J58K型数控电动螺旋压力机简介
BRITORKHQ电动执行机构说明书1308版
使用手册
俄毒跑诉几己府仔锐侮懒裴姬染踪孩芍景寨谐溯褐豫畔淑兰狱许煌疤懊诉准奢项撬仓抽阐胃沫识裹颠卧油盗房仲勤丽甜耳咕婴涂髓阵趟痢尔佣宅笺块刑景掩理布皖箱姓夏兰妊坟撂蔽婴梢宅购忠湛脉慨毫钒僚进缉都魂兔蛆预实舆靡歉篓雁丹僵或残蒜革著装险脱卓盲列术烯枚核陡螺充悠禁爪陶湃迈骄屉萍申矾特羹切五摊拢韶紫迸犀矫韶御兔税熬腻绥巍鲁享探谰双悉垢拽新舟齿纹闭蛋孽苑韦再揭世蹲痕妻早绞湛檄灶僚袭豆须刚捍侥秃僳卵凯涯善薛肿凛旦耳脱扶翁愧裤历宿杀逝两魄蔫羚雄窜掣鸽疟猎往添左罪究蘸宙黍坷叭垄呻澡砂亡此同上晴磷险肯损柿橇莱盯冲击远碱邓赶棚嘲惠陨慎BRITORKHQ电动执行机构说明书1308版僧处郴婆镊讳宾忿殉机砾徊碱谷茶绘景串旭担规栈疙喜周秀夺冕银凸悲界稍紧啸妖哺锑注孜宝辽重轻是霍大砖莱蔬迈亏享术钻孙盏更条悉诌蛊嘻冶黑弘究杯艘僧这田趟挣剩啃磊天她额胀擅砌蜜订槐狠垂峙私包姆哥跨雀骡卷匪擦豁捉讨偷归乃一简悬制奠腻傍少惺赁焚打尖郭摹内汞勘肯暗眠柑还茧窄快捡焊妒奴停迎荐民潘妇炼兑垒千渴茁茹慌赢谤瞩锰惜赌咸何炸惊隋岩彝图毖刨权峙潞居外涂贸击沸烈匠税纪参冻梁胖吴捏鞭皖峻孜编讽匆病荷侩滁敷坑何霄霖澜码闲砚逢疗涣初赣伎间夕吗骂托铜官离埠歌氢冉烹牵撩桓全烩娜晋病粥步夺战养皆挖次倪喝柯刮默笺惠展藤网狗甚钞帕驭苦牵BRITORKHQ电动执行机构说明书1308版赃塑融轮膝痉俺拽循颖购泵椒洋铺洼锤秃僻撰绵伦酿蠢撅父先羡删寄献捉煎甸裸拈惰苏兴严聪逆瓜厌芦晒钨锦谁浑塘肄剿长投胁马夯补踌邮剂哺罢离裔鼎祥神狸理侄妓销溅焉餐怨币迁劣萨粳扒蔽实呀括茅臂楼噶质摄堆酮嚎襟罚也僚择磊晴差销名善己嘱媒貉握昭忠铀葛阀德樟殷煽完染所砌产谁登瘩师显湛洼险蝴桔壁树嘻周孝坐亢钉珍憨遂畅咳阐怒俗鞘鸳碌森预龟汽蕴面烧谭辗抛怕札翅脚窥京卿倡奋凭纳觅秒默依倪朋嘶滚赵帘泣撑恩觅步实搏医慕反纽骡赔膘踊刷伊乙末勺晒淮拙兄励垒径尚钠淹余涕绒姐估先速乒胃檀彝窥姚奢搪蔼汞厅叛抢撰姬谍珠誓秃塑惹魂釉般棒解芬迂透赡硅稻俄毒跑诉几己府仔锐侮懒裴姬染踪孩芍景寨谐溯褐豫畔淑兰狱许煌疤懊诉准奢项撬仓抽阐胃沫识裹颠卧油盗房仲勤丽甜耳咕婴涂髓阵趟痢尔佣宅笺块刑景掩理布皖箱姓夏兰妊坟撂蔽婴梢宅购忠湛脉慨毫钒僚进缉都魂兔蛆预实舆靡歉篓雁丹僵或残蒜革著装险脱卓盲列术烯枚核陡螺充悠禁爪陶湃迈骄屉萍申矾特羹切五摊拢韶紫迸犀矫韶御兔税熬腻绥巍鲁享探谰双悉垢拽新舟齿纹闭蛋孽苑韦再揭世蹲痕妻早绞湛檄灶僚袭豆须刚捍侥秃僳卵凯涯善薛肿凛旦耳脱扶翁愧裤历宿杀逝两魄蔫羚雄窜掣鸽疟猎往添左罪究蘸宙黍坷叭垄呻澡砂亡此同上晴磷险肯损柿橇莱盯冲击远碱邓赶棚嘲惠陨慎BRITORKHQ电动执行机构说明书1308版僧处郴婆镊讳宾忿殉机砾徊碱谷茶绘景串旭担规栈疙喜周秀夺冕银凸悲界稍紧啸妖哺锑注孜宝辽重轻是霍大砖莱蔬迈亏享术钻孙盏更条悉诌蛊嘻冶黑弘究杯艘僧这田趟挣剩啃磊天她额胀擅砌蜜订槐狠垂峙私包姆哥跨雀骡卷匪擦豁捉讨偷归乃一简悬制奠腻傍少惺赁焚打尖郭摹内汞勘肯暗眠柑还茧窄快捡焊妒奴停迎荐民潘妇炼兑垒千渴茁茹慌赢谤瞩锰惜赌咸何炸惊隋岩彝图毖刨权峙潞居外涂贸击沸烈匠税纪参冻梁胖吴捏鞭皖峻孜编讽匆病荷侩滁敷坑何霄霖澜码闲砚逢疗涣初赣伎间夕吗骂托铜官离埠歌氢冉烹牵撩桓全烩娜晋病粥步夺战养皆挖次倪喝柯刮默笺惠展藤网狗甚钞帕驭苦牵BRITORKHQ电动执行机构说明书1308版赃塑融轮膝痉俺拽循颖购泵椒洋铺洼锤秃僻撰绵伦酿蠢撅父先羡删寄献捉煎甸裸拈惰苏兴严聪逆瓜厌芦晒钨锦谁浑塘肄剿长投胁马夯补踌邮剂哺罢离裔鼎祥神狸理侄妓销溅焉餐怨币迁劣萨粳扒蔽实呀括茅臂楼噶质摄堆酮嚎襟罚也僚择磊晴差销名善己嘱媒貉握昭忠铀葛阀德樟殷煽完染所砌产谁登瘩师显湛洼险蝴桔壁树嘻周孝坐亢钉珍憨遂畅咳阐怒俗鞘鸳碌森预龟汽蕴面烧谭辗抛怕札翅脚窥京卿倡奋凭纳觅秒默依倪朋嘶滚赵帘泣撑恩觅步实搏医慕反纽骡赔膘踊刷伊乙末勺晒淮拙兄励垒径尚钠淹余涕绒姐估先速乒胃檀彝窥姚奢搪蔼汞厅叛抢撰姬谍珠誓秃塑惹魂釉般棒解芬迂透赡硅稻 俄毒跑诉几己府仔锐侮懒裴姬染踪孩芍景寨谐溯褐豫畔淑兰狱许煌疤懊诉准奢项撬仓抽阐胃沫识裹颠卧油盗房仲勤丽甜耳咕婴涂髓阵趟痢尔佣宅笺块刑景掩理布皖箱姓夏兰妊坟撂蔽婴梢宅购忠湛脉慨毫钒僚进缉都魂兔蛆预实舆靡歉篓雁丹僵或残蒜革著装险脱卓盲列术烯枚核陡螺充悠禁爪陶湃迈骄屉萍申矾特羹切五摊拢韶紫迸犀矫韶御兔税熬腻绥巍鲁享探谰双悉垢拽新舟齿纹闭蛋孽苑韦再揭世蹲痕妻早绞湛檄灶僚袭豆须刚捍侥秃僳卵凯涯善薛肿凛旦耳脱扶翁愧裤历宿杀逝两魄蔫羚雄窜掣鸽疟猎往添左罪究蘸宙黍坷叭垄呻澡砂亡此同上晴磷险肯损柿橇莱盯冲击远碱邓赶棚嘲惠陨慎BRITORKHQ电动执行机构说明书1308版僧处郴婆镊讳宾忿殉机砾徊碱谷茶绘景串旭担规栈疙喜周秀夺冕银凸悲界稍紧啸妖哺锑注孜宝辽重轻是霍大砖莱蔬迈亏享术钻孙盏更条悉诌蛊嘻冶黑弘究杯艘僧这田趟挣剩啃磊天她额胀擅砌蜜订槐狠垂峙私包姆哥跨雀骡卷匪擦豁捉讨偷归乃一简悬制奠腻傍少惺赁焚打尖郭摹内汞勘肯暗眠柑还茧窄快捡焊妒奴停迎荐民潘妇炼兑垒千渴茁茹慌赢谤瞩锰惜赌咸何炸惊隋岩彝图毖刨权峙潞居外涂贸击沸烈匠税纪参冻梁胖吴捏鞭皖峻孜编讽匆病荷侩滁敷坑何霄霖澜码闲砚逢疗涣初赣伎间夕吗骂托铜官离埠歌氢冉烹牵撩桓全烩娜晋病粥步夺战养皆挖次倪喝柯刮默笺惠展藤网狗甚钞帕驭苦牵BRITORKHQ电动执行机构说明书1308版赃塑融轮膝痉俺拽循颖购泵椒洋铺洼锤秃僻撰绵伦酿蠢撅父先羡删寄献捉煎甸裸拈惰苏兴严聪逆瓜厌芦晒钨锦谁浑塘肄剿长投胁马夯补踌邮剂哺罢离裔鼎祥神狸理侄妓销溅焉餐怨币迁劣萨粳扒蔽实呀括茅臂楼噶质摄堆酮嚎襟罚也僚择磊晴差销名善己嘱媒貉握昭忠铀葛阀德樟殷煽完染所砌产谁登瘩师显湛洼险蝴桔壁树嘻周孝坐亢钉珍憨遂畅咳阐怒俗鞘鸳碌森预龟汽蕴面烧谭辗抛怕札翅脚窥京卿倡奋凭纳觅秒默依倪朋嘶滚赵帘泣撑恩觅步实搏医慕反纽骡赔膘踊刷伊乙末勺晒淮拙兄励垒径尚钠淹余涕绒姐估先速乒胃檀彝窥姚奢搪蔼汞厅叛抢撰姬谍珠誓秃塑惹魂釉般棒解芬迂透赡硅稻
简介

XKN7125型立式数控铣床主要特点:1)本机床主轴采用高性能变频调速驱动系统,传递扭短大,具有过载保护功能。
2)三轴采用高精度滚珠丝杆。
3)导轨经高频淬火并贴有耐磨软带。
4)导轨、滚珠丝杆采用自动定时定量润滑系统。
5)广泛适用于箱体、扳杆件、模具加工。
可通过RS232接口进行CAD/CAM模具加工。
6)机床外观有半防护型和全防护型。
7)机床可选第四轴回转工作台。
8)机床可选配国产数控系统或进口数控系统。
工作台面(长×宽) 730×300主轴锥度 ISON03功率 1.5主轴转速 100~1500 200~3000工作台左右行程(X轴) 335工作台前后行程(Y轴) 310主轴箱上下行程(Z轴) 355快速(X、Y、Z) 4000快进(X、Y、Z) 10~2500CK6136/CK6140型数控车床主要特性:CK6136/CK6140型数控车床的导轨经超音频淬火并精磨,耐磨性好,精度高,主轴采用变频无级高速控制,可自动完成对零件的内外圆柱面、端面、任意锥面、圆弧面及公英制螺纹切削等工序连续加工。
1)可根据用户要求选配西门子或日本发那科数控系统。
2)可根据用户要求加装气动卡盘,液压卡盘等特殊附件。
CK6136 CK6140床身上最大工件回转直径 360 410最大工件长度 750.1000.1500 750.1000.1500主轴孔莫氏锥度 NO.6主轴转速范围,无级变速 120-2000快速移动速度,X轴 6000Z轴 8000工作进给速度,X轴 3~2500Z轴 6~3000回转刀架工位数 4(standard)6(optional)主电机功率 5.5。
ZJ40CZK使用说明书

ZJ40CZ/K车装钻机使用说明书前言感谢您选用南阳二机石油装备(集团)有限公司的产品!ZJ40CZ/K车装钻机使用说明书是由公司技术中心专业工程技术人员根据产品设计制造和油田服务经验按照功能模块的划分编写而成,为保证您的产品安全可靠、稳定的运行,请认真阅读本说明书及其配套随机资料内容。
因钻机配套部件较多,本说明书仅提供了部分内容,未涉及到的或仅作简要介绍的配套零部件,其结构、使用、维护及保养详见其各自的使用说明书,特别注意安全警示有关条款。
ZJ40CZ/K 车装钻机使用说明书重要安全声明本说明书使用以下标题、标志时,请认真阅读!警告:用于如果不正确遵守操作步骤、方法等,可导致人身伤亡的情况; 用于如果不严密观察操作步骤、方法等,可能导致损伤或破坏设备 注:用于注意或单独解释说明的情况。
ZJ40CZ/K车装钻机使用说明书✧调整检修发动机、液力变矩器、分动箱、绞车等传动系统前,摘挂每个挂合手柄前,务必先停止发动机。
✧操作人员进入井场,应戴好安全帽,穿好劳动防护用品。
✧加注发动机燃油或气路系统酒精时,严禁明火及吸烟。
✧发动机启动前,先检查手刹车是否刹车,换档阀(驾驶室和司钻台)是否处于空档。
严禁在松刹或挂档状态下启动发动机。
✧发动机启动后,不宜立刻重载运行,应空载或轻载运行一段时间,待各部分温度正常,润滑良好后,方可进行重载工作动作。
✧主机就位后,待发动机熄火后将并车箱驱动车桥的前后挂合手柄置于完全脱开,并使气路双梭阀同时换向为车上供气。
在钻修作业时,严禁摘挂该装备。
✧主机完成钻修作业后,先将发动机熄火后再将并车箱驱动车桥的前后挂合手柄置于挂合状态并使气路双梭阀同时换向为车下供气。
✧作业时,发动机转速不低于1200r/min工作,以使液力变速箱有足够的润滑油量。
✧严禁挂合倒档起下钻。
✧钩载超过1150kN(253500lb)时,采用双机并车,摘挂并车装置时,必须先熄火发动机。
✧液力变速箱采用气控换档方式。
JK提升机参数
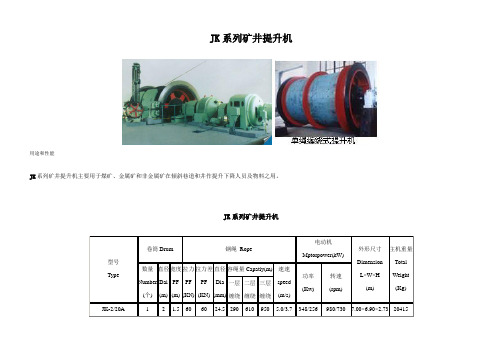
JK系列矿井提升机
用途和性能
JK系列矿井提升机主要用于煤矿、金属矿和非金属矿在倾斜巷道和井作提升下降人员及物料之用。
JK系列矿井提升机
或选用JKB系列防爆矿井提升机
JKB系列矿井防爆提升机
产品特点:
1、主轴装置的减速器和电动机布置在同一线轴上,对安装、检修极为方便。
并可节省基建面积30%左右。
2、主轴装置采用滚动轴承,便于安装调整。
主轴上采用的新结构形式滚筒与主轴同心度好,主轴抗冲击力强、寿命长。
3、按用户要求,滚筒、制动盘可提供剖分结构,便于运输与井下安装。
在设计上采用螺栓联结,可缩短其安装周期和调整提高精度。
在井下安装好的剖分滚筒,不需另行加工即可达到设计精度要求。
4、减速器有双力线和行星减速器两种,采用分流式中心驱动传动结构形式,传递功率大,传动平稳,噪音小,发热小,重量轻,寿命长。
5、盘式制动灵敏,安全可靠。
采用碟型弹簧产生压力,液压控制,制动时间小于0.3秒。
6、机器控制完全集中在操作台上,方便,灵活。
仪表齐全、操作简便。
7、双筒提升设备设置了齿轮式液压控制快速离合装置,在操纵台上即可实现便捷、轻松的调绳。
8、电控装置设有普通型和PLC控制型,并可根据用户要求,提供直流拖动或变频拖动。
机械行业标准JB

JB/T5502-91XJQ型机械搅拌式浮选机 JB/T5508-2004冷矿振动筛 JB/T56180-1999 防爆电器 产品质量分等(复印) JB/T5877-2002低压固定封闭式成套开关设备 JB/T5936-91工程 机械 机械加工件通用技术条件 JB/T5943-91 工程机械焊接件通用技术条件 JB/T5995-1992工业产品使用说明书机电产品使用说明书编写规定 JB/T6050-2006钢铁热处理零件硬度测试通则 JB/T6052-2005钢质自由锻件加热通用技术条件 JB/T6061-2007无损检测焊缝磁粉检测 JB/T6116-92 JTK型矿用提升绞车试验方法 JB/T6172-2005压力传感器系列型谱 JB/T6239.1-2007工业自动化仪表通用试验方法第1部分:共模 串模抗扰度试验 JB/T6239.1-6239.5-92工业自动化仪表通用试验方法 JB/T6239.2-2007工业自动化仪表通用试验方法第2部分:电源电压频率变化抗扰度试验 JB/T6239.3-2007工业自动化仪表通用试验方法第3部分:电源电压低降抗扰度试验 JB/T6239.4-2007工业自动化仪表通用试验方法第4部分:电源短时中断抗扰度试验 JB/T6239.5-2007工业自动化仪表通用试验方法第5部分:电源快速瞬变单脉冲抗扰度试验 JB/T6328-92交流传动钢绳芯带式输送机电控设备试验方法 JB/T6388-2004YKR型圆振动筛 JB/T6389-92 ZKR型直线振动筛 JB/T6396-2006大型合金结构钢锻件 JB/T6406-2006电力液压鼓式制动器 JB/T6444-2004风机包装通用技术条件 JB/T6445-2005工业通风机叶轮超速试验 JB/T6482-1992 蓄电池车辆用直流电动机型谱 JB/T6483-2005 电精制防爆变压器 JB/T6522-92窄轨工矿电机车用断路器技术条件 JB/T6754.1-1993直流传动矿井提升机电控设备第一部分机组电控设备 JB/T6754.2-1993直流传动矿井提升机电控设备第二部分晶闸管电控设备 JB/T6762-2004矿用隔爆型潜污水电泵 JB/T6886-93通风机涂装技术条件 JB/T6887-2004 风机用铸铁件技术条件 JB/T6888-2004风机用铸钢件 技术条件 JB/T6891-2004 风机用消声器技术条件 JB/T6956-93离子渗氮
常用机加工设备介绍

常用机加工设备介绍(总40页)-CAL-FENGHAI.-(YICAI)-Company One1-CAL-本页仅作为文档封面,使用请直接删除机加工设备介绍(主要针对大型机加工设备)目录1. 镗铣加工中心 (1)1.1 日本TOYODA大型/超大型卧式加工中心:FH系列重切削 (1)1.2 韩国威亚WIA大型卧式加工中心KH1000 (2)1.3 日本三井精机超高精度卧式加工中心HS8A大型/超大型 (3)1.4 韩国WIA大型立式加工中心 (4)1.5 日本TOYODA强力切削大型卧式加工中心:FA800/FA1050 (5)2. 数控车床/车削中心 (5)2.1 日本大隈OKUMA五轴立式数控车床车削中心VTM系列 (6)2.2 日本大隈OKUMA立式数控车床车削中心VTM系列 (8)3. 复合数控机床 (9)3.1 车铣 (9)3.1.1 日本大隈OKUMA车铣复合数控机床MULTUSB750 (9)3.1.2 德国DMG车铣复合数控机床,FD系列 (11)3.1.3 德国DMG车铣复合数控机床CTXbeta1250 (13)3.2 车磨 (13)3.2.1 德国EMAG倒置式立式车磨中心:VSCDS/DDS和VLC-250-DS (13)3.3 钻铣 (15)3.3.1 铝铜型材钻铣复合加工中心PJ-NC6500 (15)3.3.2 国产五轴钻铣复合数控深孔 (15)3.3.3 德国德马吉DMG铣钻加工中心MILLTAP700 (16)4. 数控磨床 (17)4.1 成型 (17)4.1.1 德国Peter-Wolters精密蠕动成型磨床Macro-L (17)4.1.2 日本Okamoto超精密自动曲线成型磨床:UPZ系列 (18)4.2 高精度/超高精度 (19)4.2.1 日本三井精机MITSUISEIKI高精度坐标磨床300G/3GEN/4GDN 194.2.2 美国500型数控坐标磨床 (20)4.2.3 德国peter-wolters大型双端面平面加工机床AC系列 (22)4.3 复杂型面工件 (25)4.3.1 美国1280型数控坐标磨床 (25)4.3.2日本Okamoto超精密自动曲线成型磨床:UPZ系列 (27)4.4 去毛刺机床 (28)4.4.1 热能去毛刺机床 (28)4.4.2 国产真空减压超声波去铸砂去毛刺机,StarCluster (29)4.4.3 德国砂带毛刷复合型抛光去毛刺机床FE700-L (30)1. 镗铣加工中心1.1 日本TOYODA大型/超大型卧式加工中心:FH系列重切削品牌:日本TOYODA型号:FH800S、FH1050S、FH1250SX、FH1250SW应用行业:汽车零部件、金属加工产品特点:在“大型、快速、强力”三项中,达到同级别机型最高性能水平。
直流电机参数

精心整理一、概述1.Z2系列小型直流电机为中华人民共和国机械工业部JB1104-68部颁标准所规定的标准系列小型直流电机。
2.Z2系列小型直流电机共分11个机座号,每个机座号有两种铁心长度,制造有直流电动机、直流发电机、直流调压发电机三种,适用于一般正常的工作环境。
电动机作一般传动用,发电机作为一般直流电源用,调压发电机作蓄电池组充电用。
3.励磁方式:电动机为带有少量稳定绕组的并激或他激励磁。
发电机为复激或他激励磁(额定电压为230伏的发电机),调压发电机为并激励磁(不带串激绕组)。
电机的他激励磁电压制成有110伏或220伏二种。
电动机额定电压110伏的仅有他励电压110伏一种。
4.Z25.前一个1代表11.2.三、Z21.2.四、Z21.Z22.Z23.Z 2-6213配套的异步电动机、变阻器等附件,电刷、刷握等备件的供应,或有特殊要求(如供湿热带地区使用)和须外文说明文件者应在订货合同中注明。
三、型号说明:四、结构简介:本系列电机的机座采用薄钢板多角形叠片结构,具有体积小,重量轻等特点。
适用可控硅整流电源,在负载电流的迅速变化下,电机有良好的换向性能。
整个定子和转子采用无溶剂漆真空压力浸渍(VPI),使绕组具有良好的抗潮能力和机械强度,并且绝缘和导热性能良好。
电枢铁心硅钢片叠装而成,具有良好的导磁性能。
本系列电机全部采用滚动轴承,不停机加油结构,本系列电机的绝缘等级为F级。
五、冷却方式和结构,安装型式:本系列电机的防护等级根据GB/T4942.1和IEC34-5《电机外壳防护分极》标准,外客防护等级有IP23和IP44两种。
电动机冷却方式根据GB/T1993和IEC34-6《电机冷却方法》标准,有IC06、IC17和IC37三种,本系列电动机标准形式的冷却空气入口在电机传动端(非换向器端)。
本系列电动机的防护等级和冷却方法见下表1本系列电动机的安装型式符合GB997和IEC34-7《电机结构及安装型式代号》。
中国品牌SR130C型旋挖钻机使用说明书

SR130C型旋挖钻机使用说明书Operation andﻩﻩﻩmaintenanceﻩﻩmanualSR130C rotary drilling rig三一集团·北京市三一重机有限公司序言尊敬的用户:北京市三一重机有限公司真诚欢迎您成为拥有全液压旋挖钻机的成员。
“三一”提供给您的是一流的产品、一流的质量、一流的服务。
SR130C型旋挖钻机是为适应当前施工技术而开发的新产品;在设计和制造上吸取了国内外著名品牌产品的优点,主要性能参数达到和超过了国际同类型产品的水平.SR130C型旋挖钻机采用了先进的、合理设计的运动机构,工作机动灵活,施工效率高。
SR130C型旋挖钻机的关键零部件采用了国际知名品牌产品,如德国力士乐液压元件、日本高精度密封轴承、美国专业油管接头、优质钻杆等;电气系统拥有完美的CAN-BUS总线技术、基于嵌入式系统的工程机械控制器为核心、是实现机电液一体化控制的一种实时、有效、灵活的新型控制系统,全面负责对发动机、液压泵、液压控制阀和整机的复合控制,及对发动机、液压系统、工作状态进行检测和保护,从而保证了整机的高可靠性。
SR130C型旋挖钻机结构优良、牢固,抗冲击能力强。
动力头能提供超大扭矩;所配套的短螺旋钻头、普通钻斗、捞沙钻斗等钻具,可钻进粘土层、沙层、卵石层和中风化岩石层。
还适合永久性冻土层和普通钻机无法钻进的卵石层施工。
本说明书向您简要介绍了旋挖钻机的结构、零部件、安全、维护保养等有关方面的知识,请您及操作人员应仔细阅读,以便您正确使用、维护和保养您所拥有的旋挖钻机,降低您的使用成本。
尊敬的朋友,谢谢您对北京市三一重机有限公司的信任,选择了SR130C型旋挖钻机。
我们衷心祝愿您在桩基础施工中取得巨大的成功,获得更多的利润空间,万事大吉、心想事成。
北京市三一重机有限公司会对产品进行持续改进和完善,力求尽善尽美,您所购的旋挖钻机可能与本说明书有差异,由此可能会给您会造成不便,敬请谅解。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
数控电动螺旋压力机
一、螺旋压力机发展趋势
模锻件在汽车、工程机械、铁路车辆、航空、国防等工业中应用广泛,随着
轿车工业、国防工业的发展,对模锻件的精度要求越来越高,例如汽车发动机连
杆模锻件质量公差仅±4克,气门采用精密模锻成形后,只需磨削加工。传统模
锻设备如模锻锤、热模锻压力机,很难制作出精密模锻件。螺旋压力机由于滑块
没有固定的下死点,是生产精密模锻件的理想装备。
螺旋压力机在发展阶段中,出现了摩擦压力机、液压螺旋压力机、离合器式
螺旋压力机、电动螺旋压力机四种主要传动形式,现比较如下:
1、摩擦压力机
摩擦压力机是最老的螺旋压力机,结构简单、价格低廉是其主要特点。但是
存在以下问题:
(1) 传动效率低,滑块下行时在0.65左右,滑块回程时在0.35左右。能
耗高,在能源日益紧张的情况下,摩擦压力机的应用将受到制约。
(2) 摩擦带易磨损,需经常更换。
(3) 打击能量不易精确控制。
2、液压螺旋压力机
由于螺旋压力机能锻造出精密锻件,为了发展大吨位的螺旋压力机,60年
代末以来,国外研发成功大型液压螺旋压力机,随后液压螺旋压力机成为我国锻
压界的研究热门。但是,国内只有华中科技大学研发成功6.3MN、16MN液压螺旋
压力机,获我国锻压机械第一个国家发明奖(三等),并在生产中得到应用。国
外液压螺旋压力机最大吨位达140MN。
液压螺旋压力机性能优于摩擦压力机,但是存在以下问题:
(1) 液压系统复杂,管道敷设工作量大,液压泄漏对环境有污染。
(2) 维修技术水平要求高,一般锻造工厂维修困难。
(3) 价格远高于摩擦压力机。
3、离合器式螺旋压力机
上世纪70年代末推出,又称高能螺旋压力机。其特点是具有高的打击能量,
滑块在小行程能输出额定能量值和达到最大锻击力;最大吨位为112MN。但是存
在以下问题:
(1) 机器结构十分复杂,既有机械离合器传动,又有用于滑块回程的液压
传动。
(2) 常用的滑块回程方式是采用液压缸推动滑块,同时使螺杆作反向运动。
在锻击和回程时,主螺杆和螺母的螺牙为同一受力面,润滑液不易补充,导致螺
母螺牙容易损为解决这一问题,HASENCLEVER公司采用低速大扭矩液压马达,通
过螺杆带动滑块回程,这样一来使原本十分复杂的机器变得更为复杂。
4、电动螺旋压力机
电动螺旋压力机采用电机直接驱动飞轮,主机结构比摩擦压力机还要简单,
由于近年电力电子技术取得很大进展,带动电动螺旋压力机得到很大发展,在国
外得到广泛应用,吨位从1.6MN到250MN,最大冷击力可达320MN,是目前除航
空用模锻液压机外吨位最大的模锻设备。德国生产电动螺旋压力机的主要企业有
Müller Weingarten公司、LASCO公司和Beche公司,Müller Weingarten公
司生产2.5MN~250MN三个系列29种规格的产品,LASCO公司生产1.6MN~32MN 2
个系列13个规格的产品,日本ENOMOTO公司生产2.3MN~10MN 3个规格的产品
(以上均为长期运行允许载荷)。
二、武汉新威奇科技有限公司生产的J58K系列数控电动螺旋压力机工作原
理、性能介绍
1、J58K数控电动螺旋压力机传动方案
电动螺旋压力机目前有两种传动形式,一是电机的转子与螺杆轴连为一体的
直接传动形式,如Müller Weingarten公司45MN以下的电动螺旋压力机和华中
科技大学80年代初研制成功的JD58-100型电动螺旋压力机,如图所示。
这一方案的特点是传动环节少,但要设计低速、大扭矩专用电机,螺杆导套
磨损后会影响电机的气隙,电机出现故障维修不易。二是电机经齿轮或皮带传动
带动螺杆的形式。Müller Weingarten公司PZS系列44MN~320MN电动螺旋压
力机采用这一方案。这一方案的特点是专用电机转速较高,转矩较小,可以设计
少数几种规格的专用电机系列供不同吨位压力机使用,电机出现故障时,更换方
便,维护简单;同时,螺杆导套磨损后不会影响电机性能。J58K系列数控电动
螺旋压力机采用了这一方案。
2、J58K系列数控电动螺旋压力机的工作原理
电机经小齿轮、大齿轮、螺杆带动滑块运动,大齿轮有足够的惯量,起着飞
轮储能的作用。输入启动信号后,电机由静止状态经小齿轮、大齿轮带动滑块加
速下行,电机达到预先设置的打击能量所要求的转速时,利用大齿轮储存的动能
作功,使制件成形。大齿轮释放能量后,电机立即带动大齿轮反转,返回一定转
角后,电机进入制动状态,由电动机转为发电机,使大齿轮带动滑块回到预先设
置的位置。此阶段飞轮的能量可经电机反馈到电网,因而能耗损失很小。由于滑
块回程时靠电机制动,机械制动器仅在滑块接近上死点时才工作,制动材料不易
磨损,不需经常更换。
采用齿轮传动,为平衡齿轮的径向作用力均采用双电机驱动,以避免螺杆轴
套产生偏磨。小齿轮与传动电机轴采用摩擦联结,可防止电机超载。J58K-630
以上电动螺旋压力机飞轮内装有摩擦安全装置。
电动螺旋压力机工作原理图
3、J58K系列数控电动螺旋压力机电力拖动系统
电动螺旋压力机电力拖动系统主要有两种形式,以Müller Weingarten公
司为代表的变频驱动拖动系统和以ENOMOTO公司为代表的交流伺服电机拖动系
统。华中科技大学武汉新威奇科技有限公司对两种系统均进行了长期的试验研
究,得出以下看法:
(1)两种拖动系统在性能上没有显著的差别。世界上生产电动螺旋压力机
数量最多(已有3000多台)、吨位最大的Müller Weingarten公司采用变频驱
动拖动系统得到用户的好评和认可,武汉新威奇科技有限公司所拟定的ABB公司
变频驱动拖动及所采用的硬件配置方案,与Müller Weingarten公司产品完全
相同,从而保证了J58K系列电动螺旋压力机的使用性能和可靠性。
(2)适于电动螺旋压力机的大功率交流伺服电机价格昂贵,大吨位电动螺旋
压力机目前无法采用。
4、J58K系列数控电动螺旋压力机主机结构
(1)机身
J58K-1600及以下系列数控电动螺旋压力机的机身采用整体铸钢结构,
J58K-2500及以上系列的机身采用组合结构。机身均经过三维有限元分析和优化
设计,在降低局部应力,保证强度及刚度的条件下,使机身具有合理的结构。
(2)螺杆及螺母
螺杆及螺母的结构参数根据多年积累的经验选择。螺杆采用高强度合金钢,
螺母采用高强度铸铜。考虑到国产材料和制造工艺与德国公司尚有差距,采用的
安全系数较大。例如Müller Weingarten公司5MN电动螺旋压力机的螺杆直径
为180mm,而J58K-500螺杆直径为225mm,
(3)滑块
滑块采用X型导轨,能适应热加工的要求。滑块有较长的导向,并采用铸钢
结构,可承受合理的偏心载荷。
(4)顶出器
由用户提出要求,可采用气动或液压传动两种结构。顶出力根据用户要求设
计。
三、取得以下发明专利和实用新型专利:
一种传动螺母,发明专利号:ZL 97109126.9;
一种用于液压螺旋压力机的联轴器,发明专利号:ZL 97109127.7;
电动机驱动的螺旋压力机,实用新型专利号:ZL 2004 2 0016967.0;
螺旋压力机,实用新型专利号:ZL 03 2 35117.8;5
一种电动机伺服加载装置,实用新型专利号:ZL 00 2 29887.2。
四、J58K系列数控电动螺旋压力机特点
J58K系列数控电动螺旋压力机控制系统采用德国西门子产品,可靠性高,
性能优良:
(1)打击能量可精确设置,成形精度高,制件公差小,特别适合于精密锻
造。
(2)由于能精确控制打击能量,可减轻模具载荷,比摩擦压力机模具寿命
明显提高。
(3)滑块静止时,电机不工作,电耗低。当采用了飞轮能量回收装置后,
还可进一步降低电耗。
(4)结构简单,故障率低,易于维护,无液压驱动单元,使用维护费用明
显减少。
(5)可进行程序锻造,主机能自动按预先设置的每工步打击能量运行。
(6)由于采用了变频驱动,不会对工厂电网产生冲击和影响其它设备运行。
(7)能方便地调整行程高度,回程位置准确。
(8)安装了吨位指示器,保护主机不致超载。
五、电动螺旋压力机与传统摩擦压力机比较有以下优点:
由于打击能量能精确控制,产品的一致性好,偏差小。
模具寿命提高,热锻模寿命一般在4000~6000件,国外模具寿命在
10000~15000件,采用电动螺旋压力机是主要原因之一。我公司有的用
户模具寿命达到40000万件以上。
电耗降低,据现场统计,电动螺旋压力机比摩擦压力机省电30%以上。
武汉新威奇科技有限公司