冷喷涂中的喷涂效果分析与评估
冷喷涂的基础知识
冷喷涂的基础知识冷喷涂技术是一种先进的表面修复技术,它可以在不加热的情况下将一种新型合金材料或陶瓷型材粉末,通过高速喷射的方式,将其涂覆在需要修复的部位,从而达到完美的表面修复效果。
这种技术被广泛应用于航空、航天、军工、船舶、汽车、机械等行业,并且得到了国际上的广泛认可。
1. 冷喷涂的基本原理冷喷涂技术的核心原理是利用喷涂机将材料粉末喷射到被涂覆材料表面上,通过高速喷射的方式,使材料粉末在空气中加速到达极高的速度,并与被涂覆材料表面直接冲击和冷焊接起来。
不仅可对表面进行涂覆修补,还能够对零件的内部孔洞和管道进行喷涂,从而达到全面的修复效果。
2. 冷喷涂的材料特性冷喷涂技术的材料主要有两类:金属合金材料和陶瓷型材粉末。
金属合金材料通常是高强度、高硬度并具有较好耐磨、耐腐蚀性能的金属,常用的有钨合金、钢铁合金、镍基合金等;陶瓷型材粉末则是一种高硬度、高耐磨性的耐高温材料,常用的有碳化硅、氧化铝、氧化锆等。
这些材料在冷喷涂过程中,因其高速撞击被修补物体表面,使得金属材料与被涂覆金属的接触面积增大,从而达到更加良好的冷焊接效果。
3. 冷喷涂的应用领域冷喷涂技术除了能够对零件的表面进行修补外,还能够对其内部孔洞和管道进行喷涂,从而获得全面的修复效果。
它主要应用于航空、汽车、机械、电力、冶金、化工等领域,用于修复机械、液压、紧固件、风扇、轴瓦、涡轮、喷气发动机等部件的磨损、腐蚀、开裂、剥落等缺陷。
4. 冷喷涂的优点冷喷涂技术具有许多优点。
首先,它是一种不需要在加热状态下喷涂材料的技术,因此可以避免热影响区产生的问题,从而避免了被喷涂物温度失控、由此产生的变形以及热应力等情况;其次,冷喷涂技术不仅能修复金属零件的缺陷,还能修复陶瓷材料的缺陷,从而适用范围更广泛;此外,冷喷涂技术的精度高,冷焊接效果好,与被涂覆物体结合有力,而且喷涂过程没有耗气、耗电等额外成本,具有良好的经济效益。
5. 冷喷涂的发展趋势随着现代工业制造水平的不断提高以及对于零件质量的要求不断提高,冷喷涂技术得到了迅速的发展。
超音速冷喷涂铜涂层特性分析
1. 1 涂层制备 试验中喷涂材料选用气雾化法制备的 纯度为
收稿日期: 2006- 11- 26
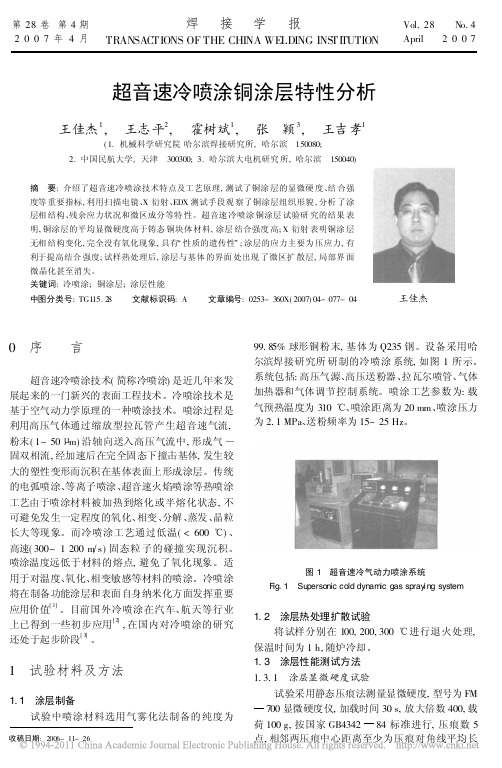
99. 85% 球形铜粉末, 基体为 Q235 钢。设备采用哈 尔滨焊接研究所 研制的冷喷涂 系统, 如图 1 所示。 系统包括: 高压气源、高压送粉器、拉瓦尔喷管、气体 加热器和气体调节控制系统。喷涂工艺参数为: 载 气预热温度为 310 、喷涂距离为 20 mm、喷涂压力 为 2. 1 MPa、送粉频率为 15~ 25 Hz。
2 试验分析结果及讨论
2. 1 涂层硬度和结合强度分析 涂层硬度是反映涂层质量的重要指标之一, 在
一定程度上反映了涂层的耐磨性。涂层结合强度是 涂层性能( 或质量) 最重要的指标之一, 它反映了涂 层的力学性能。承受载荷的场合对涂层的结合强度
测试结果表明, 涂层的硬度分布比较均匀, 铜涂 层平均值为 166. 92, 显微硬度值高出铸态纯铜块体 硬度( 92HV0. 1) 值 90% , 与拉拔态的铜材相当。导 致冷喷涂涂层的显微硬度值高主要是因为冷喷涂过 程存在强烈的冷加工硬化、涂层内应力和晶界高密 度位错增加。
试验采用静态压痕法测量显微硬度, 型号为 FM 700 显微硬度仪, 加载时间 30 s, 放大倍数 400, 载 荷 100 g, 按国家 GB4342 84 标准进行, 压痕数 5 点, 相邻两压痕中心距离至少为压痕对角线平均长
78
焊接学报
第 28 卷
度的 2. 5 倍。 1. 3. 2 涂层结合强度试验
0
0
95. 18714
10
0. 0302
95. 18198
20
0. 117
95. 18042
128
- 55. 6766
铜基复合材料的冷喷涂制备与性能研究报告

铜基复合材料的冷喷涂制备与性能研究报告摘要:铜基复合材料由于其优异的导电性、热导性和机械性能,在航空航天、能源和汽车等领域具有广泛的应用前景。
本研究通过冷喷涂技术制备了铜基复合材料,并对其制备工艺和性能进行了研究。
结果表明,冷喷涂制备的铜基复合材料具有较高的硬度、抗磨性和耐腐蚀性能,适用于高温和腐蚀环境下的工程应用。
1. 引言铜基复合材料是一种由铜基合金和其他强化相组成的材料,具有优异的综合性能。
然而,传统的铸造和热喷涂制备方法存在制备周期长、成本高和材料性能不稳定等问题。
冷喷涂技术作为一种新型的表面处理方法,可以在低温下将粉末颗粒喷涂到基体表面,具有高效、低成本和无热影响等优势。
因此,通过冷喷涂技术制备铜基复合材料具有重要的研究价值。
2. 实验方法本研究选取了纳米碳化硅(SiC)颗粒作为强化相,铜粉作为基体材料。
首先,将铜粉和纳米SiC颗粒按一定比例混合,并进行超声处理以提高分散性。
然后,采用冷喷涂设备将混合粉末喷涂到基体表面,形成铜基复合涂层。
最后,对制备的复合材料进行显微组织观察、硬度测试和耐腐蚀性能测试。
3. 结果与讨论3.1 显微组织观察通过扫描电子显微镜观察,发现冷喷涂制备的铜基复合材料中,纳米SiC颗粒均匀分布在铜基体中,没有明显的界面反应和裂纹现象。
这表明冷喷涂技术可以有效实现铜基复合材料的制备。
3.2 硬度测试通过维氏硬度测试,发现冷喷涂制备的铜基复合材料硬度明显高于纯铜材料。
这是由于纳米SiC颗粒的加入增强了材料的硬度。
此外,硬度值随着纳米SiC颗粒含量的增加而增加,但当颗粒含量超过一定值时,硬度值趋于饱和。
3.3 耐腐蚀性能测试通过电化学腐蚀实验,发现冷喷涂制备的铜基复合材料具有较好的耐腐蚀性能。
与纯铜相比,复合材料的腐蚀电流密度明显降低,表明添加纳米SiC颗粒可以有效提高材料的耐腐蚀性能。
这是由于纳米SiC颗粒的存在形成了界面屏蔽效应,阻止了腐蚀介质对铜基体的侵蚀。
4. 结论本研究通过冷喷涂技术成功制备了铜基复合材料,并对其制备工艺和性能进行了研究。
冷喷涂工艺的进展及应用现状
( c o l fM aeilS in ea dEn ie r g ej g I siueo c n lg S h o tr ce c n gn ei ,B in n t t f o a n i t Teh oo y,B in 0 0 1,C ia ej g1 0 8 i hn )
Ab tac : sr t Thec d s a i g t c o o s a n w e h l g e eope n t il u f c r a m e tt c no o y i e ol pr y n e hn l gy i e t c no o y d v l d i he fed ofs ra e te t n e h l g n r — c nty ar .Com p r d w ih ot rm e h ds,t eobt i d c a i g ha a y a a t ge e e s a e t he t o h ane o tn sm n dv n a s,b c u eoft ol pr yig t c o o e a s hec d s a n e hn l — g r e di de h ow e p r t r . I h spa e Y p oc e ng un rt e l t m e a u e n t i p r,i i n r du e h tt pr yig p i i l t si t o c d t a he s a n rncp e,a o e spa a e e s nd pr c s r m t r ( u h a he ga e s r n e pe a ur san — fdit n e, t e pe a u e oft ub tat nd O on) afe tng t s c st s pr s u e a d t m r t e, t d of s a c he t m r t r he s s r e a S f c i he q al y ofc tng a e n e o u i oa i s h ve b e xp und d,whih m anl fe tt i op ri sby a f c ig t e v l ct ril . The t e c i y a fc he fl pr e te fe tn h e o iy ofa pa tce m dfe e o e spa a e e s a f c ig h c tng r p r is, s h a p ii n e fce y, p ost m ir — a dne s, t if r ntpr c s r m t r fe tn t e oa i p o e te uc s de osto fiinc or iy, co h r s he
冷喷涂的原理与机制
冷喷涂的原理与机制冷喷涂是一种高速气体动力喷涂技术,使用高压气体将粉末和涂层介质加速到高速并喷洒到被涂覆的表面。
冷喷涂具有高效、高质、高可靠性和纳米级涂层等特点,已广泛应用于汽车、航空、能源、化工、医药等领域。
冷喷涂的原理是将固态粉末在高压气流的加速下传送到高速旋转的喷嘴中,并从喷口喷出被加速的粉末,在吸气旋流的同时与高速氧化氮气(N2O)相混合,形成一个类似于高速气流的涂覆体系以将粉末喷涂到被涂覆的表面上。
冷喷涂中主要包括生成高速气流、加速和混合喷涂物质和沉积涂料三个步骤。
我国的冷喷涂技术成熟,产业链相对完整,成为世界领先水平。
冷喷涂有3种类型的喷嘴:气流喷嘴、热疗喷嘴和高压气流喷嘴。
其中气流喷嘴根据气流特性可分为均匀式气流喷嘴和偏流式气流喷嘴两种。
而热疗喷嘴是通过加热使介质液化、膨胀喷出来,在形成涂装膜的同时使底板得到预定的加热。
冷喷涂的机制主要涉及粉末的加速、加热、熔化和喷涂。
最初喷口的受到高压气体驱动,并将粉末加速到高速。
一旦到达旋转的喷口,粉末会经过复杂的滞留和旋转,进一步获得能量,其燃烧速度因材质而异。
同样粉末和气体的组合会对沉积涂层的厚度和结构产生影响。
在粉末加速过程中,加速质量流量的大小与气体速度和质量流量关系不大,而是与加速段和喷嘴缩径之间的截面积有关。
相同的加速质量流量和喷气喉的材料相同时,加速质量流量和喷气喉截面积的比值越大,加速度越大。
在喷涂过程中,涂层的质量和结构取决于粉末的形态、材质、质量和其与涂层介质的接触方式等因素。
粉末附着在底板上形成的涂料层只有在适当条件下才能合理附着在底板上。
因此,冷喷涂的适当设置、气流和喷涂剂的选择等方面是极为重要的。
总之,冷喷涂在涂装、车身、空气动力学和加热防护等领域有着广泛的应用。
未来,随着新型材料的不断涌现和加速涂装技术的不断发展,冷喷涂将在更多领域重要地发挥作用。
金属冷喷涂技术
摘要针对镁合金表面防腐、耐磨的需要,利用冷喷涂技术在镁合金表面制备了耐磨和防腐涂层。
为了提高冷喷涂效率,本文根据流体力学和空气动力学的相关理论对超音速喷枪进行优化设计。
应用FLUENT软件对拉瓦尔喷枪内的气固两相流动过程进行数值模拟,并对喷枪内气相和固相颗粒的速度、温度和压强分布进行分析,跟据模拟结果改进喷枪结构,使强化材料流出速度达到最佳。
冷喷涂技术的关键是通过拉瓦尔喷枪加速气流提高粉末的喷出速度,实现在基体表面的沉积。
气体进口参数对出口气流速度有一定影响。
在相同的喷枪结构下,进口速度的变化对出口速度的影响较小,尤其是进口速度低于50m/s 时,其变化基本上不会使出口速度有大的改变。
并且让进口气流压强有大的提高不易实现。
提高出口速度的方式是以提高进口气体温度为主,适当提高进口压强。
通过对模拟数据的分析,适当延长喷枪渐扩段的长度既可以降低出口温度,又可以提高出口速度。
为了对喷枪内气体流动过程有更深入的分析,应用重整化群(RNG)k–ε模型对喷枪内流动过程进行数值模拟,对喷枪流道形状的变化,采用不均匀网格划分计算区域,并用二阶差分格式离散通用微分方程的对流相;然后用SIMPLE算法来求解气体的运动。
跟据上述原理应用FLUENT软件对喷枪内的压强、温度、速度的分布做分析后,设计出最优的喷枪结构为:入口直径D1=15.2mm,出口直径D2=14mm,喉部半径R cr=3.5mm;渐缩角α=30°,长度L1=20.9mm;渐扩角β=10°,渐扩段长度L2=55mm;总长L=75.9mm。
然后,对优化设计的喷枪进行数值模拟,得出最后的结果。
关键词:镁合金;拉瓦尔喷枪;(RNG)k–ε模型;SIMPLE算法IAbstractIn order to study the cold spray technology on Mg alloy surface, the designed supersonic nozzle is optimized according to the theory of hydrodynamics and aerodynamics. The FLUENT software is used to simulate the gas-solid flow. The velocity, temperature and pressure of gas and solid particles are analyzed in the Laval Nozzle. According to the simulation results, the nozzle structure is improved to make the velocity of gas and particle best.The key of Cold Spray technology is accelerating the velocity of materials to supersonic in the Laval nozzle, then the powder of materials is deposited on the surface effectively. The speed of outlet was impacted by inlet parameters. At the same Laval nozzle structure, the speed of inlet less impact on outlet speed, particularly inlet velocity blow 50m / s. And increasing air pressure of inlet deeply is difficult realization. The main method of raising the speed of outlet is getting up the gas temperature of inlet with suitable pressure. Through analysis the data of simulation, appropriately extending the length of expanding nozzle’s zone can obtain both lower temperature and higher speed at outlet. A k-ε (RNG) model was used in the simulation in order to understand the character of the flows in Laval-Nozzle. According to the shape variation of the Laval-Nozzle, a structured non-uniform grid system has been used to divide the computation domain. The second-order difference style was selected for the discrimination of the convection in the differential equation, and the SIMPLE method is used to solve the gas phase flow. According to the application of this principle, the pressure, temperature and velocity's distribution are analyzed with FLUENT software. Optimal designing structure of the nozzle is: Inlet diameter: D1 =15.2mm; Outlet diameter: D2 = 14mm; Throat radius: R cr = 3.5mm; Diverging angle: α= 30 °; L1 = 20.9mm; Expanding angle: β= 10 °; L2 = 55mm; Total length: L = 75.9mm. Then, the optimized nozzle properties were simulated and get a reasonable result.Keywords: Mg alloy; Laval Nozzle; SIMPLE method; k-ε (RNG) modelII目录摘要 (I)ABSTRACT .......................................................... I I 第1章绪论 .. (1)1.1 镁合金防腐技术研究现状 (1)1.1.1 化学转化处理 (2)1.1.2 阳极氧化和等离子微弧阳极氧化 (3)1.1.3 扩散涂层 (4)1.1.4 金属镀层 (4)1.1.5 激光表面处理 (5)1.1.6 离子注入 (5)1.1.7 其它处理方法 (6)1.2冷喷涂技术的现状分析 (6)1.2.1 冷喷涂原理 (6)1.2.2 冷喷涂工艺特点 (7)1.2.3 冷喷涂技术的应用 (8)1.3冷喷涂射流过程数值模拟研究进展 (9)1.4 课题研究意义及内容 (10)第2章冷喷涂Laval管的设计 (11)2.1 引言 (11)2.2 超音速喷枪气体动力学计算 (11)2.3 气体热力参数计算 (13)2.4 设计过程 (14)第3章喷枪内超音速气流的数值模拟 (18)3.1引言 (18)3.2模型的建立 (18)III3.2.1 物理模型 (18)5.2.2数学模型 (18)3.3计算机的模拟过程 (20)3.3.1网格的化分 (20)3.3.2求解器 (20)3.3.3 FLUENT计算过程 (22)3.4结果与讨论 (23)每4章喷枪的优化设计 (25)4.1为减小粘性附层面影响的优化 (25)4.1.1喷枪模拟的优化 (25)4.1.2气相模拟结果 (26)4.2 对Laval喷枪渐扩段的优化 (28)4.2.1结构优化计算 (28)4.2.2气相模拟与讨论 (28)4.3 对Laval喷枪渐缩段的优化 (36)4.3.1结构优化计算 (36)4.3.2气相模拟与讨论 (37)第5章结论 (41)参考文献 (41)致谢 (45)IV第1章绪论镁合金具有很高的比强度、比刚度、比弹性模量,还具有良好的导热、导电性、尺寸稳定性、电磁屏蔽性、可加工性等优点,广泛地应用于航空航天、汽车制造和电子工业等领域[1]。
冷喷涂技术的工艺特点综述
1冷喷涂技术的原理冷喷涂技术是相对于热喷涂技术而言的新型技术,其原理是利用高压气体携带粉末颗粒从轴向进入喷枪产生超音速流,完全固态的粉末颗粒经过加速后去撞击基体,撞击后因为塑性变形严重,产生沉积现象,最后在基体的表层产生涂层。
冷喷涂过程是在温度较低的环境下完成的,驱动力不足以使喷涂粒子发生相变,粒子的晶粒不容易长大,氧化现象不容易发生,,所以特别适合于喷涂纳米相材料、非晶材料、氧敏感材料、相变敏感材料等温度敏感材料。
2关于冷喷涂工艺参数的研究粒子的粒子撞击基体的速直接决定粒子会不会产生塑性变形。
冲蚀现象的产生就是因为粒子速度低于了临界速度;反之,如果粒子速度高于其临界速度就会发生塑性变形并沉积于基体表面形成涂层。
不同材料有着不同的临界速度。
H,Assadi等构建了理论模型,以此来形象地表达喷涂工艺及材料的特征及对临界速度的影响并为影响因素总结概括成一个公式:式中ρ为粒子密度,单位kg/m3;σu为粒子极限强度,单位MPa;Tm为粒子熔点,单位℃;Ti为粒子初始温度,单位℃。
公式中各个参数之间的关系表明冷喷涂粉末能否形成涂层主要取决于颗粒撞击基体的速度是否能够超过颗粒沉积所需的临界速度。
由于粒子的速度直接影响涂层的质量,所以应主要研究能够对粒子速度产生影响的各种因素,如气体预热温度、气体种类、喷枪的结构等。
这些因素都可以影响喷涂的质量和效果。
因为这些影响都可以影响喷涂的质量和效果。
对于这些因素主要一下几个方面。
2.1气体的压力、温度、种类、送粉速率气体的压力、温度、种类是粉末颗粒能否达到临界速度的主要因素。
典型的气体压力为1.5-3.5MPa.粒子速度和气体压力的变化成正比。
当气体压力不变的条件下,对气体使用预热器加热是提高粉末颗粒速度的有效方法。
同时,气体温度的升高还将将粉末颗粒的温度得到一定程度的提高,从而加速撞击基体时塑性流动变形的产生。
通常,气体的温度一般控制在100-600℃范围内。
粒子的碰撞速度会随着气体温度的升高而增加,但幅度会逐渐缩小,并且如果粒子越小其碰撞速度越受到温度的影响。
冷喷涂WC-Co涂层的组织结构和性能研究
冷喷涂WC-Co涂层的组织结构和性能研究王洪涛;陈枭;纪岗昌;白小波;董增祥;仪登亮【摘要】以微米WC-12Co、纳米WC-17Co和WC-23Co三种团聚烧结粉末为原料,进行冷喷涂沉积涂层实验,通过扫描电镜、X射线衍射仪分别分析了涂层的组织结构和相结构,运用压痕法测定了涂层的显微硬度、弹性模量和断裂韧性,并通过销-盘磨损实验测定了涂层的耐磨损性能.实验表明,三种粉末所沉积的WC-Co涂层均具有致密的组织结构,涂层保持与原始粉末相同的相结构,黏结相Co由于强烈塑性变形发生了同素异构转变,涂层组织无传统层状结构,WC硬质相发生了局部流动和再分布.对于纳米WC-Co涂层,随着黏结相含量增加,涂层硬度和弹性模量降低、断裂韧性增加,相对于316L不锈钢,冷喷涂WC-Co涂层表现出了优异的耐磨损性能,涂层磨损失效机理主要为磨粒对涂层的切削作用.【期刊名称】《材料工程》【年(卷),期】2013(000)010【总页数】7页(P29-35)【关键词】冷喷涂;WC-Co涂层;黏结相;组织结构;性能【作者】王洪涛;陈枭;纪岗昌;白小波;董增祥;仪登亮【作者单位】九江学院机械与材料工程学院九江市绿色再制造重点实验室,江西九江332005;九江学院机械与材料工程学院九江市绿色再制造重点实验室,江西九江332005;九江学院机械与材料工程学院九江市绿色再制造重点实验室,江西九江332005;九江学院机械与材料工程学院九江市绿色再制造重点实验室,江西九江332005;九江学院机械与材料工程学院九江市绿色再制造重点实验室,江西九江332005;九江学院机械与材料工程学院九江市绿色再制造重点实验室,江西九江332005【正文语种】中文【中图分类】TG115.5纳米WC-Co因具有较高的硬度成为表面涂层材料研究的热点之一[1-3],但纳米 WC颗粒在超音速火焰喷涂过程中易于发生受热分解,导致所沉积涂层中出现硬脆相(η相)而影响涂层的韧性和磨损性能,从而难于发挥纳米硬质颗粒对涂层性能的强化作用[3,4]。
冷喷涂技术的研究现状及在航空工业领域内的应用
冷喷涂技术的研究现状及在航空工业领域内的应用摘要:冷气动力学喷涂法,简称冷喷涂,是近几年发展起来的新型、先进的表面涂层技术。
热喷涂一般以等离子体、电弧、火焰等为热源,将粉末加热到熔化或半熔化状态,然后喷涂到基体上,这种高温有可能造成喷涂颗粒的氧化、毁伤、相变、蒸发、熔解或晶粒长大。
作为一种先进表面工程及加工工艺,冷喷涂技术在航空工业领域内有着广阔的应用空间。
它可以用来制备航空发动机涂层及航空武器的功能涂层,对受损的航空器部件进行修复,或者直接通过喷涂成形技术制造航空器部件。
基于此,本文主要对冷喷涂技术的研究现状及在航空工业领域内的应用进行分析探讨。
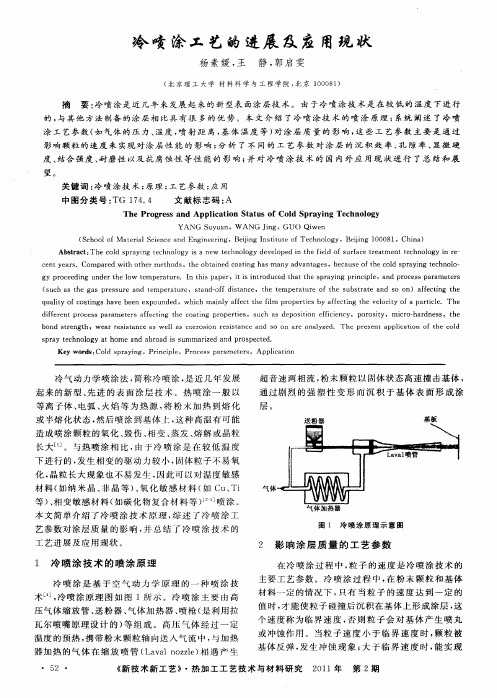
关键词:冷喷涂技术;研究现状;航空工业领域;应用1、冷喷涂技术的喷涂原理冷喷涂是基于空气动力学原理的一种喷涂技术,冷喷涂原理图如图1所示。
冷喷涂主要由高压气体缩放管、送粉器、气体加热器、喷枪(是利用拉瓦尔喷嘴原理设计的)等组成。
高压气体经过一定温度的预热,携带粉末颗粒轴向送入气流中,与加热器加热的气体在缩放喷管(Lavalnozzle)相遇产生超音速两相流,粉末颗粒以固体状态高速撞击基体,通过剧烈的强塑性变形而沉积于基体表面形成涂层。
图1 冷喷涂原理示意图2、冷喷涂涂层应用现状冷喷涂技术的应用研究在国外已经取得了很大的进展,我国冷喷涂技术研究还处在初级起步阶段。
由于冷喷涂过程中粒子温度较低,粉末不易发生氧化相变现象,形成涂层的组织结构与喷涂前粉末相比基本上无变化,因此冷喷涂中可使用各种粉末,如纯金属粉末、合金粉末、复合涂层,可以产生不同性能的涂层。
目前可以沉积的金属有Al、Zn、Cu、Ti、Ag等,高熔点金属Mo、Ta等,合金有NiCr、MCrAlY等,复合涂层有Zn-Al、Al-Al2O3等[24]。
冷喷涂技术避免了高温对基体和涂层的不利影响,使该技术已经广泛应用于各个领域。
冷喷涂技术的设计与研究正向工业化应用的方向转化,利用冷喷涂技术可制备保护性涂层(耐腐蚀涂层、耐高温涂层、耐磨涂层等)。
冷喷涂中的底材准备与表面处理技术
冷喷涂中的底材准备与表面处理技术随着经济的发展和科技的进步,现代工业对涂层的要求越来越高,涂层的材料和涂层技术也在不断地发展。
其中,冷喷涂技术是一种新兴的表面修复技术,它可以在保留材料原有性能的同时,对其表面进行加工,增强其使用寿命。
而冷喷涂中的底材准备与表面处理技术则是保证冷喷涂效果的关键。
底材准备底材准备是冷喷涂过程中非常重要的一个环节,它的质量将直接影响后续的涂层效果。
在冷喷涂过程中,应使用具有较高密度、高强度、较低磨损率和良好耐腐蚀性能的金属材料作为基材。
常用的底材包括铝合金、不锈钢、钛合金等。
在进行底材准备时,首先需要进行基材的清洗。
一般情况下,采用机械或化学方法将基材表面上的油污、锈蚀、氧化、污垢等清除干净。
机械清洗主要采用喷砂、喷丸等方法进行表面处理,而化学清洗则常采用氢氧化钠、氢氟酸等化学清洗液进行清洗。
而在进行机械清洗前,也需要对底材表面进行光洁度检测,以保证底材的表面质量。
除了清洗,底材准备还包括表面预处理。
在冷喷涂过程中,通过表面预处理可以形成一层较为均匀、紧密的微米级氧化铝膜,从而提高底材的表面硬度和抗氧化性能,增强其抗磨损和耐蚀能力。
目前,常用的表面预处理方法包括机械研磨、电解处理等。
表面处理技术在冷喷涂中,表面处理技术也是影响涂层质量的重要因素。
冷喷涂的表面处理与传统涂层不同,它更侧重于表面加工和光洁度的要求,而且需要适应高压喷涂和喷射速率的要求。
常见的表面处理技术包括机械加工和化学加工。
机械加工包括喷砂、喷丸、磨削等方法。
其中,喷砂是最常用的方法之一。
在喷砂时,根据喷砂颗粒的大小、形状、密度、速度等参数的不同,可以实现不同的表面质量。
而在进行喷砂处理时,需要根据底材的质量和喷涂要求,选择合适的喷砂材料和工艺参数,以达到最佳的表面质量。
化学加工则分为电化学和化学法两种方法。
电化学加工主要包括阳极氧化和电沉积等方法。
与机械加工相比,电化学加工具备工艺简单、加工精度高、成本低等优点。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
冷喷涂中的喷涂效果分析与评估冷喷涂是一种新型喷涂技术,它在喷涂时不需要预热,不会对工件产生热变形、热裂纹等问题。
同时,冷喷涂可以在喷涂过程中实现不同材料的混合或涂层复合,使得喷涂效果更加出色。
在工业制造领域中,冷喷涂已被广泛应用于表面修复、涂覆保护和金属加工等领域。
本文将从冷喷涂中的喷涂效果分析和评估两个方面来探讨其工作原理和应用前景。
一、冷喷涂的喷涂效果分析
1. 喷涂颗粒物的速度分布
冷喷涂是一种利用高速气体将金属颗粒喷向工件表面的喷涂技术。
在喷涂过程中,喷涂颗粒物的速度是决定涂层质量的关键因素之一。
研究表明,冷喷涂的喷涂速度一般在500 米/秒以上,颗粒物的速度分布均匀,可以实现对工件表面的快速喷涂,从而提高涂层的质量和效率。
2. 喷涂质量的控制
冷喷涂技术可以通过控制气体流量、喷嘴口径、喷涂距离和工
艺参数等来控制喷涂的质量。
同时还可以针对不同的工艺需求,
进行不同类型的喷涂。
例如,可以采用热喷涂技术来喷涂高温、
高强度的涂层,或者采用冷喷涂技术来喷涂高耐磨性、高抗腐蚀
性的涂层。
3. 喷涂层的成分和结构
冷喷涂技术可用于在保持原材料热稳定性的同时,改善材料表
面性能。
采用冷喷涂技术可以在金属及各类材料表面形成一种具
有特定功能的涂层,并且比其他涂层更加坚固、更加耐磨、更加
抗腐蚀、更加耐高温。
此外,冷喷涂技术还可以实现不同材料的
混合和涂层复合,使得喷涂层的成分更加优化,结构也更加复杂。
二、冷喷涂的喷涂效果评估
1. 涂层的厚度和硬度
涂层的厚度与其硬度密切相关。
在冷喷涂过程中,涂层厚度与喷涂参数、喷涂粉末质量、喷涂距离和喷嘴口径等因素有关。
喷涂参数的优化可以改善涂层的质量,提高涂层的硬度。
2. 涂层的颗粒粒度分布
涂层颗粒粒度分布是评估冷喷涂涂层性能的关键参数之一,它对涂层的耐腐蚀性、磨损性和抗疲劳性能等方面都有着影响。
因此,在冷喷涂过程中,必须严格控制颗粒粒度分布,以获得具有优良性能的涂层。
3. 涂层的组织和微观结构
涂层的组织和微观结构对整个涂层的功能和性能都有着至关重要的影响。
随着冷喷涂技术的不断发展,涂层的微观结构和组织已经成为涂层性能评估的关键参数之一。
涂层的微观结构可以通过扫描电镜和透射电镜技术来观察和分析,以了解涂层的纳米结构和微观结构。
总结
冷喷涂技术是一种新型喷涂技术,不仅能够保持金属材料的热稳定性,还能够改善材料表面性能。
在冷喷涂过程中,涂层的喷涂效果分析和评估对冷喷涂的发展和广泛应用具有重要意义。
为了确保涂层的质量和性能,在冷喷涂过程中必须注重喷涂参数的优化,控制颗粒粒度分布和涂层的组织和微观结构,以获得具有优良性能的涂层。
冷喷涂在未来的发展前景中有着广阔的应用前景,可以在金属表面修复、涂层保护和工件加工等领域中发挥越来越重要的作用。