ASTM F799-02 外科移植用热机加工钴铬钼合金(UNS R31537, R31538, R31539)
ASTM A240 A240M-09b 用于制造压力容器和一般用途的铬和铬镍不锈钢钢板、薄板、钢带技术规范
…
…
…
…
…
…
…
…
UNS 代号B S20910
S21400 S21600 S21603 S21640 S21800 S24000 S30100 S30103 S30153 S30200 S30400 S30403 S30409 S30415 S30451 S30452 S30453 S30500 S30530
4、化学成分 4.1 钢材的化学成分应符合表1 的规定,以及技术规范A 480/A 480M 的相关规定。
5、力学性能 5.1 材料的力学性能应符合表2 的规定。 5.2 当需方要求时,应按照附加标准S1 的要求进行夏比冲击试验。
6、高温用材料 6.1 H 型奥氏体的平均晶粒度应符合ASTM 7 级的规定或略粗(按E 112 试验方法检测)。 6.2 当需方要求按ASTM 标准用于540℃ [1000°F]以上设施的非H 等级奥氏体不锈钢时, 则参照附加标准S2。 6.3 除合同中另有规定外,牌号S31060应符合E112检测的晶粒度为ASTM的No7或更粗。
用于制造压力容器和一般用途的铬和铬镍
不锈钢钢板、薄板、钢带技术规范
ASTM A240/A240M-2009b
本标准编号为固定标准代号A 240/A 240M;代号后的数字表明了标准最初正式通过的年份, 或者若是修订版,则表明上一次修订的年份。括号内的一个数字表明了上一次重新审定的年份。 上标字母ε表明自最后一版或重新审定以来的编辑上的变动。
0.035 0.030 0.030
表1 化学成分要求, %A
硅
铬
镍
ቤተ መጻሕፍቲ ባይዱ
奥氏体(Cr-Ni)(Cr-Mn-Ni) 1.00 19.0-21.0 32.0-38.0 1.00 20.0-22.0 23.5-25.5 1.00 19.0-23.0 24.0-26.0
阀门标准ASME标准目录

DocumentNumber Date Language TitleASME B31.1-2004版动力管道ASME B31.3-2004版工艺管道ASME规范压力管道及管件B31、B16系列标准(上册)含5个标准1.ASME B31.4-1998版液态烃和其他液体管线输送系统2.ASME B31.5-1992(R1994) 制冷管道3.ASME B31.8-1999版输气和配气管道系统4.ASME B31.9-1996版建筑管道规范5.ASME B31.11a-1989(R1998)版浆液输送管道系统ASME B31G-1991版确定已腐蚀管线剩余强度的手册(对ASME B31压力管道规范的补充文件)ASME规范压力管道及管件B31、B16系列标准(下册)含10个标准1.ASME B16.1-1998版铸铁管法兰和法兰管件(25、125和250磅级)2.ASME B16.3-1998版可锻铸铁螺纹管件(150和300磅级)3.ASME B16.4-1998版灰铸铁螺纹管件(125和250磅级)4.ASME B16.9-1993版工厂制造的锻钢对焊管件5.ASME B16.10-1992版阀门的面至面和端至端尺寸6.ASME B16.11-1996版承插焊式和螺纹式锻造管件7.ASME B16.14-1991版钢铁管螺纹管堵、内外螺丝和锁紧螺母8.ASME B16.28-1994版锻轧钢制对接焊小弯头半径弯头和180度弯头9.ASME B18.2.1a-1999版方头及六角头螺栓和螺钉10.ASME PTC25-1994 压力泄放装置性能试验规范(含1998 Special Addenda)版ASME B1.1-2003版统一英制螺纹ASME B1.3M-1992(R2001)版螺纹尺寸验收的检测体系—英寸和米制螺纹(UN、UNR、UNJ、M和MJ)ASME B1.5-1997版爱克母(ACME)螺纹ANSI/ASME B1.7M-1984(R2001)版螺纹的术语、定义和字母符号ASME B1.8-1988(R1994)版矮牙爱克母螺纹ASME B1.12-1987(R1998)版5级过盈配合螺纹ASME B1.13M-2005版M形米制螺纹ANSI/ASME B1.20.1-1983(R2001)版通用管螺纹ASME B1.20.3-1976(R1998)版干密封管螺纹(英制)ASME B1.20.5-1991(R1998)版干密封管螺纹的检测(英制)ASME B1.20.7-1991(R1998)版软管接头螺纹(英制)ASME B4.3-1978(R1999)版米制尺寸产品通用公差ASME B16.5-2003版管法兰和法兰管件ASME B16.9-2003版工厂制造的锻轧制对焊管配件ASME B16.10-2000(R2003)版阀门的面对面和端至端的尺寸ASME B16.11-2001版承插焊式和螺纹式锻造管件(2002年颁布)ASME B16.15-1985(R1994)版铸青铜螺纹管配件(125和250磅级)ASME B16.18-1984(R1994)版铸铜合金钎焊接头受压管配件ASME B16.20a-2000版管道法兰用环垫式、螺旋缠绕式和夹层式金属垫片ASME B16.21-2005版管法兰用非金属平垫片ASME B16.22-2001版锻压铜和铜合金钎焊连接压力管配件ASME B16.24-2001版铸铜合金管法兰和法兰连接管配件ASME B16.25-2003版对焊端部ASME B16.33-2002版压力在125psi以下燃气系统用手动金属制燃气阀门(规格从NPS1/2至NPS2)ASME B16.34a-2004版法兰、螺纹和焊接端连接的阀门ASME B16.36-1996版孔板法兰ASME B16.38-1985(R1994)版气体分配用大金属阀ASME B16.39-1998版可锻铸铁螺纹端管套节150、250和300磅级ASME B16.40-1985(R1994)版气体分配系统中手动热塑切断器和阀门ASME B16.42-1998版球墨铸铁管法兰和法兰连接管配件ASME B16.44a-1997版室内管道系统用手动操作金属气阀ASME B16.47a-1998版大直径管钢制法兰(NPS 26~NPS 60)ASME B16.48-1997版钢制管线盲板ASME B18.15-1985(R2003)版锻制吊环螺栓ASME B18.2.2-1987(R2005)版方螺母和六角螺母(英制系列ASME B18.2.3.2M-2005版米制成型加工六角头螺钉ASME B18系列标准合订本含25个标准,也可以单个标准订购1.ASME B18.2.3.1M-1999版米制六角头螺钉2.ASME B18.2.3.2M-79(R1995) 米制成型加工六角头螺钉3.ASME B18.2.3.3M-79(R2001)版米制大六角头螺钉4.ASME B18.2.3.4M-2001版米制六角头法兰面螺钉5.ASME B18.2.3.5M-79(R2001) 米制六角头螺栓6.ASME B18.2.3.6M-79(R2001) 米制厚六角头螺栓7.ASME B18.2.3.7M-79(R2001) 米制大六角头结构螺栓8.ASME B18.2.3.8M-81(R1999) 米制六角头尖端阻滞螺钉9.ASME B18.2.3.9M-2001版米制大六角头法兰面螺钉10.ASME B18.2.3.10M-1996版方头螺栓(米制系列)11.ASME B18.2.4.1M-2002版米制六角螺母-类型112.ASME B18.2.4.2M-2005版米制六角螺母-类型213.ASME B18.2.4.3M-79(R2001) 米制六角开槽螺母14.ASME B18.2.4.4M-82(R1999) 米制六角法兰面螺母15.ASME B18.2.4.5M-79(R1998) 米制六角形压紧螺母16.ASME B18.2.4.6M-79(R1998) 米制厚六角形螺母17.ASME B18.5-90(R1998)版圆头螺栓(英制系列)18.ASMEB18.5.2.1M-96 (R2001) 米制圆头短方颈螺栓19.ASME B18.5.2.2M-82(R2000) 米制圆头方颈螺栓20.ASME B18.5.2.3M-90(R1998) 大圆头方颈螺栓21.ASME B18.9-1996版农用防松螺栓(英制系列)22.ASME B18.10-82(R2000)版轨道螺栓和螺母23.ASME B18.13a-1998版螺钉和垫圈组件-24.ASME B18.16.1M-79(R2001) 有效力矩型钢质米制六角锁紧螺母和六角法兰面锁紧螺母的力学和性能要求25.ASME B18.16.2M-79(R2001) 有效力矩型钢质米制六角锁紧螺母和六角法兰面锁紧螺母的扭转拉伸试验要求ASME B18.29.1-1993(R2002)版螺旋盘绕螺纹内插件—自由旋入和螺钉锁紧(英制系列)B31.4-2006版液态烃和其他液体管线输送系统ASME B31.8-2005 输气和配气管道系统ASME B31.8S-2004版输气管道的管理系统完整性ASME B31.9-2004版建筑管道规范ASME B36.10M-2004版焊接和无缝轧制钢管ASME B36.19M-2004版不锈钢钢管ASME B46.1-2002版表面结构特征(表面粗糙度、波浪度及形态)ASME B73.1-2001版化学流程用卧式轴向吸入离心泵技术规范ASME B73.2M-1991(R1999)版化学过程用立式管道离心泵技术规范ASME B107.46-1998版螺柱、螺钉和管道提取器:安全要求ASME BPVC-I-2004 ASME锅炉及压力容器规范第Ⅰ卷动力锅炉建造规范2005年版ASME BPVC-II A-2004 ASME锅炉及压力容器规范第Ⅱ卷A篇铁基材料2005年版ASME BPVC-II B-2004 ASME锅炉及压力容器规范第Ⅱ卷B篇非铁基材料2005年版ASME BPVC-II C-2004 ASME锅炉及压力容器规范第Ⅱ卷C篇焊条焊丝及填充材料05版ASME BPVC-II D-2004 ASME锅炉及压力容器规范第Ⅱ卷D篇材料性能2005年版ASME BPVC-IV-2004 ASME锅炉及压力容器规范第Ⅳ卷采暖锅炉建造规范2005年版ASME BPVC-V-2004 ASME锅炉及压力容器规范第Ⅴ卷无损检测2005年版ASME BPVC-VI-2004 ASME锅炉及压力容器规范第Ⅵ卷采暖锅炉维护和运行推荐规则2005年版ASME BPVC-VII-2004 ASME锅炉及压力容器规范第Ⅶ卷动力锅炉维护推荐导则2005年版ASME BPVC-VIII-1-2004 ASME锅炉及压力容器规范第Ⅷ卷1压力容器建造规则2005年版ASME BPVC-VIII-2-2004 ASME锅炉及压力容器规范第Ⅷ卷2压力容器另一规则2005年版ASME BPVC-VIII-3-2004 ASME锅炉及压力容器规范第Ⅷ卷3高压容器建造另一规则2005年版ASME BPVC-IX-2004 ASME锅炉及压力容器规范第Ⅸ卷焊接及钎焊评定标准2005年版ASME BPVC-XII-2004 ASME锅炉及压力容器规范第Ⅻ卷运输罐的建造和连续使用规则2005年版ASTM钢管标准1& j: Z) J)A1000-99 弹簧专用碳钢和合金钢钢丝规范A1001-99 大型材高强度钢铸件规范A1002-99 镍铝类合金铸件规范A100-93(2000) 硅铁A101-93(2000) 铬铁A102-93(2000) 钒铁合金A105/A105M-01 管系部件用碳素钢锻件A106-999e1 高温用无缝碳素钢管A108-99 优质冷加工碳素钢棒材技术规范A109/A109M-00e1 冷轧碳素钢带技术规范A111-99a 电话和电报线路用镀锌"铁"丝规格A116-00 镀锌钢丝编织栏栅网A121-99 镀锌刺钢丝A123/A123M-00 钢铁产品的锌镀层(热浸镀锌)技术规范A125-96 热处理螺旋形钢弹簧A126-95(2001) 阀门、法兰和管配件用灰铁铸件A128/A128M-93(1998) 钢铸件,奥氏体锰A131/A131M-94 海船用结构钢A132-89(2000) 钼铁合金A134-96 电熔(电弧)焊钢管(NPS为16英寸和16英寸以上)A135-01 电阻焊钢管A139-00 电熔(电弧)焊钢管(4英寸以上的)A143-74(1999) 热浸镀锌结构钢制品防脆裂措施和探测脆裂的程序A146-64(2000) 氧化钼制品A148/A148M-01 结构用高强度钢铸件A153/A153M-00 钢铁制金属构件上镀锌层(热浸)A159-83(2001) 汽车用灰铁铸件A167-99 不锈钢和耐热铬镍钢板、薄板及带材A176-99 不锈钢和耐热铬钢板、薄板及带材A178/A178M-95(2000) 电阻焊接碳素钢钢管及碳锰钢锅炉和过热器管的技术规范A179/A179M-90a(1996)e1 热交换器和冷凝器用无缝冷拉低碳钢管A181/A181M-01 普通锻制碳素钢管的规格A182/A182M-01 高温设备用锻制或轧制的合金钢管法兰、锻制管件、阀门及零件A183-98 钢轨用碳素钢螺栓和螺母A184/A184M-01 混凝土加筋用变形钢筋编织网A185-97 钢筋混凝土用焊接钢丝结构A1-00 碳素钢丁字轨A192/A192M-91(1996)e1 高压用无缝碳素钢锅炉管A193/A193M-01 高温设备用合金钢和不锈钢螺栓材料A194/A194M-01 高温和高压设备用碳素钢与合金钢螺栓和螺母的规格A197/A197M-00 化铁炉用可锻铸铁A20/A20M-01 压力容器用钢板材通用要求A202/A202M-93(1999) 压力容器用铬锰硅合金钢板A203/A203M-97 压力容器用镍合金钢板A204/A204M-93(1999) 压力容器用钼合金钢板A209/A209M-98 锅炉和过热器用无缝碳钼合金钢管A210/A210M-96 锅炉和过热器用无缝中碳素管A213/A213M-01 无缝铁素体和奥氏体合金钢锅炉、过热器和换热器管A214/A214M-96 热交换器与冷凝器用电阻焊接碳素钢管A216/A216M-93(1998) 高温下使用的适合于熔焊的碳素钢铸件规格A217/A217M-01 适合高温受压零件用合金钢和马氏体不锈钢铸件A21-94(1999) 铁路用未经热处理和经热处理的碳素钢轴A220/A220M-99 珠光体可锻铁A225/A225M-93(1999) 压力容器用锰矾镍合金钢板A227/A227M-99 机械弹簧用冷拉钢丝A228/A228M-00 乐器用优质弹簧钢丝A229/A229M-99 机械弹簧用油回火的钢丝A230/A230M-99 阀门用油回火优质碳素钢弹簧丝A231/A231M-96 铬钒合金钢弹簧丝A232/A232M-99 阀门用优质铬钒合金钢弹簧丝A234/A234M-00a 中温与高温下使用的锻制碳素钢及合金钢管配件A239-95(1999) 用普力斯试验法(硫酸铜浸蚀)确定铁或钢制品上镀锌层最薄点的测试方法A240/A240M-01 压力容器用耐热铬及铬镍不锈钢板、薄板及带材A242/A242M-00a 高强度低合金结构钢A247-67(1998) 铁铸件中石墨显微结构评定试验方法A249/A249M-01 锅炉、过热器、换热器和冷凝器用焊接奥氏体钢管A250/A250M-95(2001) 锅炉和过热器用电阻焊铁素体合金钢管A252-98e1 焊接钢和无缝钢管桩A254-97 铜焊钢管规格A255-99 测定钢淬透性用末端淬火试验的标准试验方法A262-98 奥氏体不锈钢晶间浸蚀敏感性的检测A263-94a(1999) 耐腐蚀铬钢包覆板材,薄板材及带材技术规范A264-94a(1999) 包覆的不锈铬镍钢板,薄板及带材规格A265-94a(1999) 镍和镍基合金包覆钢板规格A266/A266M-99 压力容器部件用碳素钢锻件规格A268/A268M-01 一般设备用无缝和焊接铁素体与马氏体不锈钢管A269-01 一般设备用无缝和焊接奥氏体不锈钢管A27/A27M-95(2000) 通用碳素钢铸件A270-01 卫生设施用无缝钢和焊接奥氏体不锈钢管A275/A275M-98 钢锻件的磁粉检查试验方法A276-00a 不锈钢棒材和型材A278-93 适用于650F容压部件用灰铸铁件的技术规范A283/A283M-00 低和中等抗拉强度碳素钢板A285/A285M-90(2001) 压力容器用低和中等抗拉强度的碳素钢板A288-91(1998) 涡轮发电机磁性定位环用碳素钢和合金钢锻件A289/A289M-97 发电机非磁性定位环用合金钢锻件的技术规范A29/A29M-99e1 热锻及冷加工碳素钢和合金钢棒A2-90(1997) 普通型,带槽和防护型碳素工字钢轨A290-95(1999) 减速器环用碳素钢和合金钢锻件A291-95(1999) 减速器小齿轮、齿轮和心轴用碳素钢和合金钢锻件A295-98 高碳耐磨轴承钢技术规范A297/A297M-97(1998) 一般用耐热铬铁与镍铬铁合金钢铸件规格A299/A299M-97e1 压力容器用锰硅碳钢板A302/A302M-97e1 压力容器用锰钼和锰钼镍合金钢板A304-96 有末端淬火淬透性要求的合金钢棒材的技术规范A307-00 抗拉强度为60000psi的碳素钢螺栓和螺柱的技术规范A308-99 经热浸处理镀有铅锡合金的薄板材的技术规范A309-94a(1999) 用三点试验法测定长镀锌薄钢板镀层的重量成分的试验方法A311/A311M-95(2000) 有机械性能要求的消除应力的冷拉碳素钢棒A312/A312M-00c 无缝和焊接奥氏体不锈钢管A313/A313M-98 不锈钢弹簧丝技术规范A314-97 锻造用不锈及耐热钢坯及钢棒规格A31-00 钢铆钉及铆钉和压力容器用棒材A319-71(2001) 高温无压部件用灰铁铸件A320/A320M-01 低温用合金钢螺栓材料规格A321-90(1995)e1 经淬火和回火的碳素钢棒A322-91(1996) 合金钢棒材.级别A323-93(2000) 硼铁规格A324-73(2000) 钛铁合金A325-00 经热处理最小抗拉强度为120/105ksi的钢结构螺栓A325M-00 结构钢连接件用高强度螺栓(米制)A327-91(1997) 铸铁冲击试验方法A327M-91(1997) 铸铁冲击试验方法(米制)A328/A328M-00 薄钢板桩A331-95(2000) 冷加工合金钢棒A333/A333M-99 低温用无缝与焊接钢管规格A334/A334M-99 低温设备用无缝与焊接碳素和合金钢管A335/A335M-01 高温用无缝铁素体合金钢管A336/A336M-99e1 压力与高温部件用合金钢锻件规格A338-84(1998) 铁路,船舶和其他重型装备在温度达到650华氏度(345摄氏度)时使用的可锻铸铁法兰,管件和阀门零件ASTM钢管标准2A34/A34M-96 磁性材料的抽样和采购试验的标准惯例A340-99a 有关磁性试验用符号和定义的术语A341/A341M-00 用直流磁导计和冲击试验法测定材料的直流磁性能的试验方法A342/A342M-99 磁铁材料导磁率的试验方法A343-97 在电力频率下用瓦特计-安培计-伏特计法(100-1000赫兹)和25 厘米艾普斯亭(EPSTEIN) 机架测定材料的交流电磁性能的试验方法A345-98 磁设备用平轧电炉钢A348/A348M-00 用瓦特计--安培计--伏特计法(100-10000赫兹)和25厘米艾普斯亭框测定材料的交流磁性能的试验方法A350/A350M-00c 要求进行缺口韧性试验的管道部件用碳素钢与低合金钢锻件技术规范A351/A351M-00 容压零件用奥氏体及奥氏体铁素体铸铁的技术规范A352/A352M-93(1998) 低温受压零件用铁素体和马氏体钢铸件规格A353/A353M-93(1999) 压力容器用经二次正火及回火处理的含9%镍的合金钢板A354-01 淬火与回火合金钢螺栓,双头螺栓及其他外螺纹紧固件规格A355-89(2000) 渗氮用合金钢棒A356/A356M-98e1 蒸汽轮机用厚壁碳素钢、低合金钢和不锈钢铸件A358/A358M-01 高温用电熔焊奥氏体铬镍合金钢管A36/A36M-00a 碳素结构钢技术规范A363-98 地面架空线用镀锌钢丝绳A367-60(1999) 铸铁的激冷试验方法A368-95a(2000) 不锈钢和耐热钢丝绳的标准A369/A369M-01 高温用锻制和镗孔碳素钢管和铁素体合金钢管A370-97a 钢制品机械测试的标准试验方法和定义A372/A372M-99 薄壁压力容器用碳素钢及合金钢锻件A376/A376M-01 高温中心电站用无缝奥氏钢管A377-99 球墨铸铁压力管规范索引A380-99e1 不锈钢零件、设备和系统的清洗和除垢A381-96 高压输送用金属弧焊钢管A384-76(1996) 防止钢组件热浸镀锌时翘曲和扭曲用安全保护A385-00 提供高质量镀锌覆层(热浸)A3-01 低、中、高碳素钢鱼尾(连接)板A387/A387M-99e1 压力容器用铬钼合金钢板A388/A388M-95(2000)e1 重型钢锻件超声波检测A389/A389M-93(1998) 适合高温受压部件用经特殊热处理的合金钢铸件规格A390-95(2001) 饲养家禽用镀锌钢丝栏栅网(六角形和直线形)A391/A391M-98 80号合金钢链条A392-96 镀锌钢丝链环栏栅网A394-00 传动塔架用镀锌和裸露钢螺栓A395/A395M-99 高温用铁素体球墨铸铁受压铸件A400-69(2000) 钢棒的成分及机械性能选择指南A401/A401M-98 铬硅合金钢丝A403/A403M-00b 锻制奥氏体不锈钢管配件A407-93(1998) 盘簧用冷拉钢丝A409/A409M-01 腐蚀场所或高温下使用的焊接大口径奥氏体钢管A411-98 镀锌低碳钢铠装线A413/A413M-00 碳素钢链A414/A414M-00 压力容器用碳素薄钢板A416/A416M-99 预应力混凝土用无涂层七股钢铰线A417-93(1998) 之字型、方型和正弦型装垫弹簧元件用冷拉钢丝A418-99 涡轮机及发电机钢转子锻件的超声波检查方法A420/A420M-00b 低温下用锻制碳素钢和合金钢管配件A421/A421M-98a 预应力混凝土用无涂层消除应力钢丝的技术规范A423/A423M-95(2000) 无缝和电焊低合金钢管A424-00 搪瓷用钢薄板A426-92(1997) 高温用离心铸造的铁素体合金钢管A427-74(1996)e1 冷轧和热轧用锻制合金钢辊A428/A428M-01 钢铁制品上铝覆层重量的测试方法A434-90a(2000) 热轧与冷精轧经回火及淬火的合金钢棒A435/A435M-90(2001) 钢板的直射束纵向超声波检验A436-84(1997)e1 奥氏体灰口铁铸件A437/A437M-01 高温用经特殊处理的涡轮型合金钢螺栓材料A438-80(1997) 灰铸铁横向弯曲试验A439-83(1999) 奥氏体可锻铸铁铸件A447/A447M-93(1998) 高温用镍铬铁合金钢铸件(25-12级)A449-00 经淬火和回火的钢螺栓和螺柱A450/A450M-96a 碳素钢管、铁素体合金钢管及奥氏体合金钢管A451-93(1997) 高温用离心铸造的奥氏体钢管A453/A453M-00 具有同奥氏体钢相类似的膨胀系数、屈服强度为50-120Ksi(345-827MPa)的耐高温螺栓材料A455/A455M-90(2001) 压力容器用高强度碳锰钢板A456/A456M-99 大型曲轴锻件的磁粉检查A459-97 镀锌平轧扁钢铠装带A460-94(1999) 包铜钢丝绳标准A463/A463M-00 热浸镀铝薄钢板A466/A466M-98 非焊接碳素钢链A467/A467M-98 机器链和盘旋链A469-94a(1999) 用于发电机转子的真空处理钢锻件A470-01 涡轮机转子和轴用经真空处理的碳素钢和合金锻件A471-94(1999) 涡轮转子转盘和转轮用真空处理合金钢锻件技术规范A472-98 蒸汽涡轮机轴及转子锻件的热稳定性的试验方法A473-01 不锈和耐热钢锻件A474-98 包铝钢丝绳标准A475-98 镀锌钢丝绳A476/A476M-00 造纸厂干燥辊用球墨可锻铸铁件A478-97 铬镍不锈钢和耐热钢制编织钢丝A479/A479M-00 锅炉及压力容器用不锈钢和耐热钢棒与型材A47/A47M-99 铁素体可锻铁铸件A480/A480M-01 扁平轧制耐热不锈钢厚板材、薄板材和带材通用要求A481-94(2000) 金属铬A482-93(2000) 铬铁硅A483-64(2000) 硅锰合金A484/A484M-00 不锈及耐热锻钢棒,钢坯及锻件的规格A485-00 高淬透性耐磨轴承钢的技术规范A487/A487M-93(1998) 受压钢铸件A488/A488M-01 钢铸件焊接规程和工作人员的合格鉴定A48-94ae1 灰铁铸件A489-00 碳素钢吊耳A490-00 最小拉伸强度为150千磅/平方英寸热处理钢结构螺栓A491-96 镀铝钢链环栏栅结构A492-95(2000) 耐热不锈钢丝绳A493-95(2000) 冷镦和冷锻不锈钢和耐热钢丝A494/A494M-00 镍和镍合金铸件A495-94(2000) 硅钙合金钢技术规范A496-97ae1 钢筋混凝土用变形钢丝A497-99e1 钢筋混凝土用焊接变形钢丝网A498-98 无缝与焊接碳素钢,铁素体钢与奥氏体钢制有整体散热片的换热器钢管A49-01 经热处理的碳素钢鱼尾(连接)板,微合金鱼尾板及锻制碳素钢异型鱼尾板A499-89(1997)e1 轧制丁字钢轨用的碳素钢棒材及型材的技术规范A500-01 圆形与异型焊接与无缝碳素钢结构管A501-01 热成型焊接与无缝碳素钢结构管A503/A503M-01 锻制大型曲轴的超声波检验A504-93(1999) 锻制碳素钢轮A505-00 热轧和冷轧合金钢薄板和带材A506-00 正规质量及优质结构的热轧和冷轧合金钢薄板与带材A507-00 优质拉拔,热轧和冷轧合金钢薄板与带材A508/A508M-95(1999) 压力容器用经回火和淬火真空处理的碳素钢与合金钢锻件A510-00 碳素钢盘条和粗圆钢丝通用要求A510M-00 碳素钢盘条和粗圆钢丝(米制)A511-96 无缝不锈钢机械管A512-96 冷拉对缝焊碳素钢机械管A513-00 电阻焊碳素钢与合金钢机械钢管A514/A514M-00a 焊接用经回火与淬火的高屈服强度合金钢板A515/A515M-92(1997) 中温及高温压力容器用碳素钢板A516/A516M-90(2001) 中温及低温压力容器用碳素钢板A517/A517M-93(1999) 压力容器用经回火与淬火的高强度合金钢板A518/A518M-99 耐蚀高硅铁铸件A519-96 无缝碳素钢与合金钢机械管A521-96 一般工业用闭式模钢锻件A522/A522M-95b(2000) 低温用锻制或轧制含镍8%和9%的合金钢法兰,配件,阀门和零件规格A523-96 高压管型电缆线路用平端无缝与电阻焊钢管A524-96 常温和低温用无缝碳素钢管A529/A529M-00 高强度碳锰结构钢质量A530/A530M-99e1 特种碳素钢和合金钢管A531/A531M-91(1996) 涡轮发电机钢定位环的超声波检验A532/A532M-93a(1999)e1 耐磨铸铁A533/A533M-93(1999) 压力容器用经回火和淬火的锰钼及锰钼镍合金钢板A534-94 用于耐摩擦轴承的渗碳钢A536-84(1999)e1 球墨铸铁件A537/A537M-95(2000) 压力容器用经热处理的碳锰硅钢板A53/A53M-01 无镀层热浸的、镀锌的、焊接的及无缝钢管的技术规范A539-99 天然气和燃料油管线用电阻焊钢盘管A540/A540M-00 特殊用途的合金钢螺栓材料A541/A541M-95(1999) 压力容器部件用经淬火和回火的碳素钢及合金钢锻件A542/A542M-99e1 压力容器用经回火和淬火的铬钼、铬钼钒及铬钼钒钛硼合金钢板A543/A543M-93(1999) 压力容器用经回火和淬火的镍铬钼合金钢板A550-78(2000) 铌铁合金A551-94(1999) 钢轮箍A553/A553M-95(2000) 压力容器用经回火和淬火的含8%及9%镍的合金钢板A554-98e1 焊接的无缝钢机械管A555/A555M-97 耐热不锈钢丝和盘条的通用要求A556/A556M-96 无缝冷拉碳素钢给水加热器管A560/A560M-93(1998) 铬镍合金铸件A561-71(1999) 工具钢棒的宏观刻蚀试验A562/A562M-90(2001) 搪玻璃或扩散金属镀层的压力容器用锰钛合金碳素钢板A563-00 碳合金钢螺母ASTM钢管标准3A563M-00 碳素钢及合金钢螺母技术规范(米制)A564/A564M-01 热轧及冷精轧时效硬化处理过的不锈钢棒材和型材技术规范A565-97 高温用马氏体不锈钢棒,锻件和锻制坯规格A568/A568M-00b 热轧及冷轧高强度低合金碳素钢薄板A571-84(1997) 适用于低温压力容器零件的奥氏体球墨铸铁件A571M-84(1997) 适用于低温压力容器零件的奥氏体球墨铸铁件(米制)A572/A572M-00a 高强度低合金钴钒结构钢技术规范A573/A573M-00a 增强韧性的结构碳素钢板A574-00 合金钢内六角螺钉A574M-00 合金钢内六角螺钉(米制)A575-96 商品级碳素钢棒(M级)A576-90b(2000) 特级热轧碳素钢棒A577/A577M-90(2001) 钢板的超声角波束检验A578/A578M-96(2001) 特殊设备用的普通钢板和包覆钢板的直波束超声探伤检验A579-99 超高强度合金钢锻件A580/A580M-98 耐热不锈钢丝A581/A581M-95b(2000) 高速切削用耐热不锈钢丝和盘条A582/A582M-95b(2000) 热轧或冷精轧的高速切削不锈及耐热钢棒A583-93(1999) 铁路用铸钢轮A584-97 镀铝钢丝编织栅栏网A585-97 镀铝刺钢丝A586-98 镀锌平行和螺旋形钢丝绳A587-96 化学工业用电阻焊低碳钢管A588/A588M-00a 高强度低合金结构钢4英寸(100mm)厚屈服点最小为50ksi(345MPa) A589-96 水井用无缝和焊接碳素钢管A591/A591M-98 薄镀层电解镀锌薄钢板A592/A592M-89(1999) 压力容器用经回火和淬火的高强度低合金钢锻制附件和零件A595-98 结构用圆锥形低碳钢管A596/A596M-95(1999) 用环形试验法和冲击法测定材料的直流磁性能的试验方法A597-87(1999) 铸造工具钢A598-92(1997) 磁放大器磁芯的磁性能测试法A599/A599M-99 锡制品,电解镀锡的冷滚轧薄板规范A6/A6M-01 轧制结构钢板材、型材和薄板桩通用技术要求A600-92a(1999) 高速工具钢A601-96(2000) 电解金属锰A602-94(1998) 汽车用可锻铸铁件A603-98 镀锌结构钢丝绳A604-93(1998) 自耗电极再溶化钢棒与钢坯的宏观腐蚀试验方法A606-98 改进防大气腐蚀性的热轧和冷轧高强度低合金钢薄板和带材A608-91a(1998) 高温受压离心铸造的铁铬镍高合金钢管A609/A609M-91(1997) 碳素钢,低合金钢和马氏体不锈钢铸件的超声波检测A610-79(2000) 尺寸测量用铁合金的取样和试验A611-00 冷轧优质碳素结构钢薄板A612/A612M-00 中温和低温压力容器用高强度碳素钢板A615/A615M-01a 钢筋混凝土配筋用变形和光面坯钢筋A618-01 热成型焊接与无缝高强度低合金结构钢管系A623-00 锡轧制产品A623M-00 镀锡薄钢板轧制品通用要求(米制)A624/A624M-98 锡辊轧制品.单压延电解马口铁A625/625M-98 一次轧制原钢板(未镀)和镀锡薄钢板轧制产品技术规范A626/A626M-98 二次压延电解镀锡厚钢板轧制品技术规范A626/A626M-98 锡轧制品.二次压延的电解镀锡板(米制)A627-95 安全设备用均质不易加工的钢棒A629-88(1994)e1 安全设备用不易加工的扁钢棒和型材A630-98 热浸电解镀锡板镀锡层重量测定的方法A632-01 通用无缝和焊接奥氏体不锈钢管(小直径)A633/A633M-00a 正火的高强度低合金结构钢A635/A635M-00 热轧碳素钢薄板,带材和重型粗盘条规格A636-76(2000) 氧化镍烧结块A638/A638M-00 高温用沉积硬化铁基超级合金棒,锻件及锻坯料A640-97 8字型缆吊架用镀锌钢丝绳A641/A641M-98 镀锌(电镀)碳素钢丝技术规范A644-98 铁铸件的相关术语A645/A645M-99a 压力容器用经特殊热处理的5%镍合金钢板A646-95(1999) 飞机及航空器锻件用优质合金钢大方坯及坯段A648-95(2000) 预应力混凝土管用冷拉钢丝A649/A649M-99 波纹纸机械用锻制钢辊规格A650/A650M-98 二次压延的锡轧黑板材A653/A653M-00 热浸处理的镀锌铁合金或镀锌合金薄钢板的标准规范A656/A656M-00a 具有改良可模锻性的高强度低合金热轧结构钢板A657/A657M-98a 一次和二次压延电解镀铬黑钢板轧制品技术规范A65-01 钢轨道钉A659/A659M-97 商业级热轧碳素钢薄板和带材(最大含碳量为0.16%-0.25%)A660-96 高温用离心铸造碳素钢管A662/A662M-99 中温和低温压力容器用锰碳钢板规格A663/A663M-89(2000) 商品级碳素钢棒的机械特性A664-99 在ASTM规范中对电工钢和层压钢级别的识别A666-00 退火或冷加工的奥氏体不锈钢薄板、带材、中厚板和扁棒A667/A667M-87(1998) 离心铸造的双金属(灰口及白口铸铁)圆柱体A668/A668M-96e1 一般工业用碳素钢和合金钢锻件A66-01 钢质螺旋道钉A671-96 常温和较低温用电熔焊钢管A672-96 中温高压用电熔焊钢管A673/A673M-95 结构钢冲击试验的取样程序A674-00 水或其它液体用球墨铸铁管的聚乙烯包装A675/A675M-90a(2000) 专用热轧碳素钢棒的机械特性A677/A677M-99 全处理型无取向电工钢A678/A678M-00a 结构用经回火和淬火的高强度低合金碳素钢板规格A679/A679M-00 硬(冷)拉高抗拉强度钢丝A67-00 热加工低碳钢和高碳钢垫板技术规范A681-94(1999) 合金工具钢A682/A682M-00 弹簧用冷轧高碳钢带材A683/A683M-99 半处理型无取向电工钢A684/A684M-99 冷轧高碳钢带材A686-92(1999) 碳素工具钢A688/A688M-01 焊接的奥氏体不锈钢给水加热器管A689-97 弹簧用碳素钢及合金钢棒A690/A690M-00a 在海洋环境中使用的高强度低合金工字形钢桩和薄板桩规格A691-98 高温下高压装置用电熔焊碳素钢和合金钢管A693-93(1999) 沉淀硬化耐热不锈钢板、薄板和带材A694/A694M-00 高压传输设备用碳素钢及合金钢管法兰、配件、阀门及零件用锻件A695-90b(1995)e1 流体动力设备专用热锻碳素钢棒A696-90a(2000) 压力管道部件专用热锻或冷精轧碳素钢棒A697-98 用伏特计、安培计和瓦特计法测定迭层铁芯样品的交流磁特性的试验方法A698/A698M-92(1997)e1 在弱交流磁场中磁屏蔽效率的试验方法A700-99e1 钢制品国内装运的包装、标记和装载方法A701-96(2000) 硅锰铁A702-89(2000) 热锻钢栅栏柱和组件A703/A703M-01 受压部件用钢铸件A704/A704M-96 混凝土加筋用焊接普通钢棒或杆的光面钢筋或钢筋网A705/A705M-95(2000) 时效硬化的不锈和耐热钢锻件A706/A706M-01 混凝土配筋用变形低合金光面无节钢筋A707/A707M-00a 低温设备用锻制碳素钢和合金钢法兰A709/A709M-01 桥梁用结构钢A710/A710M-00 低碳时效硬化的镍铜铬钼铌合金钢A711-92(1996)e1 钢锻件坯料A712-97 软磁性合金电阻率的测试方法A713-93(1998) 热处理部件用高碳弹簧钢丝A714-99 高强度低合金焊接钢管和无缝钢管A716-99 球墨铸铁涵洞管A717/A717M-95 单片样品表面绝缘电阻率的试验方法A719-97 磁性材料的叠装系数的试验方法A720-97 无取向电工钢延展性的试验方法A721-97 取向的电工钢的延展性试验方法A722/A722M-98 预应力混凝土用无涂覆的高强度钢筋A723/A723M-94(1999) 高强度压力元件用合金钢锻件A724/A724M-99 叠层焊接的压力容器用经淬火及回火的碳素钢压力容器板A726-00 半成品型冷轧磁性迭片级钢A727/A727M-00 具有固定切口韧性的管道部件用碳素钢锻件A729-93(1999) 货物运输及电气铁路用热处理合金钢轴A730-93(1999) 铁路用碳素钢及合金钢锻件A732/A732M-98 一般设备用熔模铸造碳素低合金钢及高强度加温钴合金钢铸件A733-99 焊接及无缝碳素钢和奥氏体不锈钢管接头A734/A734M-87a(1997) 经淬火和回火的合金钢与高强度低合金钢压力容器板A735/A735M-99 中温和低温用低碳锰钼钶合金钢压力容器板A736/A736M-88(2000) 低碳时效硬化的镍铜铬钼铌和镍铜锰钼铌合金钢压力容器板A737/A737M-99 高强度低合金钢压力容器板A738/A738M-00 中温和低温设备用经热处理的碳锰硅钢压力容器板A739-90a(2000) 升温或/和加压部件用热轧合金钢棒A740-98 钢丝网(编织或焊接电镀钢丝网)A741-98 公路护栏用镀锌钢丝绳和配件A742/A742M-98 波纹钢管用预涂聚合物和金属涂覆钢薄板A743/A743M-98ae1 一般用耐腐蚀铬铁及镍铬铁合金铸件A744/A744M-00 严酷条件下使用的耐腐蚀镍铬铁合金铸件A745/A745M-94(1999) 奥氏体钢锻件的超声波检验A746-99 排污管用球墨铸铁A747/A747M-99 沉淀硬化不锈钢铸件A748/A748M-87(1998) 压力容器用静态铸造的激冷白口铁-灰口铁双金属轧辊A749/A749M-97 热轧碳素钢和高强度低合金钢带材通用要求A74-98 铸铁污水管及配件的技术规范A750-77(1994)e1 阻挡区域用钢制通风格栅A751-96 钢制品化学分析的实验方法、操作和术语A752-93(1998) 合金钢条和粗圆钢丝A752M-93(1998) 合金钢条和粗圆钢丝(米制)A753-97 镍铁软磁合金A754/A754M-96(2000) X射线荧光涂层厚度的试验方法A755/A755M-99 外露建筑材料用热浸涂覆和用卷涂工艺预涂的钢薄板A756-94(2001) 耐磨不锈轴承钢A757/A757M-00 低温下承压设备及其它设备用铁素体和马氏体钢铸件A758/A758M-00 具有改进的切口韧性的对缝焊锻制碳素钢管配件A759-00 起重机用碳钢轨条。
外科植入物 金属材料 第2部分:纯钛
外科植入物金属材料第2部分:纯钛Implants for surgery-Metallic materials-Part2:Unalloyed titanium(ISO5832-2:2018,IDT)目次前言 (II)引言 (III)1范围 (1)2规范性引用文件 (1)3术语和定义 (1)4化学成分 (1)5显微组织 (1)6机械性能 (1)7试验方法 (2)前言本文件按照GB/T1.1—2020《标准化工作导则第1部分:标准化文件的结构和起草规则》的规定起草。
本文件是GB4234《外科植入物金属材料》的第2部分。
GB4234已经发布了以下部分:——第1部分:锻造不锈钢;——第2部分:纯钛;——第4部分:铸造钴-铬-钼合金;——第7部分:可锻和冷加工的钴-铬-镍-钼-铁合金;——第9部分:高氮不锈钢;——第11部分:锻造钛-6铝-7铌合金;——第12部分:锻造钴-铬-钼合金。
本文件等同采用ISO5832-2:2018《外科植入物金属材料第2部分:纯钛》。
本文件由国家药品监督管理局提出。
本文件由全国外科植入物和矫形器械标准化技术委员会(SAC/TC110)归口。
本文件起草单位:天津市医疗器械质量监督检验中心等本文件主要起草人:引言目前已知的外科植入材料中还没有一种被证明对人体完全无毒副作用。
但是本文件所涉及的材料在长期临床应用中表明,如果应用适当,其预期的生物学反应水平是可接受的。
外科植入物金属材料第2部分:纯钛1范围本文件规定了外科植入物用纯钛的特性和相应的试验方法。
纯钛按照拉伸强度分成6个级别,见表2。
注:取自这种金属制造的成品的试样,其机械性能可不必遵循本文件的规定。
2规范性引用文件下列文件中的内容通过文中的规范性引用而构成本文件必不可少的条款。
其中,注日期的引用文件,仅该日期对应的版本适用于本文件;不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
ISO643钢表观晶粒度的显微测定ISO6892-1金属材料拉伸试验第1部分:室温试验方法ISO7438金属材料弯曲试验ASTM E112平均晶粒度测定的标准试验方法3术语和定义本文件没有需要界定的术语和定义。
细菌脂多糖对选择性激光熔化技术制作的钴铬钼合金腐蚀行为的影响

细菌脂多糖对选择性激光熔化技术制作的钴铬钼合金腐蚀行为的影响张曼曼;孙健;阿地力江·依米提;程蕙娟;焦婷【期刊名称】《口腔材料器械杂志》【年(卷),期】2022(31)2【摘要】目的研究不同浓度细菌脂多糖(Lipopolysaccharides,LPS)对选择性激光熔化技术(Selective laser melting,SLM)制作的钴铬钼合金腐蚀行为的影响。
方法分别以SLM法及铸造法各制作12个钴铬钼合金试件,根据在腐蚀电解液中LPS浓度(0、0.15、15、150 μg/mL)不同分为4组,每组3个试件。
采用电化学阻抗谱、动电位极化测试法分析2组合金试件在不同浓度脂多糖(LPS)中的腐蚀行为。
结果在单纯人工唾液中,SLM合金和铸造合金的腐蚀参数无统计学上的差异(P>0.05)。
当LPS浓度为150 μg/ mL时,SLM合金和铸造合金的电阻(R;)均显著下降且自腐蚀电流密度(I;)显著增大,但SLM合金的R;值大于铸造合金且I;值较小(P<0.05)。
结论 LPS对SLM法和铸造法制作的钴铬钼合金的腐蚀行为均有不利影响,但对SLM法制作的合金的腐蚀影响小于铸造法制得的合金。
【总页数】5页(P104-107)【作者】张曼曼;孙健;阿地力江·依米提;程蕙娟;焦婷【作者单位】上海交通大学医学院附属第九人民医院·口腔医学院口腔修复科;喀什地区第二人民医院口腔科【正文语种】中文【中图分类】TG1【相关文献】1.选择性激光熔覆技术与失蜡铸造法制作的钴铬合金基底冠的边缘适应性的比较2.选择性激光熔积技术制作钴铬合金基底冠的边缘密合度研究3.含氟人工唾液对选择性激光熔积钴铬合金耐腐蚀性的影响4.选择性激光熔化技术制作牙科钴铬合金的电化学腐蚀性能研究5.细菌脂多糖对选择性激光熔化技术制作的钴铬钼合金离子析出的影响因版权原因,仅展示原文概要,查看原文内容请购买。
ASTM美国材料标准中文版

ASTM美国材料标准中文版ASTM A488/A488-2007 钢铸件焊接工艺和人员资格评定的标准实施规程( Standard Practice for Steel Castings, Welding, Qualifications of Procedures and Personnel )ASTMA802/A 802M-1995(R2006重新审批)视觉检测铸钢表面验收标准规程 (STANDARERACTICEFOR STEEL CASTINGS, SURFACE ACCEPTANCE STANDARDS, VISUAL EXAM)INATIONASTM B108-2006 铝合金永久型铸件标准规范( STANDARD SPECIFICATION FOR ALUMINUM-ALLOY PERMANENT MOLD CAST)INGSASTM B179-2006 铸造用铝合金原锭及熔融锭在各铸造过程的标准技术规范( STANDARD SPECIFICATION FOR ALUMINUM ALLOYS IN INGOT AND MOLTEN FORMS FOR CASTINGS FROM ALL CASTING PROCESS)ESASTM B26/B26M-2005铝合金砂铸件标准规范(STANDARD SPECIFICATION FOR ALUMINUM-ALLOY SAND CASTING)SASTM D256-2006测定塑料抗悬臂梁摆锤冲击性的标准试验方法( STANDARD TEST METHODS FOR DETERMINING THE IZOD PENDULUM IMPACT RESISTANCE OF PL)ASTICSASTM D2794-1993(R2004) 有机涂层抗快速形变(冲击)作用的标准试验方法( STANDARD TEST METHOFDORRESISTANCOEFORGANI C OATINGTSOTHEEFFECTSOFRAPIDDEFORMATIO(INMPACT) )ASTM D3359-2008胶带试验用测定粘合性的标准试验方法(STANDARD TEST METHODS FOR MEASURING ADHESION BY TAPE T)ESTASTM D3363-2005铅笔试验法测定涂膜硬度的标准试验方法( STANDARD TEST METHOD FOR FILM HARDNESS BY PENCIL TE)STASTMD4060-2007 用泰伯尔磨蚀机测定有机涂层耐磨性的标准试验方法 ( STANDARTDESTMETHODFOR ABRASION RESISTANCE OF ORGANIC COATINGS BY THE TABER A)BRASERASTM D4674-2002A暴露在室内办公室环境下的塑料颜色稳定性加速试验的标准实施规范( STANDARTDESTMETHOFDORACCELERATETDESTINGFORCOLORSTABILITY OFPLASTICSEXPOSEDTO INDOOR OFFICE ENVIRONME)NTSASTM D4752-2003用溶剂擦试法测定硅酸乙酯(无机)富锌底漆耐甲乙酮的标准试验方法(STANDARD TEST METHOD FOR MEASURING MEK RESISTANCE OF ETHYL SILICATE (INORGANIC) ZINC-RICH PRIMERS BY SOLVENT R)UBASTMD4828-1994E1(R2003) 有机覆层实际可洗性的标准试验方法( STANDARTDESTMETHODFSOR PRACTICAL WASHABILITY OF ORGANIC COAT)INGSASTMD638-2003 塑料拉伸性能标准测试方法 ( STANDARTDESTMETHOFDORTENSILEPROPERTIESOF PLASTICS)ASTM E1316-2007 无损检测标准术语( STANDARD TERMINOLOGY FOR NONDESTRUCTIVE EXAMINATION)S ASTM E1444-2005 磁粉检测标准规程( STANDARD PRACTICE FOR MAGNETIC PARTICLE TE)STINGASTM E155-2005铝、镁铸件检验用标准参考射线底片(STANDARD REFERENCE RADIOGRAPHS FOR INSPECTIONOF ALUMINUM AND MAGNESIUM CAS)TINGSASTME165-2002 液体渗透剂检查标准测试方法( STANDARTDESTMETHOFDORLIQUID PENETRANT EXAMINATIO)NASTM E165-2002液体渗透检查的标准试验方法王倩译(STANDARD TEST METHOD FOR LIQUID PENETRANT EXAMINAT)IONASTME192-2004 航天设备蜡模钢铸件的参考放射线照相( STANDARRDEFERENCREADIOGRAPHOSF INVESTMENT STEEL CASTINGS FOR AEROSPACE APPLIC)ATIONSASTM E242-2001(2005年重新批准)在某些参数变化时射线图像外观用标准参考射线底片(STANDARD REFERENCE RADIOGRAPHS FOR APPEARANCES OF RADIOGRAPHIC IMAGES AS CER PARAMETERS ARE CHAN)GEDASTM E385-2007 使用14兆电子伏特的中子活化和直接计数技术测定含氧量的试验方法(STANDARD TEST METHOD FOR OXYGEN CONTENT USING A 14-MEV NEUTRON ACTIVATION AND DIRECT-COUNTING TECHNIQ)UEASTM E426-1998(2007重新审批)无缝及焊接管产品、沃斯田不锈钢及类似合金的电磁(涡电流)检测操作规程( Standard Practice for Electromagnetic (Eddy-Current) Examination of Seamless and Welded Tubular Products, Austenitic Stainless Steel and Similar Alloys )ASTM E446-98 (2004年重新批准) 用于厚度在2in(51mm)以下钢铸件的标准参考射线底片(STANDARD REFERENCE RADIOGRAPHS FOR STEEL CASTINGS UP TO 2 IN. (51 MM) IN THICKNESS (ALSO SEE ASTM E 446 ADJUNCT SET, ASTM E 446 ADJUNCT V1, ASTM E 446 ADJUNCT V2. AND ASTM E 446 ADJUNCT V3)) ASTME466-2007 金属材料上进行的恒定振幅轴向疲劳试验 (STANDARPDRACTICEFORCONDUCTING FORCE CONTROLLED CONSTANT AMPLITUDE AXIAL FATIGUE TESTS OF METALLIC MA)TERIALSASTM F2357-2004使用NORMA工具"RCA'磨擦器测定薄膜开关上墨水和涂层抗磨性的标准试验方法( STANDARTDESTMETHOFDORDETERMININTGHEABRASIONRESISTANCOEFINKS ANDCOATINGSON MEMBRANE SWITCHES USING THE NORMAN TOOL "RCA" A)BRADERASTM G154-2006非金属材料暴露用荧光灯紫外暴露装置的操作规范标准( STANDARD PRACTICEFOR OPERATING FLUORESCENT LIGHT APPARATUS FOR UVEXPOSURE OF NONMETALLI)CMATERIAISO,ASME,ASTM,DIN, JIS 国外管道法兰用密封垫片标准汇编ASTM F36-1995? 测定垫片材料压缩率及回弹率的标准试验方法ASTM F37-1995? 垫片材料密封性的标准试验方法ASTM F38-1995? 垫片材料的蠕变松弛的标准试验方法ASTM F112-1995? 包覆垫片密封性能的标准试验方法ASTM F146-1995A ?垫片材料耐液体标准试验方法ASTM F363-1989(1994年重新确认)垫片腐蚀试验的标准方法ASTM F336-1992?用于腐蚀工况的非金属包覆垫片的设计与结构用标准方法ASTM F586-1979(1989年重新确认)测定垫片汇漏(泄漏率与应力y和系数m的关系)的标准试验方法ASTM A6/A6M-2004 a版结构用轧制钢板、型钢、板桩和棒钢通用要求ASTM A27/A27M-2005版一般用途碳钢铸件标准技术条件ASTM A29/A29M-2005版热锻碳素钢和合金钢棒材一般要求标准规范ASTM A36/A36M-2005版碳结构钢标准规范ASTM A36/A36M-2004碳结构钢标准规范ASTM A48/A48M-2003版灰铸铁铸件标准技术条件ASTM A53/A53M-2005版无镀层及热浸镀锌焊接与无缝公称钢管标准技术条件ASTM A105/A105M-2005版管道部件用碳钢锻件ASTM A106-2006版高温用无缝碳钢公称管规范ASTM A108-2003版冷精整的碳钢和合金钢棒材标准技术条件ASTM A123/A123M-2002版钢铁产品镀锌品层(热浸镀)标准规范ASTM A126-2004版阀门、法兰和管道附件用灰铁铸件ASTM A143-2003版热浸镀锌结构钢制品防脆化的标准实施规程和催化探测方法ASTM A153/A153M-2005版钢铁构件镀锌层(热浸镀)标准规范ASTM A179/A179M-1990a(R2001)版热交换器和冷凝器用无缝冷拉低碳钢管标准规范ASTM A192-2002版高压设备用无缝碳钢锅炉管标准规范ASTM A193/A193M-2006版高温用合金钢和不锈钢螺栓材料ASTM A194/A194M-2006版高温或高压或高温高压螺栓用碳钢及合金钢螺母标准规范ASTM A209/A209M-2003版锅炉和过热器用无缝碳钼合金钢管标准规范ASTM A210/A210M-2002版无缝中碳钢锅炉管和过热器管标准规范ASTMA213/A213Mb-2004版无缝铁素体和奥氏体合金钢锅炉管、过热器管和换热器管标准规范ASTM A216/A216M-2004版高温用可熔焊碳钢铸件标准规范ASTM A234/A234M-2004版中、高温用锻制碳钢和合金钢管道配件ASTM A240/A240M-2005版压力容器用耐热铬及铬—镍不锈钢钢板、薄板和钢带标准技术条件ASTM A250/A250M-2004版锅炉和过热器用电阻焊铁素体碳合金钢管子标准技术条件ASTM A252-98( R2002)版焊接钢和无缝钢管桩的标准规范ASTM A262-2002a版探测奥氏体不锈钢晶间腐蚀敏感度的标准实施规范ASTM A269/A269-2004版通用无缝和焊接奥氏体不锈钢管标准规范ASTM A276-2006版不锈钢棒材和型材标准规范ASTM A283/A283M-2003版中、低抗拉强度碳素钢板标准技术条件ASTM A285/A285M-2003版压力容器用中、低抗拉强度碳素钢标准技术条件ASTM A307/A307M-2004版抗拉强度6000PSI碳钢螺栓和螺柱标准技术条件ASTM A312/A312M-2005版无缝和焊接的以及重度冷加工奥氏体不锈钢公称管标准技术条件ASTM A320/A320M-2005版低温用合金钢栓接材料标准规范ASTM A333/A333M-2004版低温设备用无缝和焊接钢管的规范标准ASTM A334/A334M-2004版低温设备用无缝和焊接碳素和合金钢管的标准规范ASTM A335-2003版高温设备用无缝铁素体合金钢管标准规范ASTM A336/A336M-2005版高温承压件合金钢锻件标准技术条件ASTM A350/A350M-2004版需切口韧性试验的管道部件用碳钢和低合金钢锻件标准规范ASTM A351/A351M-2006版承压件用奥氏体铸钢件标准规范ASTM A352/A352M-2006版低温承压用铁素体和马氏体铸钢件标准规范ASTM A356/A356M-2005版汽轮机用厚壁碳钢、低合金钢和不锈钢铸件标准技术条件ASTM A370-2005版钢制品力学性能试验方法和定义标准ASTM A387/A387M-2003版压力容器用铬钼合金钢板的标准规范ASTM A403/A403M-2004版锻制奥氏体不锈钢管配件的标准规范ASTM A450/A450M-2004版碳素钢管、铁素体合金钢管及奥氏体合金钢管一般要求的标准规范ASTM A479/A479M-2005版锅炉和其他压力容器用不锈钢棒材和型材标准技术条件ASTM A484/A484M-2005版不锈钢棒材、钢坯及锻件通用要求标准技术条件ASTM A500-2003a®圆形与异型冷成型焊接与无缝碳素钢结构管标准规范ASTM A515-2003版中温及高温压力容器用碳素钢板的标准规范ASTM A516-2004a®中温及低温压力容器用碳素钢板的标准规范ASTM A519-2003版机械工程用碳素钢和铝合金钢无缝钢管ASTM A530-2003版特种碳素钢和合金钢管一般要求的标准规范ASTM A577/A577M-90(R200)版钢板超声斜射波检验ASTM A589/A589M-2006版打水井用碳素钢无缝钢管和焊接钢管ASTM A609/A609M-199( 82002)版碳钢、低合金钢和马氏体不锈钢铸件超声波检验ASTM A615/A615M-2004版混凝土配筋用异形钢筋和无节钢胚棒标准规范ASTM A703/A703M-2004版标准技术条件一承压件钢铸件通用要求ASTM A751-2001版钢制品化学分析方法,实验操作和术语ASTM A781/A781M-2004版铸件、钢和合金的标准规范及通用工业的一般性要求ASTM A788/A788M-2004版标准技术条件一钢锻件通用要求ASTM A965/A965M-2002版高温承压件用奥氏体钢锻件标准规范ASTM B16/B16M-2005版螺纹切削机用易车削黄铜棒、条和型材标准规范ASTM B62/B62M-2002版青铜或高铜黄铜铸件标准规范ASTM B209-2004版铝和铝合金薄板和中厚板标准规范ASTM B462-2004版高温耐腐蚀用锻制或轧制的UNS N06030 UNS NO602、UNS NO620C UNS N08020 UNS NO8024 UNS NO8026 UNS NO8367 UNS NO10276 UNS N10665 UNS N10675和UNS R20033合金管法兰、锻制管件、阀门和零件标准规范ASTM B564-2004版镍合金锻件标准规范ASTM E6-2003版关于力学性能试验方法的标准术语ASTM E10-2001版金属材料布氏硬度的标准试验方法ASTM E18-2003版金属材料洛氏硬度和洛氏表面硬度的标准测试方法ASTM E29-2002版使用有效数字确定试验数据与规范符合性作法ASTM E8M-200版金属材料拉伸试验的标准测试方法ASTM E94-2004版放射性检查的标准指南ASTM E125-1963( R2003版铁铸件的磁粉检验用标准参考照片ASTM E164-2003版焊件的超声接触检验的标准操作规程ASTM E208-1995a(R2000版用导向落锤试验测定铁素体钢无塑性转变温度的标准试验方法ASTM E213-2004版金属管超声检验方法ASTM E273-2001版焊接公称管和管子制品超声波检验用标准实用规程ASTM E709-2001版磁粉试验的推荐试验方法ASTM F36-1999(R2003版测定垫片材料压缩率及回弹率的标准试验方法ASTM F37-2000版垫片材料密封性的标准试验方法ASTM F38-2000版垫片材料的蠕变松弛的标准试验方法ASTM F112-2000版包复垫片密封性能的标准试验方法ASTM F146-2004版垫片材料耐液体标准试验方法ASTM F1311-1990(R2001版大口径组装式碳钢法兰标准规范ASTM G1-2003版腐蚀试样的制备、清洁处理和评定用标准实施规范ASTM G36-73(R1981) 参考资料标准实用规程:在沸的氯化镁溶液中进行的应力腐蚀裂纹试验ASTM G46-1976(R1986) 参考资料标准实用规程:麻点腐蚀的检验和评定ASTMG48-2003版使用三氯化铁溶液做不锈钢及其合金的耐麻点腐蚀和抗裂口腐蚀性试验的标准方法ASTM标准中译本丛书(一) 碳钢、铸铁、不锈钢及合金钢材料标准规范(含18个标准)1.ASTM A105/A105M-2002版管道部件用碳钢锻件2.ASTM A126-1995(R2001)版阀门、法兰和管道附件用灰铁铸件3.ASTM A181/A181M-2001 版通用管路用碳钢锻件标准规范4.ASTM A193/A193M-2001 版? 高温用合金钢和不锈钢螺栓材料5.ASTM A194/A194M-2001a版高温、高压或高温高压螺栓用碳钢及合金钢螺母标准规范6.ASTM A216/A216M-2001a版高温用可熔焊碳钢铸件标准规范7.ASTM A217/A217M-2002版高温承压件用马氏体不锈钢和合金钢铸件标准规范8.ASTM A276-2002a版不锈钢棒材和型材9.ASTM A278/A278M-2001版高温不超过650° F (350C )的承压部件用灰铸铁件10.ASTM A320/A320M-2002版低温用合金钢栓接材料11.ASTM A350/A350M-2002版要求冲击韧性试验的管件用碳钢及低合金钢锻件标准规范12.ASTM A351/A351M-2000版承压件用奥氏体、奥氏体-铁素体(双相)钢铸件规范13.ASTM A352/A352M-1993(R1998)版低温承压件用铁素体和马氏体钢铸件标准规范14.ASTM A395/A395M-1999版高温用铁素体球墨铸铁承压铸件15.ASTM A439-1983(R1999)版奥氏体球墨铸铁件16.ASTM A536-1984(R1999)版球墨铸铁件17.ASTMA694/A694M-2000?版高温输送用管法兰、管件、阀门及零件用碳钢和合金钢锻件标准规范18.ASTM A965/A965M-2002版高温高压部件用奥氏体钢锻件ASTM标准中译本丛书(二) 法兰、管件、阀门及部件(含9个标准)1.ASTM A182/A182M-2002版高温用锻制或轧制合金钢法兰、锻制管件、阀门和部件2.ASTM A961-2002版管道用钢制法兰、锻制管件、阀门和零件的通用要求标准规范3.ASTMB462-2002版高温耐腐蚀用锻制或轧制的UNSNO6030 UNSNO6022 UNSNO6200 UNS NO8020 UNS NO8024 UNS NO8026 UNS NO8367 UNS NO10276 UNS N10665 UNS N10675和UNS R20033合金管法兰、锻制管件、阀门和零件标准规范4.ASTM F885-1984 ( R2002版公称管径为NPS 1/4〜2的青铜截止阀外形尺寸标准规范5.ASTM F992-1986(R2001)版阀门铭牌标准规范6.ASTM F993-1986(R2001)版阀门锁紧装置标准规范7.ASTM F1030-1986(R1998)版阀门操作装置的选择准则8.ASTM F1098-1987(R1998)版公称管径有NPS〜24的蝶阀外形尺寸标准规范9.ASTM F1565-2000版蒸汽用减压阀规范。
ASTM F899-09 外科器械用的不锈钢锭,棒材和丝材

Designation:F899–09Standard Specification forWrought Stainless Steels for Surgical Instruments1This standard is issued under thefixed designation F899;the number immediately following the designation indicates the year oforiginal adoption or,in the case of revision,the year of last revision.A number in parentheses indicates the year of last reapproval.Asuperscript epsilon(´)indicates an editorial change since the last revision or reapproval.This standard has been approved for use by agencies of the Department of Defense.1.Scope*1.1This specification covers the chemistry requirements forwrought stainless steels used for the manufacture of surgicalinstruments.The data contained in Tables1-4of this specifi-cation,including typical hardness values,common heat treat-ing cycles,and examples of selected stainless steels that havebeen used for surgical instruments,is provided for referenceonly.Mechanical property requirements,heat treating require-ments,hardness requirements and all other requirements ex-cept chemistry are governed by the appropriate materialstandards as referenced below or as agreed upon betweenpurchaser and supplier.1.2The values stated in inch-pound units are to be regardedas standard.The values given in parentheses are mathematicalconversions to SI units that are provided for information onlyand are not considered standard.2.Referenced Documents2.1ASTM Standards:2A276Specification for Stainless Steel Bars and ShapesA314Specification for Stainless Steel Billets and Bars for ForgingA480/A480M Specification for General Requirements for Flat-Rolled Stainless and Heat-Resisting Steel Plate, Sheet,and StripA484/A484M Specification for General Requirements for Stainless Steel Bars,Billets,and ForgingsA555/A555M Specification for General Requirements for Stainless Steel Wire and Wire RodsA564/A564M Specification for Hot-Rolled and Cold-Finished Age-Hardening Stainless Steel Bars and Shapes A582/A582M Specification for Free-Machining Stainless Steel BarsA751Test Methods,Practices,and Terminology forChemical Analysis of Steel Products2.2ISO Standards:3ISO7153/1Instruments For Surgery—Metallic Materials—Part1:Stainless SteelISO9001Quality Management Systems—Requirements 2.3American Society for Quality(ASQ)Standard:4ASQ C1Specification of General Requirements for a Qual-ity Program3.Classification and Type3.1Classes—Stainless steel material requirements for sur-gical instruments shall conform to one of the following classes, as specified:3.1.1Class3—Austenitic Stainless Steel.3.1.2Class4—Martensitic Stainless Steel.3.1.3Class5—Precipitation Hardening Stainless Steel. 3.1.4Class6—Ferritic Stainless Steel.1This specification is under the jurisdiction of ASTM Committee F04on Medical and Surgical Materials and Devices and is the direct responsibility of Subcommittee F04.12on Metallurgical Materials.Current edition approved Feb.1,2009.Published February2009.Originally approved st previous edition approved in2007as F899–07.2For referenced ASTM standards,visit the ASTM website,,or contact ASTM Customer Service at service@.For Annual Book of ASTM Standards volume information,refer to the standard’s Document Summary page on the ASTM website.3Available from American National Standards Institute(ANSI),25W.43rd St., 4th Floor,New York,NY10036,.4Available from American Society for Quality(ASQ),600N.Plankinton Ave., Milwaukee,WI53203,.TABLE1Typical Maximum Hardness for Selected Class4Martensitic Stainless Steels in The Annealed Condition ATypeTypical MaximumBrinell Hardness B 410210410X220416262416Mod262420A220420B235420Mod255420X262420C262420F262420F Mod262431285440A285440B285440C285440F285UNS S4*******UNS S4*******A Excludes billets and bars for forging.B Or equivalent Rockwell hardness.*A Summary of Changes section appears at the end of this standard. Copyright©ASTM International,100Barr Harbor Drive,PO Box C700,West Conshohocken,PA19428-2959,United States.3.2Type—Where applicable,the commercially recognized type of stainless steel is included in Tables5and6.4.Ordering Information4.1Inquiries and orders for material under this specification shall include the following information as agreed upon by purchaser and supplier:4.1.1Quantity(weight or number of pieces), 4.1.2Classification,optional,4.1.3Type,4.1.4Form,4.1.5Condition(see5.1),4.1.6Finish(see5.3),4.1.7Mechanical properties or hardness,andTABLE2Typical Heat Treating Cycles and Resultant Hardness Values for Selected Class4Martensitic Stainless Steels Time at temperature depends on section size.Controlled heat treating atmosphere or alternate quench media may be used in accordance with good commercial practice.B Temper at least one hour at indicated temperature and air rge section sizes require longer time at temperature.C Tempering in the range of750/1050°F(399/566°C)results in decreased impact strength and reduced corrosion resistance.D Tempering over800°F(427°C)results in reduced corrosion resistance.E Tempering above600°F(316°C)results in reduced toughness.4.1.8Applicable dimensions including size,thickness, width,and length(exact,random,or multiples)or drawing number.5.Manufacture5.1Condition—Stainless steels shall be furnished to the purchaser,as specified,in the hot-finished,cold-finished, annealed,solution-treated,solution-treated and aged,quench-hardened and tempered,or as specified by the purchaser.(Note that highly hardenable martensitic stainless billets and bars such as Types420A,420B,420C,420Mod,420F,420F Mod., 440A,440B,and440C intended for forging are commonly annealed prior to shipment and so specified in order to avoid the possibility of thermal cracking.Other hardenable marten-sitic grades such as Types403,410,416,416Mod.,and431, which also may require annealing,depending on their compo-sition and size,are furnished suitable for cold cutting when so specified on the purchase order.)5.2Conditioning—Billet and bar intended for forging may be conditioned by chipping,grinding,or other suitable means to remove injurious surface defects.5.3Finish—Types offinish available for bar and wire products are cold drawn,pickled,ground,ground and polished, or as specified in the purchase order.6.General Requirements for Delivery6.1In addition to the chemistry requirements of this speci-fication,all requirements of the current editions of Specifica-tions A276,A314,A480/A480M,A484/A484M,A555/ A555M,A564/A564M,A582/A582M,and A751shall apply where applicable,as agreed upon between purchaser and supplier.TABLE3Examples of Selected Stainless Steels That Have Been Used for Surgical Instruments in Accordance with ISO7153/1 Type Cutting Instruments Non-Cutting Instruments303Chisels and gouges,bone curettes probes304retractors410tissue,forceps,dressing forceps,retractors,probes420A Bone rongeurs,conchotomes,bone cuttingforceps,chisels and gouges,bone curettes,scissors with carbide inserts forceps,retractors,probes,forceps with bow handles,branch forceps420B bone rongeurs,scissors420C scissors,bone rongeurs,bone cutting forceps,conchotomes,scalpels,knives,bone curettes,chisels and gouges420Mod bone rongeurs,conchotomes,bone cuttingforceps,chisels and gouges,bone curettes,scissors with carbide inserts,scissors,scalpels,knives tissue forceps,dressing forceps,retractors, probes,forceps,forceps with bow handles, branch forcepsTABLE4Examples of Selected Stainless Steels That Have Been Used For Surgical Instruments in the United States Type Cutting Instruments Non-Cutting Instruments302knives,chisels,gouges,curettes cannula,forceps,guides,needle vents,retractors,specula,spreaders,tendorpassers,springs303A chisels,curettes,knives cannula,clamps,drills,forceps,handles,hammers,mallets,needle vents,punches,retractors,rulers,screws,skin hooks,specula,spreaders,suctiontubes,tendonstrips,tongs,tunnelers,probes304cannula,clamps,forceps,holders,handles,needle vents,retractors,specula,spreaders,suction tubes,tendon passers316specula410chisels,curettes,dissectors,osteotomes,reamers,scissors with inserts clamps,clip applicators,elevators,forceps,hemostats,holders,needle holders,punches,retractors,skin hooks,sounds,spreaders,probes,dilators410X curettes,dissectors,rongeurs clamps,forceps,hemostats,holders,punches,retractors 416A chisels,curettes,dissectors clamps,punches,retractors,skin hooks,spreaders420B chisels,curettes,cutters,bone cutting forceps,knives,scissors,rongeurs,scalpels,skin punches,conchotomes clamps,elevators,punches,rounds,dissectors,retractors,skin hooks, needles420F A cutters burrs431cheek retractors,insertion wrenches,orthopeadic instruments 440C chisels,knives,osteotomes,scalpels drills,retractors,spreaders,tongs420Mod chisels,curettes,cutters,bone cutting forceps,knives,scissors,rongeurs,scalpels,skin punches,conchotomes,ostoetomes,reamers clamps,elevators,punches,rounds,dissectors,retractors,skin hooks, needles,cheek retractors,insertion wrenches,orthopaedic instruments,drills, spreaders,tongs,screwdrivers630reamersXM-16scissors drills,needlesXM-13reamers,raspsS46500reamers,scissors,rasps,knives Clamps,punches,impactor guides,strike plates,screwdrivers,hex driversA It is not recommended that free-machining grades be used for critical portions of surgical instruments.Free machining grades should only be considered for instrument applications when appropriate steps can be taken during manufacture to minimize the inherent limitations of this class of alloys(see section10.1)B Types420A,420B,420C,or UNS S42026may be used depending on instrument design and application.C Types440A,440B,or440C may be used depending on instrument design and application.6.2This specification compliments the ISO applicable document covering stainless steel for surgical instruments and,by reference,includes all of the stainless grades in ISO 7153/1.7.Chemical Requirements7.1The heat analysis shall conform to the requirements as to chemical composition specified in Tables 5-8.7.2UNS designations have been added to Tables 5-8to provide an easy cross reference to a common numbering system.In order to ensure consistency in the materials used for the manufacture of surgical instruments,compositional limits tighter than typical UNS limits have been established for certain elements (as denoted by an asterisk).For example,more restrictive carbon and sulfur limits are specified in Table 7.7.3The chemical composition requirements for Types 301,303,304,316,410,420A,420B,420C,and 430F also meet the composition requirements in ISO 7153/1.TABLE 5Composition of Class 3,Austenitic Stainless Steels,%UNS TypeCarbon,max Manganese Phosphorus,maxSulfur Silicon,max Chromium Nickel Other Elements S301003010.15 2.00max 0.0450.030max 1.0016.00–18.00 6.00–8.00—S302003020.15 2.00max 0.0450.030max 1.0017.00–19.008.00–10.00N 0.10max A S303003030.12A 2.00max 0.06A 0.15–0.35A 1.0017.00–19.008.00–10.00Mo 0.70max A S304003040.07A 2.00max 0.0450.030max 1.0017.00–19.00A 8.00–11.00A N 0.10max A S316003160.07A 2.00max0.0450.030max 1.0016.50–18.50A 10.50–13.50A Mo 2.00–2.50A N 0.10max A S317003170.08 2.00max 0.0450.030max 1.0018.00–20.0011.00–15.00Mo 3.00–4.00N 0.10max A S30430XM-70.1 2.00max 0.0450.030max 1.0017.00–19.008.00–10.00Cu 3.00–4.00S282000.1517.00–19.000.0400.04max1.0017.00–19.00—Mo 0.75–1.25Cu 0.75–1.25N 0.40–0.60S201610.15 4.0–6.00.0450.030 3.0–4.015.00–18.00 4.0–6.0N 0.08–0.20S201620.15 4.0–8.00.0400.040 2.5–4.516.50–21.00 6.0–10.0N 0.05–0.25S218000.107.0–9.00.0600.030 3.5–4.516.0–18.08.0–9.0N 0.08–0.18ADenotes more restrictive limit than UNS.TABLE 6Composition of Class 6,Ferritic Stainless Steels,%UNS Type Carbon,max Manganese,maxPhosphorus,maxSulfur Silicon,Max Chromium Other Elements S4*******F 0.08A 1.250.060.15–0.35A 1.0016.00–18.00Mo 0.60max Ni 1.00max A S18200XM-340.081.25–2.5A0.040.28–0.41A1.0017.50–19.50Mo 1.50–2.50ADenotes more restrictive limit than UNS.TABLE 7Composition of Class 4,Martensitic Stainless Steels,%UNS TypeCarbon A Manganese Max PhosphorusMaxSulfur ASilicon Max Chromium Other S410004100.09–0.15A 1.000.040.030max 1.0011.50–13.50Ni 1.00max A S4*******X 0.16–0.21A 1.000.040.030max 1.0011.50–13.50Ni 1.00max AS4*******0.09–0.15A 1.250.060.15–0.27A 1.0012.00–14.00...S4*******Mod 0.09–0.15A 1.250.060.28–0.41A 1.0012.00–14.00...S4*******A 0.16–0.25A 1.000.040.030max 1.0012.00–14.00Ni 1.00max A S4*******B 0.26–0.35A 1.000.040.030max 1.0012.00–14.00Ni 1.00max A S42000420Mod0.37–0.45A0.600.020.005max0.6015.00–16.50Mo 1.50–1.90V 0.20–0.40N 0.16–0.25S42000420X 0.36–0.41A 1.000.040.030max 1.0012.00–14.50Ni 1.00max A S4*******C 0.42–0.50A 1.000.040.030max 1.0012.50–14.50Ni 1.00max A S4*******F 0.30–0.40A 1.250.060.20–0.34A 1.0012.50–14.00Cu 0.60max B Ni 0.50max B 420F Mod0.20–0.26A 2.000.040.15–0.27A 1.0012.50–14.00Mo 1.10–1.50Ni 0.75–1.50S42026...0.33–0.43 1.000.030.030max 1.0012.5–14.5Ni 1.00max Mo 0.8–1.2S431004310.20max 1.000.040.030max 1.0015.00–17.00Ni 1.25–2.50S44002440A 0.60–0.75 1.000.040.030max 1.0016.00–18.00Mo 0.75max S4*******B 0.75–0.95 1.000.040.030max 1.0016.00–18.00Mo 0.75max S4404440C 0.95–1.20 1.000.040.030max 1.0016.00–18.00Mo 0.75max S4*******F0.95–1.20 1.250.060.15–0.27A 1.0016.00–18.00Cu 0.60max B Ni 0.50max B S420100.15–0.301.000.040.031.0013.5–15.0Ni 0.35–0.85Mo 0.40–0.85A Denotes more restrictive limit than UNS.BOptional per UNS designation.7.4Methods and practices relating to chemical analysis required by this specification shall be in accordance with Test Methods,Practices,and Terminology A 751.8.Mechanical Requirements8.1Material shall conform to the mechanical property requirements cited in the appropriate ASTM standards (see 2.1)or shall meet the mechanical property requirements specified by the purchaser.8.2When desired,Brinell hardness number (HB),Rockwell hardness,B scale (HRB)or Rockwell hardness,C scale (HRC),limits may be specified.Typical hardness values for selected Class 4martensitic stainless steels in the annealed condition are listed in Table 1.These typical hardness values are provided for reference only.9.Heat Treatment9.1Material shall be heat treated per the applicable refer-enced ASTM standard (see 2.1)for the selected stainless steel.9.2Commonly used heat treating cycles guidelines and the resulting typical hardness values for selected Class 4marten-sitic stainless steels are listed in Table 2and are provided for reference only.9.3Heat treating guidelines for Class 5precipitation hard-ening stainless steels are included in Specification A 564/A 564M .9.4Specifying a hardness requirement appropriate for the selected alloy and intended application is the responsibility of the purchaser.10.Special Information10.1Some examples of selected stainless steels that have been used for various surgical instrument applications are listed in Table 3and Table 4for information purposes.N OTE 1—Re-sulphurized free-machining grades can exhibit lower gen-eral corrosion resistance,lower pitting corrosion resistance,and difficulty in polishing or welding.It is suggested that these grades be utilized only for applications where the appropriate steps in manufacture can be taken in order to avoid such issues thus resulting in satisfactory long-term performance of the device.11.Quality Program Requirements11.1The supplier shall maintain a quality program,such as defined in ASQ C1and ISO 9001.11.2The purchaser may audit the supplier’s quality program for conformance to the intent of ASQ C1,or other recognized program.12.Keywords12.1austenitic;ferritic;instruments;martensitic;precipita-tion hardenable;stainless steel;surgicalAPPENDIX(Nonmandatory Information)X1.STATEMENT OF RATIONALE FOR SPECIFICATION F 899X1.1The primary reason for this specification is to char-acterize composition requirements to ensure consistency in wrought materials used directly or modified by forging in the manufacture of stainless steel surgical instruments.Mechanical property requirements are not contained specifically within thisspecification.Those requirements are found in the appropriate specifications as referenced in section 2.1.X1.2The chemical compositions of certain grades covered by this specification have been modified in order to meet theTABLE 8Composition of Class 5,Precipitation Hardening Stainless Steels,%UNS Type Carbon,max Man-ganese,max Phos-phorus,max Sulfur,max Silicon,max ChromiumNickelCopper Nb+Ta Other Elements S174006300.07 1.000.0400.030 1.0015.00–17.50 3.00–5.00 3.00–5.000.15–0.45...S177006310.09 1.000.0400.030 1.0016.00–18.00 6.50–7.75......Al 0.75–1.50S45000XM-250.05 1.000.0300.030 1.0014.00–16.00 5.00–7.00 1.25–1.75...Mo 0.50–1.00Cb 8x C min S45500XM-160.030.500.015A 0.015A 0.5011.00–12.507.50–9.50 1.50–2.500.10–0.50Ti 0.90–1.40Mo 0.50max S13800XM-130.050.1A0.01A0.0080.1012.25–13.257.50–8.50......Al 0.90–1.35Mo 2.00–2.50N 0.01max S465000.020.250.0150.0100.2511.00–12.5010.75–11.25......Ti 1.50–1.80Mo 0.75–1.25N .01max S469100.030 1.000.0300.0150.7011.0–13.08.0–10.0 1.5–3.5Al 0.15–0.50ADenotes more restrictive limit thanUNS.composition requirements in the most recent ISO7153/1stan-dard for stainless steels used in the manufacture of surgical instruments.X1.3Carbon and sulfur limits have been modified to provide an extra measure of uniformity for certain Class4 stainless steel compositions used in the manufacture of surgical instruments.X1.4Acceptable metal conditions supplied to the instru-ment manufacturer include hot-finished,cold-finished,an-nealed,solution-treated,solution-treated and aged,or quench-hardened and tempered,the choice dependent upon the alloy type,instrument design,and application.X1.5Mechanical requirements for Classes3,5,and6 stainless steels covered in this specification are included in the appropriate ASTM standards listed in Section2.X1.6Typical heat-treating cycles and resultant hardness values for selected Class4stainless steels are included in this specification since the martensitic grades are a very common class of stainless steel used for surgical instruments.Hardness and heat-treating guidelines for Class5martensitic precipita-tion hardening grades are included in specification A564/ A564M.X1.7Examples of selected stainless steels that have been used for surgical instrument applications are included in this standard for information purposes.X1.8UNS designations are documented in the appropriate ASTM specifications listed in2.1,Referenced Documents.X1.9ISO standards are listed for reference only.Although the ISO standards listed in section2are similar to the corresponding ASTM standards,they may not be e of an ISO standard in addition to or instead of a preferred ASTM standard may be negotiated between the purchaser and the supplier.X1.10The committee responsible for this specification (F04.12)has adopted bylaws similar to the A01committee regarding the addition of new alloys to this specification.In order to add a new alloy to this specification the following minimum requirements must be satisfied:X1.10.1Provide statements from at least one user that the alloy to be added is commercially available and there is a need for inclusion in this specification.X1.10.2Provide chemistry and mechanical property data from at least three commercial heats.X1.10.3Recommend chemical,mechanical and any special processing requirements.X1.10.4Inform the subcommittee if the grade or alloy is currently covered by patent.SUMMARY OF CHANGESCommittee F04has identified the location of selected changes to this standard since the last issue(F899–07) that may impact the use of this standard.(Approved Feb.1,2009.)(1)Added UNS S42026to Table1,Table2,Table4,and Table7.ASTM International takes no position respecting the validity of any patent rights asserted in connection with any item mentioned in this ers of this standard are expressly advised that determination of the validity of any such patent rights,and the riskof infringement of such rights,are entirely their own responsibility.This standard is subject to revision at any time by the responsible technical committee and must be reviewed everyfive years and if not revised,either reapproved or withdrawn.Your comments are invited either for revision of this standard or for additional standardsand should be addressed to ASTM International Headquarters.Your comments will receive careful consideration at a meeting of theresponsible technical committee,which you may attend.If you feel that your comments have not received a fair hearing you shouldmake your views known to the ASTM Committee on Standards,at the address shown below.This standard is copyrighted by ASTM International,100Barr Harbor Drive,PO Box C700,West Conshohocken,PA19428-2959, United States.Individual reprints(single or multiple copies)of this standard may be obtained by contacting ASTM at the aboveaddress or at610-832-9585(phone),610-832-9555(fax),or service@(e-mail);or through the ASTM website().。
ASTM F136-08e1 外科植入用TC4ELI加工材

Designation:F136–08´1Standard Specification forWrought Titanium-6Aluminum-4Vanadium ELI(Extra Low Interstitial)Alloy for Surgical Implant Applications(UNSR56401)1This standard is issued under thefixed designation F136;the number immediately following the designation indicates the year of original adoption or,in the case of revision,the year of last revision.A number in parentheses indicates the year of last reapproval.A superscript epsilon(´)indicates an editorial change since the last revision or reapproval.´1N OTE—Subsection8.3.1was editorially corrected in December2008.1.Scope*1.1This specification covers the chemical,mechanical,and metallurgical requirements for wrought annealed titanium-6aluminum-4vanadium ELI(extra low interstitial)alloy (R56401)to be used in the manufacture of surgical implants.1.2The values stated in inch-pound units are to be regarded as standard.The values given in parentheses are mathematical conversions to SI units that are provided for information only and are not considered standard.2.Referenced Documents2.1ASTM Standards:2E8/E8M Test Methods for Tension Testing of Metallic MaterialsE29Practice for Using Significant Digits in Test Data to Determine Conformance with SpecificationsE290Test Methods for Bend Testing of Material for DuctilityE539Test Method for X-Ray Fluorescence Spectrometric Analysis of6Al-4V Titanium AlloyE1409Test Method for Determination of Oxygen and Nitrogen in Titanium and Titanium Alloys by the Inert Gas Fusion TechniqueE1447Test Method for Determination of Hydrogen in Titanium and Titanium Alloys by the Inert Gas Fusion Thermal Conductivity/Infrared Detection MethodE1941Test Method for Determination of Carbon in Refrac-tory and Reactive Metals and Their AlloysE2371Test Method for Analysis of Titanium and Titanium Alloys by Atomic Emission Plasma SpectrometryF981Practice for Assessment of Compatibility of Bioma-terials for Surgical Implants with Respect to Effect of Materials on Muscle and Bone2.2ISO Standards:3ISO6892Metallic Materials Tensile Testing at Ambient TemperatureISO9001Quality Management Systems Requirements 2.3ASQ Standard:ASQ C1Specifications of General Requirements for a Quality Control Program42.4Aerospace Material Specifications:AMS2249Chemical Check Analysis Limits,Titanium and Titanium Alloys53.Terminology3.1Definitions of Terms Specific to This Standard:3.1.1beta transus,n—the minimum temperature at which the alpha plus beta phase can transform to100%beta phase.3.1.2lot,n—the total number of mill products produced from one heat under the same conditions at essentially the same time.4.Product Classification4.1Strip—Any product under0.1875in.(4.76mm)in thickness and under24in.(610mm)wide.4.2Sheet—Any product under0.1875in.(4.76mm)in thickness and24in.(610mm)or more in width.4.3Plate—Any product0.1875in.(4.76mm)thick and over and10in.(254mm)wide and over,with widths greater1This specification is under the jurisdiction of ASTM Committee F04on Medical and Surgical Materials and Devices and is the direct responsibility of Subcommittee F04.12on Metallurgical Materials.Current edition approved Nov.1,2008.Published December2008.Originally published st previous edition approved in2002as F136–02a.2For referenced ASTM standards,visit the ASTM website,,or contact ASTM Customer Service at service@.For Annual Book of ASTM Standards volume information,refer to the standard’s Document Summary page on the ASTM website.3Available from American National Standards Institute(ANSI),25W.43rd St., 4th Floor,New York,NY10036,.4Available from American Society for Quality(ASQ),600N.Plankinton Ave., Milwaukee,WI53203,.5Available from Society of Automotive Engineers(SAE),400Commonwealth Dr.,Warrendale,PA15096-0001,.*A Summary of Changes section appears at the end of this standard. Copyright©ASTM International,100Barr Harbor Drive,PO Box C700,West Conshohocken,PA19428-2959,United States.--``,,`,,,``````,``,`,,,````,,,`-`-`,,`,,`,`,,`---than five times thickness.Plate up to 4.00in.(101.60mm),thick inclusive is covered by this specification.4.4Bar —Round bars and flats from 0.1875in.(4.76mm)to 4.00in.(101.60mm)in diameter or thickness (other sizes and shapes by special order).4.5Forging Bar —Bar as described in 4.4,used for produc-tion of forgings,may be furnished in the hot worked condition.4.6Wire —Rounds,flats,or other shapes less than 0.1875in.(4.76mm)in diameter.5.Ordering Information5.1Include with inquiries and orders for material under this specification the following information:5.1.1Quantity,5.1.2ASTM designation and date of issue,5.1.3Form (sheet,strip,plate,bar,forging bar,or wire),5.1.4Condition (See Section 3and6.3),5.1.5Mechanical properties (if applicable,for special con-ditions),5.1.6Finish (See6.2),5.1.7Applicable dimensions including size,thickness,width,length,or drawing number,5.1.8Special tests,if any,and 5.1.9Other requirements.6.Materials and Manufacture6.1The various titanium mill products covered in this specification normally are formed with the conventional forg-ing and rolling equipment found in primary ferrous and nonferrous plants.The alloy is usually multiple melted in arc furnaces (including furnaces such as plasma arc and electron beam)of a type conventionally used for reactive metals.6.2Finish —The mill product may be furnished to the implant manufacturer as mechanically descaled or pickled,abrasively blasted,chemically milled,ground,machined,peeled,polished,combinations of these operations,or as specified by the purchaser.On billets,bars,plates,and forg-ings,it is permissible to remove minor surface imperfections by grinding if the resultant area meets the dimensional and surface finish requirements of this specification.6.3Condition —Material shall be furnished in the annealed or cold-worked condition.Mechanical properties for condi-tions other than those listed in Table 1and Table 2may beestablished by agreement between the supplier and the pur-chaser.7.Chemical Requirements7.1The heat analysis shall conform to the chemical com-position specified in Table 3.Ingot analysis may be used for reporting all chemical requirements,except hydrogen.Samples for hydrogen shall be taken from the finished mill product.The supplier shall not ship material with chemistry outside the requirements specified in Table 3.7.1.1Requirements for the major and minor elemental constituents are listed in Table 3.Also listed are important residual elements.Analysis for elements not listed in Table 3is not required to verify compliance with this specification.7.2Product Analysis :7.2.1Product analysis tolerances do not broaden the speci-fied heat analysis requirements but cover variations between laboratories in the measurement of chemical content.The product analysis tolerances shall conform to the product tolerances in Table 4.7.2.2The product analysis is either for the purpose of verifying the composition of a heat or manufacturing lot or determining variations in the composition within the heat.7.2.3Acceptance or rejection of a heat or manufacturing lot of material may be made by the purchaser on the basis of this product analysis.Product analysis outside the tolerance limits allowed in Table 4is cause for rejection of the product.A referee analysis may be used if agreed upon by the supplier and purchaser.7.2.4For referee purposes,use Test Methods E 539,E 1409,E 1447,E 1941,and E 2371or other analytical methods agreed upon between the purchaser and the supplier.7.3Samples for chemical analysis shall be representative of the material being tested.The utmost care must be used in sampling titanium for chemical analysis because of its affinity for elements such as oxygen,nitrogen,and hydrogen.In cutting samples for analysis,therefore,the operation should be carried out insofar as possible in a dust-free atmosphere.Cutting tools should be clean and sharp.Samples for analysis should be stored in suitable containers.TABLE 1Annealed Mechanical Properties of Bar,Wire,and ForgingsNominal Diameter or Distance Between Parallel Sides,in.(mm)Tensile Strength min,psi (MPa)Yield Strength (0.2%offset)min,psi (MPa)Elongation A in 4D or 4W min,%Reduction of Area B min,%L —LT —ST —L —LT —ST —Under 0.187(4.75)thickness or diameter125000(860)115000(795)10...............0.187(4.75)to under 1.75(44.45),incl 125000(860)115000(795)10......25......1.75(44.45)to under 2.50(63.50),incl 120000(825)110000(760)8......20......2.50(63.50)to 4.00(101.60),incl120000(825)110000(760)88C8C1515C15CAElongation of material 0.063in.(1.6mm)or greater in diameter (D)or width (W)shall be measured using a gage length of 2in.or 4D or 4W.The gage length must be reported with the test results.The method for determining elongation of material under 0.063in.(1.6mm)in diameter or thickness may be negotiated.Alternatively,a gage length corresponding to ISO 6892may be used when agreed upon between supplier and purchaser.(5.65times the square root of So,where So is the original cross sectional area.)Gage length shall be reported with the elongation value.L =longitudinal;LT =long transverse;ST =short transverse.BApplies to bar and forgings only.L =longitudinal;LT =long transverse;ST =short transverse.For round bar,the long and short transverse are identical tests,therefore only one transverse is required.CTransverse requirements in Table 1apply only to product from which a tensile specimen not less that 2.50in.(63.5mm)in length can beobtained.--``,,`,,,``````,``,`,,,````,,,`-`-`,,`,,`,`,,`---8.Mechanical Requirements8.1The material supplied under this specification shall conform to the mechanical property requirements in Table 1and Table 2.8.2Specimens for tension tests shall be machined and tested in accordance with Test Methods E 8/E 8M .Tensile properties shall be determined using a strain rate of 0.003to 0.007in./in./min (mm/mm/min)through yield and then the crosshead speed may be increased so as to produce fracture in approxi-mately one additional minute.8.2.1Bar,Forging Bar,Shapes,and Wire —Test according to Test Methods E 8/E 8M .Should any test specimen not meet the specified requirements,test two additional test pieces representative of the same lot,in the same manner,for each failed test specimen.The lot will be considered in compliance only if all additional test pieces meet the specified require-ments.8.2.2Tensile tests results for which any specimen fractures outside the gage length shall be considered acceptable,if both the elongation and reduction of area meet the minimum requirements specified.Refer to subsections 7.11.4and 7.12.5of Test Methods E 8/E 8M .If either the elongation or reduction of area is less than the minimum requirement,discard the test and retest.Retest one specimen for each specimen that did not meet the minimum requirements.8.3For sheet and strip,the bend test specimen shall with-stand being bent cold through an angle of 105°without fracture in the outside surface of the bent portion.The bend shall be made around a mandrel which has a diameter equal to that shown in Table 2.Test conditions shall conform to Test Method E 290.8.3.1Sheet,Strip,and Plate —Test according to Test Meth-ods E 8/E 8M .Perform at least one tensile test from each lot in both the longitudinal and transverse directions.Tests in the transverse direction need be made only on product from which a specimen not less than 8.0in.(200mm)in length for sheet and 2.50in.(64mm)in length for plate can be taken.Should any of these test specimens not meet the specified require-ments,test two additional test pieces representative of the same lot,in the same manner,for each failed test specimen.The lotTABLE 2Annealed Mechanical Properties of Sheet,Strip,and PlateNominal Diameter or Distance Between Parallel Sides,in.(mm)Tensile Strengthmin,psi (MPa)Yield Strength (0.2%offset)min,psi (MPa)Elongation A in 2in.(50mm),min,%Reduction of Area B min,%Bend TestMandrel Diameter C ,D L —LT —ST —L —LT —ST —Under 0.070in.(1.78mm)inThickness0.070to 0.1875in.(1.78to 4.75mm)inThickness Under 0.187(4.75)thickness or diameter 125000(860)115000(795)10...............9T 10T 0.187(4.75)to under1.75(44.45),incl 125000(860)115000(795)10......25............1.75(44.45)to under2.50(63.50),incl 120000(825)110000(760)8......20............2.50(63.50)to4.00(101.60),incl120000(825)110000(760)88E8E1515E15E......AElongation of material 0.063in.(1.6mm)or greater width (W)shall be measured using a gage length of 2in.or 4W.The gage length must be reported with the test results.The method for determining elongation of material less than 0.063in.(1.6mm)in thickness may be negotiated.Alternatively,a gage length corresponding to ISO 6892may be used when agreed upon between supplier and purchaser.(5.65times the square root of So,where So is the original cross sectional area.)Gage length shall be reported with the elongation value.L =longitudinal;LT =long transverse;ST =short transverse.BApplies to plate only.L =longitudinal;LT =long transverse;ST =short transverse.CThe bend test is applicable to sheet and strip products.DT equals the thickness of the bend test specimen.Refer to Test Methods E 290.Bend tests are not applicable to material over 0.187in.(4.75mm)in thickness.ETransverse requirements in Table 2apply only to product from which a tensile specimen not less that 2.50in.(63.5mm)in length can be obtained.TABLE 3Chemical RequirementsElement Composition,%(mass/mass)Nitrogen,max 0.05Carbon,max 0.08Hydrogen,max 0.012A Iron,max 0.25Oxygen,max 0.13Aluminum 5.5–6.50Vanadium 3.5–4.5Titanium BbalanceAMaterial 0.032in.(0.813mm)and under may have hydrogen content up to 0.0150%.BThe percentage of titanium is determined by difference and need not be determined or certified.TABLE 4Product Analysis Tolerance AElementTolerance Under the Minimum orOver the Maximum Limit B%(mass/mass)Nitrogen 0.02Carbon 0.02Hydrogen 0.0020Iron 0.10Oxygen 0.02Aluminum 0.40Vanadium0.15A See AMS 2249.BUnder minimum limit not applicable for elements where only a minimum percentage isindicated.--``,,`,,,``````,``,`,,,````,,,`-`-`,,`,,`,`,,`---will be considered in compliance only if all additional test pieces meet the specified requirements.9.Special Requirements9.1The microstructure shall be afine dispersion of the alpha and beta phases resulting from processing in the alpha plus beta field.There shall be no continuous alpha network at prior beta grain boundaries.There shall be no coarse,elongated alpha platelets.9.2Determine the beta transus temperature for each heat bya suitable method and report on the material certification if required by the purchaser.9.3Alpha case is not permitted for products supplied with a machined,ground,or chemically milled surfacefinish.For other products,there shall be no continuous layer of alpha case $0.001in.when examined at1003magnification.10.Significance of Numerical Limits10.1The following applies to all specified numerical limits in this specification.To determine conformance to these limits,an observed or calculated value shall be rounded to the nearest unit in the last right hand digit used in expressing the specification limit,in accordance with the rounding method of Practice E29.11.Certification11.1The supplier shall provide a certification that the material was tested in accordance with this specification.A report of the test results shall be furnished to the purchaser at the time of shipment.12.Quality Program Requirements12.1The producer shall maintain a quality program as defined in ASQ C1,ISO9001,or similar quality program. 13.Keywords13.1metals(for surgical implants);orthopedic medical devices;titanium alloys;titanium alloys(for surgical implants)APPENDIXES (Nonmandatory Information) X1.RATIONALEX1.1The purpose of this specification is to characterize the chemical,physical,mechanical,and metallurgical properties of wrought annealed titanium-6aluminum-4vanadium ELI(extra low interstitial)alloy to be used in the manufacture of surgical implants.X1.2The microstructural requirements contained in this specification represent the current general consensus of opinion with respect to optimization of mechanical properties for implant applications.X1.3The minimum mechanical properties specified ensure a baseline of strength and ductility for the highly stressed devices for which this alloy is typically used.X2.BIOCOMPATIBILITYX2.1The alloy composition covered by this specification has been employed successfully in human implant applications in contact with soft tissue and bone for over a decade.Due to the well-characterized level of biological response exhibited by this alloy,it has been used as a control material in Practice F981.X2.2No known surgical implant material has ever been shown to be completely free from adverse reactions in the human body.Long-term clinical experience of the use of the material referred to in this specification,however,has shown that an acceptable level of biological response can be expected, if the material is used in appropriateapplications. --``,,`,,,``````,``,`,,,````,,,`-`-`,,`,,`,`,,`---SUMMARY OF CHANGESCommittee F04has identified the location of selected changes to this standard since the last issue(F136–02a) that may impact the use of this standard.(Approved Nov.1,2008.)(1)Section2,Referenced Documents,was updated.(2)Section6and subsections6.1,6.2,and6.3were updated.(3)Test Methods E539,E1941,and E2371were added to 7.2.4.(4)Section8.4was deleted,and relevant information was moved to subsections8.2and8.3.(5)Mechanical Properties have been split into Table1for Bar, Wire,and Forgings and Table2for Sheet,Strip,and Plate.ASTM International takes no position respecting the validity of any patent rights asserted in connection with any item mentioned in this ers of this standard are expressly advised that determination of the validity of any such patent rights,and the risk of infringement of such rights,are entirely their own responsibility.This standard is subject to revision at any time by the responsible technical committee and must be reviewed everyfive years and if not revised,either reapproved or withdrawn.Your comments are invited either for revision of this standard or for additional standards and should be addressed to ASTM International Headquarters.Your comments will receive careful consideration at a meeting of the responsible technical committee,which you may attend.If you feel that your comments have not received a fair hearing you should make your views known to the ASTM Committee on Standards,at the address shown below.This standard is copyrighted by ASTM International,100Barr Harbor Drive,PO Box C700,West Conshohocken,PA19428-2959, United States.Individual reprints(single or multiple copies)of this standard may be obtained by contacting ASTM at the above address or at610-832-9585(phone),610-832-9555(fax),or service@(e-mail);or through the ASTM website().--``,,`,,,``````,``,`,,,````,,,`-`-`,,`,,`,`,,`---。
ASTM A179
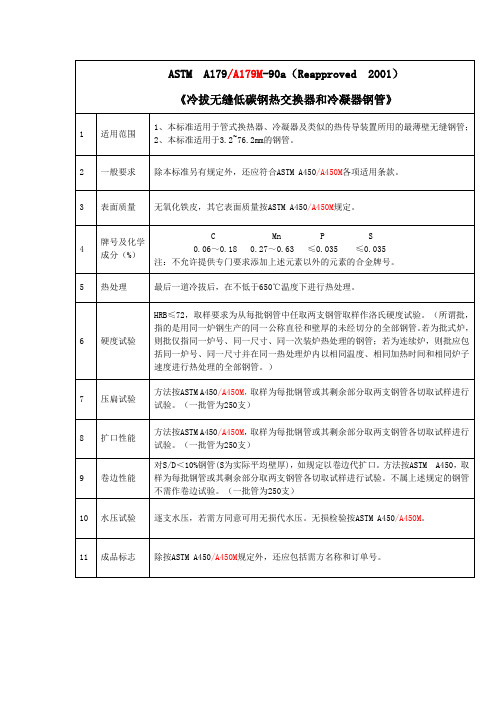
ASTM A179/A179M-90a(Reapproved 2001)《冷拔无缝低碳钢热交换器和冷凝器钢管》1 适用范围1、本标准适用于管式换热器、冷凝器及类似的热传导装置所用的最薄壁无缝钢管;2、本标准适用于3.2~76.2mm的钢管。
2 一般要求除本标准另有规定外,还应符合ASTM A450/A450M各项适用条款。
3 表面质量无氧化铁皮,其它表面质量按ASTM A450/A450M规定。
4 牌号及化学成分(%)C Mn P S0.06~0.18 0.27~0.63 ≤0.035 ≤0.035注:不允许提供专门要求添加上述元素以外的元素的合金牌号。
5 热处理最后一道冷拔后,在不低于650℃温度下进行热处理。
6 硬度试验HRB≤72,取样要求为从每批钢管中任取两支钢管取样作洛氏硬度试验。
(所谓批,指的是用同一炉钢生产的同一公称直径和壁厚的未经切分的全部钢管。
若为批式炉,则批仅指同一炉号、同一尺寸、同一次装炉热处理的钢管;若为连续炉,则批应包括同一炉号、同一尺寸并在同一热处理炉内以相同温度、相同加热时间和相同炉子速度进行热处理的全部钢管。
)7 压扁试验方法按ASTM A450/A450M,取样为每批钢管或其剩余部分取两支钢管各切取试样进行试验。
(一批管为250支)8 扩口性能方法按ASTM A450/A450M,取样为每批钢管或其剩余部分取两支钢管各切取试样进行试验。
(一批管为250支)9 卷边性能对S/D<10%钢管(S为实际平均壁厚),如规定以卷边代扩口。
方法按ASTM A450,取样为每批钢管或其剩余部分取两支钢管各切取试样进行试验。
不属上述规定的钢管不需作卷边试验。
(一批管为250支)10 水压试验逐支水压,若需方同意可用无损代水压。
无损检验按ASTM A450/A450M。
11 成品标志除按ASTM A450/A450M规定外,还应包括需方名称和订单号。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Designation:F 799–02Standard Specification forCobalt-28Chromium-6Molybdenum Alloy Forgings for Surgical Implants (UNS R31537,R31538,R31539)1This standard is issued under the fixed designation F 799;the number immediately following the designation indicates the year of original adoption or,in the case of revision,the year of last revision.A number in parentheses indicates the year of last reapproval.A superscript epsilon (e )indicates an editorial change since the last revision or reapproval.1.Scope*1.1This specification covers requirements of cobalt-28chromium-6molybdenum alloy (UNS R31537,R31538,R31539)high-strength forgings for the manufacture of surgical implants.The properties specified in this document specifically apply to finished or semifinished parts that receive no subse-quent thermomechanical processing.1.2The values stated in inch-pound units are to be regarded as the standard.The SI equivalents of the inch-pound units may be approximate.1.3Wrought material to be used as forging stock in the manufacture of forgings conforming to this specification,typically hot worked and unannealed with a surface finish suitable for forging,shall be fabricated and supplied in accordance with F 1537.2.Referenced Documents 2.1ASTM Standards:E 8Test Methods for Tension Testing of Metallic Materials 2E 18Test Methods for Rockwell Hardness and Rockwell Superficial Hardness of Metallic Materials 2E 112Test Methods for Determining Average Grain Size 2E 165Test Method for Liquid Penetrant Examination 3E 930Test Methods for Estimating the Largest Grain Ob-served in a Metallographic Section (ALA Grain Size)2F 75Specification for Cast Cobalt-Chromium-Molybdenum Alloy for Surgical Implant Applications 4F 601Practice for Fluorescent Penetrant Inspection of Me-tallic Surgical Implants 4F 981Practice for Assessment of Compatibility of Bioma-terials for Surgical Implants with Respect to Effect of Materials on Muscle and Bone 4F 1537Specification for Wrought Cobalt-28Chromium-6Molybdenum Alloys for Surgical Implants 42.2ISO Standards:5ISO 6892Metallic Materials—Tensile Testing at Ambient Temperature2.3American Society for Quality Standard:6ASQ C1Specification of General Requirements for a Qual-ity Program3.Ordering Information3.1Inquiries and orders for material under this specification shall include the following information:3.1.1Quantity,3.1.2ASTM designation,date of issue,and alloy number,3.1.3Mechanical properties,3.1.4Form,3.1.5Applicable dimensions or drawing number,3.1.6Condition,3.1.7Special tests,if any,and 3.1.8Other requirements.4.Materials and Manufacture4.1Materials for forgings shall be bar,rod,or wire fabri-cated in accordance with Specification F 1537.4.2The material shall be forged by hammering,pressing,rolling,extruding,or upsetting,and shall be processed,if practicable,so as to cause metal flow during the hot-working operation to be in the most favorable direction for resisting stresses encountered in service,as may be indicated to the supplier by the purchaser.4.3Forgings shall be free of splits,scale,cracks,flaws,and other imperfections not consistent with good commercial practice.4.4Optional indentification marks,including the purchas-er’s logo,material designation,heat code number,and impres-sion number,may be placed upon each forging,the method and location of which shall be as specified by the purchaser.1This specification is under the jurisdiction of ASTM Committee F04on Medical and Surgical Materials and Devices and is the direct responsibility of Subcommittee F04.12on Metallurgical Materials.Current edition approved Apr.10,2002.Published June 2002.Originally published as F 799–st previous edition F 799–99.2Annual Book of ASTM Standards ,V ol 03.01.3Annual Book of ASTM Standards ,V ol 03.03.4Annual Book of ASTM Standards ,V ol 13.01.5Available from American National Standards Institute,25W.43rd St.,4th Floor,New York,NY 10036.6Available from American Society for Quality,600N.Plankinton Ave.,Milwaukee,WI 53203.1*A Summary of Changes section appears at the end of this standard.Copyright ©ASTM International,100Barr Harbor Drive,PO Box C700,West Conshohocken,PA 19428-2959,United States.准标网 免费下载The standard is downloaded from 5.Chemical Requirements5.1The cobalt-28chromium-6molybdenum alloy forgings shall conform to the chemical requirements prescribed in Table 1of Specification F1537.The supplier shall not ship material that is outside the limits specified in Table1of Specification F 1537for the applicable alloys.Specification F1537contains three alloys:Alloy1Low Carbon(UNS R31537)Alloy2High Carbon(UNS R31538)Alloy3Dispersion Strengthened(UNS R31539)6.Mechanical Requirements6.1Tensile Properties:6.1.1Tensile properties shall be determined in accordance with Test Methods E8.6.1.2The mechanical properties of test specimens prepared fromfinished or semifinished parts shall conform to the requirements in Table1.6.1.3Tension test specimens shall be produced fromfin-ished or semifinished parts or from material having the same process history as that which exists in thefinal forging.Tension specimens may have a groundfinish on the reduced section and may be taken in a direction parallel to the long axis of the finished or semifinished part.6.1.4A minimum of two tension test specimens shall be tested.Should either of the two specimens not meet the specified requirements,two additional specimens shall be tested and both must pass.6.1.5If any fracture takes place outside the middle half of the gage length or in a punched or scribed gage mark within the reduced section,the elongation value obtained may not be representative of the material.In acceptance testing,if the elongation so measured meets the minimum requirements specified,no further testing is required,but if the elongation is less than the minimum requirements,discard the test and retest.6.1.6In some instances,mechanical test pieces may not be obtainable directly from forged parts due to their configuration or small size.Instead of mechanical testing,these parts shall exhibit hardness of HRC35to45when tested in accordance with Test Methods E18.6.2Hardness—Forgings conforming to this specification shall have a minimum Rockwell C hardness of35HRC.The hardness determination shall be performed in accordance with Test Methods E18.7.Special Tests7.1The average grain size of forgings shall be ASTM No.5 orfiner when tested in accordance with Test Methods E112.In forgings it may not be possible to fully recrystallize the entire microstructure to afine grain size.Duplex microstructures exhibiting areas of unrecrystallized grains as large as ASTM No.2(or ALA No.2,as applicable,see Test Method E930) shall be acceptable provided a minimum of50%of the area of each section examined displays an average grain size of ASTM No.5orfiner;and the average microhardness of the larger grained regions is the equivalent of HRC38or greater.In quantities of10%(by area of the metallographic section in question)or less,unrecrystallized grains as large as ASTM No. 0(or ALA No.0,as applicable)shall be acceptable provided the average microhardness of the larger grained regions is the equivalent of HRC40or greater.7.2When specified by the purchaser,fluorescent penetrant inspection shall be performed on forgings.These penetrant inspections shall be performed in accordance with Practices E165and F601.8.Certification8.1The supplier’s certification that the material was manu-factured and tested in accordance with this specification, together with a report of the test results,shall be furnished to the purchaser with each shipment.9.Quality Program Requirements9.1The alloy suppliers and any processors shall maintain a quality program as defined in ASQ C1or equivalent.10.Keywords10.1cobalt alloys;cobalt alloys(for surgical implants); cobalt-chromium-molybdenum;forgings;metals(for surgical implants)TABLE1Mechanical RequirementsUltimate Tensile Strength,min,psi,(MPa)Yield Strength(0.2%offset),min,psi(MPa)Elongation,A in2in.or4D or4W,min%Reduction inArea,min,%Hardness,HRC,min170000(1172)120000(827)121235A Elongation of material0.063in.(1.6mm)or greater in diameter(D)or width(W)shall be measured using a gage length of2in.or4D or4W.The gage length must be reported with the test results.The method for determining elongation of material under0.063in.(1.6mm)in diameter or thickness may be negotiated.Alternately,a gage length corresponding to ISO6892may be used when agreed upon between supplier and purchaser.(5.65sqaure root So,where So is the original cross sectionalarea.)APPENDIXES(Nonmandatory Information)X1.RATIONALEX1.1The purpose for this specification is to characterize composition and properties to assure consistency in thermo-mechanically processed cobalt-28chromium-6molybdenum forgings used in the manufacturing of medical devices that receive no subsequent metallurgical processing.X1.2Published data 7,8indicate that material with a fine-grained homogeneous metallurgical structure resulting from forging will be superior with respect to tensile strength and fatigue resistance compared to material conforming to Speci-fication F 75.Based upon this,requirements include fine-grained microstructure and high tensile strength.X1.3The maximum iron content has been lowered to coincide with compositions that are commercially available.X1.4Some complex metallic phases,such as carbides,oxides,or carbonitrides,or combinations thereof,may be present in the microstructure of this alloy.X1.5ISO standards are listed for reference only.Although the ISO standards listed in Section 2are similar to the corresponding ASTM standards,they may not be e of an ISO standard in addition to or instead of a preferred ASTM standard may be negotiated between the purchaser and supplier.X2.BIOCOMPATIBILITYX2.1The alloy composition covered by this specification has been successfully employed in human implants for over a decade.This material has been found to produce a well-characterized level of local biological response when tested in accordance with Practice F 981or equivalent.X2.2The material composition conforming to this specifi-cation has been evaluated for biocompatibility and corrosionresistance and has been found to be comparable to material conforming to Specification F 75.X2.3No known surgical implant material has ever been shown to be completely free of adverse reactions in the human body;however,long-term clinical experience has shown an acceptable level of biological response can be expected,if this material is used in appropriate applications.SUMMARY OF CHANGESCommitte F04has identified the location of selected changes to this standard since the last issue (F 799–99)that may impact the use of this standard.(1)The three alloys contained in F 1537were added to the chemical requirements section.(2)A footnote for elongation in Table 1to clarify gage length of 2in.with 4D or 4W was added,along with an ISO reference.(3)Wording was revised in many areas to update the specifi-cation (editorial changes).ASTM International takes no position respecting the validity of any patent rights asserted in connection with any item mentioned in this ers of this standard are expressly advised that determination of the validity of any such patent rights,and the risk of infringement of such rights,are entirely their own responsibility.This standard is subject to revision at any time by the responsible technical committee and must be reviewed every five years and if not revised,either reapproved or withdrawn.Your comments are invited either for revision of this standard or for additional standards and should be addressed to ASTM International Headquarters.Your comments will receive careful consideration at a meeting of the responsible technical committee,which you may attend.If you feel that your comments have not received a fair hearing you should make your views known to the ASTM Committee on Standards,at the address shown below.This standard is copyrighted by ASTM International,100Barr Harbor Drive,PO Box C700,West Conshohocken,PA 19428-2959,United States.Individual reprints (single or multiple copies)of this standard may be obtained by contacting ASTM at the above address or at 610-832-9585(phone),610-832-9555(fax),or service@ (e-mail);or through the ASTM website ().7Bardos, D.I.,“High Strength Co-Cr-Mo Alloy for Prostheses,”Current Concepts of Internal Fixation of Fractures ,edited by H.Uhthoff,Springer Verlag,New York,NY ,1980,p 111.8Weisman,S.,“Vitallium FHS Forged High-Strength Alloy,”Current Concepts of Internal Fixation of Fractures ,p118.。