滚动轴承检修及质量标准..共27页
滚动轴承的状态检测与故障诊断ppt课件

43.0Hz
Fourier Spectrum(M b)- Input (Mgnitude)
Wrking:
Input:
Input:FFT
Anal
yzer
87.0H
130.0Hz
260.0Hz
0
40
80
120
160
200
24z]
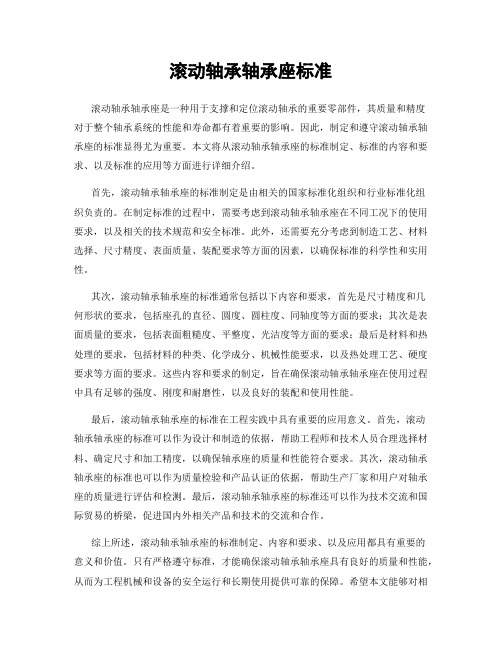
经过包络处理之后,不平衡、松动、皮带轮偏斜、轴向窜动等频率都被滤 掉了,只用考虑轴承故障和泵进排液阀冲击。而进排液阀产生的冲击频率是泵 转频的1、3、6 …倍,包络谱中主要频率分量是43Hz、87Hz、130Hz、260Hz, 不是转频5.58Hz 的倍频分量,由此断定故障不是由泵进排液阀窜绕引起的。当 轴承跑内圆或轴承磨损使间隙增大时也会在包络谱上产生转频及其谐波分量。 经过比对,这些频率分量是滚动体故障频率14.7Hz 的3、6、9、18倍频,表明滚 动体出现故障,并且很严重。
命。
2)磨损
由于滚道和滚动体的相对运动和尘埃异物引起表面磨损,润滑不良会加剧磨 损,结果使轴承游隙增大,表面粗糙度增加,降低了轴承运转精度,因而也 降低了机器的运动精度,表现为振动水平及噪声的增大。
3)擦伤
由于轴承内外滚道和滚动体接触表面上的微观凸起或硬质颗粒使接触面 受力不均,在润滑不良、高速重载工况下,因局部摩擦产生的热量造成接触 面局部变形和摩擦焊合,严重时表面金属可能局部熔化,接触面上作用力将 局部摩擦焊接点从基体上撕裂。
随着轴承的运转,轴承滚动表面会产生轻微的缺陷,这些轻微缺陷引 起的振动会激起轴承部件的固有频率(fn)振动或轴承支承结构共振, 一般振 动频率在500Hz~2kHz。
第二阶段
边频爷
1仪
3)第三阶段:轴承缺陷频率及其倍频振动阶段
滚动轴承轴承座标准
滚动轴承轴承座标准滚动轴承轴承座是一种用于支撑和定位滚动轴承的重要零部件,其质量和精度对于整个轴承系统的性能和寿命都有着重要的影响。
因此,制定和遵守滚动轴承轴承座的标准显得尤为重要。
本文将从滚动轴承轴承座的标准制定、标准的内容和要求、以及标准的应用等方面进行详细介绍。
首先,滚动轴承轴承座的标准制定是由相关的国家标准化组织和行业标准化组织负责的。
在制定标准的过程中,需要考虑到滚动轴承轴承座在不同工况下的使用要求,以及相关的技术规范和安全标准。
此外,还需要充分考虑到制造工艺、材料选择、尺寸精度、表面质量、装配要求等方面的因素,以确保标准的科学性和实用性。
其次,滚动轴承轴承座的标准通常包括以下内容和要求,首先是尺寸精度和几何形状的要求,包括座孔的直径、圆度、圆柱度、同轴度等方面的要求;其次是表面质量的要求,包括表面粗糙度、平整度、光洁度等方面的要求;最后是材料和热处理的要求,包括材料的种类、化学成分、机械性能要求,以及热处理工艺、硬度要求等方面的要求。
这些内容和要求的制定,旨在确保滚动轴承轴承座在使用过程中具有足够的强度、刚度和耐磨性,以及良好的装配和使用性能。
最后,滚动轴承轴承座的标准在工程实践中具有重要的应用意义。
首先,滚动轴承轴承座的标准可以作为设计和制造的依据,帮助工程师和技术人员合理选择材料、确定尺寸和加工精度,以确保轴承座的质量和性能符合要求。
其次,滚动轴承轴承座的标准也可以作为质量检验和产品认证的依据,帮助生产厂家和用户对轴承座的质量进行评估和检测。
最后,滚动轴承轴承座的标准还可以作为技术交流和国际贸易的桥梁,促进国内外相关产品和技术的交流和合作。
综上所述,滚动轴承轴承座的标准制定、内容和要求、以及应用都具有重要的意义和价值。
只有严格遵守标准,才能确保滚动轴承轴承座具有良好的质量和性能,从而为工程机械和设备的安全运行和长期使用提供可靠的保障。
希望本文能够对相关行业的技术人员和管理人员有所帮助,促进滚动轴承轴承座标准化工作的深入开展和推进。
滚动轴承验收规范
1范围本规范规定了电机用内径由20mm至110mm的深沟球轴承和内径为110mm的圆柱滚子轴承的验收标准和验收方法。
2引用标准GB/T307.1-2005滚动轴承向心轴承公差GB/T307.2-2005滚动轴承测量和检验的原则及方法GB/T307.3-2005滚动轴承通用技术规则ZQ15-84Y系列电机轴承暂行规定GB/T276-1994滚动轴承深沟球轴承外形尺寸GB/T283-1994滚动轴承圆柱滚子轴承外形尺寸JB/T5314-2002滚动轴承振动(加速度)测量方法JB/T3573-2004滚动轴承径向游隙的测量方法JB/T8921-1999滚动轴承及其商品零件检验规则GB3177-1997光滑工件尺寸的检验JB/T8880-2000电机用深沟球轴承技术条件3检验项目3.1轴承质量合格证3.2轴承外观质量3.3轴承的内径、外径及尺寸精度的检查3.4轴承的振动值3.5轴承径向游隙3.6轴承的残磁检验4检验方法4.1检查轴承质量合格证。
⑴检查产品名称、厂名、厂址、油封日期等标识是否齐全。
⑵油封日期不得超过十个月。
4.2检查轴承外观质量:轴承零件不允许有裂纹及严重卡伤、锈蚀和缺陷、毛刺、氧化皮。
4.3轴承的内径、外径尺寸及公差的测量。
⑴设备:测量仪表为分度值0.0005的比较仪。
⑵验收方法:抽样检验。
⑶标准:内径、外径公称尺寸应符合表1的规定、尺寸精度应符合表2规定、测头半径及测力应符合表3的规定、抽样方法及标准应符合表4的规定(样本大小为表4的一半)。
⑷注意事项:a测量标准温度为20℃被测轴承、仪表应处于同一温度下。
b.测量区域:应在离开套圈端面最大倒角的区域内进行。
c.测量基准面:通常选择非打字面。
4.4轴承振动值的检查。
⑴设备:S0910型轴承振动测量仪(用于内径为70mm及以下),S9912型轴承振动测量仪(用于内径为80mm至110mm)。
⑵验收方法:抽样检验。
⑶标准振动值应符合表5的规定(密封轴承为加盖后的振动值)⑷抽样方法及标准按表4的规定(样本大小为表4的一半)表1 轴承内径、外径公称尺寸单位:mm表2 轴承的尺寸精度单位:μm注:①△dmp表示单一平面内平均内孔直径偏差。
轴承零件热处理检验规范
图 2-4 洛氏硬度检验
4.2.1.2 硬度:去掉脱碳层,套圈在端面上等分三点;园锥或园柱滚子在外径上等分三点;退火件在布 氏硬度计上检查;淬、回火件在洛氏硬度计上检查。回火后每个品种每批轴承零件应进行硬度抽查。 4.2.2 酸洗检查:按 JB/T1255—2001 文件中附录 C 执行。 4.2.2.1 套圈取 2—5 件。滚动体取 2--5 件。 4.2.3 金 相 检 查 : 套 圈 及 滚 动 体 均 取 1 — 2 件 。 也 可 不 定 期 检 查 , 图 1-4 。
现超过变形值者,可不进行检查,但在下车间发现有超过变形值者,仍由热处理检查负责。 (2)检查方法和适用的仪器,变形:检查套圈变形使用百分表、D913、D713。 4.2.5 裂纹检查:轴承零件淬回火后,不允许有裂纹,裂纹检查可用磁力探伤﹑冷热酸洗及其他仪器方法检 查,有争议时已探伤检查为准。 4.2.6 脱碳及软点检查:表面脱碳及软点可用冷酸洗检查,脱碳层深度以最深处为准,成品不允许有软点。 4.2.7 外观检查:热处理淬回火产品必须经过抛丸处理,表面必须光亮,均匀。不允许有花倒角,滚子小端
第3页共4页
滚动轴承零件热处理质量检验作业规范
Q/QCHJ30006—2013
面麻点黑斑现象。 5、检查员应经常检查操作者执行工艺的情况,对违犯者有权制止。 6 批的处置
判定为合格的批次,有质检部检查员抽查合格后签字允许专递至下工序加工。检查过程中所发现 的不合格品应及时隔离标示,分析原因,寻找解决办法,重新加工。 5.本规范自二〇一三年五月五日执行。 6.本规范技术质检部起草
超过
到
Mix
滚动轴承检测方法ppt课件
dBn: 冲击脉冲值的标准分贝。用来评定滚动轴承工作状态的标准
dBn =dBsv- dBi
dBc : 地毯分贝,其数值为每秒产生200个冲击脉冲信号的最高读数,
工作状态良好的滚动轴承地毯值一般低于10
隆启科技
冲击脉冲法
dBi 70 45 30 10 -10 60 dBn 35 20 0
绿色: 黄色: 红色:
式中:
A tx t x t
2 2 h
1 t tan
x t k x t
隆启科技
包络解调分析法
幅值A(t)就是信号x(t)的包络信号,这样经过希尔伯特变换检波,除 去高频的振动分量,然后用含有缺陷激振分量的A(t)代替原始信号x(t) 进行频谱分析,便可以进行缺陷的故障诊断。
滚动轴承故障的检测方法
铁谱分析
隆启科技
隆启科技
振动信号法
振动信号法几种方法:
1.峰值检测法
滚动轴承运行主要故障特征:振动大、温度高、噪声响 检测振动峰值(一般为振动加速度峰值),配合温度检测和噪声比较
2.崤度检测法
峭度:
4 = x x dx f
1g (pk)、1.1(rms )、1kHz 1g (pk)、22(rms )、50Hz
隆启科技
包络解调分析法
无故障
外圈故障
内圈故障
保持架故障
隆启科技
包络解调分析法
SKF的方法
加速度包络值(gE) 频率范围:500Hz~10kHz,进行特殊处理
加速度包络的平均峰值
推荐值:
隆启科技
振动尖峰能量
6. 振动尖峰能量(SPIKE ENERGY-恩泰克专利技术)
振动尖峰能量主要用于监测诊断滚动轴承和齿轮的缺陷。所 谓振动尖峰能量(gSE)就是“短瞬间内金属碰撞和随机振动所产 生的通过机器的结构外传的振动脉冲能量。测量振动加速度,通 过高通滤波,滤掉5kHz以下的频率分量, 因为一般机械振动故 障如不对中和不平衡等产生的振动通常都低于5kHz,振动脉冲能 量激发支撑机构的自振频率,这种频率作为载波频率与轴承故障
第13章滚动轴承第1节

---
---
5
四.滚动轴承的类型选择
主要考虑以下几个因素:
1.轴承的载荷 重载选滚子轴承; 载荷的大小 轻载选球轴承。
{
载荷的方向
只有径向力时选向心轴承; 只有轴向力时选推力轴承 同时有径向、轴向力时, 选角接触轴承或向心与 推力轴承组合。
2.轴承的转速 轴承有极限转速nlim ,应使n <nlim。 球轴承极限转速高于滚子轴承。 当工作转速高时应选球轴承或轻系列轴承。
滚动轴承代号举例
62312 深 沟 球 轴 承
---
7 2 0 8 AC /P5
---
内 无 公 径 特 差 殊 等 结 级 构 代 号 略 60mm
---
---
/P0 /C0
---
游 隙 代 号 略
---
角 内 接 公 接 径 触 差 触 角 等 球 级 轴 级 承 度
40mm α =25
---
3.调心性能要求(用球面轴承)
不同心 轴的刚度低
4.安装和拆卸(选可分离轴承)
内径代号: 04, 05, …… , 96
内径mm: 20, 25, …… , 480 内径代号: 00, 01, 02, 03 返回
内径mm: 10, 12, 15, 17
d
返回
d
返回
D
内部结构代号: 表示同一类型轴承的不同内部结构,用 字母表示。 如公称接触角为15O、25O和40O的角接 触 球轴承,分别用 C、AC 和 B 表示内部结 构的不同。 返回
轴承的公差等级代号: 用字母和数字表示: 公差等级分为2、4、5、6和0,共5个 公差等级,公差等级依次由高到低, 6x级仅适用于圆锥滚子轴承,0级为普 通级,在轴承代号中省略不标,其余 公差等级分别用/P2、/P4、/P5、 /P6和/P6x表示。返回
滚动轴承安装前轴的检修
哈
尔
滨
轴
承
第3 2卷
斜长 的不 同而 变化 。前斜 角度根 据下式计算 : ( ) 2 ,其中d是螺纹 的前端直径 。 /L x
3 导柱 螺旋复合铰 刀的加工 工 艺
根 据设 计 要求 ,编 制导 柱 螺旋 复 合铰 刀 的加 工工 艺 流程 为 :车各 部 一 铣方 尾 一 铣 刃 沟 一铣 修光 刃 刃 背 去 毛 刺 一 热处 理 、喷砂 一 研 两 端
线和 内标线相对强度线用分析标 志评定 ,得 出c r 元素含量是否符合 。 多年来对成 品和外购配件检测简单列 出4 组 编号 的材 料 进行 对 比测试 见 表 2。
表ห้องสมุดไป่ตู้2 测 试 结 果 对 比
选择铬3 组光谱线 ,见 图 1,分析标 志见 表
1。
5 结束语
图 1 铬3 组光谱线
气 .
哈
尔
滨
轴
承
第 3 卷 2
4 实际加 工操作
刀片焊接时 ,刀片伸 出刀体前端面的尺寸一
定 要考虑 刀片焊接 时伸 出量 的尺寸公 差 ,因为 先车刀体 ,车刀体时端面及外圆要找正 ,必 焊 刀 片 目测 伸 出量 跟 实 际 有 出入 ,磨 锥 面外 圆 05 须先车端面外 圆,一次装夹车合格。第二步磨两 时 ,由于 采 用 M6 2 磨 削 ,磨 床 行程 不 够 ,只有 7 0 0 端 平 面 ,磨 完 后 钻 安 装 孔 ,钻 安 装 孔 用 钻 模 加 把床头搬到l。3 角 ,机床导轨搬至l。 ,这 5 工 。第 三 步铣 刀 槽 ,刀 槽部 分 简 图见 图 2。 刀槽 样才能保证磨 出的5 。锥面角后合格 ,磨削后能 安全 退 出 。又 由于 此刀 外 圆在 刀 尖 处有 宽 3 m度 a r 的错位值 由公式 :口 位 s 5 ×D工 半 +t8 × 错 =i 。 n 件 径 g。 2 0 2 +刀片厚度 ,刀槽 的高度 由公式: =D成 直 数 为6 。 3 的主偏 角 ,所 以外 圆直 径 是空 间 尺 ( 品径 寸 ,必须根据三角函数计算 出实际尺寸才能保证 +1 +刀 片 高度 ) / 2。为 了切 削 平稳 ,排 屑 通 畅 , 结构见 图 排 屑 槽 增 加 铣 二 次 刃背 工 序 ,排 屑 槽 槽 深 由公 各种角度磨出后外圆尺寸准确 。刀体 2 4 式: 一 l 出 。铣 排 屑槽 部分 简 图见 图 3 得
滑动轴承检修及维修50页PPT
END
16、业余生活要有意义,不要越轨。——华盛顿 17、一个人即使已登上顶峰大的突破在于信任人。——马云 19、自己活着,就是为了使别人过得更美好。——雷锋 20、要掌握书,莫被书掌握;要为生而读,莫为读而生。——布尔沃
滑动轴承检修及维修
16、人民应该为法律而战斗,就像为 了城墙 而战斗 一样。 ——赫 拉克利 特 17、人类对于不公正的行为加以指责 ,并非 因为他 们愿意 做出这 种行为 ,而是 惟恐自 己会成 为这种 行为的 牺牲者 。—— 柏拉图 18、制定法律法令,就是为了不让强 者做什 么事都 横行霸 道。— —奥维 德 19、法律是社会的习惯和思想的结晶 。—— 托·伍·威尔逊 20、人们嘴上挂着的法律,其真实含 义是财 富。— —爱献 生
圆锥滚子轴承检验规范
圆锥滚子轴承检验规范 Q/QCHJ30003—20101.本规范规定了圆锥滚子轴承的技术要求及检验规范,适用于本公司成品圆锥滚子轴承的生产检验和外购圆锥滚子轴承的进货检验.2.引用文件GB/T307.1-2005 滚动轴承 向心轴承 公差GB/T307.2-2005 滚动轴承 测量和检验的原则和方法GB/T307.3-2005 滚动轴承 通用技术规则JB/T8921-1999 滚动轴承及其商品零件检验规则JB/T1255-2001 高碳鉻轴承钢滚动轴承零件热处理技术条件3.检验规则3.1公司生产的圆锥滚子轴承成品和外购的圆锥滚子轴承成品按上述标准生产和检查。
按下列要求进行验收。
3.1.1圆锥滚子轴承检查项目及特性分类按表 1下技术要求。
3.2.1 轴承套圈及滚动体热处理标准按JB/T1255-2001 高碳鉻轴承钢滚动轴承零件热处理技术条件执行,同一零件的硬度均匀性应在1HRC以内。
第 2 页 共 4 页3.2.2 套圈在终检前应进行退磁,残磁强度不得超过表3的规定3.2.4.1产品的标识按公司《印字标识规范》执行;用户有要求的按用户要求执行。
3.2.4.2清洗涂油防锈包装按公司《成品轴承清洗涂油包装工艺规程》执行。
用户有要求的按用户要求执行,出厂前检查出的不合格应予更换或重新包装。
3.2.5零件外观要求轴承零件表面不允许有裂纹,锐边,毛刺和锈蚀;不允许有磨伤,划伤,麻点,碰卡伤,棱子等机械损伤。
不允许有氧化皮,黑皮;倒角要亮化处理,不得有阴阳脸,色泽不均匀现象或热处理油污或污渍;零件配合表面不允许有打磨痕迹。
滚道不允许有上道工序加工痕迹,超精加工应纹路均匀一致,不允许有擦伤,碰卡伤,支承印;亮带,砂轮花等。
大、小油沟应深浅均匀一致,位置准确没有偏位现象。
3.2.6轴承装配质量轴承零件配套装配后,应旋转灵活平稳,无阻滞,干涉或异常窜动现象。
保持架不允许有压合伤,变形,错位现象。
不允许有明细错位。
滚动轴承检查基础
各1件
2粒
0
0
1
1
检验项目 内圈、外圈圆度 滚动体圆度
抽样数 各1件 2粒
接收数 0 0
拒收数 1 1
内圈、外圈工作表面粗 糙度
滚动体工作表面粗糙度 寿命与可靠性 密封轴承温升性能 密封轴承漏脂性能 密封轴承防尘性能 圆锥(圆柱)滚子轴承 内圈、外圈滚道凸 度 圆锥(圆柱)滚子轴承 、滚针轴承滚动体 凸度 注1 、 注2、
扭簧比较仪
百分表/千分表
一、轴承检查仪器型号表示法 仪器型号的组成:是由汉语拼音字母和阿拉伯数据组合而成
第一位用汉语拼音字母,表示仪器测量项目
第二位用数字,表示被测量的轴承类型。
第三位用数字,表示被测量的轴承零件。
第四位用数字,表示同类测量仪器不同规格由小到大尺寸的顺
序号。
悬臂 升降螺母 立柱 V形叉 平板 底座
4、轴承内径垂直度检测 C923、C924型 轴承套圈内径中心线对端面垂直度测量仪 性能特点:本仪器采用比较法测量原理,用于轴承内圈中心线对端面 的垂直度测量。
GB/T 307.2-2005
GB/T 307.2-2005
成品轴承五项旋转精度检测仪B002
圆度误差
工作表面粗糙度 钢球压碎载荷 钢球压缩试验 滚针弯曲试验
5
5 9 3 5
0
0 0 0 0
1
1 1 1 1
圆锥(圆柱)滚子、滚 针凸度
注1 、
5
0
1
钢球压碎载荷、压缩试验、滚针的弯曲试验分别按JB/T1255-2001、JB/T10336-2002的规定 注2、 用户对凸度项目有要求时,可作为关键项目,并根据样品图样等技术文件检验
第三位数字的含义 0——内圈、外圈或轴圈、座圈。 1——外圈或座圈。 2——内圈或轴圈。 3——保持架。 4——滚子。 5——钢球。 9——成品