激光振镜运动控制器
激光振镜整合方案

激光振鏡整合方案
激光振镜整合方案可以根据具体需求设计,以下是一个可能的整合方案:
1. 系统激光源:选择合适的激光源,如半导体激光器或固体激光器,并配置适当的波长和功率。
激光源应具有稳定的输出和长寿命。
2. 光学系统:设计一个光学系统来控制激光束的传输和聚焦。
可以使用透镜、凸透镜、棱镜等光学元件进行激光束的成形和调节。
例如,使用凸透镜来聚焦激光束,或使用棱镜来改变激光束的传输方向。
3. 激光振镜:选择适用于激光振镜的振镜,通常应选择高反射率的金属镜以提高激光光束的反射效率。
振镜应具有高稳定性、高精度和长寿命。
4. 驱动系统:设计一个驱动系统来控制激光振镜的运动。
可以使用电动机、步进电机或伺服系统来驱动振镜。
驱动系统应具有高精度、高速度和稳定性。
5. 控制系统:开发一个控制系统,可以通过电子或电脑控制激光振镜的运动。
控制系统应具有实时性,可以精确地控制激光振镜的运动和位置。
6. 应用领域:根据具体需求,将整合方案应用于相应的领域,如激光切割、激光打标、激光测距等。
可以根据不同的应用需
求进行定制化设计。
这只是一个基本的整合方案示例,具体方案取决于应用需求和预算限制。
在实施整合方案之前,需要进行详细的需求分析和系统设计。
激光振镜整合方案

激光振鏡整合方案介绍激光振鏡整合方案是一种将激光技术与振鏡技术相结合的创新方案。
通过将激光器和振鏡器件进行整合,可以实现更高效、更精确的激光控制和调节。
本文将从激光振鏡整合方案的原理、应用领域、优势以及发展前景等方面进行深入探讨。
原理激光振鏡整合方案的原理主要涉及两个方面:激光技术和振鏡技术。
激光技术激光技术是一种通过受激辐射产生的高纯度、高亮度、高相干性的光束。
激光器是激光技术的核心设备,它通过激发激光介质中的原子或分子,使其处于激发态,然后通过受激辐射的过程,将能量以激光的形式释放出来。
振鏡技术振鏡技术是一种通过改变光束的传播方向和光束的相位来实现光束控制的技术。
振鏡器件通常由反射镜和位移器件组成,通过改变反射镜的位置或角度,可以实现光束的调节和控制。
激光振鏡整合方案激光振鏡整合方案将激光器和振鏡器件进行整合,实现了激光的精确控制和调节。
通过改变振鏡器件的位置或角度,可以改变激光光束的传播方向和相位,从而实现对激光的调节。
激光振鏡整合方案的核心在于将激光器和振鏡器件进行精确的对准和整合,以确保激光器和振鏡器件之间的光束传输的高效率和高精度。
应用领域激光振鏡整合方案在很多领域都有广泛的应用。
激光加工激光振鏡整合方案可以在激光加工领域中发挥重要作用。
通过对激光光束的控制和调节,可以实现对材料的精确加工和切割。
激光振鏡整合方案可以提高激光加工的效率和精度,同时降低能量损耗和成本。
激光通信激光振鏡整合方案在激光通信领域中也有广泛的应用。
激光通信是一种通过激光光束传输信息的技术,它具有传输速度快、抗干扰能力强等优势。
激光振鏡整合方案可以实现对激光光束的调节和控制,提高激光通信的传输质量和稳定性。
光学成像激光振鏡整合方案在光学成像领域中也有重要应用。
通过对激光光束的控制和调节,可以实现对目标物体的精确成像和测量。
激光振鏡整合方案可以提高光学成像的分辨率和准确性,同时降低成像过程中的光损耗和噪声。
优势激光振鏡整合方案相比传统的激光技术和振鏡技术具有以下优势:1.高效性:激光振鏡整合方案可以实现激光的精确控制和调节,提高激光的利用效率和能量利用率。
激光焊接振镜的工作原理

激光焊接振镜的工作原理
激光焊接中的振镜是扫描控制光束的关键部件,其工作原理可以概括为:
一、振镜的功能
1. 振镜可以改变激光光束的方向。
2. 通过振镜的运动可以实现对光束的快速扫描。
3. 控制光斑在焊缝上高速移动,获得理想焊缝。
二、结构与类型
1. 平面振镜:平面镜由电磁驱动机构带动摆动。
2. 多面振镜:多面镜通过步进电机驱动旋转扫描。
3. 旋转单面镜:单面镜匀速旋转,光线依照反射定律偏转。
三、工作原理
1. 振镜的摆动或旋转改变入射光的反射角度。
2. 不同反射角度形成不同方向的出射光。
3. 受控制的振镜运动产生规律的光斑运动。
4. 光斑快速扫描覆盖焊接区域。
四、频率与扫描模式
1. 控制振镜摆动频率可改变扫描速度。
2. 电机带动振镜做定向运动实现不同扫描模式。
3. 中心逃逸等扫描模式使能量分布更均匀。
五、关键技术
1. 高动态响应的驱动控制系统。
2. 光学设计减少各向异性。
3. 扫描模式的运动学优化。
4. 与激光器功率匹配的rades设计。
振镜的技术直接影响着扫描的精细度和稳定性,是获得高质量激光焊接的关键部件。
其工作原理需要光机结合进行综合考虑与设计。
三维振镜原理
三维振镜原理一、引言三维振镜原理是一种基于光学原理的技术,通过控制三维振镜的运动,实现对光束的精确控制和定位。
它在许多领域如激光加工、光学通信、医学成像等方面都有广泛的应用。
本文将从三维振镜的构造、工作原理以及应用等方面进行阐述。
二、三维振镜的构造三维振镜由两个旋转轴和一个倾斜轴组成,通过控制这三个轴的运动,可以实现对光束的方向和位置的精确调整。
其中,旋转轴用于控制光束的左右旋转,倾斜轴用于控制光束的上下倾斜。
振镜的构造通常由驱动器、感应器和反射器组成。
驱动器负责控制振镜的运动,感应器用于检测振镜的位置和角度,反射器则用于将光束反射到目标位置。
三、三维振镜的工作原理三维振镜的工作原理基于光的反射和折射原理。
当光束照射到振镜上时,振镜上的反射器会将光束反射到目标位置。
通过控制振镜的运动,可以改变光束的方向和位置。
例如,当旋转轴和倾斜轴同时运动时,光束的方向会发生变化;当只有旋转轴运动时,光束会在水平方向上旋转;当只有倾斜轴运动时,光束会在垂直方向上倾斜。
四、三维振镜的应用1. 激光加工三维振镜在激光加工领域有着广泛的应用。
通过控制振镜的运动,可以使激光束在工件表面进行精确的切割、打孔或焊接。
这种精确控制的能力使得激光加工具有更高的效率和更好的质量。
2. 光学通信在光学通信中,三维振镜可以用于调整光束的方向和位置,以实现光信号的传输和接收。
通过控制振镜的运动,可以使光束准确地对准接收器,从而提高通信的稳定性和可靠性。
3. 医学成像在医学成像中,三维振镜可以用于控制光束的扫描范围和速度,以实现高分辨率的图像获取。
通过控制振镜的运动,可以使光束在被测物体上进行精确的扫描,从而得到清晰的图像。
五、总结三维振镜原理是一种基于光学原理的技术,通过控制振镜的运动,实现对光束的精确控制和定位。
它在激光加工、光学通信、医学成像等领域有着广泛的应用。
通过本文的阐述,我们可以了解到三维振镜的构造、工作原理以及应用等方面的知识。
激光振镜_XY2-100

The STATUS bit is '1' when at least one of these conditions is false.
Timing specifications
Clock to data timing
Description data-in setup time data-in hold time
Pin configuration
Pin
1 / 14 2 / 15 3 / 16 4 / 17 5 / 18 6 / 19 7 / 20
13
Name
IO1- / IO1+ IO2- / IO2+ IO3- / IO3+ IO4- / IO4+ IO5- / IO5+ IO6- / IO6+ IO7- / IO7+
STATUS
The status bit is sent by the deflection system, it is not synchronised with the SENDCK input.
The STATUS bit is '0' when: - the X axis position < maximum position error and - the Y axis position < maximum position error and - the effective rotor X current < warning level and - the effective rotor Y current < warning level and - the digital regulator runs.
激光精密设备振镜的工作原理讲解
激光精密设备振镜的工作原理
一、教学目标
掌握激光精密设备振镜的工作原理
二、激光精密设备振镜的工作原理
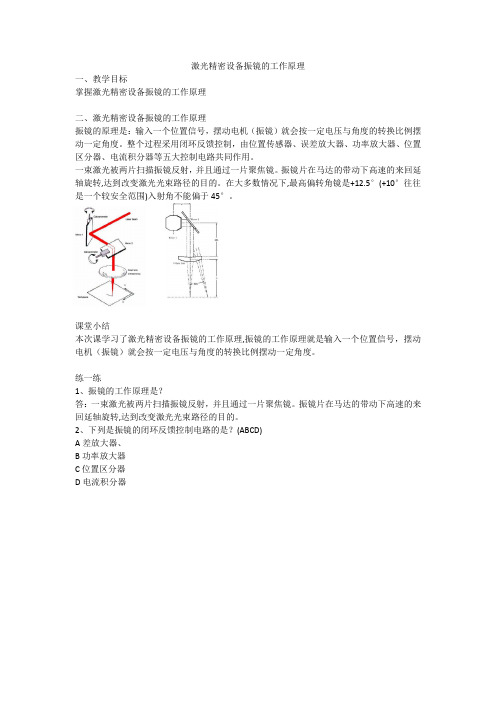
振镜的原理是:输入一个位置信号,摆动电机(振镜)就会按一定电压与角度的转换比例摆动一定角度。
整个过程采用闭环反馈控制,由位置传感器、误差放大器、功率放大器、位置区分器、电流积分器等五大控制电路共同作用。
一束激光被两片扫描振镜反射,并且通过一片聚焦镜。
振镜片在马达的带动下高速的来回延轴旋转,达到改变激光光束路径的目的。
在大多数情况下,最高偏转角镜是+12.5°(+10°往往是一个较安全范围)入射角不能偏于45°。
课堂小结
本次课学习了激光精密设备振镜的工作原理,振镜的工作原理就是输入一个位置信号,摆动电机(振镜)就会按一定电压与角度的转换比例摆动一定角度。
练一练
1、振镜的工作原理是?
答:一束激光被两片扫描振镜反射,并且通过一片聚焦镜。
振镜片在马达的带动下高速的来回延轴旋转,达到改变激光光束路径的目的。
2、下列是振镜的闭环反馈控制电路的是?(ABCD)
A差放大器、
B功率放大器
C位置区分器
D电流积分器。
振镜的调试
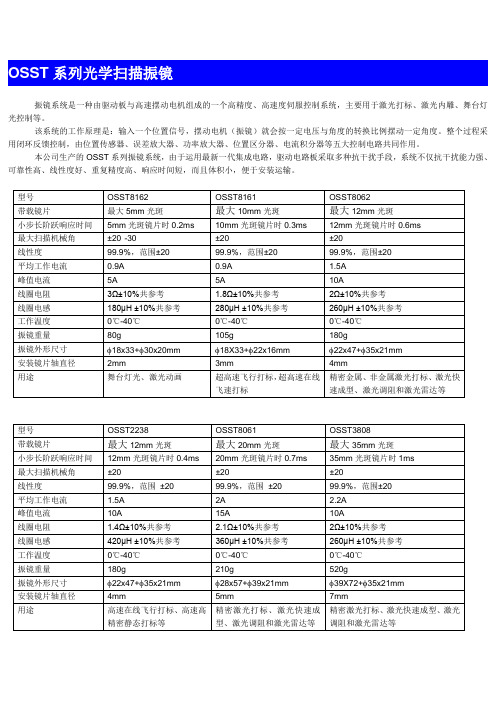
振镜系统是一种由驱动板与高速摆动电机组成的一个高精度、高速度伺服控制系统,主要用于激光打标、激光内雕、舞台灯光控制等。
该系统的工作原理是:输入一个位置信号,摆动电机(振镜)就会按一定电压与角度的转换比例摆动一定角度。
整个过程采用闭环反馈控制,由位置传感器、误差放大器、功率放大器、位置区分器、电流积分器等五大控制电路共同作用。
本公司生产的OSST系列振镜系统,由于运用最新一代集成电路,驱动电路板采取多种抗干扰手段,系统不仅抗干扰能力强、可靠性高、线性度好、重复精度高、响应时间短,而且体积小,便于安装运输。
OSST8161 OSST8062 OSST2238
OSST8061
OSSH系列光学扫描振镜
OSSH系列高速扫描振镜系统采用目前国际最流行和最成熟的技术和工艺。
电机采用动磁式结构,角度检测采用高精度电容式传感技术,所以本公司出产的扫描振镜控制系统具有输出力矩大,转动惯量小、速度快、精度高以及运行稳定等特点。
驱动板采用贴片技术,具有体积小、抗干扰能力强等优点。
系统综合性能、技术指标均已达到或超过国际同类产品。
型号OSSH22OSSH28
适合激光光斑直径最大10mm最大16mm
电机摆角范围(机械角)±20°±20°
线性度(±20°范围内)99.9 %99.9 %
系统线性区响应速度(视镜片惯量而定)<0.35-0.50ms<0.50-0.70ms
模拟输入阻抗200K±1%Ω200K±1%Ω
电子线路稳定度20ppm/ o C20 ppm/ o C
注:可根据客户要求提供打标头。
激光打标机振镜参数

激光打标机振镜参数1. 激光打标机简介激光打标机是一种利用激光束对物体进行刻印、划线、打孔等加工的设备。
它具有高精度、高速度、高稳定性等优点,在工业生产中得到了广泛应用。
其中,振镜系统是激光打标机的关键部件之一,它能够实现激光束的精确定位和快速扫描。
2. 振镜系统的组成振镜系统主要由两个旋转镜——X轴振镜和Y轴振镜组成。
X轴振镜负责水平方向上的扫描,Y轴振镜负责垂直方向上的扫描。
两个振镜通过电机驱动,在激光打标的过程中,通过不同的控制信号来控制振镜的转动角度,从而实现激光束的两维扫描。
3. 振镜参数的选择3.1 高速振镜和低速振镜激光打标机的振镜系统可以选择不同速度的振镜。
高速振镜适合于需要进行大面积快速刻印的应用,而低速振镜则适合于需要进行精细加工的应用。
在选择振镜参数时,需要根据具体的加工要求来进行调整。
3.2 效率与精度的平衡振镜的精度和扫描速度存在一定的平衡关系。
提高振镜的精度可以获得更清晰、更精细的刻印效果,但会降低扫描速度;而提高扫描速度可以提高生产效率,但可能会牺牲一定的刻印精度。
在实际应用中,需要根据具体的需求来选择适当的参数。
4. 振镜参数的调节4.1 需要调节的参数振镜系统的参数调节主要涉及以下几个方面:•振镜的起始位置:控制振镜的起始位置可以实现对刻印位置的精确定位。
•振镜的角度范围:控制振镜的角度范围可以调整激光束的扫描范围。
•振镜的速度:控制振镜的速度可以实现对刻印速度的调节。
4.2 参数调节的方法参数的调节通常需要借助激光打标机的控制软件进行操作。
通过软件可以实时监测振镜的位置和角度,并进行调整。
在调节参数时,可以根据实际需要进行逐步调试,并观察激光打标的效果,逐步优化参数设置。
5. 振镜系统的维护和保养振镜系统作为激光打标机的核心部件之一,需要进行定期的维护和保养,以确保其正常工作和稳定性能。
以下是一些常见的维护和保养措施:5.1 清洁振镜表面振镜的表面往往会沾有灰尘等杂物,这些杂物会影响激光束的传输和反射。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
激光振镜运动控制器(GE-200-SV-SCAN)
激光振镜运动控制器是一款有针对性的运动控制器,其最大特点就是将振镜控制、激光控制和运动控制有机的结合起来,具有较好的高频和高效率特性。
激光振镜运动控制器的开发主要面向提出控制振镜电机的特殊要求的用户群。
基于该控制器,无需增加别的硬件就可以在
一台机器上同时完成振镜的打标和轨迹切割功能。
运动控制功能
两轴联动的连续轨迹插补运动。
运动暂停、停止、恢复。
支持缓冲区运动和立即运动。
限位触发时自动停止运动。
控制周期为200μs,用于管理速度规划,与插补精度无关。
硬件捕获原点和编码器Index信号,高速位置锁存,具有良好的重复定位精度。
直线插补的脉冲输出频率可稳定工作在256KHz。
圆弧插补的脉冲输出频率可达到160KHz,径向误差在±0.5pulse之内。
用户可通过命令取消运动控制器对报警信号和限位信号的管理。
底层循环程序缓冲区(8K)存储用户运动信息,提高通讯效率。
用户可编程坐标偏移,便于缓冲区运动方式下,坐标的重新建立。
两轴脉冲输出,或两路振镜输出,输出方式可选择。
提供电机运动延时,时间单位为200μs。
振镜控制功能
模拟量输出只针对振镜输出,提供两轴联动插补运动:
u模拟电压信号与位置成一定关系,通过特定的误差修正表,产生XY坐标系相
应坐标位置下对应的模拟电压输出值,或者以线性比例关系输出DA值。
当系统(振镜)的工作速度为最高速度10000mm/s时,最高分辨率为0.04mm。
u
模拟电压信号的刷新周期≤30μs。
u
可通过软件实现各轴输出方式的切换,即联动轴可以是两个脉冲输出的电机轴,
或两个振镜输出,或一个电机轴一个振镜(轴)。
利用通用IO 0口的探针捕获功能,结合振镜运动,可实现飞行打标功能,支持模
拟飞行打标和带编码器反馈的飞行打标两种方式。
本激光振镜控制器提供两种方式和振镜驱动器接口,一种是模拟电压方式,一种
是兼容XY2-100协议。
对于振镜控制,提供缓冲区模式下的运动延时,时间单位为10μs。
激光控制功能
提供一路高速IO对激光开关进行控制。
提供激光状态改变的延时时序逻辑处理,高低电平变换延时时间可不同,激光延迟
的单位为1μs。
激光能量输出方式:脉冲占空比、频率输出控制。
激光工作频率输出范围:200Hz~55KHz,系统默认为200Hz。
u
占空比输出范围为:0%~100%,最小变化量为1%,系统默认为50%。
u 若激光能量输出是频率输出方式,则频率的最小分辨率为200Hz;默认的频率输
出为200Hz。
u
提供激光输出的能量控制方法:
能量随动方式:控制激光能量的输出跟随加工速度的变化而变化。
u 段间直接输出方式:在轨迹段间改变激光能量输出的大小。
u
u雕刻或图象扫描方式:该功能是专门用于激光图象扫描的功能,核心功能由硬件完成。
运动速度快、精度高。
同时该功能可以做坡度雕刻,也可以配合YAG激光器完
成点阵的激光雕刻。
注:在位置比较输出控制方式时,能量输出方式必须为占空比输出方式。
工作在缓冲区连续轨迹运动时,可通过指令随时修改激光能量偏移量。
控制输入输出
输出轴数为2轴,每轴2路光电隔离限位开关信号、1路光电隔离原点信号及1
路光电隔离驱动器报警信号输入。
光电隔离2路驱动器使能信号和2路驱动器复位信号输出。
2路脉冲输出(可选择PULSE+DIR或±PULSE),均为差动输出信号。
2路模拟电压信号输出,分辨率为16位,输出范围在-10V~+10V之间。
2路高速IO输出(用于激光输出),2路PWM信号(用于激光能量输出)。
3路编码器反馈(编码器输入频率可达8MHz,2路为轴编码器信号,1路为辅助
编码器信号)和2路INDEX信号捕获。
其他
通用数字输入输出
16路通用数字输入和16路通用数字输出。
l
接口形式
适合标准ISA, PC104, PCI总线。
l
GE-200-SV-SCAN运动控制模块+PC机。
l
GE-200-SV-SCAN运动控制模块+嵌入式平台。
l
系统软件
Windows l 98/2000/NT设备驱动程序及示教软件,扩展动态链接库,DOS环境
C和C++函数库。
l驱动程序的安装:支持WIN98、WINNT、WIN2000、WINXP操作系统以及DOS操作系统;PCI板卡必须按照说明书指示的流程安装,ISA板卡在WINDOWS操作
系统下也必须安装。