22MnB5 热变形行为研究及本构方程建立
高熵合金热变形行为研究进展

第 1 期第 45-56 页材料工程Vol.52Jan. 2024Journal of Materials EngineeringNo.1pp.45-56第 52 卷2024 年 1 月高熵合金热变形行为研究进展Research progress in hot deformation behavior of high entropy alloys于秋颖1,谢孝昌1,2,兰博1,张利伟1,李能1,熊华平1*(1 中国航发北京航空材料研究院,北京 100095;2 北京科技大学 碳中和研究院,北京 100083)YU Qiuying 1,XIE Xiaochang 1,2,LAN Bo 1,ZHANG Liwei 1,LI Neng 1,XIONG Huaping 1*(1 AECC Beijing Institute of Aeronautical Materials ,Beijing 100095,China ;2 Institute for Carbon Neutrality ,University of Science and Technology Beijing ,Beijing 100083,China )摘要:高熵合金颠覆了传统合金以一、两种元素为主的设计思想,其多主元和高混合熵的设计理念赋予了其高强、高韧、耐蚀、耐高温和抗氧化等优异的性能,已成为新型高性能结构材料领域的一个研究热点。
高熵合金研发必然要走向工程应用,热加工是其中进一步调控组织性能的重要途径,表征热加工性能的热变形行为是一个新的研究重点和热点。
本文从高熵合金热变形研究的现状出发,首先,将高熵合金按相结构进行分类总结,介绍其热变形本构关系和流变应力预测模型。
然后,分析FCC ,FCC+BCC 和BCC 结构高熵合金的热变形组织演变,系统综述热变形过程中的变形机制和再结晶机制。
最后,强调了高熵合金热变形研究所面临的挑战,并对其未来研究方向提出以下建议:建立基于高熵合金物理性质的本构关系和结构特征的再结晶模型;加强不同制备工艺条件下和复杂载荷作用下的热变形行为研究,突破高熵合金关键制备工艺。
22MnB5钢焊点的力学试验
22M n B 5钢焊点的力学试验王晓光1㊀宇慧平2㊀李晓阳2㊀陈树君21.北京联合大学健康与环境学院,北京,1000232.北京工业大学机械工程与应用电子技术学院,北京,100124摘要:对淬火后22M n B 5钢点焊结构进行了试验分析.通过拉伸试验结合应变片测得超高强钢的弹性模量㊁泊松比和焊点周边的力学特性及硬度与金相的观察分析,通过光学显微镜分析焊点处的断口样貌,得到了点焊结构破坏的原因,初步确定超高强钢点焊结构由塑性环㊁焊核㊁母材三部分组成.焊点处的力学变化是复杂的,远力端首先破坏失效,并且显示出了受力方向,塑性环是硬度最小部位,拉伸作用后连接部分产生负弯矩,该变矩作用能使焊核产生很小的转动角度.关键词:超高强钢;焊点;拉伸试验;硬度;塑性环中图分类号:T G 146D O I :10.3969/j.i s s n .1004 132X.2017.19.018M e c h a n i c sE x p e r i m e n t s f o r 22M n B 5S t e e l S o l d e r Gjo i n t s WA N G X i a o g u a n g 1㊀Y U H u i p i n g 2㊀L IX i a o y a n g 2㊀C H E NS h u ju n 21.B e i j i n g U n i o nU n i v e r s i t y ,H e a l t ha n dE n v i r o n m e n t ,B e i j i n g ,1000232.B e i j i n g U n i v e r s i t y o fT e c h n o l o g y ,C o l l e g e o fM e c h a n i c a l E n g i n e e r i n g a n dA p pl i e dE l e c t r o n i c s T e c h n o l o g y ,B e i j i n g,100124A b s t r a c t :F o r q u e n c h i n g s t e e l o f 22M n B 5s p o tw e l d i n g s t r u c t u r ew a s a n a l y z e d i n t e s t .U l t r a Gh i gh s t r e n g t hs t e e l e l a s t i cm o d u l u s ,P o i s s o n s r a t i o ,t h em e c h a n i c s p r o p e r t i e so f s o l d e r j o i n t s s u r r o u n d i n ga n dh a r d n e s s ,m e t a l l o g r a p h i cob s e r v a t i o na n a l y s i sw e r eo b t a i n e dt h r o u ght e n s i l e t e s tw i t ht h es t r a i n g a u g em e a s u r e m e n t s .T h e r e a s o n s f o r d a m a g eo f t h e s t r u c t u r eb y s p o tw e l d i n g w e r eo b t a i n e db y th e o p t i c a lm i c r o s c o p e a n a l y s e s o f s o l d e r j o i n t so f f r a c t u r e a p p e a r a n c e ,a n d t h es u p e r Gh i g hs t r e n gt hs t e e l s o l d e r s t r u c t u r e c o n s i s t e d o f t h e p l a s t i c r i n g ,r e s i s t a n c e s p o tw e l d i n g a n d t h eb a s e t h r e e p a r t s p r e l i m i n a r i l y.T h em e c h a n i c s c h a n g e s o f s o l d e r j o i n t s a r e c o m p l e x ,f a r e n d f o r c e dm a y f i r s t d a m a ge f a i l u r e ,a n d s h o w s t h e s t r e s s d i r e c t i o n o f t h e p l a s t i c r i n g i s o f s m a l l e s t h a r d n e s s ,t h e c o n n e c t i n gp a r t p r o d u c e s n e g a t i v e b e n d i n g mo Gm e n t a f t e r s t r e t c h i n g ,t h i s b e n d i n g m a y m a k e t h ew e l d i n g p r o d u c e s a s m a l l r o t a t i o n a n g l e .K e y wo r d s :u l t r ah i g hs t r e n g t hs t e e l ;s o l d e r Gj o i n t ;t e n s i l e t e s t ;h a r d n e s s ;p l a s t i c r i n g 收稿日期:20160909基金项目:北京市自然科学基金资助项目(3122004);国家科技重大专项(2014Z X 04001171)0㊀引言采用普通钢材的车身很难在汽车日常行驶过程中对驾驶人进行突发应急保护,需要研发抗冲击性能好㊁承载能力强的车身材料,因此超高强钢的研究和应用成为目前的研究重点.近年来,国内外研究人员通过各种试验方法㊁数学软件㊁仪器测试等手段对各种材料进行了研究,并取得了丰硕的成果.张晓波等[1]对高强钢断口的机理进行了研究;韩立军等[2]对淬火后钢材经过电阻点焊后,通过试验㊁硬度测试和断口分析,得到了焊核的力学性质;许君等[3]对双相钢材料的焊接焊点疲劳进行了试验分析,得到了焊接后焊点的力学特性.国外学者针对多种材质焊件的材料性质㊁焊件的有限元模拟等方面的试验研究很多[4G7],但对超高强钢点焊结构的力学特性研究较少.本文通过拉伸试验结合贴片法测得超高强钢材料力学的重要参数及点焊结构的力学特性,又通过硬度试验㊁金相分析,初步验证超高强钢点焊结构的力学模型由母材㊁焊核㊁塑性环三部分构成,同时还考虑了焊核周边的微小塑性环的力学性能.1㊀母材力学参数1.1㊀弹性模量与泊松比22M n B 5是热冲压用钢,在供货状态下,其微观结构显示不是马氏体组织,在热冲压成形工艺中,先是在880~950ħ给坯料加热,并且保温5~10m i n ,使钢板充分奥氏体化,然后快速(5~7s )转移到冲床并在600~800ħ下冲压,最后在冲压设备之间以大于30ħ/s 的冷却速率快冷淬火,使成形件组织转变得到单一的马氏体相,强度显著提高,经处理后,其屈服极限约为1000M P a,强度极限可高达1500M P a ,成为超高强钢.拉伸试验样件形状尺寸及贴片示意图见图1.其中h =10mm ,b =1.6mm ,所以拉伸试验样件的横截面积A 0=b h =16mm 2.电子万能机型号为Q B D G100,静态应变仪型号为U C AM G60B .拉伸试样的板材因不平整㊁初曲率㊁加工等因素可能会使载荷偏心,为了消除或减少该影响,采用多片法.在试件正反面的轴线上均贴电阻应变片.4个应变片均为工作片,采用四分之一桥路测量,为消除温度影响,需要温度补偿片.至少4~5级加载,每级加载应使应变有明显变化,故各级载荷增量ΔP =0.5k N .加载载荷及各应变片应变如表1所示,其中,Δε为后一次读数与前一次读数之差.图1㊀拉伸试件的贴片示意图F i g .1㊀T e n s i l e s pe c i m e nof p a t c h 表1㊀载荷及应变T a b .1㊀L o a da n d s t r a i n纵向片应变(10-6)纵1(R x )纵2(R x ᶄ)读数差Δεx读数差Δεx ᶄ载荷(k N )0.41115.82635.550.91285.53169.71789.87154.321.41461.00175.47951.41161.541.91632.63171.631109.57158.162.41793.20160.571257.16147.592.91909.54116.341378.31121.15平均158.74148.55横向片应变(10-6)横1(R y )横2(R y ᶄ)读数差Δεy 读数差Δεy ᶄ载荷(k N )0.4-1297.55-337.490.9-1358.1260.57-374.9929.811.4-1410.5252.40-416.3343.751.9-1463.8853.36-456.7140.382.4-1510.5246.64-500.4641.342.9-1524.4613.94-530.2737.51平均45.3838.561.2㊀参数计算为减小测试中的误差,一般采取增量法,即取相应电阻片的应变增量平均值计算.各级载荷增量相同,ΔP =0.5k N .试件上共贴4个应变片,分两组,左右对应的一横一竖为一组,故可以计算出两个弹性模量值和两个泊松比值:E =ΔP A 0Δεx=50016ˑ158.74ˑ10-6=196.86G P a E ᶄ=ΔP A 0Δεx ᶄ=50016ˑ148.55ˑ10-6=210.37G P a E a =E +E ᶄ2=203.62G P a υ=ΔεyΔεx=ΔεyΔεx=45.38158.74=0.28υᶄ=Δεy ᶄΔεx ᶄ=Δεy ᶄΔεx ᶄ=38.56148.55=0.26υa =υ+υᶄ2=0.27由上面计算结果可以看出,试验测出的弹性模量为203.62G P a ,泊松比为0.27.2㊀拉伸试验2.1㊀力学模型本文拉伸点焊试件的点焊搭接接头采用中频㊁伺服点焊设备N I MA K 机器X 型点焊钳,S C M 012伺服压力控制器和HW I 2008中频控制柜加工而成,其主要的焊接工艺参数为:焊接电流6.5k A ,焊接时间400m s ,冷却时间400m s ,焊接压力4200N ,焊接完成后施加锻压力6500N .点焊后形成试件如图2所示.图2㊀实物图F i g .2㊀D i a g r a mo f p r a c t i c a l i t y根据图2点焊试件建立本文的力学分析模型,如图3所示.图3㊀点焊构件力学模型F i g .3㊀S p o tw e l d i n g me c h a n i c a lm o d e l 将贴片法与拉伸试验相结合,先在相应的部位贴上应变片,贴片示意如图4所示,测量各部位的应变.以一定的增量(ΔP =0.5k N )持续增加载荷,拉伸速度设为5mm /m i n .同时采集与每个载荷相对应的应变值,直至焊点被拉断,试验结束,得到点焊试件的应力应变关系曲线变化趋势,如图5所示,其中,图形线条上序号为应变片的序号,如 1表示1号片.图4㊀试件贴片位置示意图F i g .4㊀S k e t c hm a p o f s pe c i m e n t i l es 图5㊀试件上各部位的载荷与应变F i g .5㊀L o a da n d s t r a i no f e a c h p a r t o f t h e s pe c i m e n 2.2㊀结果分析贴片位置是反对称的,两两位置应变片的应变变化趋势较一致.从图6看出,7号㊁15号片的应变值均为正值,说明在点焊试件的外表面上,7号㊁15号片均受拉,并且应变变化趋势为随载荷的增大而增大.试验过程中并未出现非线性塑性变化,从而可以知道,点焊结构的材料经过淬火处理,强度大为增强,同时韧性有所降低,直至试验结束时,母材都未进入塑性阶段,因此基本上整个拉伸过程呈现线性关系.图6㊀贴片7㊁15的载荷与应变F i g .6㊀L o a da n d s t r e s s o f s pe c i m e n t i l e s 7,15从图7中我们可以看出,1号㊁5号㊁9号㊁16号片的应变值均为负值,由此可知1号㊁5号㊁9号㊁16号片均受压,且应变均随载荷的增大而基本呈线性增大.1号㊁5号片位于同一块超高强钢板的表面上,9号㊁16号片位于另一块超高强钢板的表面图7㊀贴片1㊁5㊁9㊁16的载荷与应变F i g .7㊀L o a da n d s t r e s s o f s pe c i m e n t i l e s 1,5,9,16上,1号㊁9号片上下相对,5号㊁16号片上下相对.由于处于同一块钢板上,且位置处于同一截面且与焊核距离相同,9号㊁16号片应变相近,1号㊁5号片应变相近,应变都随着拉伸力增大而增大,并近似呈线性关系,拉伸力与过程中产生的弯矩也是相关的,也呈线性关系.图8表示是2号㊁4号和11号㊁13号片的应变情况.从图8中可以看出:2号㊁13号片的应变为正,均受拉;4号㊁11号片的应变为负,均受压;且2号㊁13号片位于焊核的同一侧,4号㊁11号片位于焊核的另一侧.处于反对称位置的2号㊁13号片和4号㊁11号片的载荷应变情况的差异很明显.图8㊀贴片2㊁4㊁11㊁13的载荷与应变F i g .8㊀L o a da n d s t r e s s o f s pe c i m e n t i l e s 7,15,11,132号㊁4号和11号㊁13号片位于焊核周围,受到焊核的影响,可以发现,该位置测试点的载荷应变关系变化复杂,呈现出非线性.在焊点周围的2号㊁4号㊁7号㊁9号片均受到弯矩的影响,并呈现出负应变.其中,因为位置的对称关系,2号与7号片应变比较一致,4号与9号片应变相近.从图6~图8可以看出,4处的应变都随着拉力增大而增大,并近似呈线性关系,由此可见,产生的弯矩与拉力作用相关,也呈现出线性关系.从图9中可以看出,4号片在不同载荷作用下的应变均为负值,2号片在不同载荷作用下的应变均为正值,说明焊点两侧一侧受拉一侧受压.焊核处3号片呈现出非线性特征,由轴向压应变逐渐转变为轴向拉应变.图9㊀贴片2㊁3㊁4号片的载荷与应变F i g .9㊀L o a da n d s t r e s s o f s pe c i m e n t i l e s 2,3,4在拉伸过程中既受拉力作用影响,也受弯矩的作用影响,如图10所示,应变值仍呈现出负值,由此可知在该处主要还是受弯矩作用影响.但从图9中很难看出应变规律,且两者所测得的应变量差异很大,这是由于焊核周围组织成分较复杂,焊核中心的硬度大于周围的硬度,材料性能不均匀,再加上所产生的弯矩使得焊核周围的应变情况变得复杂,贴片相对于材料变化更大,贴片位置的微小变动也会导致结果大相径庭,使得应变结果并不理想.图10㊀弯矩产生示意图F i g .10㊀D i a g r a mo fm o m e n t ge n e r a t e d 2.3㊀硬度试验为了确定点焊结构力学模型的材料力学性能,本文进行硬度试验测试.硬度测试设备型号为Z HU 2.5万能硬度计,为了准确测量出点焊结构经过高温电阻点焊后的真实硬度,试验前对图2所示的试件进行了钼丝切割和镶嵌.硬度试样如图11所示.从左上方至右下方,经过焊核中心点沿直径45ʎ方向,每相距约1m m 打一个压痕点.(a )剖切后镶嵌试件㊀㊀㊀(b)压痕采点示意图㊀图11㊀试件示意图F i g .11㊀D i a g r a mo f p r a c t i c a l i t y从图12可以看出,超高强钢点焊结构经过电阻点焊以后,焊核部位的材料相当于重新淬火,因此多为马氏体相,硬度值较大,高达500H V 以上,在塑性环部位,材料的硬度值仍旧有一定程度的下降.图12㊀硬度分布图F i g .12㊀H a r d n e s s d i s t r i b u t i o nd i a gr a m 从整个结构的硬度分布来看,焊点周围的塑性环区域是硬度值最小的部位,虽然该部位在径向距离不超过2mm ,却是整个结构中最为薄弱的部位.2.4㊀金相分析对拉伸试验的试件断裂后的断口进行分析,采用电子光学显微镜对超高强钢点焊结构的力学模型的三部分,即母材㊁焊核㊁热影响区(塑性环)进行拍摄.拉伸试验结果表明,失效类型为剪切失效,失效形式为界面断裂.从图13可以看出,断口平面并非圆形,而是一个以受力方向为长轴的近似圆.在断口横截面中心处存在气孔,这是在点焊过程中形成的,使得焊核组织不如母材紧密.(a )上板断口㊀㊀㊀㊀㊀㊀(b)下板断口图13㊀断口平面图F i g.13㊀F l o o r p l a no f f r a c t u r e 从图14中可以看出断口表面一端相对凸起,另一端相对凹陷,这是弯矩所导致的,并且存在明显的纹路,表明远力端可能首先破坏失效,并且显示出了受力方向.从图15中可以看出,整个焊点的微观形貌组成部分分为焊核㊁塑性环与母材三部分.结合前面的拉伸试验可以看出,塑性环部分最为薄弱.在拉伸试验过程中可以看到,在两端拉力作用下,连接部分会产生一个负的弯矩作用,(a)三维上板断口(b)三维下板断口图14㊀断口三维图F i g .14㊀F r a c t u r e o f t h r e e Gd i m e n s i o n a lm ap(a)断口左端(b)断口右端图15㊀断口断面图F i g.15㊀S i d e o f f r a c t u r e 焊核在弯矩作用下,会产生一个角度很小的转动,因此,塑性环的远力端会因为焊核的转动产生额外的拉伸效果,相反,在塑性环的近力端,则会产生压缩效果.该处最容易成为点焊结构破坏起裂处.3㊀结论(1)初步确立超高强钢点焊结构力学模型,由焊核㊁塑性环及母材三个部分构成,并测得母材的材料力学参数.(2)点焊结构在拉伸过程中,拉力会使焊点产生力矩,内部产生弯矩的作用,该弯矩会对焊点周边产生较大影响,并成为结构破坏起裂处的主要因素之一.参考文献:[1]㊀张晓波,曹睿,冯伟,等.980M P a 高强钢T I G 焊接接头原位拉伸断裂机制[J ].中国机械工程,2010,21(22):2746G2750.Z HA N G X i a o b o ,C A O R u i ,F E N G W e i ,e ta l .F r a c Gt u r eM e c h a n i s mo f I n Gs i t uT e n s i l e o fW e l d i n g Jo i n t d f o r980M P a H i g h S t r e n g t h S t e e l s [J ].C h i n a M e Gc h a n i c a l E n g i n e e r i n g,2010,21(22):2746G2750.[2]㊀韩立军,谷诤巍,张正林.超高强淬火钢板中频点焊接头组织与断口形貌[J ].焊接学报,2010,31(4):101G104.HA NL i j u n ,G UZ h e n g w e i ,Z HA N GZ h e n gl i n .M i Gc r o s t r u c t u r e a n dF r a c t o g r a p h y o f I n t e r m e d i a t eF r e Gq u e n c y S p o t W e l d i n g o f P r e c i s i o n U l t r a Gh i g h S t r e n g t hQ u e n c h i n g St e e l [J ].T r a n s a c t i o n so ft h e C h i n aW e l d i n g I n s t i t u t i o n ,2010,31(4):101G104.[3]㊀许君,张延松,朱平.双相钢搭接点焊接头疲劳寿命分析[J ].焊接学报,2008,29(5):45G48.X UJ u n ,Z HA N G Y a n s o n g ,Z h uP i n g .F a t i g u eL i f e A n a l y s i so f L a p Gs h e a r S po t W e l d o f D u a l P h a s e S t e e l s [J ].T r a n s a c t i o n s o f t h eC h i n aW e l d i n g I n s t i Gt u t i o n ,2008,29(5):45G48.[4]㊀HO U C H E N SAF ,P A G ERE ,Y A N G W H.N u Gm e r i c a lM o d e l i n g o fR e s i s t a n c eS p o tW e l d i n g [C ]//N u m e r i c a lM o d e l i n g o fM a n u f a c t u r i n g P r o c e s s .A t Gl a n t a :A m e r i c a nS o c i e t y o f M e c h a n i c a lE n g i n e e r s ,1977:117G129.[5]㊀T S A ICL ,P A P R I T A NJC ,D I C K I N S O N D W ,e ta l .M o d e l i n g o f R e s i s t a n c e S p o t W e l d N u g g e t G r o w t h [J ].W e l d i n g J o u r n a l ,1992,71(2):47G54.[6]㊀C HA E AS W ,KWO N K Y ,L E ETS .A nO pt i m a l D e s i g nS y s t e mf o r S p o tW e l d i n g Lo c a t i o n s [J ].F i n i t e E l e m e n t s i nA n a l y s i s a n dD e s i g n ,2002,38(3):277G294.[7]㊀MA HA D E V A NS ,N IK.D a m a geT o l e r a n c eR e l i a Gb i l i t y A n a l y s i s o f A u t o m o t i v e S p o t Gw e l d e d J o i n t s [J ].R e l i a b i l i t y E n g i n e e r i n g a n d S y s t e m S a f e t y,2003,81:9G21.(编辑㊀袁兴玲)作者简介:王晓光,男,1977年生.北京联合大学健康与环境学院助理研究员.主要研究方向为工程结构的相关试验.宇慧平,女,1973年生.北京工业大学机械工程与应用电子技术学院博士㊁副教授.李晓阳,男,1955年生.北京工业大学机械工程与应用电子技术学院教授㊁博士研究生导师.陈树君,男,1971年生.北京工业大学机械工程与应用电子技术学院教授㊁博士研究生导师.。
基于Dynaform的B柱热成形工艺研究与应用

0前言由于被动安全和汽车轻量化的高需求,超高强钢在汽车工业中的应用日渐提升[1]。
高强钢具有高的比强度、高的弹性模量、较好的冲击性能,能够充分地满足被动安全要求。
但在传统的冷加工条件下,高强钢板容易出现破裂、起皱,并且存在严重的回弹。
热成形是将板料加热至奥氏体温度以上进行,高温下的奥氏体为FCC 晶体结构,具有良好的塑性,保证成形充分。
成形后的微观组织为板条马氏体,零件强度可达1500MPa ,且零件成形精度高,质量好,基本没有回弹[2],确保钢板获得较高的力学性能。
热成形过程是一个典型的热力相多物理场耦合和多尺度变化问题[3]。
成形过程涉及传热、变形及相变过程,复杂性远高于冷冲压成形。
在整个冲压过程中,钢板的各项性能参数随温度而变化,这些变化的性能参数将会对热冲压结果造成显著的影响[4]。
目前,有大量的学者对热成形本构模型及工艺进行研究。
M.Naderi 等人[1]通过单向拉伸试验机研究了不同温度和变形速率下的高锰钢性能,定义了22MnB5的Molinari Ravichandran 和Voce-Kock 两种本构模型;Lin LU 等人[5]研究了喷射成形高速钢M3:2温度和应变速率下的真应力-应变曲线,定义了应力补偿机制下的Zener-Hollomon 本构模型;陈炜等人[6]根据真实应力一应变曲线呈现明显的加工硬化和动态回复现象,基于井上胜郎模型和Norton-Hoff 模型提出修改后的模型,建立了高强度钢不同变形阶段的热变形塑性本构关系。
随着热成形理论的完善和制造技术的发展,热成形钢正逐渐被应用到汽车生产中。
更多的高强度钢被用于制造车体的结构部件,如A 柱、B 柱、前门防撞梁、前围板横梁等关键件。
本文以汽车B 柱加强件为例,将定义的本构模型导入DYNAFRM 进行计算,讨论了冲压工艺参数对成形性能的影响,确定最佳的热成形工艺。
1热塑性成形基本理论1.1热成形传热理论热塑性成形过程中,板料的热量交换方式包括模具与板料接触通过热传导热量交换,以及板料自由表面通过热对流和热辐射方式向周围环境散热[6]。
应用加工图研究Ti-22Al-25Nb合金的热变形行为

长度为 2 m m;摩 擦试 验 的 载荷 为 2 N,压 头 滑移 速 度 为 一1 . 6 m m / s ,测 试持 续 时 间 2 0 0 0 S 。研 究结 果
贾蔚 菊摘 译 自《 We a r ) )
应 用 加 工 图研 究 T i 一 2 2 A 1 — 2 5 N b合 金 的热 变 形 行 为
但 划痕 表 面 没 有 发 现 裂 纹 ;材 料 表 面 经 氢 处 理 后 ,
摩 擦 力降低 了 3倍 ,波 动范 围也 减小 到 ±4 % ,划 痕
表面 的折皱 比未经 氢 处 理 的表 面 少得 多 ,同 时有 大 量 的横 向裂 纹 ,呈 脆 性 开 裂 特 征 。未 经 氢 处理 的钛 表面 摩擦 系数在 0 . 4 5~ 0 . 6 5之 间 ,氢 处 理后 其摩 擦 系数 仅为 处 理 前 的 1 / 3~1 / 2 ,当 氢 化 层 被 磨 损 后 , 摩擦 系数 就恢 复 到 了原 始 状 态 。氢 处 理 影 响 材料 摩 擦行 为 的主要 机 理 是在 电解 氢 化 过 程 中 ,氢 原 子 进 入钛 品格 中 ,易 于 在 位错 源 附近 聚 集 ,形 成 科 氏 气 团 ,阻碍位 错 运 动 ,从 使 材 料 发 生 硬 化 ,塑 性 降
降低 。
氢 处理后 钛 表层 组 织 及 性 能 的 变 化 会影 响其 摩 擦 特性 。有科 研 工作 者 研 究 了氢 对 钛 合 金 中纳 米 压
痕周 围表面变 形 的影 响 ,指 出压 痕周 围 的变 形 与 氢
形 功显 著降低 。摩 擦 力 在 氢 处 理前 后也 有 很 大 的 不
态 和性 能 。金 属 接 触 面 在 相互 滑动 过 程 中 ,会 沿 着 表 明 :当 电流密度 为 1 A / d m 时 ,氢 化处 理后 B T 1 — 0 钛 合金 表层 的氧 浓 度 为 0 . 0 0 1 7 8 % ,达 到 室 温 及 标 准 气压 下 的临界浓 度值 ;当电流密 度 为 2 A / d m 时 ,
22MnB5钢板不等温拉深成形的影响因素研究

的数值 模 拟 , 研究 了 自由弯 曲和热接 触弯 曲方法 的淬 火效果 和成形 精度 。. 。 本课 题 组对 2 B 。 ] 2 5超 高强 度 钢板 的热 冲压成形 进 行 了基 础研究 , 通过 常温 和高温 单 向拉伸 试 验 , 得 了材 料 的基 本 力学 性 能 数据 , 获 设
然后 冲压 并 淬火 处 理 , 保证 钢 板 有 较好 成 形 能力 , 同 时在 形变 过程 中能够快 速冷 却 , 获得 在室 温下具 有均
匀 马氏体 组织 的超 高强度钢 部件 . 由于超 高强度 钢部
Suy td o n F co s o 2 Mn a t r f 2 B5 S el te
深成形能力越好 ; 转角半径越大 , 转角区域越不易起皱 . 关键词 :不等温拉深 ; 方盒形件 ; 限元模拟 ; 有 成形能力
中 图分 类 号 :r 1 r 13 G 文献标识码 : A
陷, 而热 冲压 成形 技术 能够 改善 上述 缺 陷 . 热 冲压 成形工艺是 先将 钢板 加 热至奥 氏体 状态 ,
文 章 编 号 : 2 33 4 (0 10 —5 70 0 5 —7 X 2 l) 40 6 —5
D I1 .9 9 ji n 0 5 —7 x 2 1 .4 0 8 O :0 36 /.s .2 33 4 .0 1 0 .1 s
2 Mn 2 B5钢 板 不 等 温 拉 深 成 形 的 影 响 因 素 研 究
An s t e l a b lt io h ma Dr wa iiy
L i p g K N i h a X hu M NJnig I a i , O Gqn u , UZ o , i u y NJ n n g n
( olg fMeh nclE gn eig T n nvri , S ag a C l e o ca i n iern , o  ̄iU ies y hn h i e a t
22MnB5超高强度钢的焊接性能研究
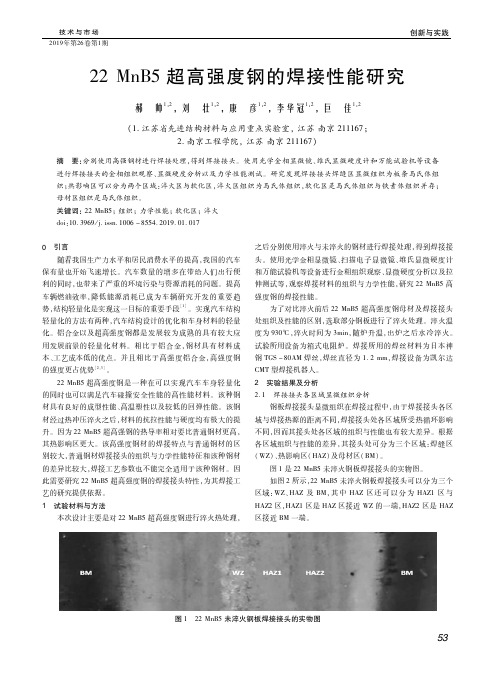
之后分别使用淬火与未淬火的钢材进行焊接处理,得到焊接接 头。使用光学金相显微镜、扫描电子显微镜、维氏显微硬度计 和万能试验机等设备进行金相组织观察、显微硬度分析以及拉 伸测试等,观察焊接材料的组织与力学性能,研究 22MnB5高 强度钢的焊接性能。
表 1可知,焊接接头的断后延伸率较大,抗拉强度较高,断口位 置在 BM处,且有明显颈缩现象。
表 1 焊接接头拉伸试验数据
编号
ห้องสมุดไป่ตู้
断后延伸率 δ 抗拉强度 σb
断口位置
/%
/MPa
颈缩
1#
15.7
2#
15.4
878 873
BM
有
图 2 焊接接头各区域显微硬度变化曲线及实物对比图
如图 2所示,图 2b是焊接接头的显微硬度值分布曲线,图 2a是其实物试样对比图。图 2b是以焊缝中心处为起始点,以 距离焊缝中心的距离为横坐标,显微硬度数值为纵坐标,每隔 0.5mm测量 1个显微硬度数值所得的未淬火对接接头显微硬 度值变化曲线。如图所示,未淬火焊接接头 WZ区域的显微硬 度值为 425.2HV,该点也是未淬火钢板焊接接头出各区域显 微硬度值中硬度值最高的点。在该初始点到 HAZ1之间,显微 硬度值略有下降,但总体保持平稳变化不大。由 WZ到 HAZ1 显微硬度值略有上升,HAZ1的显微硬度值最高可达到 418.9 HV(距焊缝中心距离 2.5mm处)。由 HAZ1到 HAZ2,显微硬 度值出现了明显的下滑。焊接接头处的显微硬度值在 HAZ2 区域持续下滑,直至 BM区域其显微硬度值才趋于稳定,并且 在该区域出现了焊接接头处显微硬度值的最低点 166.4HV (距焊缝中心距离 6.5mm处)。
22MnB5车用高强度钢在不同加热条件下脱碳层厚度晶粒尺寸的变化
22MnB5车用高强度钢在不同加热条件下脱碳层厚度晶粒尺寸的变化吉林大学“大学生创新性实验计划”项目申请书项目名称22MnB5热冲压高强度钢板在不同加热条件下脱碳层厚度、晶粒度的变化及对力学性能的影响项目负责人张兴普学院、年级、专业材料科学与工程学院2022级材料科学与工程专业吉林大学教务处制表填表说明一、《吉林大学大学生创新性实验计划项目申请书》要按顺序逐项填写。
填写内容要实事求是,讲究诚信,不能有雷同;表达要明确、严谨。
空缺项要填“无”。
要求一律用A4纸打印,于左侧装订成册。
二、申请参加“吉林大学大学生创新性实验计划”项目团队人数不得超过5人(1人为项目负责人,参与合作研究者4人以内)。
三、申请参加“吉林大学大学生创新性实验计划”项目的个人或团队必须聘请教师作为项目指导教师,并请指导教师在申请书上签名。
四、《吉林大学大学生创新性实验计划项目申请书》由项目负责人所在学院初审,签署意见后报送教务处实习与实验教学科(一式3份原件)。
一、项目申请理由(包括项目背景及自身具备的知识、素质、能力和已参加过的研究等条件)项目背景:在20世纪70年代末石油危机时期改变驱动结构和整车尺寸后,汽车工业界对于汽车轻量化有着日益紧迫的要求。
汽车的轻量化不仅可以减小各种行驶阻力,降低燃油消耗,而且也有利于改善汽车的转向、加速、制动和排放等多方面的性能。
由下图一可见,使用高强度钢是汽车轻量化的重要途径。
使用高强钢可以通过减小壁厚来减轻零件重量,实现车体轻量化,同时其超高的强度又能提高车辆碰撞安全性,满足轻量化和提高安全性的要求,降低油耗减少排放,符合当今环保,可持续发展的发展主题,因此高强度钢板超高强度钢板在汽车领域的应用越来越广泛。
下图1为丰田汽车1975~2000年,汽车整车的单位投影面积上车身质量的变化情况(包括整车高强度钢板使用量比例变化情况)。
然而,众所周知,超高强度钢在室温下变形能力很差。
一方面,超高强度钢板强度高,在室温下塑性变形范围很窄,所需的冲压力大,而且容易开裂;另一方面,冲压成形后零件的回弹增加,导致零件尺寸和形状稳定性变差。
热冲压用钢22MnB5回火组织与性能分析

(1. College of Materials Science and Engineering of North China University of Science and Technologyꎬ Tangshanꎬ Hebeiꎬ 063009ꎻ 2. Technical Center of HBIS Group Tangsteel Company ꎬ Tangshanꎬ Hebei ꎬ 063016) Abstract: Vehicle lightweight is one of the key topics in the automotive industry. The use of ultra high strength steel can effectively reduce the body weight. In this paperꎬ the effect of tempering heat treatment on microstructure and mechanical properties of 22MnB5 steel produced by Tangsteel is studied. The results show that the tempering heat treatment can effectively reduce the internal stress of the 22MnB5 after quenching treatmentꎬ prevent the brittle failureꎬ and the low temperature tempering can effectively improve the compre ̄ hensive properties of the material. Key Words: hot stamping steelꎻ temperingꎻ metallographic structureꎻ physical properties
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
22MnB5热变形行为研究及本构方程建立 曹淑芬1,2,张立强1,3,李落星1,+ (1.湖南大学 汽车车身先进设计与制造国家重点实验室,湖南 长沙 410082; 2. 湖南大学 材料科学与工程学院,湖南 长沙 410082; 3. 中南林业科技大学机电工程学院,湖南长沙,410004,中国)
摘要:以22MnB5为实验材料,在500℃-950℃温度范围内和应变速率为0.01/s,0.1/s ,1/s的实验条件下,采用热模拟机Gleeble-1500对硼钢进行热拉伸实验,从而研究不同变形条件下硼钢的热流变行为。总体来说,硼钢的热变形行为属于典型的动态回复型,且流动应力随着温度而降低,随着应变速率的增大而升高,而且温度对流动应力的影响更为显著。然而在温度500℃,应变速率0.01/s的情况下,硼钢高温下的热力学行为与上述规律有所差别,其流变应力高于高应变速率下的应力。对拉断后的试样断面进行组织分析,通过分析和比较,来阐述不同变形条件下硼钢的组织对热流变形为变化的影响。根据高温拉伸试验所得数据,构建22MnB5热变形的本构方程式,从而描述硼钢高温下的热流变行为。 关键词:硼钢;热变形行为;显微组织;本构模型
Study on hot deformation behavior and flow stress constitutive model of 22MnB5 at high temperature
CAO Shu-fen1,2, ZHANG Li-qiang1,3, LI Luo-xing1,+ (1. State Key Laboratory of Advanced Design and Manufacturing for Vehicle Body , Hunan University, Changsha,, Hunan 410082, China ; 2. College of Materials Science and Engineering, Hunan University, Changsha, Hunan 410082, China; 3. College of Mechanical and Electrical Engineering, Central South University of Forestry and Technology, Changsha, 410004, Hunan, P. R. China)
Abstract: Hot tensile tests of 22MnB5 were carried out with Gleeble-1500 at the temperatures varying from 500℃ to 950℃ and at the strain rates of 0.01/s,0.1/s ,1/s to study its hot deformation behavior at high temperature. Generally, the mechanism of hot deformation of 22MnB5 belongs to dynamic recovery and the flow stress decreases with the increase of temperature and with the reduction of strain rate and the influence of temperature is more obvious than it of strain rate. However, the flow stress at the temperature of 500℃ and at the strain rate of 0.01/s is higher and the result seems a little different to the above law. Afterwards, microstructure analysis of the cross section of specimens was conducted to clarify the relationship between microstructure and hot deformation of boron at different conditions. In addition, constitutive model was established to represented the behavior of hot deformation of boron steel at high temperature. KEY WORD: boron steel; hot deformation behavior; microstructure; constitutive model
0 引言
目前,为了实现汽车轻量化的需求,高强度钢充分发挥其强度潜力,成为汽车用钢发展的主要趋势[1]。但是高强度钢在成型过程中存在着变形抗力大,塑性小,回弹等问题,阻碍其在汽车行业的应用。近年来出现高强度钢的热冲压成型工艺有效的解决上述问题,优化了高强钢的成型性,并且提高了冲压件尺寸精度,成为实现汽车轻量化的重要途径[2],在汽车内覆盖件零件中得到大量应用,如车门防撞杆、保险杠加强梁、A、B、
C柱、门框加强梁等[3]。 随着高强度钢近几年在汽车领域应用不断推广,硼钢的热冲压成型工艺也已成为国内外研究人员关注的焦点。硼钢的热冲压属于热成型工艺,其在成型过程中经历了温度,应力应变和组织三者的变化,他们之间相互作用和耦合,从而影响热成型件的性能。在硼钢热冲压过程的热力学行为研究中,通过逐一表征上述三者中两两要素之间的耦合关关系,从而实现对三者耦合关系的全面描述。图1阐述了在热成型过程中温度,应力应变和组织的两两耦合关系[4]。此外,硼钢热冲压过程影响因素很多,如硼钢奥氏体化参
数,冷却速度等。所以,研究不同工艺参数下的热冲压过程,探索工艺参数对硼钢热变形行为和组织的影响具有重要的现实意义。Malek Naderi在其博士论文中研究了不同硼钢的最优奥氏体化参数,以免温度过高或保温时间过长,发生奥氏体晶粒粗化;或是温度过低或保温时间过短,组织不能完全奥氏体化,从而影响冲压件强度[5]。文献[6]指出22MnB5
薄板加热到950℃并保温3分钟,可获得马氏体含量最高的热冲压件,此时强度可达到最大值。唐志勇等人[7]从冷却速度着手,探索了热冲压过程中在不同冷却速度下硼钢27MnCrB5
组织和力学性能的变化,从而得到该钢热冲压过程最适合的冷却速度。文献[8]给出22MnB5的临界冷却转变速度为30K/s,并且阐述了硼钢在冷却速度为80 K/s的情况下,22MnB5的热流变行为与轧制方向,温度和应变速率的关系。M. Naderi等人在文献[9]中建立了22MnB5硼钢在等温变形过程中的流动应力和温度及应变速率之间的本构关系,并且比较M-R和VOCE-KOCK两种本构模型,定量描述硼钢高温下的流动应力,为模拟硼钢的热冲压成型工艺做好铺垫。此外,文献[10]采用数值模拟与试验相结合的方法研究了防撞梁热冲压成形工艺,从而优化了成型工艺参数,为热冲压过程参数的选择提供了可靠的依据。
图1 温度-组织-应力三者之间的耦合关系 然而,之前对高温下硼钢热变形行为的研究都未对其组织进行观察,不能直观反映温度和应变速率对流变行为的影响规律。因此,本文基于22MnB5材料,研究硼钢在不同条件下的热变形行为,通过分析硼钢热模拟实验中不同工艺参数下组织的变化,从而探索成形参数对硼钢热力学性能的影响规律。此外,利用包含Zener-Hollomon因子的蠕变方程构建22MnB5热变形的本构方程式,进一步描述硼钢高温下的热流变行为。
1 实验 本文实验采用的材料是常见热冲压用钢22MnB5,厚度为1.2mm,且表面有Al-Si涂层。该钢原始组织为均匀的铁素体和珠光体,呈轧制态。热拉伸试样的尺寸如图2所示,标距为30mm。利用热模拟试验机Gleeble-1500对22MnB5钢进行高温拉伸实验来分析其在高温下的热流变行为。等温拉伸实验温度分别为500℃,650℃,700℃,800℃,900℃,950℃,应变速率为0.01/s,0.1/s和1/s。试样夹持好后,通过夹具的传导实现电阻加热以及冷却。热拉伸时,首先以15℃/s的速率加热硼钢至950℃,保温3分钟,以获得均匀的奥氏体组织.然后以30℃/s的速度快速冷却到所需的变形温度,并保温5s,使试样温度均匀,以消除试样内的温度梯度。随后再以不同的应变速率进行等温拉伸试验,直至拉断。其中,由于常规的 实验条件不能满足冷却速度的要求,所以用空气流来实现试样的快速冷却。 图2 热拉伸试样尺寸 热拉伸实验之后,对拉断的硼钢断截面进行组织分析,从而分析不同温度和应变速率对硼钢组织的影响。此外,对热冲压用钢22MnB5的原始组织和热冲压组织进行观察。样品经过镶嵌,打磨和抛光之后,利用2%-4%硝酸酒精对样品进行腐蚀,最后利用金相显微镜观察样品的显微组织,从而获得硼钢不同热拉伸条件下硼钢组织的变化。
2 实验结果和分析
2.1 高温流变行为与应变之间的关系 通过热拉伸实验数据可得到硼钢在各个变形条件下的真实应力-应变曲线。图3和图4分别为应变速率为0.1/s和1/s的真实应力-应变曲线。总体来看,变形初期时,应力随着变形地进行不断地增加,但应力-应变曲线斜率,即硼钢的加工硬化率逐渐减小,当变形到一定程度时,其斜率降为零,应力趋于水平,达到稳定状态。这是因为硼钢在热拉伸过程中发生塑性变形,由于加工硬化作用使得强度不断提高,然而随着变形的进行,硼钢开始发生动态回复和再结晶,从而引起材料软化,从而抵消了材料的加工硬化效应,从而使真实应力-应变曲线的斜率不断变平缓。当变形量达到一定值时,加工硬化作用和动态回复引起的软化相平衡,硼钢的热力学行为达到一个稳定状态,使得流动应力趋于水平。由图可知,硼钢的高温流变行为属于典型的动态回复型[11],即应力随应变的增加而增大,直至进入相对稳定阶段。
进入稳态流变阶段后, 流变应力、动态回复产生的亚晶尺寸不再随应变而变化。
图3 应变速率为0.1/s各温度下真实应力应变曲线 图4 应变速率为1/s各温度下真实应力应变曲线 2.2 高温流变行为与温度之间的关系 从图3和图4总体可以看出,应变速率一定时,随着温度的升高,材料的流变应力明显下降,并且应力应变曲线的斜率也随之降低。这是因为温度越高,原子获得的动能越大,更容易发生迁移,此外,随着温度的升高,动态回复的驱动能量越大,使动态回复更容易发生,从而部分抵消了加工硬化的作用,使材料流变应力下降,金属的塑性有所提高,从而也使材料的硬化指数有所降低。 图5为500倍下应变速率为1/s时,不同变形温度下的硼钢组织金相图。从图可以明显看出组织随着温度的变化规律,即位错密度随着温度的升高而减少,并且晶粒尺寸随之增大。观察变形温度为800℃时的金相组织,可知硼钢组织发生了明显地动态回复,并且晶粒已经