Fanuc海克斯康探头程序手册-CH ver2.0
FANUC CNC控制器操作手册说明书

• Is the left LED illuminated RED? Try to enable drive by connecting pins 1 and 2 of the 50 pin DRIVE I/O connector, and issuing a DRIVE1 command.
• Cycle power to the drive. Cycling power clears most faults. • Check wiring and feedback connections
During tuning, you may want to disable position error by setting SMPER to zero. To mage, restore SMPER to an appropriate value when you complete tuning.
海克斯康CMM操作指引
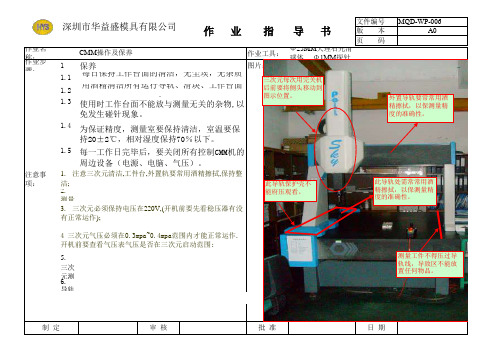
文件编号MQD-WP-006版 本A0页 码作业名称:CMM 操作及保养作业工具:Φ25MM 大理石光滑球体 Φ1MM 探针作业步骤:1保养图片:1.11.21.31.41.5注意事项:2.测量5.三次元测6.导轨审 核批 准日 期使用时工作台面不能放与测量无关的杂物,以免发生碰针现象。
为保证精度,测量室要保持清洁,室温要保持20±2℃,相对湿度保持70%以下。
每一工作日完毕后,要关闭所有控制CMM机的周边设备(电源、电脑、气压)。
4 三次元气压必须在0.3mpa~0.4mpa范围内才能正常运作.开机前要查看气压表气压是否在三次元启动范围;1. 注意三次元清洁,工件台,外置轨要常用酒精擦拭,保持整洁;作 业 指 导 书深圳市华益盛模具有限公司制 定每日保持工作台面的清洁,无尘埃,无杂质。
用酒精清洁所有运行导轨、滑块、工作台面。
3. 三次元必须保持电压在220V,(开机前要先看稳压器有没有正常运作);三次元每次用完关机后前要将侧头移动到图示位置。
外置导轨要常常用酒精擦拭,以保测量精度的准确性。
测量工件不得压过导轨线,导致区不能放置任何物品。
此导轨保护壳不能府压观看。
此导轨处需常常用酒精擦拭,以保测量精度的准确性。
文件编号MQD-WP-006版本A0页码作业名称:CMM操作及保养作业工具:Φ25MM大理石光滑球体Φ1MM探针作业步骤:图片:深圳市华益盛模具有限公司作业指导书2.三次元控制器的按键功能介绍:分别是X-Y-Z方向的锁定键,以下其中可以锁定对应的方向侧头移动加电键,加电键灯亮三次元可正常操作,若机器掉电可直接按此键可恢复测量取消键,可以取消上一步的操作。
紧急停止键,按下该键完全终止操作,不可以继续测量。
移动速度调节键,可以控制侧头移动速度的快慢。
确定键,或者叫执行键〔相同与“回车”键〕用手操杆测量时,需同时按住次键操纵杆,有效测量机才能移动操纵杆灯亮时慢速触测状态,灯灭时快速运动状态。
FANUC机床调试标准操作说明
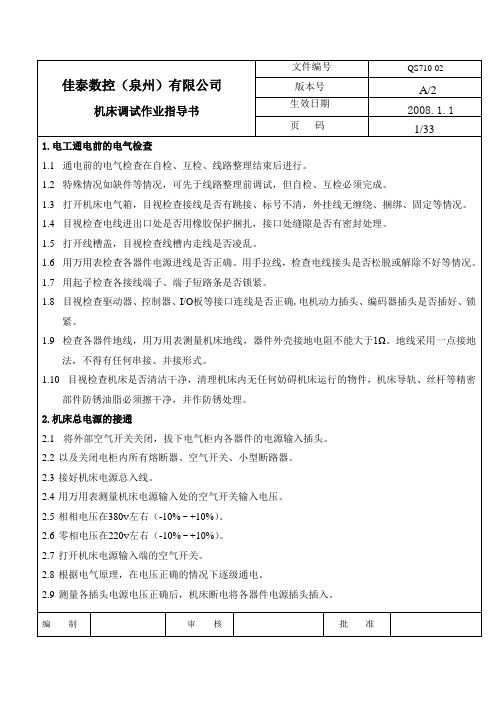
佳泰数控(泉州)有限公司机床调试作业指导书版本号A/2生效日期2008.1.1页码2/33注意:控制单元和I/O单元的直流24V输入电源以及驱动器的三相200V输入电源。
2.10在检查完所有电源正确的情况下,系统电源才可上电,进行调试前准备工作。
3.电路原器件的介绍3.1低压断路器(QF)是具有过载.短路.欠电压等多种保护功能.3.2熔断器(FU)是一种简单而有效的保护电器,在电路中主要起到短路保护作用.3.3接触器(KM)是一种用来自动接通与断开大电流电路的电器.3.4继电器(KA)是根据某种输入信号的变化,接通或断开控制电路,实现自动控制和保护电力装置的自动电器.4.调试前准备工作4.1将机床RS232传输口与传输用计算机RS232传输口用传输电缆连接,若传输用计算机为台式计算机,则计算机外壳必须接地。
4.2目视检查机床油路连接完好。
4.3各轴支撑安装情况,是否高于导轨面4.4观察各轴伺服电机及主轴电机型号,并纪录相应的电机代码4.5打开机床电源和控制器电源,机床上电,机床显示器正常显示后,开始调试。
5.调试步骤5.1输入相应机床参数及PLC(详见机床参数表),通用CF卡传输,把标准参数和PLC备份到卡上,将20#参数设定为4,表示通过M-CARD 进行数据交换5.1.1 参数传输步骤:按下MDI 面板上[SYSTEM],依次按下软键上[PARAM],[OPRT ],[READ ] ,[EXEC]。
参数被读入内存中,输入完成后,在画面的右下脚出现“INPUT”字样会消失。
关机重新通电。
5.1.2 PLC传输步骤:按下MDI 面板上[SYSTEM],依次按下软键上[PMC],[],[I/O]。
在DEVIECE 一栏选择[M-CARD],FUNCTION 处设置为 [READ],FILE NO.为梯形图的名字,MC系统设置为[#PMC-SB.000],如果是MATE系统设置为[#PMC-RA.000] 注意: 备份梯形图后DEVICE 处设置为[ F-ROM ]把传入的梯形图编制审核批准佳泰数控(泉州)有限公司机床调试作业指导书版本号A/2生效日期2008.1.1页码6/33AI 轮廓控制(G05.1Q1 配合)1772 64 插补前铃型加减速时间常数(时间恒定)(ms)1602#6,#3 1,0 插补后加减速为直线型(使用插补前铃型加减速)1,1 插补后加减速为铃型(使用插补前直线型加减速)1603#7 1 插补前加减速为铃型(0:插补前直线型)7050#5 1 标准设定7050#6 0 标准设定7052#0 0/1 在PMC轴,Cs 轴的情况下,设定1不使用FAD功能:2007#6 FAD(精密加减速)有效2109 16 FAD 时间常数2209#2 1 FAD 直线型有效SERVO GUIDE 调试步骤1.设定打开伺服调整软件后,出现以下菜单画面:.点击上图中的“通讯设定”出现一下菜单编制审核批准。
CMM--(海克斯康)转角度培训资料

一定要将安全平面删 除否则运行程序时会
撞到测头
步骤:构造完不需要转角度的特征后将探头升高到安全位置设定安全点,再将探针转换到T1A90B-90进行 编程构造,一定要将安全平面删除否则运行程序时会撞到测头,构造完特征后设置安全点将程序保存。 (如上圖所示)
MEGA Precision Technology (Dong Guan) LTD
導入圖檔格式為igs
步骤:點擊菜單蘭中的文件進入導入功能,選中IGS圖標進入IGS文件中,然後選取處理功能將標準CAD圖 導入軟體中。
備註:標準CAD圖的格式爲IGS(如上圖所示)
MEGA Precision Technology (Dong Guan) LTD
By Quality Information Team
PAGE 8
3.導入標準CAD圖
已建立三維X、Y 、 Z 坐標系
案例:J90 806-8512-13標準CAD圖。(如上圖所示)
MEGA Precision Technology (Dong Guan) LTD
By Quality Information Team
PAGE 9
4.建立三維坐標系测量FAI32尺寸
MEGA Precision Technology (Dong Guan) LTD
By Quality Information Team
PAGE 5
2.校准触测探針(转角度)
测头探针
标准球
A0B0 探针自动校准标准球
A90 ∘ B-90 ∘
B角旋转-90∘自动校准 标准球
A90 ∘ B90 ∘
B角旋转90∘自动校准标 准球
MEGA Precision Technology (Dong Guan) LTD
海克斯康关节臂操作规范
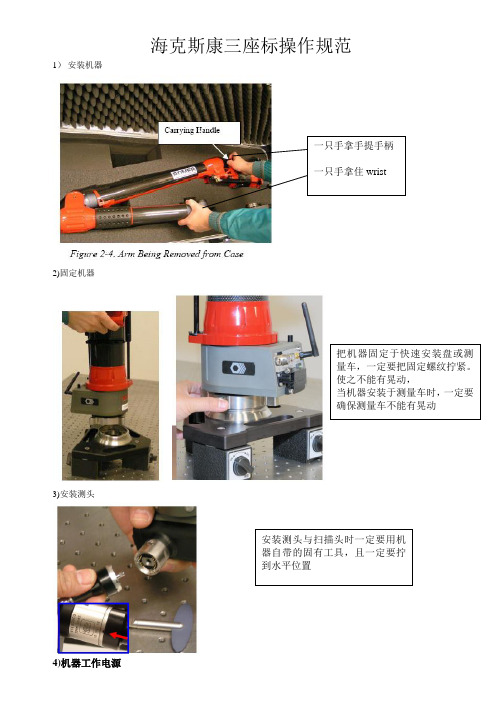
海克斯康三座标操作规范1)安装机器2)固定机器3)安装测头4)机器工作电源一只手拿手提手柄一只手拿住wrist把机器固定于快速安装盘或测量车,一定要把固定螺纹拧紧。
使之不能有晃动,当机器安装于测量车时,一定要确保测量车不能有晃动安装测头与扫描头时一定要用机器自带的固有工具,且一定要拧到水平位置›测量设备为什么需要配备UPS在线稳压电源∶1、UPS在线稳压电源可以过滤电路中的噪音、电涌、高压尖脉冲、电压下陷、频率偏移、持续低电压、暂态过电压等现象。
2、UPS可以在电网断电情况下,为设备提供应急电源保障设备安全。
3.确保电源有接地,接地可以导走静电,对机器进行保护,扫描控制器的电源插板一定要接地!否则容易烧坏.›技术参数∶测量设备操作时温度∶0℃~46℃测量设备操作时相对湿度∶10%~95%电源要求∶100V~240V c.a.50/60HZ5)机器联线a)机器跟电脑之间的通讯USB接口选择b)USB线联接处USB线插入处c)扫描头联线扫描头线联机器位置,一定要按缺口位置进行联接建议当联接扫描头时,使用固定的IP地址:192.168.19.106)机器与扫描头电源开启与关闭a)先打开机器电源b)再打开激光控制器电源c)等控制器上的”ready”灯亮了后再打开扫描头电源d)如何关闭机器电源先关掉扫描头的电源再利用控制器的电源关机命令来关掉控制器,当软件运行完后,再手动按下控制器电源关掉.最后关掉,机器电源机器电源控制器电源扫描头电源扫描头电源扫描头电源7)硬测头校准由于我们的测头采用的是热插拔技术,厂方做了一次校准后无需再对测头进行校准,但是如果测头测针更换则需校准此处输入,你用来校准的球的大小3.6M的机器STD值在0.025左右也行8)扫描头校准建议一个月至两个月校准一次,如果发现点云质量不好时立即校准a)校准球校准球摆放于机器臂长的50%的地方;固定稳当,且不能与机器有相对位移b)校准平面用的平面,平面度一定要好c)校准球打开scanworks,选校平面时先近后远,如图绿线位置共校五个位置,每个位置3个圆,前三个位置成120度夹角分布,后两个成十字架分布当去校准球时,光线一定要照到球的最大直径处校准结果平均值一般在0.05左右,最大值一般在0.2左右都行9)机器精度检测当机器不小心碰了或摔了我们就得检测一下机器精度,机器的长度精度为0.1mm,单点精度0.07mm10)工件扫描a)首先工件必需要固定稳当,不能与机器之间有相对移动b)选用适当的暴光系数c)取适当的点距11)机器的保养使用篇›安装或短距离搬运测量设备时,只能通过测量设备背部提拎设备。
海克斯康三次元培训资料

三次元操作手册目录简介1.PC-DMIS 3.7MR2 ------------------------22.创建一个新的测量程序--------------------------3测头校正方法及步骤3.-----------------------------44.添加测头--------------------------------------------5--------------------------------------5.配置校验参数66.坐标系建立方法-----------------------------------77.测量注意事项97----------------------------------8.基本图标的测量方法-------------------------119.坐标系建立方法12 9-------------------------------10.最优拟合状态----------------------------------1711.移动设备位置测量方法--------------------18 11“移动设备位置”测量方法PC-DMIS37MR2PC-DMIS 3.7MR2 简介PC-DMIS3.7MR2作为PC-DMIS3.5的升级版本,在加强了PC-DMIS3.5版本的功能的基础上,从用户的使用角度出发,添加了系列实用的新功能。
上,从用户的使用角度出发,添加了一系列实用的新功能。
1 、校验测头增加半自动和自动测量;2、测量特征的图示化路径显示;3、图形窗口可直接删除测点;图形窗口可直接删除测点;4、提供一个工具箱可调整CAD照明方向及CAD模型所需的剖面视图;5、在CAD模型上快速进行零件装夹在模拟。
创建一个新的测量程序创建个新的测量程序步骤:(1)、双击PC-DMIS 桌面快捷键打开PC-DMIS 程序。
还可以选择“开始”按钮打开PC-DMIS,然后依此选择程序| PC-DMIS For Windows | online。
VMC 操作手册 Fanuc-2
在手动操作模式下,利用此按钮开关旋转储刀仓正转或逆转。
紧急停止按钮开关,押下此按钮开关后,机械所有动作立即停止拉取此按钮开关后机械即恢复 刚开机之状态。
2-11
快速进给百分比调整开关 此开关能调整 X/Y/Z 轴快速移动百分比,从 F0% ~ 100%,在自动操作下,G00 之指令执行时, 可随时调整此百分比。
手动进给率调整开关 在执行手动进给时,可调整此开关,其调整范围
英制模式:0 ~ 50 英吋/分 米制模式:0 ~ 1260 公厘/分
主轴转速百分比调整开关 在自动操作下主轴转速百分比之调整,可由此开关选择,选择范围由 50% ~ 120%。
轴方向按钮开关与显示
在自动操作模式下使用 X/Y/Z 与 4TH 轴按钮开关来操作轴的移动,其移动之速度可使用进 给率选择开关来调整。
X轴 手动移动工作台向左或向右,可依 X 轴按钮开关上之方向标示来选择使用 X 轴移动之方向。
Y轴 手动移动 Y 轴,可依 Y 轴按钮开关上之方向标示来选择使用 X 轴移动之方向。
VMC-操作手冊 Fanuc 第二章
操作面板解说
2-1
2.1 控制操作面板
0iM/18i 系列
18M 系列
2-2
选择开关
紧急停止压扣开关 紧急停止按钮开关,押下此按钮开关后,机械所有动作立即停止,拉取此按钮开关后机械即恢 复刚开机之状态。
模式选择开关
编辑模式 使用此开关选择编辑模式,在编辑模式下可制作新的程序或输入新的程序。如不使用编辑模式, 可选择其它模式使用。
Z轴 手动移动 Z 轴,可依 Z 轴按钮开关上之方向标示,选择使用 Z 轴移动之方向。
FANUC-TC安装手册(CN)
波龙工件测头TC52(ROBODRILL α-iF Series) 安装手册目录1安装 (4)1.1红外线接收器IC56的安装 (4)1.2接口IF59的安装 (5)1.3安装工件测头 (6)1.3.1工件测头组装 (6)1.3.2测杆安装校正 (7)1.3.3测头长度测量 (8)2电缆的连接和接口的设定 (10)2.1IF59和IC56的电线连接 (10)2.2IC56 和PLC的电线连接 (11)2.2.1跳跃信号连线X4.7 (标准) (11)3参数设定 (12)3.1K参数的设定 (12)3.2机床参数的设定 (13)3.2.1连接跳跃信号X4.7 (标准) (13)3.3主轴控制功能 (14)4软件安装 (15)4.1程序安装 (15)4.2程序编辑 (16)5检查测头信号 (17)5.2检查测头开启和关闭 (17)5.2跳跃信号检查 (18)6校准 (19)6.1工件测头X和Y的校准 (19)6.2工件测头Z的校准 (20)7.3报警信息 (21)8解决问题 (22)8.1更换测杆 (22)8.2工件测头无反应 (23)1安装1.1红外线接受器IC56的安装1,塑料套管外径11MM,内径9MM,长度70MM。
2,扎线两条。
3,扎线固定座2个,型号:STM-24,防水接头一个。
规格:外径18mm 内径12mm.注意事项:接收器LED灯内的Mode字体朝上摆放。
1.2接口IF59的安装1. 打开电气柜将DIN导槽用M4×2 螺母安装在右侧2. 安装IF59在DIN导槽上3. 导槽长120mm1.3安装工件测头1.3.1工件测头组装组装拉钉,刀柄和测杆1.3.2测杆安装校正1. 将工件测头装入机床主轴中,测杆的径向最高点需要碰触千分表.2. 旋转主轴360°保证测杆的圆周跳动. (建议值< 0.01mm)3. 如果测杆的圆周跳动超出建议值,请调整图示的M2×4螺钉来进行对正1.3.3 测头长度测量测头长度 (L)480.0-292.3-50.0=137.7mm(1) 当主轴端面与机床面的距离确定ex): 标准 :480.0mm1.3.3 测头长度测量(2) 如果有已知的确切刀长的参考刀具,根据相应的参考刀具长测量工件测头的长度1. 通过参考刀具测量标准件的Z 轴位置参考Z 轴位置 (Z)-157.600-105.8-50.0=-313.4参考Z 轴位置 2. 通过参考位置测量工件测头的长度测头长度(L)313.4-125.7-50.0= 137.7mm2电缆连接和接口设定2.1IC56 和IF59之间的电缆连接NC/PLC2.2IC56 和PLC之间的连线2.2.1探头信号与机床连线电气连接)端口号地址信号IF59 X1插头电缆编号XT1-06 X4.3 Probe Error ERROR 11 X4.3XT1-07 X4.4 Probe Status STAT 1 10 X4.4XT1-08 X4.5 Probe Battery BATT 8 X4.5XT1-09 (+24E) Power supply (+) 24V 2 +24EXT1-12 X4.7 Skip STAT1 9 X4.7XT1-25 Y2.0 Probe ON/OFF FLASH 5 Y2.0XT1-27 (0V) Power supply (-) GND 1 0VXT1-29 Y2.2 DUO mode DUO 4 Y2.2PE Earth Line (Shield) E外部接口设置:在电气连接后,按下机床的紧急停止开关,修改机床PLC的梯形图如下:3参数设定3.1K参数的设定[PMC Parameter Keep Relay ] NoK15NoK17NoK23 13.2 机床参数设定将机床模式开关置于MDI ,将参数写保护设置设为1。
海克斯康培训资料
在测量工件前插入循环步骤:1).从插入工具栏选"流程控制命令"--"循环", 在"终止号"栏填写循环 次数.
此处填写 循环次数
2).从插入工具栏选"报告命令"--"注释", 在"注释"栏填写"请装零件"或"OK".
3).如需要测量速度快,可在循环后面加"移动速度/100"
此处填写"请装零 件"或"OK"
3.如果原来已经定义过工具,可以从"可用工具列表"中选择.如果是第一次, 需要在列表中添加工具,通过"添加工具"完成.
如果标定工具未被移动过点 击"是"进行校准
4.查看校验结果:
校验测头直径都小于实际测头直径,看最后的形状误差: .002MM以内为OK. 注意:探针使用的加长杆越长,形状误差越大
六、海克斯康坐标测量机坐标方向
测量5119短指 外侧.0007",输 入旋转角度35.81度,点击" 旋转"按钮
结束程序编辑
1)关闭数据输出 在工具栏选插入--文件输入/输出命令--文件关闭.
2)结束整个程序 在工具栏选插入--流程控制命令--终止循环.
END!
2.手动测量输出显示:
成功创建坐标系
3.进入DCC模式,建立零件坐标
3.1 建立引导坐标系后,从工具栏点击 进入 DCC模式(进入DCC模式后是自动运行模式)
3.2 需创建安全点(点击快捷键F10设置安全平 面,根据测量工装高度设置,点击应用激活)
3.3 手动测量工装面、圆、圆,按Ctrl+Alt+A 快 捷键建立零件坐标系
FANUC数控加工系统编程手册9
第二十八章FANUC POWER-MATE 0 南通机床厂车床面板操作FANUC POWER-MATE 0 南通机床厂车床面板操作28.1 面板说明28.2 机床准备28.2.1 激活机床点击电源按钮至“O28”,机床总电源打开。
检查急停按钮是否松开至状态,若未松开,点击急停按钮,将其松开;28.2.2 机床回参考点在回零模式下,如图28-2-2-1所示,点击按钮,X 轴回零,CRT 面板上的X 变为“600.000”;点击按钮,Z 轴回零,CRT 面板上的Z 变为“910.000”。
如图28-2-2-2所示: 图28-2-2-1 图28-2-2-228.3 对刀数控程序一般按工件坐标系编程,对刀的过程就是建立工件坐标系与机床坐标系之间关系的过程。
下面具体说明车床对刀的方法。
其中将工件右端面中心点设为工件坐标系原点。
将工件上其它点设为工件坐标系原点的方法与对刀方法类似。
试切法对刀是用所选的刀具试切零件的外圆和端面,经过测量和计算得到零件端面中心点的坐标值。
刀具参考点在X 轴方向的距离为T X ,在Z 轴方向的距离为T Z 。
将操作面板中方式选择旋钮切换到手动上,机床进入手动操作模式。
在控制面板上的,点击或,使机床在X 轴方向移动;同样点击或使机床在Z 轴方向移动。
通过手动方式将机床移到如图28-3-1-1所示的大致位置:图28-3-1-1点击按钮或使指示灯变亮,主轴转动。
再点Z 轴负方向按钮,移动Z 轴,用所选刀具切削工件外圆,如图28-3-1-2所示。
然后按Z轴正方向按钮,X方向保持不动,刀具退出至如图28-3-1-3所示位置。
点击MDI键盘上的按钮,使CRT界面显示坐标值,如图28-3-1-4所示,读出CRT 界面上显示现在位置的X的机械坐标值,记为X1(应为负值);点击按钮,试切工件右端面,如图28-3-1-5所示。
记下CRT界面上显示现在位置的Z的机械坐标值,记为Z1;点击按钮,使主轴停止转动,点击菜单“测量/剖面图测量”如图28-3-1-6所示,点击试切外圆时所切削部位,选中的线段由红色变为橙色。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
接触式测头编程手册FANUC 控制系统■无线电触发测头■红外触发测头■测头电缆海克斯康测量技术(青岛)有限公司山东省青岛市株洲路188号电话0532 – 8089 5188 传真0532 – 8870 3060目录1 综述 (4)1.1 刀具长度补偿 (5)1.2 主轴定向 (5)1.3 MDI-模式 (5)2 校验测头 (6)2.1 校验顺序 (6)2.1.1 确认测针跳动情况 (7)2.1.2 找出环规准确的中心位置 (7)2.2 启动程序O9100 (8)2.2.1 内部设定 (9)2.3 校验程序 (10)2.3.1 O9107 –校验Z (10)2.3.2 O9108 –校验X/Y (11)2.4 举例说明如何校验测头长度与半径 (14)3 O9113 保护定位 (15)4 测量程序 (16)4.1 公共变量 (17)4.1.1 变量A_._ 开始角度 (17)4.1.2 变量C_. 触测次数 (17)4.1.3 变量E_._ 测量距离 (18)4.1.4 变量F_. 触测功能 (18)4.1.5 变量H_. 测头号码 (19)4.1.6 变量U/V/W 公差 (19)4.1.7 变量T_. 刀具补偿号码 (20)4.2 程序O9112 –测量单点 (20)4.3 程序O9110 –测量圆心和直径 (26)4.3.1 测量内孔 (27)4.3.2 测量外柱 (27)4.3.3 测量凸台 (28)4.3.4 测量内槽 (28)4.3.5 测量圆弧 (29)4.4 测量工件边缘O9114 (30)4.5 O9115 –找出工件在第4或第5轴方向的旋转偏移数值 (33)4.6 实例 (35)4.6.1 测量两内孔距离 (35)4.6.2 测量位于同一节圆上的内孔(PCD) (36)5 宏程序编程介绍 (37)5.1 宏程序调用 (37)5.1.1 单次调用 (37)5.1.2 通过G代码调用 (38)5.1.3 通过M代码调用 (39)5.2 宏程序格式 (39)5.2.1 程序号 (40)5.2.2 变量 (40)5.2.3 指令 (42)5.2.4 控制指令 (43)5.2.5 外部输出指令 (44)6 补充程序 (46)6.1.1 外部输出程序 (46)6.1.2 读取起始变量 (47)6.1.3 安装检查 (47)6.1.4 程序O9121 –修改工件坐标 (48)7 错误信息 (49)7.1 错误信息英文 (49)7.2 程序列表 (50)7.3 使用的变量 (51)7.4 控制信息 (51)1综述本手册将向大家讲解如何在FANUC系统的加工中心上使用测头进行特征测量以及获取高精度测量结果所需的条件。
对每一个测量程序,我们都进行了讲解并附带举例说明,通过这些程序可以方便地核对特征、位置或更新工件坐标系。
为了便于理解,我们设置了许多实例,包括由特征测量结果计算两个孔的距离,校正工件与坐标轴向的偏差范围或计算孔的公差等等。
程序可以控制多达3个测头,可以进行X/Y平面内的矢量测量(对于此类测量需要134个#500~#999以内的有效变量)。
在所测特征允许的情况下,可以在主轴定向模式中进行测量。
测头的功能与切削刀具一样,测头安装在机床主轴上。
一旦接触工件,它就会自动向控制系统发送一个信号,记录触测位置坐标,同时加工轴停止进给,测头快速回退至测量程序初始化位置。
测量程序手册分为三个部分:校正、保护定位和测量程序。
测量程序部分包含平面测量,中心线、边和绕B/C轴旋转量测量。
测量程序开始前需要确认基本设定:测头必须装夹在主轴上;测头必须在正确测量方向上经过校验;测量时必须要知道测量球的准确半径和测量方向上的刀具补偿对机床的必须要求■程序是为加工中心设计■必须是FANUC控制系统。
其它控制系统将在另外的章节中讲解。
■系统运行时,软件自动检测公英制■测量数据结果可以通过RS232端口打印输出,但是需要在程序中打开一个参数。
注意:所有的程序必须在安全高度以上启动,机床由当前位置移到程序开始点的动作都是先定位X/Y方向,然后移动Z到安全高度位置,最后进行测量。
每次测量程序的结束后,测头也将移动到安全位置。
所有的移动指令必须在保护定位程序O9113下小心执行。
1.1刀具长度补偿在调用测量程序之前,通过G43指令调用刀具长度补偿。
G43调用指令依赖于机床和控制系统,必须由操作人员执行1.2 主轴定向主轴定向通过指令M19 S[角度]调用,如果控制系统使用了不同的M代码,程序必须经过修改以适应控制系统。
1.3 MDI- 模式程序可以在MDI- 模式下运行.测量时,需要手动将测头移动到程序起始位置,运行结束后,若没有额外的Z值设定,测头回到起始位置。
可以在程序中进行几个默认设置令操作变得简单,这将在后面讲解程序的时候提到。
在MDI 模式下输入G65 P [程序号码] [变量]点击“程序启动”.Z方向的测量需要加上刀具补偿2校验测头为了得到最高的测量精度,在下面的情况里必须进行测头校验■测头安装后的初次使用■易损杆已经损坏并更换■测针已经损坏并更换■更改触测速度■外部因素影响,例如在加工中机床温度的升高等等校验测头是必须要做的工作,由于从测头接触工件到轴停止运动之间会有一个短暂的延时,找到这个延迟量,就能够得到测头的实际触测特性。
校验后,测头接触时的中心偏移量,以及补偿响应时间以后的精确测头半径和有效长度都可以确定。
程序设计成往X和Y轴方向以90度为增量运动,或在XY平面内以任意角度方向运动,在同一个程序中允许同时使用三个不同的测头。
2.1 校验过程校验分为以下几个步骤:■确认并调整测针跳动■找出环规中心并将XYZ值输入到任意的工件坐标系中,如果校验时使用主轴定向,则只需要找到准确的Z值■设定默认启动项■获得测头有效长度■获得测量球有效半径2.1.1确认测针跳动在实际校验之前,必须使用千分表测定并调整测针的跳动,在手册中可以找到调整的说明确保测针的径向跳动在5微米以内2.1 .2找出环规的准确位置X 和Y 轴坐标Y如果使用主轴定向功能,则只需要找到环规中心的大概位置对于没有主轴定向功能的加工中心来说,必须通过千分表找出环规中心的准确位置并设为某一工件坐标系的零点。
XZ 轴坐标通过已知尺寸的辅助工具如标准块得到主轴端面到环规顶面的距离,从而找出Z轴位置。
Z2.2 启动程序 O9100启动程序必须要运行一次以进行Fanuc程序的默认设置,包括所有的测头信息和测量参数O9100 B_.[ C1.] D_. [E5.] F_. [H0.01] R[4500.] S[250.]W[1.1]B_.FANUC 模式FANUC-11/12B3. FANUC-15 (小于200 把刀)B4. FANUC-15 (大于200 把刀)B5. FANUC-16i/18i (1位数据位)B6. FANUC-0i/16i/18i (2位数据位)B7. FANUC 30i/31i/32i B8.C1.触测次数通过多次触测计算平均值来获取最佳结果,此项设置可以在测量程序中修改默认设置C1.C1.--C7.D_.选择控制器的刀具补偿类型单项有效(长度或半径)D1.单项有效(长度或半径) ,带有附加项(磨损)D2.长度和半径均有效,带有附加项(磨损)D3.E5.测量距离出现定位错误报警的数值,通常用来计算测量距离这一数值可以通过测量程序修改。
默认设置5 mmF_.校验种类不带主轴定向的X/Y方向校验F1.带有主轴定向的X/Y方向校验F2.不带主轴定向的矢量方向校验F3.带有主轴定向的矢量方向校验F4.H0.01偏差范围若测量出的最大和最小偏差超过了这一项设定的数值,程序将自动停止,并产生错误报警,默认设置0.01mmR4500.快速定位进给速度设定测量时快速定位的进给速度默认设置4500 mm/minS250.触测速度设定实际触测速度默认设置250 mm /minW1.1回退距离设定测头离开触测点的距离。
在触测次数大于1,控制器反应较慢的情况下,此项设定尤为重要。
例如我们使用普通跳转时,设置数值必须小于E,大于1.默认设置为 1.1mm1.-E运行启动程序之后,必须用O9107(X、Y方向)和O9108(Z方向)程序校验所有的测头变量F指定所有测量程序的动作,在必要的时候,使用矢量方向校验和主轴定向。
(******HOME-POS-Z******) …. G91 G28 Z0. N 22.2 . 1 内部设定通过更改O9100的设置,可以指定测量程序变量的存储位置: #32 的数值(如500.) 指定用于基本设定和结果保存的第一个变量。
N1 #32 = 500. (START-VALUE- USE-UP-TO-134-VARIABLES)下面的表格列出了不同情况下可能的起始变量号:测量种类测头数量需要的变量数起始变量 x/y 方向 1 24 500 x/y 方向 1 24 975 矢量方向 1 57 942 矢量方向 2 95 904 矢量方向3133866读取测量结果和错误信息.测量结果储存在以下的变量中 #500 内部错误号码,若无错误为0值 #501 X 测量结果 #502 Y 测量结果 #503 Z 测量结果#504 直径或角度的测量结果 #505错误信息(参考S 值)起始变量取决于O9100中的设定。
默认设置 500.开机零点位置错误产生后,测头通过G28G91Z0指令回到机床开机零点位置,这一行语句位于O9103的开始部分.如果机床不识别这一指令,则必须进行更改2.3 校验程序使用启动程序O9100做好设置之后,就可以进行测头校验了,我们使用程序O9107做Z方向校验,程序O9108做X、Y方向或者矢量方向校验。
使用新的测头或新的测头配置必须先进行校验,首先是Z方向,接下来是X、Y或矢量方向。
校验程序可以任意重复。
2.3. 1O9 107 - 校验Z向用于校验测头长度O9107 [H1.] [M_.] T_. [X0][Y0] Z_._ W_._H_.测头号码测头号码可以是H1., H2. 或H3..H2. 和H3.只在进行矢量校验,并且#500 到#999之间拥有足够的存储空间时才可设定。
默认设置H1.M_.测头激活模式如果需要特别的M代码来激活测头,使用此项设定,默认为空。
数值“+1.“表示关闭测头。
同时拥有多个测头时,设定对所有测头有效。
T_.刀库内测头号设定刀库内带有测头的刀号X0X-轴数据校验时工件坐标中的X位置。
默认设置X0Y0Y-轴数据校验时工件坐标中的Y位置。
默认设置Y0Z_._准确的Z 位置校验时工件坐标中的Z位置,通常设0W_._测头大概刀长测头长度可以在手册中查询,另外还需要加上易损杆、加长杆、转接和测针的长度。