各工序用表说明
工序能力表(1)
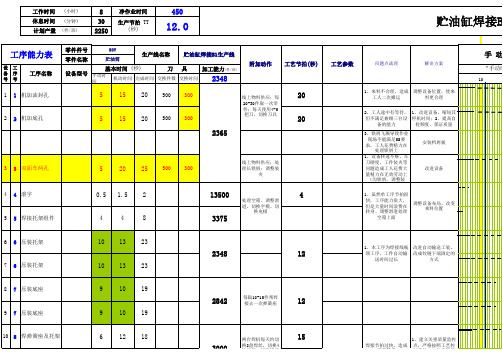
2365
安装档屑板
3
3 双面车两孔
5
20
25
500
300
线上物料供应;处 理长铁屑;调整装 夹
改进设备
4
4 滚字
0.5
1.5
2
13500 3375
处理空箱、调整滑 道、切换字模、切 换电极
4
5
5 焊接托架组件
4
4
8
1、虽然单工序节拍很 快,工序能力很大, 但是大量时间浪费在 转身、调整滑道处理 空箱上面
1、建立关重质量监控 点,严格按照工艺控 制节拍.2、注意焊接 参数控制
12 10 托架整形
2.5
5
7.5
3600 3375 2700 2700
切换冲孔模
13 11 冲孔
6
2
8
7 10 10
14 12 焊接支架
10
0
10
15 13 去焊渣、氧化皮
10
0
10
16 14 气密性检验
4
10
16
3375
17 15 气密性检验
调整设备布局、改变 来料位置
6
6 压装托架
10
13
课程设计-胶囊剂车间工艺说明书
《制药设备与工程设计课程设计》设计题目:年产3亿粒阿莫西林胶囊生产车间工艺设计设计者:蒋清莉刘军杰班级:11 级 5 班学号:********* *********指导老师:***设计日期:2014年6月制药设备与工艺课程设计年产3亿粒阿莫西林胶囊生题目产车间工艺设计学院化学与化工学院专业制药工程班级姓名指导教师2014 年 6 月8 日制药工艺课程设计任务书设计题目:年产3亿粒阿莫西林胶囊生产车间工艺设计一、设计内容和要求1、确定工艺流程及净化区域划分;2、物料衡算、设备选型(按单班考虑;要求有湿法制粒、卧式沸腾干燥、铝塑包装,按单班考虑,年工作日250天)3、紧扣GMP规范要求设计车间工艺平面图;4、卧式沸腾干燥机的安装图(平、立、剖面图1:50);5、编写设计说明书。
二、设计成果1、设计说明书一份,包括工艺概述、工艺流程及净化区域划分说明、物料衡算、工艺设备选型说明、工艺主要设备一览表、车间工艺平面布置说明、车间技术要求;2、工艺平面布置图一套(1:100);3、卧式沸腾干燥安装图(平、立、剖面图1:50);目录第一章.课程设计任务书 (1)第二章.课程设计说明书 (2)一.产品概述 (2)二.处方设计及工艺 (4)三.工艺流程及净化区域划分说明 (4)3.1工艺流程 (4)3.2净化区域划分说明 (5)四.物料衡算 (6)4.1生产制度 (6)4.2物料衡算基准 (6)4.3物料衡算(日工作量) (6)五.工艺设备选型说明 (8)5.1选用原则 (8)5.2设备选用 (8)六.工艺设备主要一览表 (13)七车间工艺平面布置说明 (13)7.1车间布置的原则 (13)7.2车间布置及人流物流的概述 (13)参考文献 (16)绪论(一)阿莫西林胶囊简介【通用名称】:阿莫西林【商品名称】:阿莫西林胶囊【拼音名称】:AMOXILIN JIAONANG【英文名称】:AMOXICILLIN CAPSULES【成份】该品主要成份为阿莫西林,其化学名为(2S,5R,6R)-3,3-二甲基-6-[(R)-(-)-2-氨基-2-(4-羟基苯基)乙酰氨基]-7-氧代-4-硫杂-1-氮杂双环[3.2.O]庚烷-2-甲酸三水合物。
关键工序质量控制记录表

关键工序质量控制记录表摘要:一、关键工序质量控制记录表的概述1.关键工序的定义2.关键工序质量控制记录表的作用3.关键工序质量控制记录表的内容二、关键工序质量控制记录表的编制与使用1.编制关键工序质量控制记录表的要求2.关键工序质量控制记录表的填写方法3.关键工序质量控制记录表的使用与维护三、关键工序质量控制记录表在质量管理中的作用1.提高产品质量2.降低生产成本3.提升企业竞争力四、关键工序质量控制记录表的实例分析1.实例介绍2.实例解析3.实例总结正文:关键工序质量控制记录表是一种用于记录和控制关键工序质量的表格工具,对于提高产品质量和降低生产成本具有重要意义。
关键工序是指对产品性能、可靠性、安全性等方面有决定性影响的工序。
通过关键工序质量控制记录表,企业可以更好地把握产品生产过程中的质量状况,及时发现问题并进行改进,从而提升企业的竞争力。
一、关键工序质量控制记录表的概述关键工序质量控制记录表是一种记录关键工序质量信息的表格,通常包括工序名称、编号、规格型号、生产批次、生产时间、操作人员、检验人员等内容。
通过对这些信息的记录和分析,企业可以更好地了解和控制关键工序的质量。
二、关键工序质量控制记录表的编制与使用编制关键工序质量控制记录表时,企业应确保记录内容真实、准确、完整。
在填写关键工序质量控制记录表时,应根据实际情况详细记录各个关键工序的质量信息。
使用关键工序质量控制记录表时,企业应对记录数据进行定期分析,以便及时发现问题,采取相应措施。
三、关键工序质量控制记录表在质量管理中的作用关键工序质量控制记录表在质量管理中的作用主要体现在以下几个方面:1.提高产品质量:通过对关键工序质量的详细记录和分析,企业可以发现潜在的质量问题,及时进行改进,从而提高产品的整体质量。
2.降低生产成本:关键工序质量控制记录表可以帮助企业更好地了解生产过程中的各种因素,从而优化生产流程,降低生产成本。
3.提升企业竞争力:优质的产品质量和较低的生产成本将有助于企业在激烈的市场竞争中立于不败之地。
产品工艺表范本-概述说明以及解释

产品工艺表范本-范文模板及概述示例1:产品工艺表是一种用于记录产品制造过程中所涉及的各种工艺,工序,工艺参数及工艺规范等信息的表格模板。
产品工艺表范本在制造行业中被广泛应用,能够帮助生产部门和工程师们更好地了解和控制产品制造的流程和质量。
下面我们来详细介绍一下产品工艺表范本的结构和内容要点。
首先,产品工艺表范本通常包括以下几个主要的部分:1. 产品信息:包括产品名称,型号,规格等基本信息。
2. 生产工艺流程:详细描述了产品的制造流程,包括每个工序所需的工艺和工艺参数。
3. 工艺参数:列出了每个工序中需要控制和监测的工艺参数,如温度,压力,速度等。
4. 工艺标准:说明了每个工序中所需遵守的工艺标准和规范。
5. 质量控制点:指明了在整个生产过程中需要进行质量检查和控制的关键工艺点。
6. 工艺检验:描述了每个工序完成后需要进行的工艺检验方法和标准。
通过使用产品工艺表范本,企业可以规范产品制造流程,提高生产效率,减少产品质量问题的发生。
同时,定期更新和优化产品工艺表也是非常重要的,以适应市场需求和技术变化。
总的来说,产品工艺表范本是一种非常有用的工具,能够帮助企业更好地管理和控制产品制造过程,提高产品质量,降低生产成本,以及提升企业的竞争力。
希望广大企业能够重视产品工艺表范本的建立和应用,为企业的发展注入更多的动力和活力。
示例2:产品工艺表范本是制造业中常见的一种工具,用于详细描述产品的生产过程和工艺要求。
在制造产品的过程中,产品工艺表是非常重要的,它可以帮助生产人员了解产品的生产流程,确保产品的质量和一致性。
产品工艺表范本通常包含以下内容:1. 产品名称:描述产品的名称和型号。
2. 工艺流程:详细描述产品的生产过程,包括原材料的采购、加工、装配和成品检验等环节。
3. 工艺要求:列出产品的工艺要求,包括尺寸、形状、材料和工艺标准等。
4. 检验标准:描述产品的检验标准,包括外观检查、尺寸检查和功能性检验等。
生产车间各工序物耗表

三 粉散剂
工序
岗位要求
,废损量不得超过 0.5% 1 严格控制产品装量,确保灌装的数量控制在生产量的 100±1%以内。 2 袋子破损应控制在生产数量的 1%以内。 1 领用的包装材料要验质、验数,入库的产品要由专人填写入库单,做到品名、规格、批 号、数量相符,出现漏数由当事人承担责任。 2 包装结束要检查纸盒等包装材料的平衡情况,除标签外损耗为 0(厂家原因或特殊情况 应上报备案)
1 领用的包装材料要验质、验数,入库的产品要由专人填写入库单,做到品名、规格、批 号、数量相符,出现漏数由当事人承担责任。 2 转移盛药托盘要稳妥,不得造成药瓶破损。否则,每破损 1 支扣 5 分。若没有登记,将 给予负责人一次罚款 10 分。 3 包装结束要检查纸盒等包装材料的平衡情况,除标签外损耗为 0(厂家原因或特殊情况 应上报备案)
操作要稳,预防人为因素造成破损。否则,出现一次倒盘现象,扣除 20 分;
灯检
贴印 包装
1 将检出的不合格品分别进行装量和澄明度统计,并将统计表及时上交车间主任。无记录 者,扣除 50 分。 2 合格品和不合格品均应做出明显标志(如名称、规格、批号、生产日期),不得混放、乱 放 。发现一次为标记的,扣除 20 分; 3 细心操作,预防人为因素造成破损。否则,出现一次倒盘现象,扣除 10 分;
二 粉针产品
工序
标准
洗瓶 细心操作,瓶子的破损率不大于 0.5%(厂家原因或特殊情况应上报备案)
配料 分装
轧盖 封蜡 贴签 印包
确保原料称量准确,收料是细心操作,废损量不得超过 0.5% 1 严格控制产品装量,确保灌装的数量控制在生产量的 100±1%以内。 2 瓶子破损应控制在生产数量的 1%以内,散落胶塞应返回清洗间,不得有损耗(厂家原 因或特殊情况应上报备案), 确保破损数量控制在批量的±1%以内。 1 领用的包装材料要验质、验数,入库的产品要由专人填写入库单,做到品名、规格、批 号、数量相符,出现漏数由当事人承担责任。 2 药瓶破损率应为零。若有破损,每支扣 5 分。若负责人发现破损药品没有登记,将给予 负责人扣 10 分。 3 包装结束要检查纸盒等包装材料的平衡情况,除标签外损耗为 0(厂家原因或特殊情况 应上报备案)
PCB各工序设备产能表

单位:PNL/H; 设备 单台 设备 设备 数量 产量 1 1 1 1 2 75 390 1125 585 110 总设 备产 量 用时:M;数量:N;板宽:L;设备速度:V;缸宽/L:Y 所用公式 备注 平均每款10PNL,每款定尺寸 找材料3分钟。 平均每款80PNL,每款定尺寸 找材料5分钟。 平均每次准备圆角50PNL,运 板1分钟。 平均每次磨板200块,运板时 间为200秒。 平均每天4炉。
备注:此流程瓶颈为磨板机,所以此流程日产能为磨板机产能,产能为2440PNL/班。(磨板机工作10小 时)
磨板机
1
244
244 M=12.3*60/S+60*(L+100)*(N-1)/1000/S
半30*N/15+60*N/20+28*N+(14*N)
阻 手动丝印机 焊 自动曝光机 手动曝光机 显影机
3 3 1 1
102 54 105 337
306 S=600+60*N/20+20*N 162 S=900+60*N/20+45*N 105 S=300+60*N/20+25*N 337 M=10.9*60/S+60*(L+50)*(N-1)/1000/S
平均每款50PNL,换菲林15分/ 次。运板60PNL/20秒。 202 平均每款50PNL,换菲林15分/ 手动曝光机 2 49 M=900+60*N/20+52*N 内 次。运板60PNL/20秒。 层 平均每款50PNL,蚀刻速度为 显影蚀刻退膜机 1 219 219 M=22.5*60/V+60*(L+100)*(N-1)/1000/V 2.3,平均板宽450,每5款调 一次速度。 平均每款板50PNL,更换资料3 AOI检测机 4 91 364 分钟,检测速度36s/PNL。 平均每款板50PNL,更换资料3 VRS检修机 4 82 328 分钟,检测速度40s/PNL。 备注:此流程瓶颈为曝光机,所以此流程日产能为曝光机产能,产能为2020PNL/班。(每班曝光机工作10 小时) 运板用时为60s/20PNL,打靶 打靶机 1 163 163 M=20*N+2*N 速度为20s/PNL。 平均每批50PNL,磨板速度为 棕化线 1 167 167 M=14.2*60/V+60*(L+100)*(N-1)/1000/V 2.3,平均板宽450。 平均每批50PNL,调尺寸2分钟 铆合机 1 116 116 M=120+25*N+4*N (六层板) /次,运板120s/30PNL。 热压115/145/175分/炉,分别 热压机 6 16.4 98 占百分之50/30/20,上下板10 分钟。 压 合 冷压机 3 16.4 98 冷压机完全配合热压机产能。 平均每款板50PNL,每次调机3 分钟。 平均每款板50PNL,每次调机3 双轴铣边机 1 93 93 M=350*N/10+180 分钟。 平均每款板50PNL,每次调机3 单轴铣边机 1 43 43 M=320*N/4+180 分钟。 平均每次磨板200块,运板时 磨板机 1 585 585 M=2*(15+200+3*N) 间为200秒。 备注:此流程瓶颈为热压机,所以此流程日产能为曝光机产能,产能为1176PNL/班。 铣靶机 1 125 125 M=25*N+180
裙类统一单价表-服装工序工价表
裙类统一单价表-服装工序工价表
背景
为了提高服装生产的效率和准确性,制定一份裙类统一单价表和服装工序工价表非常重要。
这份文档将为裙类服装的制作过程提供详细的工序说明和相应的工价。
裙类统一单价表
以下是裙类服装的统一单价表,其中包含了不同类型裙子的制作成本。
表中的价格为每件服装的成本。
注:以上价格为参考价,具体价格可能根据面料和复杂程度有所变化。
服装工序工价表
下面是裙类服装的工序工价表,列出了不同工序的描述以及相应的工价。
工价标注为每件服装的费用。
注:以上工价为参考价,实际工价可能会根据复杂度和时间需求进行适度调整。
使用指南
- 选用适合的裙子类型后,根据统一单价表中给出的价格计算制作成本。
- 根据所需裁剪、缝纫、装饰等工序的数量,使用工序工价表计算相应的工价。
- 考虑到实际情况,可以对统一单价表和工序工价表中的价格进行适度调整。
- 确保计算制作成本和工价时的准确性和全面性。
总结
裙类统一单价表和服装工序工价表是制作裙子时的有用工具,能够帮助衣服制造商更好地控制制作成本并准确计算工价。
工程施工质量验收评定表及填表说明(工区)
水利水电工程表3.13 锚喷支护单元工程施工质量验收评定表表3.13锚喷支护单元工程施工质量验收评定表填表说明填表时必须遵守“填表基本规定”,并符合以下要求。
1.本表适用于锚杆、喷射混凝土以及锚杆与喷射混凝土组合的支护工程。
2.单元工程划分:宜以每一施工区(段)划分为一个单元工程。
3.单元工程量:填写本单元锚喷支护的面积(㎡)和喷射混凝土的体积(m³)。
4.本单元工程施工工序宜分为:锚杆(包括钻孔)、喷混凝土(包括钢筋网制安)2个工序,其中锚杆为主要工序。
本表是在表3.13.1、表3.13.2工序质量验收评定合格后完成。
5.单元工程施工质量验收评定应包括下列资料。
(1)施工单位应提交单元工程中所含工序(或检验项目)验收评定的检验资料,各项实体检验项目的检验记录资料,施工中的见证取样检验及记录结果资料。
(2)监理单位应提交对单元工程施工质量的平行检测资料。
6.锚杆支护单元工程施工质量验收评定标准。
(1)合格标准:工序施工质量验收评定全部合格;各项报验资料应符合SL633—2012的要求。
(2)优良标准:工序施工质量验收评定全部合格,其中锚杆工序施工质量达到优良;各项报验资料应符合SL633—2012的要求。
当只有一个工序时,工序施工质量即为单元工程质量。
水利水电工程表3.13-1 锚喷支护锚杆工序施工质量验收评定表表3.13.1锚喷支护锚杆工序施工质量验收评定表填表说明填表时必须遵守“填表基本规定”,并符合以下要求。
1.单位工程、分部工程、单元工程名称及部位填写要与表3.13相同。
2.检验(测)方法及数量。
(1)施工单位各班(组)的初检记录、施工队复检记录、施工单位专职质检员终检记录,工序中各施工质量检验项目的检验资料,施工中的见证取样检验及记录结果资料。
(2)监理单位对工序中施工质量检验项目的平行检测资料。
4.工序质量标准。
(1)合格标准。
1)主控项目,检验结果应全部符合SL633—2012的要求。
工 序 明 细 表
6-2-7
R
剪脚/補焊
1
25
13.5S
剪鉗/元件脚收集夹具各1PC
03
7
L
洗板
1
22
24S
02
8
R
外观检查
1
25
20S
02
加工位
/
清洗五金片
觸片
1
24
25.5S
小胶锤
03
2
R
裝零线、火线金属銅觸片
1
28
18S
03
3
L
裝彈簧/插保護膠片
1
28
29S
03
4
R
组装PCBA、锁线卡螺絲
L
成品打螺丝
1
52
45S
電批
03
11
R
成品打螺丝
1
52
45S
電批
03
12
L
成品测试
1
26
30S
電源供應插座/計數器
03
13
R
高压测试
1
20
31S
高壓測試儀/高壓測試架各1PC
03
14
L
外观检查/装框
1
27
15S
计数器
03
1
55
56S
電批
03
5
L
组装PCBA、锁线卡螺絲
1
55
56S
電批
03
5-1-6
R
组装地线金属片
1
28
25S
小胶锤
05
6
L
组装零线、火线金属片
1
28
20S
各工序表格教材
各道工序应填报检验表号
各道工序应填报检验表号
各道工序应填报检验表号
各道工序应填报检验表号
各道工序应填报检验表号
各道工序应填报检验表号
各道工序应填报检验表号
各道工序应填报检验表号
各道工序应填报检验表号
各道工序应填报检验表号
各道工序应填报检验表号
各道工序应填报检验表号
各道工序应填报检验表号
各道工序应填报检验表号
各道工序应填报检验表号
各道工序应填报检验表号
各道工序应填报检验表号
各道工序应填报检验表号
各道工序应填报检验表号
各道工序应填报检验表号
各道工序应填报检验表号
各道工序应填报检验表号
各道工序应填报检验表号
资料填写时应注意:
1.签字应齐全完整,不得代签、漏签。
2.表格中主要负责人(如:质检负责人、质检员等)的签字应由监理同意的承包商的正式质检或施工人员本人签署。
3.资料填写应仔细、认真、规整,不得涂改、勾画;必需填写好所有项目,不得有漏项。
必须保持资料的整洁。
4.资料填写完整后,由承包商质检人员报旁站监理。
若资料不合格,监理对所报验内容不予受理。
直至资料达到要求。
5.检测项目有专用表格的采用专用表格填写,没有专用表格的采用分项工程检查记录(通用)进行填写。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
路面工程各工序用表 工 序 名 称 使 用 表 格 分项工程开工报告 A-6(后附施工组织计划) A-2 A-3 A-4 A-15 A-16 天然砂砾垫层 A-14 C-3 C-C C-60 中间交工验收 A-14 C-60 C-C A-8 检评表01 水泥稳定砂基层 A-14 C-60 C-C 中间交工验收 A-14 C-60 C-C A-8 检评表01 沥青表面处治 A-14 C-60 C-C 镶嵌路缘砖 A-14 C-60 C-C 沥青混凝土面层 A-14 C-64 C-C C-60 中间交工验收 A-14 C-60 C-C A-8 检评表01 注:上述表格必须填写相应的施工原始记录、施工技术交底。
土方路基各工序用表 工 序 名 称 使 用 表 格 分项工程开工报告 A-6(后附施工组织计划) A-2 A-3 A-4 A-16 A-15 路基挖方 A-14 C-60
路 基 填 方
基底处理 A-14 C-1 C-2(C-76) C-60 C-C 施原39 路基填筑 A-14 C-2 C-60 C-64 C-C 施原39 施原38 中间交工验收 A-8 桥梁工程各工序用表 工 序 名 称 使 用 表 格 分项工程开工报告 A-6(后附施工组织计划) A-2 A-3 A-4 A-16 A-15
桩基础
桩位检查 A-14 施原21 钻孔桩桩孔 A-14 C-60 C-C C-30 钻孔桩钢筋 A-14 C-60 C-77 C-C 钻孔桩成品 A-14 C-C 施原20 C30 中间交工验收 A-14 C-60 C-C A-8 检评表01
承台
模板安装 A-14 C-C 施原15
钢筋制安 A-14 C-32 C-C 承台成品 A-14 C-39 C-C C-60 中间交工验收 A-14 C-60 C-C A-8 检评表01
墩身
模板安装 A-14 C-C 施原15
钢筋制安 A-14 C-32 C-C 墩身成品 A-14 C-41 C-C C-60 中间交工验收 A-14 C-60 C-C A-8 检评表01
盖梁
模板安装 A-14 C-C 施原15
钢筋制安 A-14 C-32 C-C 盖梁成品 A-14 C-42 C-C C-60 中间交工验收 A-14 C-60 C-C A-8 检评表01
预制板 底座检查 A-14 C-C 模板安装 A-14 C-C 施原15 钢筋制安 A-14 C-32 C-C
管道坐标 C-C (附于钢筋制安后) 成品检查 A-14 C-43 C-C 中间交工验收 A-14 C-60 C-C A-8 检评表01 张拉 A-14 C-46 C-C 施原24 施原25 压浆 A-14 C-C 施原26 中间交工验收 A-14 C-60 C-C A-8 检评表02 桥梁工程各工序用表 工 序 名 称 使 用 表 格 分项工程开工报告 A-14 C-47(C-78) C-C C-60 中间交工验收 A-14 C-60 C-C A-8 台背处理 A-14 C-60 C-C 施原38
枕 梁
模板安装 A-14 C-C 施原15
钢筋制安 A-14 C-32 C-C 枕梁成品 A-14 C-44 C-C C-60 桥头 搭板
钢筋制安 A-14 C-32 C-C
成品检查 A-14 C-44 C-C C-60
砼 护 栏 模板安装 A-14 C-C’施原15 钢筋制安 A-14 C-32 C-C
成品检查 A-14 C-44 C-C C-60 中间交工验收 A-14 C-60 C-C A-8 检评表01
栏杆 及安 全带 模板安装 A-14 C-C 施原15 钢筋制安 A-14 C-32 C-C
成品检查 A-14 C-51 C-C C-60 中间交工验收 A-14 C-60 C-C A-8 检评表01 桥面 铺装
钢筋制安 A-14 C-33 C-C
成品检查 A-14 C-48 C-C C-60 中间交工验收 A-14 C-60 C-C A-8 检评表01 伸缩缝安 装
钢筋制安 A-14 C-32 C-C
成品检查 A-14 C-49 C-C C-60 中间交工验收 A-14 C-60 C-C A-8 检评表01
锥 坡
基坑 A-14 C-17 C-C C-60
基础 A-14 C-13 C-C C-60 锥坡 A-14 C-13 C-C C-60 中间交工验收 A-14 C-60 C-C A-8 检评表01 涵洞工程各工序用表 工 序 名 称 使 用 表 格 分项工程开工报告 A-6(后附施工组织计划)A-2 A-3 A-4 A-16 1、钢筋混凝土盖板明涵 基坑 A-14 C-17 C-60 C-C 施原10 基坑垫层 A-14 C-72 C-C 施原11 施原38 砼基础
模板安装 A-14 C-73 C-C 施原15
成品检查 A-14 C-35 C-C C-60 施原14 施原18 砼台身
模板安装 A-14 C-73 C-C 施原15
成品检查 A-14 C-41 C-C C-60 施原14 施原18 盖板预制
模板安装 A-14 C-C C-73 施原15 钢筋制安 A-14 C-32 C-C 施原17 成品检查 A-14 C-45 C-C C-60
砼台帽 模板安装 A-14 C-C C-73 施原15 钢筋制安 A-14 C-32 C-C 施原17
成品检查 A-14 C-42 C-C C-60 施原14 施原18
盖板
安装 A-14 C-47 C-C C-60
铺装成品检查 A-14 C-48 C-C C-60 八字墙
基础 A-14 C-36 C-C C-60 施原13
墙身 A-14 C-14 C-C C-60 施原13 涵底及洞口铺砌 A-14 C-14 C-C C-60 水渠基坑 A-14 C-17 C-C C-60 施原10 水渠 A-14 C-10 C-C 台背回填 A-14 C-C C-60 C-71 施原38 中间交工验收 A-14 C-60 C-C A-8 检评表01 涵洞工程各工序用表 工 序 名 称 使 用 表 格 分项工程开工报告 A-6(后附施工组织计划)A-2 A-3 A-4 A-16 1、钢筋混凝土盖板明涵 基坑 A-14 C-17 C-60 C-C 施原10 基坑垫层 A-14 C-72 C-C 施原11 施原38 砼 基 础
模板安装 A-14 C-73 C-C 施原15
成品检查 A-14 C-35 C-C C-60 施原14 施原18 砼 台 身
模板安装 A-14 C-C C-73 施原15
成品检查 A-14 C-41 C-C C-60 施原14 施原18 盖 板 预 制
模板安装 A-14 C-C C-73 施原15 钢筋制安 A-14 C-32 C-C 施原17 成品检查 A-14 C-45 C-C C-60 盖板安装 A-14 C-47 C-C C-60 现浇钢筋砼边板
模板安装 A-14 C-73 C-C 施原15 钢筋制安 A-14 C-32 C-C 施原17 成品检查 A-14 C-44 C-C C-60
现浇砼台帽 模板安装 A-14 C-73 C-C 施原15 钢筋制安 A-14 C-32 C-C 施原17
成品检查 A-14 C-C C-42 C-60 施原14 施原18 八 字 墙
基础 A-14 C-36 C-C 施原13
墙身 A-14 C-14 C-C 施原13 涵底及洞口铺砌 A-14 C-14 C-C C-60 水渠基坑 A-14 C-17 C-C C-60 施原10 水渠 A-14 C-10 C-C 台背回填 A-14 C-C C-60 C-71 施原38 中间交工验收 A-14 A-8 C-C C-60 检评表01 砌筑、排水工程各工序用表 工 序 名 称 使 用 表 格 分项工程开工报告 A-6(后附施工组织计划)A-2 A-3 A-4 A-16 1、护坡 基坑 A-14 C-C C-60 C-17 基础 A-14 C-C C-60 C-13 护坡 A-14 C-C C-60 C-13 中间交工验收 A-14 C-C C-60 A-8 检评表01 2、导流堤 基坑 A-14 C-C C-60 C-17 导流堤 A-14 C-C C-60 C-16 中间交工验收 A-14 C-C C-60 A-8 检评表01 3、排水沟 基坑 A-14 C-C C-60 C-17 浆砌排水沟 A-14 C-C C-60 C-10 中间交工验收 A-14 C-C C-60 A-8 检评表01 4、改移水渠 基坑 A-14 C-C C-60 C-17 改移水渠 A-14 C-C C-60 C-10 中间交工验收 A-14 C-C C-60 A-8 检评表01 5、边沟 基坑 A-14 C-C C-60 C-17 边沟 A-14 C-C C-60 C-10 中间交工验收 A-14 C-C C-60 A-8 检评表01