B2注塑机CMK性能报告计算公式
注塑机速度压力计算公式
一.理论出容积π/4=0.785)(1)螺杆直径²*0.785*射出行程=理论射出容积(cm³);(2)理论射出容积/0.785/螺杆直径=射出行程(cm).二.射出重量:理论射出容积*塑料比重*射出常数(0.95)理想=射出重量(gr);三.射出压力:(1)射出缸面积²/螺杆面积²*系统最大压力(140kg/cm²)²=射出压力(kg/cm²);(2)射出缸直径²/螺杆直径²*系统最大压力(140kg/cm²)=射出压力(kg/cm²);(3)料管组合最大射出压力*实际使用压力(kg/cm²)/系统最大压力(140kg/cm²)=射出压力(kg/cm²).四.射出速率:(1)螺杆面积(cm²)*射出速度(cm/sec)=射出速率(cm³/sec);(2)螺杆直径(cm²)*0.785*射出速度(cm/sec)=射出速度(cm³/sec).五.射出速度:(1)射出速率(cm³/sec)/螺杆面积(cm²)=射出速度(cm/sec);(2)泵浦单转容积(cc/rev)*马达转速(rev/sec)/60(秒)/射出面积(cm²)=射出速度(cm/sec).(马达转速RPM:60HZ------1150,50HZ-----958)六.射出缸面积;射出压力(kg/cm²)/系统最大压力(140kg/cm²)*料管面积(cm²)=射出缸面积(cm²);单缸---(射缸直径²-柱塞直径²)*0.785=射出缸面积(cm²);双缸---(射缸直径²-柱塞直径²)*0.785*2=射出缸面积(cm²).七.泵浦单转容积:射出缸面积(cm²)*射出速度(cm/sec)*60秒/马达转速=泵浦单转容积(cc/sec).(马达转速RPM: 60HZ------1150,50HZ-----958)八.螺杆转速及油压马达单转容积:泵浦单转容积(cc/rec)*马达转速(RPM)/油压马达单转容积=螺杆转速;泵浦单转容积(cc/rec)*马达转速(RPM)/螺杆转速=油压马达单转容积.九.射出总压力;系统最大压力(kg/cm²)*射出缸面积(cm²)=射出总压力(kg);射出压力(kg/cm²)*螺杆面积(cm²)=射出总压力(kg).十.盎司及相关单位换算:1盎司(oz)=28.375公克(gr);1磅(ib)=16盎司(oz);1公斤(kg)=2.2磅(ib);1磅(ib)=454公克(gr)=0.454公斤(kg).十一.关模力:曲手式:关模缸面积(cm²)*系统最大压力(140kg/cm²)/1000*曲手放大率(20-50)=关模力(Ton)单缸直压式:关模缸面积(cm²)*系统最大压力(140kg/cm²)/1000=关模力(Ton)十二.道柱直径和关模力的公式:道柱直径²(cm²)*0.785*杨氏系数(scm4约1000kg/cm²)*4=关模力概值(Ton).十三.成品排列投影面积和关模力关系公式:成品排列投影面积(寸²)*标准厚度(1.5mm)/成品平均厚度(mm)*使用原料常数/PS原料常数(1)=关模力(Ton);成品排列投影面影以射入浇口为圆心,长边为半径计算出直径;排列直径²(寸²)*0.785=成品排列投影面积(寸²).使用原料常数,以概略经验值计算,以流动性良劣比PS好的列为1以下;比PS 不好的列为1以上.如:ABS 1.05; AS 1.2; PMMA 1.3; PC 1.6; PBT 0.9;PP 0.7; PE 0.7-0.8;塑胶钢0.8; NILON 0.7-0.9¨¨¨等.各种原料亦分不同等级,宜多了解只付参与.和射出从向的成品部份之要求,如杯子的高度部份大约以投影面积的30%计算即可.十四.托模力:托模缸面积(cm²)*系统最大压力(140kg/cm²)/1000=托模力(Ton)十五.电力单位:1马力(HP)=0.754千瓦(KW);1千瓦(KW)=1.326马力(HP)=1000瓦(W);1千瓦(KW)=1度电计量单位(1KW/Hr).十六.泵浦大小和马力关系:P=最大最大使用压力(如:125kg/cm².140kg/cm²);Q=油泵浦一分钟吐出量(L/min);Q=油泵浦单转容积(cc/rec)*马达转速(RPM)/1000=油泵浦一分钟吐出量(L/min).适用马力:P*Q/540=HP;P*Q/612=KW.所配合马达可达不降速的最高压力(LP):HP*450/Q=LP;KW*612/Q=LP.十七.计算使用电力:(马达容量+电热容量+烘干机容量)*用电常数(约40%)=实际每小时用电量(度,KW/Hr).。
CMK 设备能力计算(含公式)

单向公差0.1(上差)0.1(下差)13日8时,至13日22时温度:/~/湿度:/~/(单位)(单位)(件)(件)序号实测值序号实测值序号实测值序号实测值序号实测值X= 5.50056S=T=ε=0.09941 5.49711 5.50421 5.50331 5.49741 5.5132 5.49012 5.50122 5.50032 5.49842 5.489分析评定:3 5.50313 5.49123 5.48733 5.52343 5.5004 5.51314 5.49924 5.49534 5.51244 5.5065 5.50715 5.50225 5.51035 5.51045 5.5056 5.52116 5.48026 5.49936 5.50346 5.497需采取对策调整中心(分布中7 5.50617 5.50727 5.49037 5.51047 5.516放宽公差Cm↑改用更高精度设备8 5.49118 5.50128 5.49838 5.50248 5.503其它(请说明):9 5.48619 5.48929 5.49939 5.50049 5.49010 5.508205.51230 5.490405.482505.493计算分T-----公5.500 mm0.0092019/5/15魏良峰孟俊超沈一青王健取样方式50设备操作者日 期部门新产品开发,试制材料承认审核报告作成尺寸设备Cmk值检测评定报告3.509合格,设备能力接受连续取样①、工艺参数(切削用量)②、工装夹具③、刀具特性、换刀间隔环境条件波动间隔抽样加工中心/4505取样数量(CMK ≥1.67,合格),CMK=测量起止时间硬度130维氏工序说明④、零件规格值(含公差)/测量特性T2紫铜//ε----分布中心与公差中心的绝对偏移量品名/零件号设备编号JJGM-007-1Xi -----实测值Cmk -----机械能力指数设备名称/型号双向公差时:Cmk=(T-2ε)/6S DM4.0集成模块底板测量工具与办法(量具名称、量具编号、量程、精度、测量方法):量具:投影仪;测量精度:0.001mm,用于测量内孔Tu -----上极限尺寸TL -----下极限尺寸检测理由S----- 样本的标准偏差 X-----平均值PTD1 5.3505.4005.4505.5005.5505.6005.65005101520253035404550in i XnX∑=--=11∑=---=nii X X nσTlTu T -=——上限——CL——下限。
机器或设备能力指数的计算和评价

机器或设备能力指数的计算和评价*01、定义Cmk是指机器(设备)的能力指数(m是指机器或设备)。
研究的对象是设备,表现为某设备加工某零件,在某公差情况下的加工一致性。
Cmk是德国汽车行业常采用的参数,也称为临界机器能力指数,它仅考虑设备本身的影响,同时考虑分布的平均值与规范中心值的偏移;由于仅考虑设备本身的影响,因此在采样时对其他因素要严加控制,尽量避免其他因素的干扰,计算公式与Ppk相同,只是取样不同。
*02、设备能力指数表述无偏移的设备能力用Cm 表示,有偏移的设备能力指数用Cmk表示,这和Cp与Cpk的表达是一致的。
在汽车行业,加工关键尺寸,要求Cm ≥2,Cmk ≥1.67。
*03、关于取样对于Cp 或Cpk过程能力指数来说,是指过程在一定时间里,处于控制状态(稳定状态)下的实际加工能力。
它是过程固有的能力,或者说它是过程保证质量的能力,是指操作者、机器、原材料、工艺方法和生产环境等五个基本质量因素综合作用的过程,也就是产品质量的生产过程。
产品质量就是过程中的各个质量因素所起作用的综合表现。
而对Cm 和Cmk而言,我们关心的是机器设备本身的能力,在取样过程中要尽量消除其他因素的影响。
因此,在尽量短的时间内(减少环境影响),相同的操作者(减少人的因素影响),采用标准的作业方法,针对相同的加工材料(同一批原材料),只考核机器设备本身的变差。
在抽样数量上,取样数目可以按照实际情况(客户要求,公司规定,采样成本等综合考虑),但原则上应该大于30个(通常要求是50个以上),这是因为当样本数大于30时,才接近正态分布。
而我们所采用的公式是以正态分布为基础的。
设备能力指数Cmk表示仅由设备普通原因变差决定的能力,与Cp 、Cpk的不同在于取样方法不同,是在机器稳定工作时至少连续抽取50件的数据。
测试要求:抽取数据是连续性的;假定操作者、量具、原料都不受影响;只考虑设备单一的因素影响;操作员必须是熟练可胜任的;量具必须符合要求且校正过的;同一批次材料,最好同一炉号的;符合要求的检验人员。
CMK

5)在机器能力测试前,如果刀具是未曾使用过的刀具,则要求先用去刀 具总寿命的5~10%(因为新的刀具磨损剧烈,故而加工出的产品尺寸极 不稳定,当用去刀具总寿命的5~10%以后刀具磨损程度平缓,零件的加 工尺寸稳定)。 6)在机器能力测试中所使用的刀具必须是按照标准制造的刀具,而不用 自行配置的刀具。 7)在机器能力测试开始之前,必须把可调整的刀具调整到公差中值。 8)在机器能力测试中不允许调整或更换刀具。 9)在机器能力测试中如果出现机械故障,如测试中刀具损坏。停电、则 必须重新开始测试。 10)机器能力测试只允许在已经预热0.5~1小时的机器上进行,对不同的 机器来说预热的情况是不同的。 11)在机器能力测试中,对零件的测量必须按照规定在某个规定的位置上 测量。 12)在统计卡上用连续的对应于加工顺序的数字把测量值记录下来。
直方图检查异常原因
直方图检查,发现异常原因,必须采取纠正措施, 措施完成后实施新的设备能力研究。
C 1 的直方图
12
10
8
频率
6
4
2
0 0.52 0.54 C1 0.56 0.58
正态性检验
正态性检验P值,P值小于0.05,则数据不服从正态分布。
C 1 的概率图
正态
99
95 90 80 70
行业大门之外。
Cmk 的相关知识及要求
对Cmk,我们关心的是机器设备本身的能力,在取样过程中要尽量消除 其他因素的影响,因此,在尽量短的时间内(减少环境影响),相同的 操作者(减少人的因素影响),采用标准的作业方法(法),针对相同 的加工材料(同一批原材料),只考核机器设备本身的变差。在计算方 法上,取样数目可以按照实际情况(客户要求,公司规定,采样成本等 综合考虑),但原则上应该大于30个,这是因为取样的子样空间实际上
设备Cmk 值检测定报告格式

12
10
8
6
测量数据记 录:
测量起止时间 10 环境条件 取样方式
取样数量
序号 实测值 序号
1
9.10
11
2
9.20
12
3
9.10
13
4
9.10
14
5
9.10
15
6
9.10
16
7
9.10
17
8
9.20
18
9
9.10
19
10 9.10 20
计算分析:
X
1 n
n
Xi
i 1
T Tu Tl
4
时
实测值 9.20 9.10 9.10 9.10 9.10 9.20 9.10 9.10 9.10 9.10
X
50
(件)
实测值 序号 实测值
9.10 41 9.10 9.20 42 9.20 9.10 43 9.10 9.10 44 9.10 9.20 45 9.20 9.10 46 9.10 9.10 47 9.10 9.20 48 9.20 9.10 49 9.20 9.20 50 9.10
2
0 1 3 5 7 9 11 13 15 17 19 21 23 25 27 29 31 33 35 37 39 41 43 45 47 49
10
分至
12
温度
36 湿度
连续取样
(件 )
序号 实测值 序号
21 9.10 31 22 9.20 32 23 9.10 33
24 9.20 34 25 9.10 35 26 9.10 36 27 9.10 37 28 9.10 38 29 9.10 39 30 9.20 40
cmk设备能力指数分析模板(自动计算)
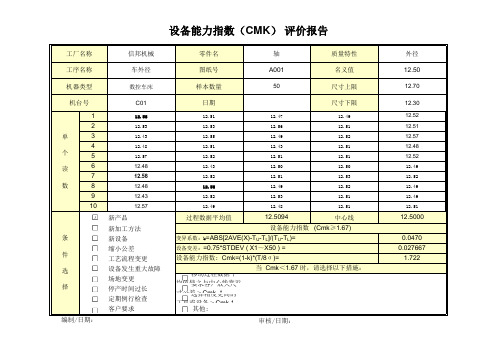
信邦机械零件名轴质量特性外径车外径图纸号A001名义值12.50数控车床样本数量50尺寸上限12.70C01日期尺寸下限12.30112.5812.5112.4712.4912.52212.5312.5312.5612.5112.51312.4312.5512.4912.5212.57412.4812.5112.4312.5112.48512.5712.5212.5112.5112.52612.4812.4312.5012.5012.49712.5812.5212.5112.5312.52812.4812.5812.4912.5212.49912.4312.5212.5312.5112.491012.5712.4912.4812.5112.51新产品过程数据平均值12.5094中心线12.5000新加工方法新设备0.0470缩小公差0.027667工艺流程变更 1.722设备发生重大故障场地变更 移动过程数据平均值使之与中心线靠近停产时间过长 要求客户放大尺寸公差 > Cmk ↑定期例行检查 选择精度更高的工具或设备 > Cmk ↑客户要求其他:审核/日期:变异系数: k =ABS[2AVE(X)-T U -T L ]/(T U -T L )=设备变差: =0.75*STDEV ( X1~X50 ) =设备能力指数: Cmk=(1-k)*(T/8σ)=当 Cmk <1.67 时,请选择以下措施:编制/日期:单 个 读 数条 件 选 择设备能力指数(CMK ) 评价报告工厂名称工序名称机器类型机台号设备能力指数 (Cmk ≥1.67)。
CGK CMK PPK CPK能力指数说明
Cgk, Cmk, Ppk, Cpk能力指数介绍CgK, Cmk, Ppk, Cpk应用技术Cgk, Cmk, Ppk, Cpk能力指数介绍Cgk, Cmk, Ppk, Cpk能力指数介绍Cgk, Cmk, Ppk, Cpk能力指数介绍Cgk, Cmk, Ppk, Cpk能力指数介绍CpkCgk, Cmk, Ppk, Cpk能力指数介绍Cgk, Cmk, Ppk, Cpk能力指数介绍Cgk, Cmk, Ppk, Cpk能力指数介绍Cgk, Cmk, Ppk, Cpk能力指数介绍Cgk, Cmk, Ppk, Cpk能力指数介绍CgK, Cmk, Ppk, Cpk评级标准涉及Cp评价等级要求值状态处理方案A级 1.33≤Cp 稳定可考量缩小规格B级 1.0<Cp ≤1.33 一般必须加以注意,维持C 级0.83<Cp ≤1.0 危险检讨规格及作业标准D级Cp≤0.83 极差停机,重新调整后生产Cp=(Usl-Lsl)/6s; 单边Cp=Cpk=Cpu=Cpl=规格容许差/3s注:Cp 值越大,分布数据接近,但也有可能偏于中心值的分布规格U-L 中心值M密度高-----低u 密集命中密度高分散命中密度低密集命中密度高,但偏离大规格宽松,须缩小提高设备精度或放宽规格修改中心值,缩小规格范围Cgk, Cmk, Ppk, Cpk能力指数介绍Cgk, Cmk, Ppk, Cpk能力指数介绍结束语:1. 通过以上各种能力指数的分析,可以针对工作需要选用或并用多种工具,了解4M等因素或制程能力,确保生产品质是否在掌握范围?2. 任何一种统计工具都要灵活运用,不可极端采纳。
3. 目前管制线一般采用+3s~-3s,直通率为99.73%作为基准线,来做SPC管制线以上报告,仅供参考。
注塑机速度压力计算公式

二理论出容积n/4=0.785)(1) 螺杆直径²*0.785* 射出行程=理论射出容积(cm³);(2) 理论射出容积/0.785/螺杆直径=射出行程(cm).二. 射出重量:理论射出容积*塑料比重*射出常数(0.95)理想=射出重量(gr);三. 射出压力:(1) 射出缸面积²/螺杆面积²*系统最大压力(140kg/cm²)²=射出压力(kg/cm²);(2) 射出缸直径²/螺杆直径²*系统最大压力(140kg/cm²)=射出压力(kg/cm²);(3) 料管组合最大射出压力*实际使用压力(kg/cm²)/系统最大压力(140kg/cm²)=射出压力(kg/cm²).四. 射出速率:(1)螺杆面积(cm²)*射出速度(cm/sec)=^t出速率(cm³/sec);(2)螺杆直径(cm²)*0.785* 射出速度(cm/sec)=^t出速度(cm³/sec).五.射出速度:(1)射出速率(cm³/sec)/螺杆面积(cm²)=射出速度(cm/sec);(2)泵浦单转容积(cc/rev)*马达转速(rev/sec)/60(秒”射出面积(cm²)=射出速度(cm/sec).(马达转速RPM:60HZ ---- 1150,50HZ ----- 958)六.射出缸面积;射出压力(kg/cm²)/系统最大压力(140kg/cm²)*料管面积(cm²)=射出缸面积(cm²);单缸---(射缸直径²-柱塞直径²)*0.785二射出缸面积(cm²);双缸---(射缸直径²-柱塞直径²)*0.785*2二射出缸面积(cm²). 七.泵浦单转容积:射出缸面积(cm²)*射出速度(cm/sec)*60秒/马达转速二泵浦单转容积(cc/sec).(马达转速RPM: 60HZ ---- 1150,50HZ ----- 958)八.螺杆转速及油压马达单转容积:泵浦单转容积(cc/rec)*马达转速(RPM)/油压马达单转容积二螺杆转速;泵浦单转容积(cc/rec)*马达转速(RPM)/螺杆转速二油压马达单转容积. 九.射出总压力;系统最大压力(kg/cm²)*射出缸面积(cm²)=射出总压力(kg);射出压力(kg/cm²)*螺杆面积(cm²)=射出总压力(kg).十•盎司及相关单位换算:1 盎司(oz)=28.375公克(gr);1 磅(ib)=16 盎司(oz);1 公斤(kg)=2.2 磅(ib);1 磅(ib)=454 公克(gr)=0.454 公斤(kg).十一.关模力:曲手式:关模缸面积(cm²)*系统最大压力(140kg/cm²)/1000*曲手放大率(20-50)=关模力(Ton)单缸直压式:关模缸面积(cm²)*系统最大压力(140kg/cm²)/1000=关模力(Ton) 十二.道柱直径和关模力的公式:道柱直径²(cm²)*0.785*杨氏系数(scm4纟勺 1000kg/cm²)*4= 关模力概值(Ton).十三.成品排列投影面积和关模力关系公式:成品排列投影面积(寸²)*标准厚度(1.5mm)/成品平均厚度(mm)*使用原料常数/PS原料常数(1)=关模力(Ton);成品排列投影面影以射入浇口为圆心,长边为半径计算出直径;排列直径²(寸²)*0.785=成品排列投影面积(寸²).使用原料常数,以概略经验值计算,以流动性良劣比PS好的列为1以下;比PS 不好的列为 1 以上.如:ABS 1.05; AS 1.2; PMMA 1.3; PC 1.6; PBT 0.9;PP 0.7; PE 0.7-0.8;塑胶钢0.8; NILON 0.7-0.9 等•.各种原料亦分不同等级,宜多了解只付参与.和射出从向的成品部份之要求,如杯子的高度部份大勺以投影面积的30%计算即可.十四.托模力:托模缸面积(cm²)*系统最大压力(140kg/cm²)/1000=托模力(Ton) 十五.电力单位:1 马力(HP)=0.754千瓦(KW);1 千瓦(KW)=1.326马力(HP)=1000瓦(W);1千瓦(KW)=1度电计量单位(1KW/Hr).十六.泵浦大小和马力关系:P=最大最大使用压力(如:125kg/cm².140kg/cm²);Q=油泵浦一分钟吐出量(L/min);Q二油泵浦单转容积(cc/rec)*马达转速(RPM)/1000^泵浦一分钟吐出量(L/min).适用马力:P*Q/540=HP;P*Q/612=KW.所配合马达可达不降速的最高压力(LP):HP*450/Q=LP;KW*612/Q=LP.十七.计算使用电力:(马达容量+电热容量+烘干机容量)*用电常数(约40%)=实际每小时用电量(度,KW/Hr).。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
游标卡尺
测量 数据 记 录:
测量起止时间
时
分至
时
分
环境条件波动范围温度 Nhomakorabea湿度噪音
取样方式
连续取样 √ 间隔抽样
取样数量
50(件)
(件)
序号 实测值 序号 实测值 序号 实测值 序号 实测值 序号 实测值
1
5
11 5.02 21 5.02 31 5.02 41 5.02
2
5
12
5
22 5.02 32
5
42 5.02
3
5
13
5
23
5
33
5
43
5
4
5
14
5
24
5
34
5
44
5
5
5
15
5
25 5.02 35
5
45 5.02
6
5
16
5
26 5.02 36
5
46 5.02
7
5
17
5
27
5
37
5
47
5
值检测评定报告
Tu -----上极限尺寸
TL -----下极限尺寸
S----- 样本的标准偏差
X-----平均值
Xi -----实测值
X 5.0074 S
Cmk
分析 评 定:
0.012
T 0.06 ε
1.486
0.0226
合格
8
5
18
5
28 5.04 38
5
48 5.04
9 5.01 19
5
29 5.02 39
5
49 5.02
10 5.04 20
5
30
5
40
5
50
5
计算分析:
需采 取对 策:
X
1 n
n i 1
Xi
T Tu Tl
设备 课
宋纲要
品保 部
( ) 1 n n i1
2
Xi X
T-----公差范围
刘孟丽
操作者:
操作 员:
工艺 员:
Cmk -----机械能力指数
双向公差时:Cmk=(T-2ε)/6S
ε----分布中心与公差中心的绝对偏移量
单向公差时:Cmk=(Tu-X )/3S或Cmk=(X-TL)/3S
5.07 5.06 5.05 5.04 5.03 5.02 5.01
5 4.99
0
5 10 15 20 25 30 35 40 45 50
注塑 设 备 C m k
单 位:
厦门豪帝 卫浴工业 有限公司
检测理由
测量时间:
新进注塑机性能分析报告
设备型号及名称
UN400A5S
设备编号
B2
注塑配件及名称
AC412
材料
76
尺寸
5
硬度
①、工艺参数
工序说明 ②、温度
③、射胶压力
④、配件尺寸(含公差)
5
0.06
测量工具与办法:(量具名称、量具编号、量程、精度、测量方法)