线切割慢走丝技术参数
线切割设备参数要求

线切割设备参数要求引言线切割是一种常用的材料切割方式,广泛应用于金属加工、电子元件制造、汽车制造等领域。
线切割设备是实现线切割工艺的核心设备,其参数的合理设置对于保证切割质量、提高生产效率具有重要意义。
本文将讨论线切割设备的参数要求,以期为使用者提供参考。
设备参数要求1. 切割速度切割速度是指线切割设备在切割工作时行进的速度。
切割速度的选择直接影响到切割质量和生产效率。
一般来说,高速切割可以提高生产效率,但过高的切割速度可能导致切割质量下降。
因此,在设备参数选择时,需要根据具体应用需求,平衡切割速度与切割质量之间的关系。
2. 切割电流切割电流是指线切割设备在切割工作时所用的电流值。
切割电流的大小会影响到切割速度和切割质量。
一般来说,较高的切割电流可以提高切割速度,但同时也会增加切割过程中材料损失的情况。
因此,在设备参数选择时,需要根据具体应用需求,平衡切割电流与切割速度和材料损失之间的关系。
3. 切割深度切割深度是指线切割设备在一次切割过程中可以达到的最大切割深度。
切割深度的选择需要考虑待切割材料的厚度以及切割工艺的要求。
一般来说,较大的切割深度可以提高切割效率,但同时也会增加切割过程中的热影响区域。
因此,在设备参数选择时,需要根据具体应用需求,平衡切割深度与切割效率和热影响区域之间的关系。
4. 切割精度切割精度是指线切割设备在切割工作中能够达到的精度要求。
切割精度的大小会直接影响到切割质量。
一般来说,较高的切割精度可以提高切割质量,但同时也会增加设备的成本。
因此,在设备参数选择时,需要根据具体应用需求,平衡切割精度与设备成本之间的关系。
5. 切割表面光洁度切割表面光洁度指的是线切割设备切割后材料表面的平整程度和光洁度。
切割表面光洁度的要求会受到待切割材料的性质和应用要求的影响。
一般来说,较高的切割表面光洁度可以提高切割质量,但同时也会增加切割工艺的难度。
因此,在设备参数选择时,需要根据具体应用需求,平衡切割表面光洁度与切割质量和工艺复杂度之间的关系。
快走丝与慢走丝的区别

快走丝线切割与慢走丝线切割的主要区别
● 快走丝与慢走丝,是以电极丝走丝速度来区分的。
● 快走丝的丝速通常在10m/s左右,目前切割速度一般约60平方毫米/分,最高速度有达到200多平方毫米/分的;慢走丝的走丝速度一般低于0.25m/s,它的切割速度比快走丝要高、精度要好。
● 切割工件的速度,与工艺要求有关,也与机床性能、被加工材料性质及形状等有关;若不计表面粗糙度,设平均加工速度为80平方毫米/分,则切断一个直径为50的圆棒,用快走丝约需25min。
● 快走丝机床与慢走丝机床,虽同属于电火花线切割机床,但由于走丝方式的不同,以及历史原因造成的主攻方向的不一样,使得二者有很大的区别、适应于不同的加工领域。
● 虽然慢走丝有双丝系统机床,快走丝也有可调整丝速的机床,但仍属于各自的范畴,在结构形式上两者不能在同一台机床上实现。
● 快走丝一般采用钼丝或钨丝作电极,可以反复使用直到断丝为止。
而慢走丝一般采用铜丝作电极,线电极只是单向通过,不重复使用。
慢走丝加工精度
±1.5um,通常丝速在300平方MM/min,粗糙度Ra0.1~0.2um,直径0.03~0.1MM的细丝可一次性完成冷冲压模的凸凹模及0.04MM的窄槽和R0.02圆角的加工,锥度已能超过30度以上的精密加工水平。
加工费很贵。
● 目前快走丝线切割的加工费为0.4~0.5分/平方毫米,而慢走丝线切割的加工费是快走丝线切割的加工费的10倍,即4~5分/平方毫米。
综上所述:慢走丝线切割切割快,精度高,费用昂贵。
机床加工慢走丝线切割作业指导书

机床加工慢走丝线切割作业指导书1.开机:
将稳压器电源打开至ON,机台总开关打至ON
压下SOURCE开关,等待2~3分钟至坐标系为黑色字体压下POWER开关至ON
限位移动G81X-Y-Z+U-V-
将床台清理干凈,校正丝垂直
水中空移动
工件安装、打表校正
分中、定位
输入程序并绘图保存
空跑
加工准备(液压液量调整)
按图加工
加工完后,将工件从床台取下,检测寸法
清洗床台,保证其清洁
2. 关机:
将画面调至手动(无代码)
压下POWER开关至OFF(不亮),等待导轨气动减速
压下SOURCE开关至OFF(不亮),等待机台关机处理
将机台总关闭掉至OFF
将机台总电源掉至OFF
注意事项:
1. 机头撞机或机台2~3天没使用,将线的垂直度要调整过。
2. 检查机台水质是否5*104ecm.(5.0-10.0*104ecm为正常)。
3. 滤网压力是否会过低(滤网压力以0.2kg/cm2为正常)。
4. 关机后至少15秒后方可开机。
5. 加工有废料的工件时,程序中必须加切断前暂停,而且加工者在落料时不可离开机台,当废料落下无法取出时禁止移动机头,需将工件拆下取料。
6. 当工件有松动的入子时,需将入子与工件底部配齐,然后粘上胶水,如工件底部不平,需将底部抬高架模,以防发生撞机事故。
快走丝、慢走丝和中走丝
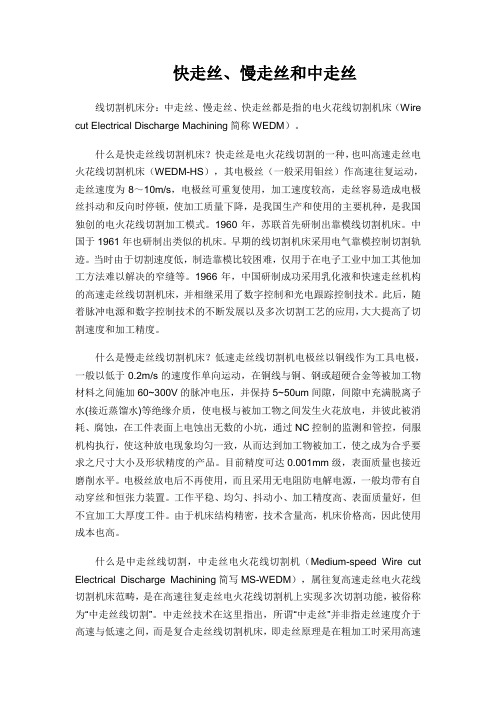
快走丝、慢走丝和中走丝线切割机床分:中走丝、慢走丝、快走丝都是指的电火花线切割机床(Wire cut Electrical Discharge Machining简称WEDM)。
什么是快走丝线切割机床?快走丝是电火花线切割的一种,也叫高速走丝电火花线切割机床(WEDM-HS),其电极丝(一般采用钼丝)作高速往复运动,走丝速度为8~10m/s,电极丝可重复使用,加工速度较高,走丝容易造成电极丝抖动和反向时停顿,使加工质量下降,是我国生产和使用的主要机种,是我国独创的电火花线切割加工模式。
1960年,苏联首先研制出靠模线切割机床。
中国于1961年也研制出类似的机床。
早期的线切割机床采用电气靠模控制切割轨迹。
当时由于切割速度低,制造靠模比较困难,仅用于在电子工业中加工其他加工方法难以解决的窄缝等。
1966年,中国研制成功采用乳化液和快速走丝机构的高速走丝线切割机床,并相继采用了数字控制和光电跟踪控制技术。
此后,随着脉冲电源和数字控制技术的不断发展以及多次切割工艺的应用,大大提高了切割速度和加工精度。
什么是慢走丝线切割机床?低速走丝线切割机电极丝以铜线作为工具电极,一般以低于0.2m/s的速度作单向运动,在铜线与铜、钢或超硬合金等被加工物材料之间施加60~300V的脉冲电压,并保持5~50um间隙,间隙中充满脱离子水(接近蒸馏水)等绝缘介质,使电极与被加工物之间发生火花放电,并彼此被消耗、腐蚀,在工件表面上电蚀出无数的小坑,通过NC控制的监测和管控,伺服机构执行,使这种放电现象均匀一致,从而达到加工物被加工,使之成为合乎要求之尺寸大小及形状精度的产品。
目前精度可达0.001mm级,表面质量也接近磨削水平。
电极丝放电后不再使用,而且采用无电阻防电解电源,一般均带有自动穿丝和恒张力装置。
工作平稳、均匀、抖动小、加工精度高、表面质量好,但不宜加工大厚度工件。
由于机床结构精密,技术含量高,机床价格高,因此使用成本也高。
线切割加工有什么标准?线切割机床%—
1。
线切割机床的分类(1)根据控制方式的不同,电火花线切割机床分为:电气靠模线切割机床;光电跟踪线切割机床;数字控制线切割机床。
(2)根据电极丝走丝方式的不同,数控线切割机床分为:快走丝线切割机床;慢走丝线切割机床。
1)快走丝线切割机床①线电极运行速度较快(300—700m/min)。
②可双向往复运行,即丝电极可重复使用,直到丝电极损耗到一定程度或断丝为止。
③常用线电极为:钼丝(Φ0.1~Φ0.2mm)。
④工作液通常为:乳化液或皂化液。
⑤由于电极丝的损耗和电极丝运动过程中换向的影响,其加工精度要比慢走丝差,表面粗糙度要高;⑥尺寸精度:0.015~0.02mm;⑦表面粗糙度Rɑ:1.25~2.5μm。
⑧一般尺寸精度最高可达到:0.01mm,表面粗糙度Rɑ为:0.63~1.25μm。
2)慢走丝线切割机床①线电极运行速度较低(0.5~15m/min)。
②线电极只能单向运动,不能重复使用,这样可避免电极损耗对加工精度的影响。
③丝电极有:紫铜、黄铜、钨、钼和各种合金,直径一般为0.1~0.35mm。
④工作液:去离子水、煤油。
⑤尺寸精度:±0.001mm⑥表面粗糙度:Ry0.3μm。
4.线切割加工工艺指标常用的工艺指标有:切割速度、加工精度和表面粗糙度。
(1)切割速度1)线切割加工就是对工件进行切缝的加工。
2)切割速度(或加工速度)表示:①单位时间内电极丝中心所切割过的有效面积(mm2/min);②进给速度(mm/min)附加线切割厚度。
(2)加工精度加工精度包括:被加工工件的形状精度和位置精度。
1)形状精度①被加工工件的形状精度是指从XY平面看到的加工形状的平面精度(即尺寸精度),被加工表面的Z向垂直度。
②提高形状精度:要求切割面的线性度要小。
即:被加工表面要均匀平滑,垂直度小。
③慢走丝线切割加工的工件多为正腰鼓形,即工件中部凹进,④快走丝却相反,一般是工件中部凸出。
2)位置精度①位置精度——是指所切割轮廓间的相对位置偏差。
慢走丝线切割作业指导书

XXXXX公司作成:确认:承认:XXXX公司编号WI-002线切割作业指导书制定日期2005/12/31分类指导书制定单位制造一课版本B页次 2 of 4确认对象确认内容使用工具资料及方法判断处理方法及注意事项加工的内容GP、合せ辅助穴对照作业指示票W寸法图导柱与导套对照作业指示票构造图一般只加工导套,导套一般正寸﹣50来加工。
有无特殊加工对照作业指示票时记事项如模具有无三次加工,有无ST3仕样,有无先后道加工的地方等等。
加工前机器确认清洁度,干燥度使用气枪等打扫垂直度使用ウィセ自动垂直器给电子、铜线查看生产情报,目测查看W机的生产情报即给电子,一般100h换一次铜线规格无特殊指示,一般情况下为φ0.2冷却水纯度50以上,单位为内部设计(二)、架板开始1、架板:(1).确认做冲针有两次加工时,拉住的位置一定要多(至少5mm以上),一般选位处进 线孔放电加工。
(2).确认正图、逆图,(逆图正面架则要开镜像)。
(3).确认是否テ-ハ加工,一般热处理板的中拔需テ-ハ加工,制品穴落料不够大或刀 口过多要テ-ハ加工。
另:热处理板下模(才型、ダィス刀口 一般2.0~2.2),其它下模(才型、ダィス刀口一般2.2~ 2.5) ,上型(ストリッパ-、シェダ一刀口一般3mm),其余特殊情况设计时再指示。
作成:确认:承认:XXXXX公司编号WI-002线切割作业指导书制定日期2005/12/31分类指导书制定单位制造一课版本B页次 3 of 41 、平行,绞基准。
当有些变更或其它原因没有平行穴时,采用W显示器坐标和百分表合起来,上下移动对平行。
变更或第二次架板时,应绞两个割过的孔并取其差异的中间值,差异超过0.02~0.03时应谨慎行事,没有十足把握应及时联络。
另对于KYS这种单面、多孔而又W不加的板,一般要绞两个或多个孔,以确其穴的好坏。
2、输入加工文件,一般根据加工顺序输入所有这块能加工的内容。
一般先中拔,再外形;再外形两次,中拔两次,再切落。
慢走丝线切割
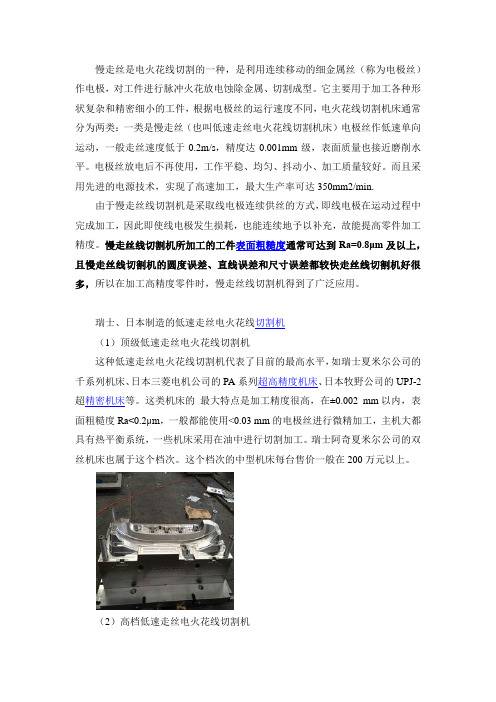
慢走丝是电火花线切割的一种,是利用连续移动的细金属丝(称为电极丝)作电极,对工件进行脉冲火花放电蚀除金属、切割成型。
它主要用于加工各种形状复杂和精密细小的工件,根据电极丝的运行速度不同,电火花线切割机床通常分为两类:一类是慢走丝(也叫低速走丝电火花线切割机床)电极丝作低速单向运动,一般走丝速度低于0.2m/s,精度达0.001mm级,表面质量也接近磨削水平。
电极丝放电后不再使用,工作平稳、均匀、抖动小、加工质量较好。
而且采用先进的电源技术,实现了高速加工,最大生产率可达350mm2/min.由于慢走丝线切割机是采取线电极连续供丝的方式,即线电极在运动过程中完成加工,因此即使线电极发生损耗,也能连续地予以补充,故能提高零件加工精度。
慢走丝线切割机所加工的工件表面粗糙度通常可达到Ra=0.8μm及以上,且慢走丝线切割机的圆度误差、直线误差和尺寸误差都较快走丝线切割机好很多,所以在加工高精度零件时,慢走丝线切割机得到了广泛应用。
瑞士、日本制造的低速走丝电火花线切割机(1)顶级低速走丝电火花线切割机这种低速走丝电火花线切割机代表了目前的最高水平,如瑞士夏米尔公司的千系列机床、日本三菱电机公司的PA系列超高精度机床、日本牧野公司的UPJ-2超精密机床等。
这类机床的最大特点是加工精度很高,在±0.002 mm以内,表面粗糙度Ra<0.2μm,一般都能使用<0.03 mm的电极丝进行微精加工,主机大都具有热平衡系统,一些机床采用在油中进行切割加工。
瑞士阿奇夏米尔公司的双丝机床也属于这个档次。
这个档次的中型机床每台售价一般在200万元以上。
(2)高档低速走丝电火花线切割机这档机床除了采用无电阻防电解电源外,一般均带有自动穿丝装置,能采用0.10 mm的电极丝进行切割,精度在±0.003 mm左右。
最高加工效率能达500 mm2/min的超高速机也属于这个档次,如夏米尔公司的240CC、440CC机,日本三菱电机公司的FA-V超高速高性能机等。
慢走丝线切割加工参数对表面粗糙度的影响

窄 ,导致热流密度较高 ,因此在短脉宽条件的加工过程
中 , 件 材料 主 要是 以汽化 的方式 被 蚀 除 , 成 的放 电坑 工 形 小 而深 。对 于 长脉 宽 加工 条 件来 说 , 脉 冲能 量相 近 时 , 在 电流 幅值 较 小 , 同时 脉 宽较 长 , 工 过程 中形 成 的放 电通 加 道 扩 展 , 流密 度 小 , 致 工件 材 料 的 主要蚀 除方 式 是熔 热 导 化, 形成 的放 电坑大 而浅 口。 ] 从 实 验结 果 可 以看 出 ,在 脉 冲放 电能量 相 近 的 前提
表 面粗 糙度 。
恶化。 因此 , 对于线切割精加工而言 , 要改善表面粗糙度 , 必须控制单个脉冲能量的大小 。
3 《 6 机械工程师 20 年第 1 期 07 1
维普资讯
下, 脉冲宽度在数值较小的范围内变化 时, 加工结果几乎
相 同。 当脉 冲宽 度 的变化 范 围增 大 到一 定程 度 时 , 然可 虽 以获得 相 同 的表 面粗 糙 度 ,但 会 引起 加 工过 程 中材 料 蚀
困难 , 不能完全保证这个间隙的存在 , 以会使短路现象。因此 切割 速度 高 时 , 面粗 糙度 差 。 ] 表
图 4所示数据控制在一定范围内 ,加工结果差异较 小 。 了进 行进 一 步 的证 明 , 为 实验 扩 大 了脉 冲宽 度 的选 择 范围 ,分别进行了脉宽 2 0 s 0 n 、电流幅值 1. A和脉宽 9 16
4 0 n、 电流 幅值 1 4 00s . A的对 比加 工 实验 。 目测加 工表 0
见, 随着单个 脉冲能量的增大 , 每次放电的去除量相应增
加, 加工 速 度虽 然 可 以得 到 提高 , 但是 表 面 粗糙 度 将 随之
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
慢走丝技术参数
线切割慢走丝技术参数
单位 AW310(T) AW500(T) AW510(T) AW1100(T)
整机外形尺寸 mm 2480X2500X2120 2720*2840*2254 2650*2672*2254 4100*2900*2400
机床总重量 kg 2500 3500 3500 7000
XY坐标轴行程 mm 360*250 500*350 500*350 1100*800
UV坐标轴行程 mm 100*100
Z坐标轴行程 mm 220 300 300 350
过虑系统容量 L 800 800 800 500
树脂容量 L 20
丝径 mm φ0.15~φ0.3
张力 N 4-25
丝速(MM/S) mm/s 30-200
水电阻率控制 自动
水温控制 自动
全封闭外罩 无 有 无 无
工作液槽开门方式 下拉式 下拉式 下拉式 挡水板
工作方式 浸水式及冲水式 浸水式及冲水式 浸水式及冲水式 冲水式
自动穿丝 AW310T/AW500T/AW510T/AW1100T配有自动穿丝机构
最大的切割速度 250
最大的加工锥度 (mm²/min) ±25°(50mm)
工件
最大的工件重量 (kg) 400 500 500 2000
最大的工件尺寸 (mm) 900×600×210 1000×680×295 1000×680×295 1300×1000×345
最大的工件尺寸 (mm) 900×600×210 1000×680×295 1000×680×295 1300×1000×345
标准配置 3相 AC380V±10%
输入功率 (KW) 10
脉冲电源
脉冲电源类型 AC MOSFET 无电解电源
最佳表面粗糙度 μm ≤Ra0.4
加工条件 组 5000
CNC控制系统
控制器的核心单元 工业PC
显示 15"LCD彩色液晶显示器
输入方式 键盘、USB、LAN
控制轴数 XYUVZ5轴
最小的指令单位 mm/inch 0.001/0.0001
最大的指令值 mm 9999.9999
尺寸单位 mm/inch
操作系统 Windows
慢走丝技术参数