摘要】铸造是属于一种基础产业,在我国的国民经济中占有着十分重要的地位,铸造的产品在机械类产品中占相当大的比例。
本文针对数值模拟方法进行典型铸钢件质量方面进行了深入的研究,并充分利用所掌握的计算机数值模拟技术,对铸件冒口根部可能会存在缩孔缺陷问题进行了相应工艺的改进,从而有效地解决了原始工艺中存在的缩孔问题。
【关键词】铸造工艺,铸件,工艺改进【中图分类号】tg241 前言圆锥破碎机主要应用于冶金、筑路、建材、化学与硅酸等工业中,通常应用在具有破碎中等以及中等以上硬度的各种岩石和矿石方面。
圆锥破碎机的工作原理这是这样的:在工作时,电动机的旋转是通过皮带轮或者联轴器、圆锥破碎机传动轴以及圆锥破碎机圆锥部在整个偏心套的迫动下绕着定点一周后作出旋摆式的运动。
从而使得破碎的圆锥破碎壁起到一会靠近轧臼壁表面又一会离开固装在调整套上的轧臼壁表面,使得矿石在破碎的腔内产生不停地受巨大的冲击,以此通过挤压和弯曲作用来达到使矿石破碎。
2 铸造充型凝固过程数值模拟及分析2.1 充型凝固过程的数值模拟在对原铸造工艺进行数值模拟之前,我们对铸件的工艺进行了三维转化以及网格的处理,同时我们还对热物性参数进行了相应的运算。
对于浇注的温度、时间以及速度等我们在铸造车间都进行必要现场采集过程。
经采集后得知浇注时间约35s,浇注温度为1430℃,砂型的温度为环境温度40℃。
为了更好地准确模拟产品的缩松、缩孔情况,我们需要对温度场以及流动过程进行了必要耦合运算。
如图1所示,是充型刚开始的速度矢量场,从图中我们可以知道,因为产品的存在较高的高度,我们进行了采用底注式的浇道设计,所以金属液的流动相对来说会平稳一些,液面上升也很均匀。
这样有利于杂质的上浮以及气体能够平稳地排出。
图 1 充型刚开始的速度矢量场2.2 数值模拟结果分析通过运用直接分析法和临界固相率法对铸件的原始工艺模拟结果进行了分析,发现铸件内部存在较多的收缩缺陷。
铆工工艺-容器制造篇
压力容器制造铆工工艺编制:审核:批准:xxxxxxx公司2008年1月1日目录封面 -------------------------------------------------第 1页目录 -------------------------------------------------第 2页GY-01分片过渡段、封头加工成型 -------------------------第 4页GY-02筒节下料 ---------------------------------------第 7页GY-03筒节滚圆、校圆 -------------------------------- 第 9页GY-04筒节纵缝组对 --------------------------------第10页GY-05筒体环缝组对 ----------------------------------第11页GY-06接管/法兰组焊 --------------------------------第13页GY-07换热器管束制作及组装 ---------------------------第16页GY-08裙座制作安装 ---------------------------------第20页GY-09鞍座制作安装 ----------------------------------第22页GY-10腿式支座制座安装 ----------------------------第24页GY-11支承式支座制作安装 ----------------------------第26页GY-12耳式支座制作安装 -------------------------------第28页GY-13补强圈制作 ----------------------------------第29页GY-14塔顶吊柱制作安装 ------------------------------第31页GY-15吊耳制作安装 ---------------------------------第33页GY-16塔盘固定件制作安装 -----------------------------第35页GY-17其它内外件制作安装 ----------------------------第38页GY-18接管、补强圈安装 ------------------------------第40页GY-19空冷器管箱制作 -----------------------------第45页GY-20空冷器附件制作 -------------------------------第47页GY-21空冷器组装 --------------------------------- 第48页GY-22绕管换热器芯体制作 -------------------------- 第51页GY-23绕管换热器组装 ----------------------------- 第55页GY-24不锈钢酸洗、钝化 ------------------------------ 第59页GY-25涂敷工艺 ---------------------------------------第60页GY-26包装、运输 --------------------------------第62页分片过渡段、封头加工成型工艺编号:GY-011整体椭圆封头、分片椭圆封头执行JB/T4746-2002标准,旋压封头执行JB/T4746-2002标准,过渡段执行JB/T4746-2002标准, 球形封头执行GB12337-1998《钢制球形储罐》标准,同时应符合GB150-1998《钢制压力容器》、HG20584-1998《钢制化工容器制造技术要求》的有关规定。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
可直接采用小 口减速法成形 ,偏心圆锥壳不能直接
采 用 小 口减 速法 成 形 。
5 . 结语
从 以 上 论 述 可 知 ,该 方 法 采 用 卷 制成 形 ,成 形
3 . 新 工艺措施 原理
通过以上分析 ,假 如能够采用某种方法 ,在偏 心 圆锥壳卷制过 程中,消除小 口端前半程未减速和 后半程过度减速 ,理论上则可 以采用小 口减速法卷
( a )正圆锥壳主视图
( b )偏心圆锥 壳主视图
C
式三辊 卷板机用小 口减速法对其进行卷制。 小 口减速法工作原理如下 :用卷板机卷制时采 取措施使坯料小 口进料减速 ,使大小端的进料卷制 线速度与工件大小端展开弧长 匹配 ,即大小端 同步
即可 卷 制完 成 。
( c )芷圆锥壳展开图
使 其 小 端 与 大 端 形 成 速 度 差 ,随 着 卷
板 机 的 压 制 、送 进 达 到 成 形 目的 。如 图2 所示 。
图 2
2 . 正 偏心 圆锥壳采 用小 口减 速法成 形对 比
分析
图3 为 正 圆锥 壳 和 偏 心 圆锥 壳 的 主 视 图和 展 开
图。
A F A 。形成 工艺补料A F A BA 部分 。剪下含补料部 分 的样板号 料 ,再 用剪去补 料部分 的样板 在 已号
好 料 的 钢 板上 划 小 口实 际线 ,划 线 时外 轮 廓 线要 对 齐 ,小 口实 际 线 打 上 样 冲 ,按 补 料 轮 廓 线 切 割 下
加大 ,形成过度减速 。从以上分析看 出,采用此法 将产生 两个结 果 ,卷 制前半 程 ,未能形 成小 口减 速 ,后半程 ,小 口过度减速 。不论如何 ,都不能成
T n i
.
拦旦 主 持 . i . 墼. 壹 . 煮.
偏心圆锥壳制作新工艺
陕 西绿源 天然气有 限公 司 ( 西安 7 1 0 0 4 3 ) 江 超
偏心 圆锥 壳是 化 工设备 中常 用的一 种结 构形
式 ,广 泛 用 于 各种 类 型 的 压 力 容 器 。其 作 为压 力容
正 圆 锥 壳 采 用 小 口减 速 法 工 作 原 理 :众 所 周
知 ,正 圆锥壳 展 开 料是 一 个 标 准 扇形 ,其 小端 展 开 是 一 个 标 准 圆弧 线 ,卷制 工 作 中 随着 坯 料 的 进送 运 动 ,利 用 床头 部 位 对 坯 料 小 端 自然形 成 的送 进 阻 力 使 工
较差 。针对此种情况 ,我们在生产实践中摸索总结
出利 用 普 通 三 辊 卷 板 机 制 造 该 类 构 件 的 工 艺 方 法 ,取 得 了 较 好 的 成 果 。如 图 1 所 示 某容 器的偏心锥 壳 , 即 为 典 型 偏 心 圆 锥 壳 结 构 经折 边 形 成 。
本 工 艺 以 小 口减
弧线 。其卷制前半 段A C DB 过程 中,随着坯料的送 进 ,小 口端 曲率越来越 小 ,床头与小 口端将不可避
免地 脱 离接 触 ,进 而 失 去小 口减 速 功 能 ;在 卷 制 后 半 段DB A C 过 程 中 ,随 着 坯 料 的 送 进 ,小 口端 曲率 越 来 越 大 ,受 床头 的限 制 ,小 口减 速 过 程 逐 渐
形。
料。利用小 口减速法在对称式三辊卷板机按正锥壳
卷 制 。此时 卷 制 成 形大 口为 椭 圆形 。组 对 焊接 后 ,
对偏心锥壳进行校正 成形 后 ,根 据 图样 要 求 折边 或 直 接使用。
通 过 以上 对 比分 析 ,可得 以下 结 论 :正 圆锥 壳
D
( d )偏 心 圆锥 壳 展开 图
图 3
3 0
参 磊
…
T n j 薏 。
弧 。从图2 卷制示意 图看 ,卷制过程 中随着坯料送 进过程小 口端能保证始终与床头形成两点接 触。接
触 两 点 和 小 口端 标 准 圆弧 此 两 个 条件 的 具 备 ,使工
C
件绕床头旋转时无论所处位置如何,始终有一固定 轴心D点 ,此固定轴心 点与展开 图小 口端 圆弧 中心 点必然重合 ,进而促使小 口端在整个卷制过程 中, 能确保始终与大 口端形成送进 速度差 。随着压制和 送进过程 的进行 ,最终完成正圆锥壳的卷制成形 。
件 围绕 床 头 旋 转 ,
器的主要受压部件 ,对其产品质量有较高的要 求。
对 于 此 类 构件 ,一 般 采 用 模 压 成形 法 。该 方法 对 于
不 同尺寸的偏心圆锥壳 ,需配备不 同模具 ,费工费 时 ,投资 巨大 ;在成形过程中 ,需 多次换模 ,每两
次 压 模 结 合处 容 易形 成 棱 角缺 陷 ,成 形 后 产 品 质量
从 图3 正 圆 锥 壳 和 偏 心 圆 锥 壳 展 开 图对 比 可 知 ,偏 心 圆 锥 壳 展 开 小 端 圆弧 A B A 为 一 变 曲率
图4 偏心 圆锥 壳展开图
4 . 新 工艺具体 实施步 骤
具 体 步 骤 如 下 :按 偏 心 圆锥 壳放 展 开 样 如 图4 所 示 C DC' A ,然 后 以D点为 圆心 0 为半 径 划 弧 线
1 . 正圆锥壳 的小 口减速法卷 制成形原 理
正 圆锥 壳 工程 制 作常 用 方 法 有 小 口减速 法 、双
c 。 。
速四辊滚弯法、旋转送料法和分 区法等 。生产实践
中 , 因小 口减 速 法 成 形 效 率 和 质量 较 其 他 几种 方 法 好 ,且 对 操作 人 员技 术 要 求较 低 ,故 多 数利 用 对 称
速 法 卷 制 正 圆锥 壳 为
正 圆锥壳卷制过程 中为保证大小 口端同步 ,床
头 对坯 料 小 口端 必 须 施 加 均 匀 的 阻 力 。从 图3 正 圆
图 1
基础 ,采 用补料 法新
工 艺 进 行 偏 心 圆 锥 壳
制作 。
锥壳展开图可知 ,正圆锥壳小端 圆弧
, 为标准圆