LLDPE装置淤浆催化剂系统堵塞处理及改进措施
聚丙烯单元设备堵塞原因及其操作改进
2020年03月聚丙烯单元设备堵塞原因及其操作改进张晓阳王磊骆浩(天华化工机械及自动化研究设计院有限公司,甘肃兰州730060)摘要:聚丙烯单元设备发生堵塞,会对整个装置造成很大的影响,其主要原因多为清理不及时,或盲目提高系统运行负荷,或与物料接触的设备局部产生过热。
基于此,文章主要讨论了聚丙烯设备的堵塞原因,同时也提出了一些优化的策略。
关键词:聚丙烯;设备故障;操作优化聚丙烯的使用较为广泛,其市场一直呈现出快速增长的状态,目前,聚丙烯已经几乎替代了聚氯乙烯成为了第三大塑料,在合成树脂方面的领域也变得更加重要。
但聚丙烯在生产环节的设备堵塞现象时有发生,这不仅会让聚丙烯生产效率变低,同时过渡料也会变得更多,经济损失是难以估量的。
1聚丙烯的制作流程干燥、带有活性的均聚物靠压差通过闪蒸罐进入到共聚反应器R-401内,与此同时,来自离心式压缩机C-401的气相单体进入反应器底部,使得反应器内的聚丙烯发生气相单体碰撞,经历流化操作之后把气相单体排出来。
安放于共聚反应器底部的特殊孔板可以帮助以上操作不断重复并且向上排气,这就是某种聚丙烯其制作的过程了,同时有一部分气相单体从孔板下面沿切线进如S-401旋风分离器,进入S-401的气体通过离心力作用对气体中的细粉进行分离,分离出的细粉通过出料控制阀HV-401会同高压丙烯洗涤塔T-301来的粉料进入脱气过滤器F-301。
同时旋风分离器S-401出口线上的气相色谱分析仪控制新鲜单体的加入量。
生产过程中聚合物会出现很多的细粉,如与此匹配的另一台旋风分离器S-502达不到预期的分离效果,循环氮气中夹杂着很多聚合物的细粉,很容易造成闪蒸干燥系统设备和管线的堵塞,每年因为聚合物细粉堵塞的闪蒸干燥系统和设备都需要停工多次来进行清理清洗,这使得装置的消耗增大,而丙烯的损失也很大。
旋风分离器如设计结构比例不合理,则无法把氮气中夹杂的聚合物完全的分离开来,而聚合物的细粉如果堵塞到管线和设备,就会使得罗茨风机C-502的电流变得更高,增加了能耗。
HDPE装置干燥机出料含结片的原因分析与对策

HDPE装置干燥机出料含结片的原因分析与对策赵国庆;康薇薇【摘要】A lot of problems were caused by the discharge of Lanzhou Petrochemical HDPE device roller rotary dryer containing sheeting. The sheeting appearance in six months from October 2007 was statisticed The reasons of discharge containing sheeting was analyzed, related measures were put forward to reduce sheeting in the specific operation, as well asthe elimination methods of sheeting effects on extruding -prilling section.%兰州石化HDPE装置滚筒回转式干燥机出料含有结片的情况给生产带来了很多问题,本文统计了从2007年10月起六个月内结片的出现情况;分析了出料含有结片的原因,提出了具体操作中减少结片的相关措施以及消除结片对挤压造粒工段影响的方法。
【期刊名称】《广州化工》【年(卷),期】2012(040)013【总页数】3页(P169-171)【关键词】干燥机;结片;分析与对策【作者】赵国庆;康薇薇【作者单位】中国石油兰州石化公司石油化工厂聚烯烃联合车间,甘肃兰州‘730060;中国石油兰州石化公司石油化工厂聚烯烃联合车间,甘肃兰州‘730060【正文语种】中文【中图分类】TE65兰州石化公司石油化工厂高密度聚乙烯装置采用日本三井油化淤浆法乙烯聚合工艺。
在生产过程中,HDPE装置的滚筒回转式干燥机基本是长周期运行,在后系统中的挤压造粒工段,频繁发生粉料计量秤计量盘的栅格被结片堵住引起挤压机停车的现象。
下料口堵塞解决方法

下料口堵塞解决方法
下料口堵塞是工厂生产过程中经常会出现的一种现象,会对生产进程产生严重的影响。
因此,有效地解决下料口堵塞问题,是工厂生产稳定性和效率的关键因素之一。
下料口堵塞的主要原因有:材料堵塞、堵塞物沉积、设备故障。
针对上文提到的几种原因,有效解决下料口堵塞的方法有:
首先,加强原料管理,确保原料材质洁净,合适的原料颗粒大小,有效地防止材料堵塞的发生。
其次,定期检查下料口,确保下料口没有堵塞物沉积,以便正常下料。
再者,定期检查设备,确保设备状态良好,防止因设备故障而引发下料口堵塞。
此外,当出现下料口堵塞现象时,要及时采取科学的措施解决,如合理地调整设备参数,改善堵塞部位的热量传递,增强清理空气流动,以及增加旋风式粉团打磨等。
有效解决下料口堵塞的关键在于发现问题的及时性和有效性,采取正确的措施,提高工厂的生产稳定性和效率。
只有经常检查设备,及时发现问题,并采取有效措施,才能有效解决下料口堵塞问题,确保工厂的正常运行。
因此,要想成功解决下料口堵塞问题,有必要采用多种方法,从基础上建立一套合理有效的下料口堵塞解决方案。
在实施方案时,需要建立一个专业的团队,按照发现问题的及时性、有效性、可持续性
的原则进行,并确保措施的有效性,以确保工厂的运行质量、减少不必要的损失。
总之,通过建立专业的团队,加强设备管理,定期检查设备,合理调整参数,积极配合,并有效响应,可以有效地解决下料口堵塞问题,从而为工厂的生产保驾护航。
浅析线性低密度聚乙烯树脂 生产存在的问题及其解决方法
浅析线性低密度聚乙烯树脂生产存在的问题及其解决方法摘要:线性低密度聚乙烯树脂在我国的发展起步较晚,多年来一直发展缓慢,但是这一切都因为茂金属催化剂的出现而有所改变。
关键词:线性低密度聚乙烯;生产问题;解决方法引言年产45万吨聚乙烯树脂生产线是中国石油化工集团股份有限公司镇海炼化分公司乙烯配套项目主要装置。
该装置引进美国联碳公司(UCC)低压气相法全密度聚乙烯工艺(Univa-tion工艺)专利技术,该工艺以乙烯为原料、丁烯-1或己烯-1为共聚单体,氢气为链转移剂,采用美国联碳公司(UCC)专利催化剂,在气相流化床反应器中反应聚合,可以生产高、中、低密度的聚乙烯树脂。
1线性低密度聚乙烯树脂的特点线性低密度聚乙烯树脂本身在性能上结合了高压聚乙烯树脂、低压聚乙烯树脂的一系列特点,密度在乎二者之间,而且很好地保持了聚乙烯树脂的线性特点,主要在物理性能上表现为在低温中有韧度,模量很高,耐弯曲性能比较好,具有极强的抗穿刺性和抗撕裂性等特点。
线性低密度树脂主要的生产发展是来源于过渡金属催化的发展兴起的,另外一个最为主要的生产选择方案就是基于环烯烃金属衍生物的催化剂的新的生产工艺,这些新的工艺会在实际的聚合反应中与溶液以及气相反应器之中进行反应。
2主要存在的问题(1)挤压机负荷能力受限,其最高负荷为52t/h。
当熔融指数为20g/10min 时,随着挤压机负荷的上升,挤压机喂料斗Y6260出现堆积,负荷不能再上升,最高只达到52t/h。
(2)反应器催化剂活性低下,一般淤浆活性只有6000kg/kg,该值低于正常淤浆活性(7000~8000kg/kg)。
催化剂活性低导致其消耗上升,从而成本增加。
(3)在切换牌号过程中由于床料位调节不及时会造成PDS堵塞。
(4)聚乙烯树脂粉料(DJL-2420)熔指高,粉料粘结指数偏高,其流动性能差,粉料旋转加料器(S6213)能力将受限。
(5)挤压机停车后再次启动困难,会存在切粒刀与盘面间卡粒现象,造成切出的粒子大小不均或粒料粘结,最终造成成品质量不合格,影响优等品率与合格品率。
LLDPE装置高熔指专用产品M550027T工业化开发生产
281 装置简介中沙(天津)石化有限公司LLDPE装置采用中石化气相法聚乙烯技术(简称GPE技术),装置规模为30万吨/年,年操作时间8000小时,平均小时产量为37.5t/h,操作弹性为60%~110%。
装置于2009年开工,界区内包含原料精制、乙烯精制、催化剂、聚合反应、树脂脱气及排放气回收、粉料风送、挤压造粒、公用工程等单元。
以乙烯为原料、丁烯-1或己烯-1为共聚单体,生产密度915-965kg/m 3的全密度聚乙烯树脂。
2 生产难点评估如表1所示,在高熔专用产品M550027T工业化生产前,对此专用料的相关参数进行了模拟计算,来预判可能出现的生产难点,在开发新品的同时最大程度的降低装置运行风险,防止在生产期间引发装置非计划停工[1]。
根据树脂熔指及密度计算,M550027T的粘壁温度为105.5℃,高于膜料粘壁温度;其安全设定温度为95.5℃,较膜料产品高1.1℃;因此反应器温度控制处于安全状态。
从熔指20的高熔产品生产经验可知,在相同输送风量条件下,树脂熔指升高后粉料风送的输送量会下降,输送能力受限,据此推测M550027T专用料因其具有较高的熔指,粉料风送将是影响装置聚合及造粒工段生产平衡的突出问题。
对粉料风送系统M550027T输送能力进行计算,其理论的最大输送量为33t/h,在工业化生产期间需要将聚合反应器的负荷控制在33t/h以下。
此外,装置还评估了造粒机组的运行难点,如在M550027T生产期间造粒机发生意外停机,造粒机如何在有限的时间内实现高流动性树脂的成功开车将是另一个主要的难点。
针对此种情况,在切换前预留了一定量的膜料粉料树脂,可在造粒机组重新开车期间使用。
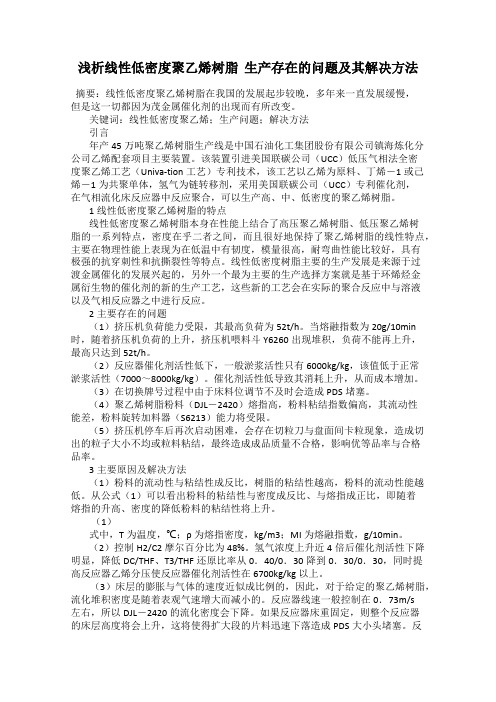
表1 不同种类产品的参数对比参数名称单位普通膜料产品222WT 普通高熔产品M200024T 高熔专用产品M550027T熔融指数g/10min 2.02050密度g/cm 30.9200.9240.926反应器温度℃858585粘壁温度℃104.4105.1105.5安全设定温度℃94.495.195.5粉料风送最大输送能力t/h5035333 催化剂选用M550027T生产选用营口市向阳催化剂有限公司生产的XY-S型催化剂,该催化剂对烷基铝还原比例有非常明显的响应,具体表现在聚合反应有敏感的氢调作用和良好的共聚性能,有利于在熔指和密度跨度较大时的产品切换,过渡时间较短。
UOP连续重整装置催化剂循环故障分析及处理
UOP连续重整装置催化剂循环故障分析及处理朱亚东【摘要】介绍了UOP连续重整装置再生器或反应器中因催化剂颗粒间隙中气体线速发生变化而对催化剂颗粒移动产生的影响,并对几种异常现象进行分析,包括:①气体线速过高会造成催化剂贴壁或空腔现象,引起还原段料位和分离料斗料位突然降低;②再生剂和待生剂下料管线中,气体流动方向与颗粒移动方向相反,气体流速过高导致催化剂无法向下移动,引起催化剂循环中断;③对于闭锁料斗来说,如果闭锁区的下料管中催化剂料封被高压差破坏,气体就会互串导致闭锁区与缓冲区之间连通,且闭锁料斗的催化剂循环中断.通过对以上3种案例进行分析可知,分离料斗补充氮气量、氮封罐补充氮气量、闭锁料斗的补偿气流量异常增加均意味着输送故障已经发生.使连续重整两器的各处流量保持在正常范围是催化剂稳定输送的前提.当装置出现异常现象导致输送停止或波动后,需采取针对性措施加以解决和恢复.【期刊名称】《炼油技术与工程》【年(卷),期】2014(044)010【总页数】6页(P5-10)【关键词】连续重整装置;催化剂;贴壁;空腔;故障分析【作者】朱亚东【作者单位】中国石油化工股份有限公司荆门分公司,湖北省荆门市448039【正文语种】中文连续重整装置中只有催化剂提升线中颗粒的运动属于气力输送(流化床),其他区域如反应器、再生器及分离料斗内催化剂的移动均为重力输送(移动床)。
颗粒依靠重力向下移动,如果气流方向与颗粒移动方向垂直或相反,气体对颗粒的移动就会产生阻碍作用。
在闭锁料斗中,正是通过改变缓冲区与闭锁区的差压,调整闭锁区下料管内气体流速,实现对催化剂输送的控制。
在UOP连续重整装置再生器及反应器中,气体流动方向与颗粒移动方向垂直,气体线速过高会造成催化剂贴壁或空腔,引起局部催化剂运动受阻。
再生剂和待生剂下料管线中,气体流动方向与颗粒移动方向相反,气体流速过大会导致催化剂无法向下移动,引起催化剂循环中断。
闭锁料斗闭锁区与缓冲区的差压过大,闭锁区下料管内气体流速会迅速上升,导致闭锁区下料管内的催化剂料封被破坏。
LLDPE的生产工艺
LLDPE的生产工艺概况------------------------------------1、LLDPE的工艺种类聚乙烯的生产方法主要有4种:高压法、气相法、溶液法和淤浆法。
但目前,世界上生产LLDPE树脂通常采用气相法和溶液法工艺。
在溶液法工艺中,美国Dow Chemical的冷却低压法和加拿大NOVA Chemicals Corporation的中压法占绝对优势。
这两种工艺均可切换生产LLDPE和HDPE。
Dow公司的低压溶剂法工艺已用于世界上许多工厂,但这些工厂均属Dow的自有工厂。
在此工艺中,乙烯、辛烯-1和C8~C9异构链烷烃溶剂与改性的Ziegler 催化剂溶液一起送入两台串联的搅拌反应器。
反应在395磅/平方英寸和160℃的条件下进行。
第二台反应器溶液中,聚合物的含量为10%。
总停留时间为30分钟。
反应器的流出物在35磅/平方英寸的绝压下闪蒸,除去溶液中的乙烯。
继之,用加热/闪蒸步骤除去溶剂。
聚合物则进行挤压造粒。
加拿大NOVA公司的中压SclairTM溶液法工艺系由DuPont Canada开发,在1994年中期,NOVA Chemicals购买了SclairTM技术及其世界技术转让业务,并采用新一代的非茂金属催化剂,开发出了SclairⅡTM技术。
在气相法工艺中,Univation的低压气相流化床工艺,亦即UnipolTM工艺是生产LLDPE的最普通工业化工艺。
在此工艺中,乙烯和共聚单体(丁烯-1或己烯-1)在流化床反应器中聚合,生成颗粒状聚合物。
其特点是将一种载体型钛或钛-铬催化剂粉末连续送入流化床反应器,并连续地由反应器取出聚合物产品颗粒。
在流化床中,增长的聚合物颗粒被循环的乙烯/共聚单体物流流态化。
循环物流通过外部冷却器冷却,除去反应热。
反应器压力约为300磅/平方英寸,反应温度约为88℃。
UnipolTM工艺也可用于生产聚丙烯,采用Shell的超高活性催化剂(SHAC)。
注塑机下料口堵塞解决方法
注塑机下料口堵塞解决方法注塑机下料口堵塞是注塑加工过程中常见的问题,下面是50条关于注塑机下料口堵塞解决方法,并展开详细描述:1. 检查下料口是否有异物堵塞,清除堵塞物,确保料道通畅。
2. 调整下料口的位置和角度,使流动的熔融塑料能够顺利流出,避免堵塞。
3. 检查下料口附近的环境温度,确保温度合适,避免熔融塑料过快冷却导致堵塞。
4. 调整注塑机的压力和速度,确保熔融塑料能够从下料口顺利流出而不会堵塞。
5. 检查下料口的设计是否合理,是否存在设计缺陷导致堵塞,需要进行改进。
6. 检查熔融塑料的温度和粘度,适当调整以确保其在下料口处能够流动。
7. 在下料口处安装振动器,通过振动帮助熔融塑料顺利流出,避免堵塞。
8. 定期清洗下料口和附近的部件,防止积聚杂质和残渣导致堵塞。
9. 增加下料口的排气装置,避免塑料在下料口处过快冷却气泡堵塞。
10. 调整模具结构,确保产品成型完整,避免产生废品堵塞下料口。
11. 检查下料口的尺寸和形状,合理设计下料口,避免熔融塑料在流动时被卡住。
12. 使用适当的润滑剂或脱模剂,避免熔融塑料在下料口处粘附和堵塞。
13. 维护注塑机的加热系统,确保下料口附近的温度分布均匀,避免冷却不均导致堵塞。
14. 调整注塑机的螺杆转速和压力,避免熔融塑料在下料口处产生过大的压力而堵塞。
15. 检查下料口的材质和耐磨性,选择耐磨材料或涂层,延长使用寿命,避免堵塞。
16. 定期对下料口进行检查和维护,及时发现问题并处理,避免长时间运行导致堵塞。
17. 使用更高级别的注塑机,确保设备的精度和稳定性,减少下料口堵塞的可能性。
18. 调整模具温度和冷却方式,确保产品在脱模时不会残留在下料口处而堵塞。
19. 安装可视化监控系统,随时观察下料口处的情况,及时发现并解决问题。
20. 调整模具的卸模顺序和方式,确保产品完全脱离模具并顺利下料,避免堵塞。
21. 更换耐磨、耐高温的下料口材质,提高耐磨性和抗粘附性,避免材料堵塞。
下料口堵塞解决方法
下料口堵塞解决方法
下料口堵塞是一种常见的生产过程中的问题,它会影响生产效率
和产品质量。
以下是一些解决方法:
1.清理下料口:如果下料口被物料堵塞,需要及时清理。
可以使
用工具如铁丝、清洁棉条等来清理物料堵塞的地方。
这可以恢复正常
的物料流,并提高生产效率。
2.调整下料口:如果问题是由于下料口尺寸或位置不正确而导致的,那么调整下料口可能是解决该问题的最佳方法。
3.增加润滑剂:物料的黏滞性可能导致下料口堵塞。
在这种情况下,使用润滑剂可能有助于减少黏滞性,从而减少或消除下料口堵塞。
4.改变物料流:在某些情况下,物料流的改变可能是帮助解决下
料口堵塞的最佳方法。
例如,可以通过调整物料的流动速度、流向或
分布来避免堵塞。
5.使用精良的设备:如果下料口的堵塞问题经常发生,则需要考
虑购买更先进、更高效的设备,以确保正常的生产流程。
总之,解决下料口堵塞问题需要综合考虑多种因素,并尝试不同
的解决方案,以找到最佳的解决方案。
市政污水管道堵塞原因及其改进策略
市政污水管道堵塞原因及其改进策略市政污水管道堵塞是一个常见的问题,主要原因有以下几点:1. 流量异常:市政污水管道容易堵塞的一个主要原因是管道内的流量异常。
比如在雨季,降雨量大,污水排放量增加,而污水管道的设计容量无法满足需求时,就容易造成堵塞。
改进策略:应根据实际情况进行管道容量调整和改造,增加污水管道的容量,确保管道能够承受大流量的情况。
2. 渣土淤积:市政污水管道中的渣土、沉淀物等杂质会逐渐沉积在管道内壁,形成堵塞。
这些渣土主要来自于污水中的颗粒物、沙石、泥浆等。
改进策略:定期清理污水管道,除去其中的渣土、沉淀物,保持管道的畅通。
3. 管道老化:市政污水管道经过长时间使用后,会出现老化的问题,管道内壁会出现各种损耗,从而导致堵塞。
改进策略:定期检查市政污水管道的老化情况,及时更换老化严重的管道,确保管道的正常使用。
4. 不当排放:一些居民或商业单位未按规定将垃圾、化学品、有害物质等排入污水管道,导致管道堵塞。
改进策略:加强对居民和商业单位的宣传教育,强化垃圾分类、有害物质处理等意识,确保正确排放,避免对市政污水管道造成损害。
为了解决市政污水管道堵塞的问题,可以采取以下改进策略:1. 加强管理:加强对市政污水管道的管理,建立完善的巡检制度和保养制度,定期检查管道的状况,及时发现问题并进行维修,避免问题扩大。
4. 定期清理:定期清理市政污水管道内的渣土、沉淀物等杂质,保持管道的畅通。
5. 技术改进:引入先进的污水处理技术和设备,提高处理效率和质量,减少污水中的杂质,降低管道堵塞的风险。
市政污水管道堵塞是一个需要高度重视的问题,通过加强管理、宣传教育、增加容量、定期清理和技术改进等措施,可以有效减少市政污水管道堵塞的发生,保障城市污水的正常排放和处理。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
第32卷第2期2017年6月合成技术及应用
SYNTHETIC TECHNOLOGY AND APPLICATIONVol. 32 No. 2
Jun. 2017
LLDPE装置淤浆催化剂系统堵塞处理及改进措施
王永,毛文华,池洋(中韩(武汉)石油化工有限公司,湖北武汉430070)摘要:通过对历次淤浆催化剂系统堵塞部分进行分析,提出系统堵塞的处理方法。针对如何在处理过程中控制反
应系统平稳运行提出改进措施,实现淤浆催化剂系统的长周期运行。关键词:LLDPE装置淤浆催化剂堵塞改进措施中图分类号:TQ325.12 文献标识码:B 文章编号:1006 -334X(2017)02-0048 -04
1装置概况
中韩(武汉)石油化工有限公司聚烯烃分部线 型低密度聚乙烯LLDPE装置采用中国石化自主开 发的气相法聚乙烯工艺(简称GPE技术),设计生产 能力为30万吨/年,年操作时间为8 000小时。装 置以乙烯为原料,丁烯-1或己烯-1为共聚单体, 生产包括薄膜、吹塑、注塑、滚塑、片材、单丝、管材、 电缆等系列的产品,是GPE技术在国内转让的第二 套专利技术。本装置使用的淤浆催化剂加料系统是由上海立 得催化剂有限公司开发研制的、具有自主知识产权 的机电一体化包设备。淤浆催化剂系统是聚合反应 的核心,催化剂加入的强度决定着反应的强度,催化 剂加料系统的运行可靠性对装置生产运行的平稳性 有着重要作用。
2淤浆催化剂系统流程简述
本装置使用的淤浆催化剂母液是固含量27% ~ 29.5%的白油浆液。嫩浆钢瓶中的嫩浆被压送至淤 浆加料罐D-3040 -IX,在线还原剂TNHA(T3)和 DEAC (DC)被分别压送至各自的加料罐D - 3040 - 2X和D - 3040 -3X中。淤浆加料罐的淤浆母料通 过淤浆进料泵P - 3040 - 1AX/1SX送入T3停留罐 中,T3和DC分别通过T3进料泵P - 3040 - 2X、DC
进料泵P - 3040 - 3X连续地加入到淤浆进料泵管 线下游的母料管线中。T3和母料先在T3在线混合器D - 3040 - 4XA/B中混合后进入T3停留罐D -3040 -4X中按 既定时间进行反应,DC在T3停留罐出口被注入到 T3/母料混合物中,并且先到在线混合器D -3040 - 5XA/B中混合后,再到DC停留罐D -3040 -5X中 进行连续还原反应。还原后的催化剂用高压精制氮 气通过加料注射模块进入到反应器R -4001中[1]。
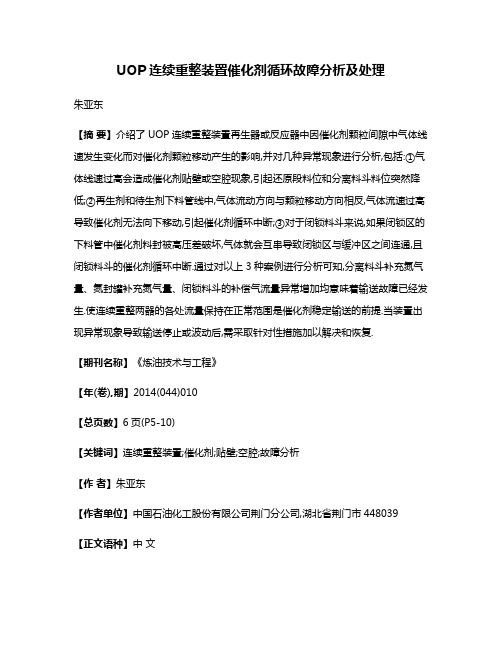
图1是M浆催化剂加料系统流程简图。图中虚 线部分是淤浆催化剂小循环流程。
3淤浆催化剂系统常见堵塞部位及堵
塞原因分析3.1 T3/DC在线混合器
本系统使用的T3/DC在线混合器为静态在线 混合器,长0.5 m,管径为DN15,其内部由32个元 件组成,这些元件结构相似,按一定规则排列,淤浆 催化剂和T3/DC的混合流体通过这些元件时借助 流体自身功能,不断分割、变形、位移和混合,以使淤 浆催化剂和T3/DC充分混合。而由于在线混合器 内部元件多、管径小,同时淤浆催化剂浆液的粘度较 高,容易造成T3/DC在线混合器的堵塞,其中尤以 DC在线混合器的堵塞几率更大。
图2是T3/DC在线混合器的剖视图[2]。3.2 T3/DC停留罐入口管线
淤浆催化剂和T3/DC经T3/DC在线混合器混 合后由T3/DC停留罐底部进入停留罐,自顶部出停 留罐,而T3/DC在线混合器与T3/DC停留罐之间 管线呈下袋形,对于含有固体颗粒的催化剂,容易在 袋形区域内沉降,进而堵塞T3/DC停留罐入口 管线。3.3 XV -31005 至 XV -31004 间竖直管段
由于在设计中要求淤浆催化剂注入阀XV - 31004下游管线至反应器的注入管线应形成自流形
式,造成淤浆催化剂自DC停留罐出口阀XV - 31005至淤浆催化剂注入阀XV - 31004之间有约
15 m的高度差,且该段管线管径为DN15,催化剂正
收稿日期:2017 -03 -08
作者简介:王永(1982 -),湖北十堰人,工程师,主要从事低密度聚 乙烯生产管理工作。第2期王永等.LLDPE装置淤浆催化剂系统堵塞处理及改进措施49
图1淤浆催化剂加料系统流程简图图2 T3/DC在线混合器剖视图常使用量约5〜7 kg/h,催化剂流速较低,容易造成 催化剂颗粒在该竖直管线内沉降、堵塞。3.4 XV-31006 出 口软管XV -31006出口至反应器注入管线为金属软 管连接,在管线内容易形成固体颗粒的吸壁,并且当 淤浆催化剂注入中断时,该段管线内容易存料,造成 管线内固体颗粒沉积、堵塞注入管线。3.5淤浆催化剂流量计游浆催化剂采用质量流量计进行计量。该质量 流量计前后连接猪尾管,管口尺寸仅1/4英寸,由于 其内部特殊结构和较小的管径,容易造成淤浆催化 剂沉淀,堵塞流量计。表1为近两年来淤浆催化剂系统堵塞情况统 计表。
4淤浆催化剂系统堵塞的处理
4.1淤浆催化剂系统堵塞的判断通过淤浆催化剂出口压力和T3/DC泵出口压 力,及DC停留罐出口压力、反应器压力对比计算, 能较快判断出堵塞的部位。
表1淤浆催化剂系统堵塞情况统计表序号时间堵塞位置12014.9.4DC在线混合器22014.12.21DC
在线混合器
32014.12.23催化剂注人管线
42015.3.9DC
在线混合器
52015.3.13T3在线混合器、DC停留罐人口管线62015.3.22DC在线混合器72015.9.13T3在线混合器、DC
在线混合器
82016.1.22T3在线混合器、DC在线混合器92016.3.11DC在线混合器102016.3.28DC在线混合器112016.9.29DC
在线混合器
122016.10.24DC
在线混合器
132016.11.10DC在线混合器142016.11.22XV-31006 出口软管、XV-31005 至 XV-
31004间竖直管段
152016.12.11DC在线混合器162016.12.15XV -31005至XV -31004间竖直管段
(1) 淤浆泵出口压力高、T3/DC泵出口压力正 常,且DC停留罐出口压力正常,则堵塞部位一般为 淤浆催化剂流量计部分;(2) 游浆泵、T3泵出口压力高,DC泵出口压力50合成技术及应用第32卷正常,且DC停留罐出口压力正常,则堵塞部位一般 为T3在线混合器或T3停留罐入口管线,此时可通 过切换T3在线混合器进一步判断堵塞确切部位;若 切换T3在线混合器后淤浆泵、T3泵出口压力恢复 正常,则可判断为T3在线混合器堵塞,否则可判断 为T3停留罐入口管线堵塞;(3) 淤浆泵、T3泵、DC泵出口压力高,且DC 停留罐出口压力正常,则堵塞部位一般为DC在线 混合器或DC停留罐入口管线,此时可通过切换DC 在线混合器进一步判断堵塞确切部位;若切换DC 在线混合器后淤浆泵、T3/DC泵出口压力恢复正 常,则可判断为DC在线混合器堵塞,否则可判断为 DC停留罐入口管线堵塞;(4) 嫩浆泵、T3泵、DC泵出口压力高,DC停留 罐出口压力高、■浆催化剂系统与反应器之间压差 高,则堵塞部位一般为XV -31005出口至反应器注 入管线堵塞,此时可通过将淤浆催化剂系统打小循 环来判断确切堵塞部位,若打小循环后淤浆泵、T3 泵、DC泵出口压力下降,则XV-31006出口软管堵 塞的可能性大,否则可判断为XV -31005至XV - 31004之间竖直管线出现堵塞。4.2不同堵塞部位的处理(1) 歡浆质量流量计堵塞。打通流量计跨线流 程,将流量计隔离后用高压氮气清理后投用;(2) T3/DC在线混合器堵塞。切换至备用在 线混合器,将堵塞的在线混合器拆下后,利用高压氮 气或水清理在线混合器后吹扫干净,回装备用。根 据装置实际处理情况,利用热水清理效果更好,清理 速度更快,但清理完成后必须使用氮气将在线混合 器吹扫置换干净[3]。回装备用的在线混合器建议 充入白油保护;(3) T3/DC停留罐入口管线堵塞。可临时使 用金属软管将堵塞的管线进行跨接后,使用高压氮 气吹扫、清理后投入使用;(4) XV-31006出口软管堵塞。将淤浆催化剂 输送氮气流量调大,防止催化剂注入组件堵塞,将淤 浆催化剂打小循环,利用输送氮气调节阀FV - 31008跨线对XV - 31006出口软管进行吹扫,在催 化剂注入组件前倒淋进行排放,将软管内残余的催 化剂吹扫干净后投用;(5) XV -31005至XV -31004间竖直管段堵塞。由于此段管线较长且位置较高,因此处理最为 困难。可通过从DC停留罐出口倒淋处至淤浆催化 剂注入组件前倒淋处接临时金属软管,并在原XV -31006出口软管与催化剂注入组件连接处增加球 阀,利用临时软管向反应系统注入催化剂维持反应 运行,并将XV -31005出口至催化剂注入组件前全 部旁通并隔离,拆开原管线保温层,打开原管线接 头,采用逐段吹扫的方式将管线清理干净后投用。 此时也可将XV -31005至XV -31004间竖直管段 和XV -31006出口软管同时清理干净。4.3反应系统调整在处理淤浆催化剂过程中,特别是在线吹扫 XV -31006出口软管时,会出现反应系统催化剂注
入量大幅度波动或中断催化剂注入的情况,将会影 响反应系统的运行。因此,处理催化剂堵塞过程中, 需要及时对反应系统参数进行调整。由于催化剂系统堵塞造成催化剂中断超过 15 min时,乙烯分压会逐渐升高,可快速降低乙烯
进料量,甚至退出冷凝操作,给处理淤浆催化剂系统 争取时间;当催化剂中断超过30 min,反应温度会向
下波动,此时可适当提高反应系统温度设定,以维持 反应温度的平稳。当催化剂恢复注入后,由于乙烯分压较高,催化 剂活性较高,应逐步增加催化剂注入量,防止催化剂 注入过快引起反应系统飞温,并及时增加反应系统 异戊烷的注入量。在M浆催化剂中断期间,由于乙燦分压的波动, 会造成氢气乙烯比、共聚单体乙烯比的波动,影响产 品质量。可通过手动调整氢气、共聚单体进料量的 方式,保证氢气乙烯比、共聚单体乙烯比稳定,并根 据分析结果及时调整。若粉料质量超标,应计算不 合格粉料到达造粒岗位时间,及时通知造粒岗位及 时采样分析并适时切仓。
5淤浆催化剂系统改进措施
5.1改善保温效果通过表1可以看出,淤浆催化剂系统堵塞多发 生在冬季、春季气温较低的季节,并且通过观察可以 发现,在冬季催化剂系统压差随着气温的变化呈现 一定的变化规律,气温高时系统压差低、气温低时系 统压差高。由于淤浆催化剂以白油为溶剂,当气温 较低且变化较大时,白油粘度较快上升,并容易在管 壁上粘附,导致催化剂颗粒在管壁上粘附、集聚,而 随着气温升高,白油粘度下降,粘附在管壁上的催化 剂颗粒也随之脱附进入管道,造成管道内部固体颗 粒浓度增大。长时间周期性的粘附、脱附,会造成管 道内局部催化剂颗粒的集聚过多,从而堵塞管道。