偏心轴的加工与设计PPT
车削加工技术补充课件—偏心件、细长轴、薄壁件加工---薄壁件加工技能训练

二、技能知识点
1、掌握薄壁零件加工的方法、要点; 2、掌握薄壁零件加工所用刃具;操作车床进行加工; 3、能对薄壁零件进行工艺分析和质量分析; 4、利用相应夹具加工薄壁零件的操作技能; 5、薄壁零件的车削加工方法、步骤、要点及质量控制; 6、车床操作的技能提升;车加工质量保证的技能提升; 7、切削用量选用的技能提升;车床日常保养技能的提升;
复习提问
1、薄壁零件有何特点?车削加工要用到哪些车床附件? 2、车削加工薄壁零件工件要注意些什么? 3、车削薄壁零件工件时,工件的装夹方式如何? 4、车削薄壁零件如何选择切削用量、切削液? 5、车削薄壁零件,如何保证加工的质量? 6、如何进行薄壁零件车加工?
2021/5/27
一、理论知识点
1、薄壁零件的结构特点、技术要求。 2、识读薄壁零件图,并依图备料。 3、薄壁零件加工的基本操作技能、技巧。 4、薄壁零件加工的工艺分析及质量分析的方法。 5、薄壁零件加工的技术要点。
3)根据“图样”,制定加工工艺路线 4)依实际情况备料:45钢Φ50×35 Φ50×50 (每人1件) 5)选择工件的装夹方式(单夹式?一夹一顶?两 顶式?) 6)车床及其附件调整、试车。
2021/5/27
通过本课题的学习和训练,重点掌握薄壁零件的 基本知识及其刃磨方法、要领、技巧
通过本课题的学习和训练,重点掌握薄壁零 件车削加工基本知识技能(方法、要领、技巧)
车加工技术
任务十 偏心件、细长轴、薄壁件加工
子任务 3 薄壁件加工(2)
薄壁件加工训练
建议:8课时
1
2021/5/27
学习目的
薄壁工件的结构特点、作用; 利用相应夹具加工薄壁零件的操作技能; 薄壁件的车削加工方法、步骤、要点及质量控制;
《轴类零件加工工艺》课件
详细描述
轴类零件是各种机械设备中必不可少的组成部分,广泛 应用于汽车、机床、电机、船舶、航空航天等领域。例 如,在汽车中,轴类零件用于连接发动机和传动系统, 传递动力,驱动车辆行驶;在机床中,轴类零件用于支 撑旋转刀具或工件,实现切削加工;在电机中,轴类零 件用于传递扭矩,驱动发电机或电动机运转。因此,轴 类零件的性能和加工质量对机械设备的性能和使用寿命 具有重要影响。
直接测量法
通过直接测量工件尺寸、几何形 状等参数,与标准值进行比较, 判断是否符合要求。
比较测量法
使用标准量具与被测工件进行比 较,确定工件是否合格。
检测方法与工具
• 自动检测法:利用传感器、计算机等设备实现自动检测和 记录,提高检测效率和精度。
检测方法与工具
卡尺
用于测量长度、宽度、厚度等参数。
随着环保意识的提高,绿色制造技术成为未 来制造业的发展方向,轴类零件加工行业也 不例外。
详细描述
绿色制造技术包括节能减排、资源循环利用 、环保材料等,这些技术的应用能够降低轴 类零件加工过程中的能耗和排放,减少对环 境的污染,实现可持续发展。
新材料的应用与挑战
总结词
随着新材料技术的不断发展,新型材料在轴类零件加工中的应用越来越广泛,同时也带 来了一些挑战。
精加工
加工精度
精加工阶段需要进一步提高零件的加 工精度和表面质量。
余量控制
冷却方式
选择适当的冷却方式,如切削液、润 滑油等,以降低切削温度、减少刀具 磨损。
合理控制余量,避免过多或过少余量 导致的问题。
表面处理
表面粗糙度
偏心工件加工及夹具设计
偏心工件加工及夹具设计摘要轴类零件是机器中经常遇到的典型零件之一。
它在机械中主要用于支承齿轮、凸轮以及连杆等传动件,按照结构类型不同,轴可以分为很多种如:阶梯轴、锥度心轴、空心轴、凸轮轴等,轴的长径比小于5的称为短轴,大于20的称为细长轴,大多数轴介于两者之间,轴用轴承支承,与轴承配合的轴段称为轴颈。
轴颈是轴的装配基准,它们的精度和表面质量一般要求较高。
根据零件的结构类型、及其功能,运用定位夹紧的知识从而完成了夹具设计。
关键词:轴类零件、轴颈、夹具、工艺分析The shaft parts are one of the typical parts of the machine.. It in the machinery is mainly used to support gear, cam and connecting rods and other transmission parts, according to the different structure types of axis can be divided into many types such as stepped shaft, taper mandrel, a hollow shaft, camshaft, long shaft diameter ratio is less than 5 for short axis, more than 20 are referred as the slender shaft, most of the shaft in between, shaft bearing, and bearing with the shaft segment known as the axle journal. The axis of the journal is the axis of the assembly reference, and their accuracy and surface quality are generally higher. According to the structure type and function of parts, the fixture design is accomplished by using the knowledge of positioning and clamping..目录目录 (1)偏心工件的加工一.问题的引出 (2)二、垫片厚度与垫片形状的选择 (3)三、偏心工件的车削 (4)四、加工偏心工件时容易产生的问题及应注意的事项....................................... 5.6五、结语.... .. (6)偏心工件夹具设计一.偏心夹具的设计思路 (7)二.偏心夹具结构分析 (8)三.线切割找正和加工 ..........................................9.10.11四.锁紧装置结构特点 (12)五.夹具的应用 (13)结束语 (14)致谢词 (15)偏心工件的加工及夹具设计对偏心工件车削加工的研究一、问题的引出人们通常把圆柱面轴线平行且不相重合的零件称为偏心工件,平行轴线之间的距离叫偏心距。
【PPT】轴的设计及计算
轴段⑥:取d5=d3=50mm。为使齿轮相对壳体对称布置,基 于和轴段③同样的考虑,取l6=34 mm。这样轴承跨距为132 mm, 由此可进行轴和轴承等的计算。
图10-12 轴的结构设计图
(4) 按弯曲和扭转复合强度对轴进行强度计算。 绘出轴的计算简图(如图10-13(a)),根据结构设计参数 lAB=lCD=66mm齿轮的受力计算 6 P 6 3.15 T = 9.55 × 10 = 9.55 × 10 N ⋅ mm = 376031.25N ⋅ mm n 80
轴段③:齿轮两侧对称安装一对轴承,选择36210,宽度 为20mm,取d3=50mm。左轴承用套筒定位,根据轴承对安装 尺寸的要求,轴肩高度取3.5mm。该轴段的长度l3 的确定如下: 齿轮两侧端面至箱体内壁的距离取10mm(箱体铸造精度的要 求)。轴承采用脂润滑(润滑方式选用见11.6.1节),为使轴 承和箱体内润滑油隔绝, 应设挡油环(兼作套筒定位),为此 取轴承端面至箱体内壁的距离为10mm,故挡油环的总宽度为 20mm。综合考虑,取l3=45mm。
图10-6 越程槽和退刀槽
图10-7 键槽的布置
提高轴的疲劳强度 提高轴的疲劳强度 1. 结构设计方面 结构设计方面 改进零件的结构以消除或减小应力集中。零件的疲劳破坏 通常从最大应力处开始,而应力集中往往是疲劳裂纹的根源。 因此,在轴的结构设计中应考虑以下几点: ① 轴肩过渡处尽量避免直径尺寸变化过大, 并采用较大的 过渡圆角。若过渡圆角受到轴尺寸的限制,可采用凹切圆角或 卸荷槽等减少应力集中的结构, 如图10-8所示。 ② 过盈联接的轴, 可在轮毂上开卸荷槽。 ③ 尽量避免在轴上打横孔。 ④ 轴上加工的键槽根部要有足够大的圆角。
(3) 轴的结构设计。 根据轴的结构设计要求,轴的结构草图设计如图10-12所示。 轴段①,②之间应有定位轴肩;轴段②,③及③,④之间应设置 台阶以利于装配;轴段④,⑤及⑤, ⑥之间应有定位轴肩。各 轴段的具体设计如下 轴段①:轴的输出端用HL4尼龙柱销联轴器, 孔径40 mm, 孔长84 mm。取d1=40mm,l1=70mm。 轴段②:取轴肩高2.5 mm,作定位用,故d2=45mm,该尺寸 还应满足密封件的直径系列要求。该段长度可根据结构和安装要 求最后确定。
偏心曲轴零件加工和分析

绪论本设计的课题,不仅让我们系统全面的巩固了以前学的理论知识,还让我们把自己所学的理论知识运用到实际操作中去。
理论联系实际使我们对理论知识更加巩固,实践就为我们走向社会打下了坚实的基础。
在机械传动中,回转运动变为往复直线运动或直线运动变为回转运动,一般都用偏心轴或曲轴来完成,如车床主轴箱中的偏心轴、汽车发动机中的曲轴等。
外圆与外圆、内孔与外圆的轴线平行但不重合的工件称为偏心工件。
其中外圆与外圆偏心的工件称为偏心轴,内孔与外圆偏心的工件称为偏心套,两轴线之间的距离称为偏心距e,曲轴实际上是形状比较复杂的偏心轴。
车削偏心的基本原理是:把所有加工偏心部分的轴线找正到与车床主轴线重合,但应根据工件的数量、形状、偏心距的大小和精度要求相应地采用不同的装夹方法。
1偏心工件加工在机械加工领域中我们经常遇到各种各样的偏心曲轴,他也是比较难加工的一类工件,所以在车间里也经常遇到,在车间加工中,结合所学的理论知识,我对其有如下认识。
外圆与外圆、内孔与外圆的轴线平行但不重合的工件称为偏心工件。
其中外圆与外圆偏心的工件称为偏心轴,内孔与外圆偏心的工件称为偏心套,两轴线之间的距离称为偏心距e 。
偏心可以使回转运动变为往复直线运动或直线运动变为回转运动。
1.1偏心工件的装夹方法1〉.三爪(a )三爪自定心卡盘加垫块(如图1.1)。
对于数量较少,长度较短,偏心距在8mm 范围以内,且偏心距要求不高的工件,可采用在三爪自定心卡盘上加垫块的办法,装夹偏心工件,其垫块厚度的计算公式;X=1.5e ±k k ≈1.5△e式中;X:垫块厚度(mm )K:偏心距的修正值(mm )e:偏心工件的偏心距(mm ),实测偏心距e<e 取+,实测偏心距e<e 取—。
△e :实测偏心距误差(mm )(b)三爪自定心卡盘与花盘配合。
对于偏心距不大,长度较短,精度要求较高,批量较大,没有专用夹具的偏心工件。
可采用三爪自定心与花盘配合来装夹偏心工件。
轴类零件的加工工艺PPT课件
第14页/共17页
4.3 轴类零件的加工工艺
③ 表面粗糙度;轴颈的表面粗糙度值Ra 应与尺寸公差等级相适应。公差等级为IT5的Ra值为 0.4 ~ 0.2µm ; 公 差 等 级 为 IT6 的 Ra 值 为 0.8 ~ 0.4µm ; 公差等 级 为 IT8 ~IT7 的 Ra 值 为0.8 ~0.6µm 。 装 配定 位 用 的 轴 肩 Ra 值 通 常 为 1.6 ~ 0.8µm 。 非 配 合 的 次 要 表 面 Ra 值 常 取 6.3µm 。 该 轴 的两 支 承 表面 及 ø22 配 合 表 面 为 0.8µm , ø15 配 合 表 面 为 1.6µm , 键 槽 底 孔 为 6.3µm,其余为12.5µm。
⑴ 切断毛坯表面,最好用外圆车刀先把 工件车圆,或开始时尽量减小走刀量,防止“扎刀” 而损坏车刀。
第10页/共17页
4.3 轴类零件的加工工艺
⑵ 手动进刀时,摇动手柄应连续、均匀,避免 因切断刀与工件表面摩擦,使工件表面产生冷硬现象 而迅速磨损刀具,在即将切断时要放慢进给速度,以 免突然切断而使刀头折断。
4.3 轴类零件的加工工艺
4.3.5 切槽和切断
在车削加工中,当工件的毛坯是棒料且很长时, 需根据零件长度进行切断后再加工,避免空走刀;或 是车削完后把工件从原材料上切下来,这称为切断。
沟槽是在工件的外圆、内孔或端面上切有各种 形式的槽,沟槽的作用一般是为了退刀和装配时保证 零件有一个正确的轴向位置。
⑶ 用卡盘装夹工件时,切断位置尽可能靠近卡 盘,防止引起振动;由一夹一顶装夹工件时,工件不 完全切断,应取下工件后再敲断。
⑷ 切断过程中如需要停车,应先退刀再停。
第11页/共17页
4.3 轴类零件的加工工艺
偏心轴的加工
2工装 设计
为满 足 生产需 要 ,保证 偏心 轴的加 工 质 量 ,提 高生 产效率 ,设 计 了相应 两套 工装 。 2 1 在加 工 外 圆 3 _0为 3 .一 . 0 04 ._ 05 之后 ,加 工偏心 外 圆 巾4 .时 ,设计 15 了如 图2 所示 偏心 套 。虽然 巾3 .-. 0 502 。 0 偏 心 后 自身 能 传 递 主 轴 扭 矩 ,但 为 了装 夹可
r
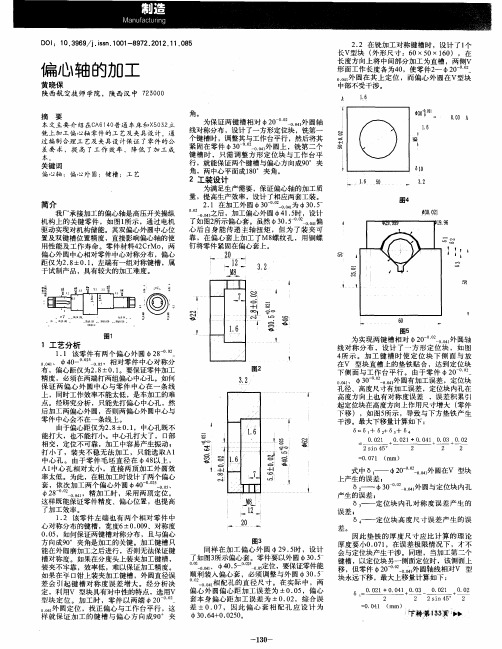
为 实现 两键 槽 相 对 中2 -'_ 0 1 圆轴 002 0 04 外 线 对 称 分 布 ,设 计 了 一 方 形 定 位块 ,如 图 4 示 。 加 工 键 槽 时 使 定 位 块 下 侧 面 与 放 所 在 V 型块 直 槽 上 的 垫铁 贴 合 ,达 到 定 位块 下 侧 面 与 工 作 台平 行 。 由于 零 件 2 一 0 0. 02 3 0 。 圆有 加 工误差 ,定 位 块 外 0 0 41、 孔 径 、高度尺 寸有 加工 误差 ,定 位块 内孔 在 高 度方 向上也 有 对称 度误 差 ,误 差积 累引 起 定位块 在 高度方 向上 作用 尺 寸增大 ( 件 零 下 移 ) ,如 图5 所示 ,导 致 与下 方垫 铁 产 生 干 涉 。最大下 移量 计算 如下 :
角。 为 保证 两 键 槽相 对 2 -. 外 圆轴 002 0 线 对称分 布 ,设计 了一 方形 定位块 ,铣第一
00 ^ .3
差 要 求 ,提 高 了工作 效率 , 降低 了加 工 成
本。
关键 词
偏 心 轴 ;偏 心 外 圆 ;键 槽 ; 工 艺
个 键槽 时 ,调整 其与 工作 台平行 ,然 后将其 紧固 在零 件 3 -" 041外 圆上 ,铣 第 二个 002 0 0 键 槽 时 ,只 需 调 整 方 形 定 位块 与 工作 台平 行 ,就 能保 证两个 键槽 与偏 心方 向成9 。夹 0 角 ,两 中心 平面 成 10 8 。夹 角 。
偏心轴的机械加工工艺设计

职业技术学院毕业设计课题偏心轴的机械加工工艺设计系名称机电工程系专业班级机电大专1901学生姓名学号02指导教师师徒时间2015. 5.20摘要根据设计任务书的要求,本设计说明书针对轴类零件的加工工艺的设计进行说明。
机械加工工艺规程是车间中一切从事生产的人员都要严格认真执行的工艺技术文件,按照它来组织生产,就可以使各工序科学的衔接,实现优质高产和低能耗。
本设计主要内容包括进行零件的工艺性审查,进行毛坯的选择,选择基准,拟定机械加工工艺路线的,确定机械加工余量、工序尺寸及公差,选择机床及工艺设备,确定切削用量(确定背吃刀量、进给量、切削速度),填写加工工艺文件,填写机械加工工艺卡片。
关键词:偏心轴加工工艺工序加工工艺卡片目录前言 (1)第一章概述一.轴类零件的作用与类型 (1)二.机械加工工艺 (1)第二章零件的工艺性审查 (4)一.零件的结构特点 (4)二.加工表面及其要求 (5)三.零件材料 (5)第三章毛坯的选择 (6)一.确定毛坯类型及制造方法 (6)二.确定毛坯的形状尺寸及公差 (6)三.毛坯的技术要求 (6)第四章选择基准 (7)一.粗基准选择 (7)二.精基准选择 (7)三.定位基准选择 (7)第五章拟定机械加工工艺路线 (8)一.基本加工路线可归纳为四条。
(8)二.加工顺序。
(8)第六章确定机械加工余量、工序尺寸 (8)第七章选择机床及工艺装备 (9)一.选择机床 (9)二.选择工艺装备 (9)1.偏心加工工艺 (9)2.螺纹加工工艺 (9)3.选择刀具 (9)第八章确定切削用量 (11)一.背吃刀量 (11)二.进给量 (12)三.切削速度 (12)四.主轴转速 (12)第九章机械加工工艺卡片 (14)一.工件装夹示意图 (14)二.工艺卡片 (15)小结 (17)致谢 (18)参考文献 (19)前言随着科技的不断发展,机电一体化技术在企业中发挥越来越重要的作用。
机电一体化技术正逐渐得到广泛的应用,对零件进行加工之前,工艺分析具有非常重要的作用。