封堵三通壁厚设计GB150与ASME标准对比分析
北美地区GB150和JIS标准主要参照ASME规范EN13445系统

ASME规范体系
是美国机械工程师学会(ASME)的行业标准,只 有在地方政府的安全监察部门以法律形式认可 情况下才能成为法定控制产品质量的技术法规, 未提及容器分类 是包括各种材料、制造方法、容器类型的标准, 材料、设计、制造、无损检测、焊接工艺等都 可由各卷ASME规范解决(封闭式规范) 三年一版,一年一个增补,每年二次条款解释, 规范案例
焊接接头分类
(3)
焊接接头分类
(4)
A、B类除个别者外(如锥壳对圆筒的连接)都是对 接或搭接 C、D类可以是对接(搭接)或角接,所以对C、D 类应写明是对接还是角接
GB 150焊接接头分类
参照ASME Ⅷ-1的A、B、C、D名词,但不同 RT、UT者(即对接者)为A、B类,A为受第一主应 力,B为受第二主应力 MT、PT者(即角接者)为C、D类,C为二连接件中 有板者,D为二连接件都为壳者 但:嵌入式接管与壳体的对接因要RT、UT检测, 所以不划为D类而改划为A类;多层包扎容器层板 的纵向接头因不能RT、UT,所以不划为A类而改 划为C类 对平板或管板的拼接接头,平板或管板对圆筒的 对接接头漏划
焊接接头使用限制举例
GB 150
GB 150未提及,都列于《容规》51、54条(新容规 3.14.1和3.14.2条) 51条:筒体纵向接头、筒节与筒节(封头)连接的环 向接头,封头的拼接接头,必须采用全截面焊透 的对接接头 54条:接管与壳体间的接头以及夹套容器的接头有 以下情况之一的,应采用全焊透(剧毒介质容器, 做气压试验的,第三类容器,低温容器,按疲劳 设计的容器,直接火加热的容器,移动式容器)
焊接接头分类
GB150.1-4-2011与ASMEⅧ-12015钢制压力容器焊接模拟试件力学性能试验项目的比较

- 61 -第6期GB150.1~4-2011与ASME Ⅷ-1 2015钢制压力容器焊接模拟试件力学性能试验项目的比较杨祎1,王婧2,李慧平2,杜显禄1,谢进1(1.东方电气集团东方锅炉股份有限公司, 四川 德阳 618000)(2.东方电气集团东方锅炉股份有限公司, 四川 自贡 643000)[摘 要] 文章对GB150.1-150.4-2011《压力容器》与ASME Ⅷ-1 2015《压力容器建造规则》在产品焊接模拟试件制备和检测要求上进行了对比,以便更好地制备焊接模拟试件和控制按各标准生产的设备的焊接质量。
[关键词] GB150;ASME Ⅷ-1;焊接模拟试板;项目比较作者简介:杨祎(1986—),女,四川苍溪人,本科,工程师。
主要从事压力容器制造检验工作。
焊接是钢制压力容器生产常见的制造方法之一。
焊接质量的好坏直接影响到产品的质量。
为了检测焊接质量,可以采取从焊缝上取样进行力学性能试验的方式,该方式是破坏性的。
在实际制造过程中,通过直接从产品焊缝上取样,进行破坏性试验来证明焊接质量的方法可行性不高。
因此GB150.1~150.4 2011《压力容器》(以下简称GB150)与ASME Ⅷ-1 2015《压力容器建造规则》(以下简称ASME Ⅷ-1)标准中对焊接质量的验证大多采用制作焊接模拟试件的方式,通过对模拟试件的检测来反映产品的性能。
但是不同标准对模拟试件的制备和试验项目的要求各有不同。
以下对两标准相关内容进行对比。
1 需要制备焊接模拟试件的范围1.1 GB150的规定1.1.1 GB150.4-2011需要制备焊接模拟试件的焊缝按GB150.1中4.5.1分为A 类纵向焊接接头和B 类焊接接头。
1.1.2 GB150.4-2011中9.1.1根据盛装介质危害等级、材料性质、使用温度、制造过程中热处理性质等规定了需要制备A 类纵向焊接接头模拟试件的容器范围。
此外,对于B 类焊接接头、球形封头与筒身连接的A 类焊接接头,除图样规定外,免做焊接模拟试件。
压力容器外壁最小厚度要求的探讨
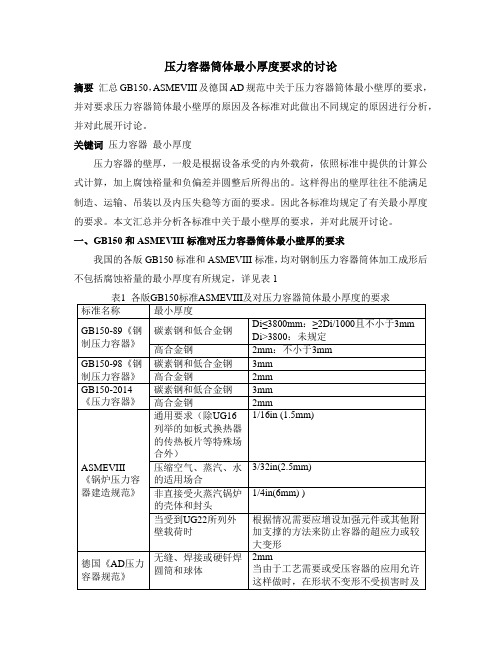
压力容器筒体最小厚度要求的讨论摘要汇总GB150,ASMEVIII及德国AD规范中关于压力容器筒体最小壁厚的要求,并对要求压力容器筒体最小壁厚的原因及各标准对此做出不同规定的原因进行分析,并对此展开讨论。
关键词压力容器最小厚度压力容器的壁厚,一般是根据设备承受的内外载荷,依照标准中提供的计算公式计算,加上腐蚀裕量和负偏差并圆整后所得出的。
这样得出的壁厚往往不能满足制造、运输、吊装以及内压失稳等方面的要求。
因此各标准均规定了有关最小厚度的要求。
本文汇总并分析各标准中关于最小壁厚的要求,并对此展开讨论。
一、GB150和ASMEVIII标准对压力容器筒体最小壁厚的要求我国的各版GB150标准和ASMEVIII标准,均对钢制压力容器筒体加工成形后不包括腐蚀裕量的最小厚度有所规定,详见表1注:德国AD压力容器规范中的最小壁厚为名义壁厚,其余最小壁厚均为钢制压力容器圆筒加工成形后不包括腐蚀裕量的最小厚度二、要求压力容器筒体最小壁厚的原因在低压情况下,按照内压公式计算并加腐蚀裕量及负偏差圆整得出的壁厚一般比较小。
直接采用该壁厚制造往往会出现设备造价急剧增加,甚至出现设备难以制造成形或无法运至现场就位的现象。
其原因如下:1、制造薄圆筒的过程中,需维持必要的圆度、刚度。
为维持圆筒圆度和刚度,需要用大量的辅助措施,并消耗大量的辅助钢材。
如在制造过程中常需用的类似内加强圈的圆环形工装将筒节撑圆,特别是对接的两个筒节边缘处。
为维持筒体圆度和刚度而耗费的人工费用、设备费用及辅助钢材费用等往往不菲。
2、一般情况下,筒壁过薄的圆筒,尤其是同时筒体直径较小的圆筒宜采取单面焊双面成型的焊接方法。
该方法在焊接薄壁容器时,易出现未焊透、烧穿和背面成形不良等缺陷。
即便背面加垫板,也因垫板不易贴紧,根部易产生焊接缺陷。
同时,在压力容器筒体组对时,难免存在错边、角变形等现象。
这些现象对对壁厚较薄的筒体焊接质量的影响远大于厚壁圆筒。
因此对壁厚过薄的筒体,要求完全焊透,且背面有良好的焊缝成形颇为困难。
美国ASME规范与中国压力容器标准的比较

美国ASME规范与中国压力容器标准的比较.txt生活是过出来的,不是想出来的。
放得下的是曾经,放不下的是记忆。
无论我在哪里,我离你都只有一转身的距离。
本文由weldzsy 贡献pdf文档可能在WAP端浏览体验不佳。
建议您优先选择TXT,或下载源文件到本机查看。
第37卷第4期2008年7月石油化工设备PETRO?CHEMlCALEQUlPMENTV01.37No.42008July厂”’+。
+’4、j标准化:~+-—■——■——+一—P—?●√文章编号:1000一7466(2008)04一0051一08美国ASME规范与中国压力容器标准的比较于秀美1,贾振宇2(1.北京凯米克尔化工技术有限公司,北京;2.厉亚项目管理咨询(上海)有限公司t上海)摘要:通过对以GB150一1998为核心的我国压力容器标准与美国ASME标准的分析,在标准体系、设计思想、使用材料、制造及检验等方面进行了初步的比较,旨在理解和运用两种不同的标准时有个基本的认识。
关键词:压力容器;标准;AsME(2004);GB150一1998}比较中图分类号:T一652.1文献标志码:BASME(2004)Comparis彻betweenGB150一1998andYUXiu-meil,JIAZhen.yu2(1.BeijingChemicalTechnologyCo.Ltd.,Beijing,China;2.AsiaProjectsCorporation(Shanghai),Shanghai,China)Abstract:ByanalysisandcomparisonofthewithGBcontentsbetweenChinesepressureVesselstandardas150一1998asthecoreandASMEpressurevesselstandard,suchsostandardsystem,de—signidea,material,manufacture,inspection,andon,somedifferenceforreferenceispresented.Keywords:pressurevessel;standard;ASME(2004);GBl50—1998;comparison美国ASME锅炉及压力容器规范是由美国机械工程师学会(ASME)的锅炉及压力容器委员会(BPVC)制定的,是世界上应用最早的标准之一,现已被公认为世界上技术内容最为完整、应用最为广泛的压力容器标准。
中国GB150及美国ASME标准锻件材料化学成分对照表

标准号 材料名称
使用温度 公称厚度
0
化学成分% C≤ Mn≤ Si≤ S≤
0.015 0.015 0.030 0.040 0.040 0.025 0.025 0.025 0.015 0.015 0.040 0.040 0.025 0.025 0.015 0.015 0.015 0.015 0.015 0.040 0.040 0.040 0.040 0.040
2.25Cr1Mo钢
0.90~1.10 0.90~1.10 0.87~1.13 0.87~1.13 0.90~1.10 0.90~1.10 Nb≤0.03,Cu≤0.25 Cu≤0.25 Cu≤0.25 Cu≤0.25 Nb≤0.05 Cu≤0.25 ≤999 ≤999 ≤999 ≤999 ≤999 0.30 0.30 0.20 0.30 0.30 0.60~1.35 0.15~0.3 0.60~1.35 0.15~0.3 0.90 0.20~0.35 Cu≤0.40 V≤0.03+M92 Cu≤0.40 V≤0.03 Cu≤0.40 V≤0.03 0.60~1.35 0.20~0.35 0.60~1.35 0.20~0.35 Cu≤0.40 V≤0.03 Cu≤0.40 V≤0.03 485 415 485 485 415 Cu≤0.25 Cu≤0.25 510 500 415 515 415 515 450 530 510 490 420
19 19 20 20 20 20 20 18 18 18 20 20 20 19 20 18 18 18 23 25 22 22 25 22
供货状态
备注
1.25Cr0.5Mo钢
JB4726 JB4726 ASME ASME ASME ASME ASME ASME JB4726 JB4726 ASME ASME ASME ASME JB4727 JB4727 JB4727 JB4727 JB4727 ASME ASME ASME ASME ASME 14Cr1Mo 14Cr1Mo SA182-F11,Cl.1 SA182-F11,Cl.2 SA182-F11,Cl.3 SA336-F11,Cl.1 SA336-F11,Cl.2 SA336-F11,Cl.3 12Cr2Mo1 12Cr2Mo1 SA182-F22,Cl.1 SA182-F22,Cl.3 SA336-F22,Cl.1 SA336-F22,Cl.3 16MnD 20MnMoD 20MnMoD 20MnMoD 09MnNiD SA350-LF1,CL.1 SA350-LF2 SA350-LF3 SA350-LF5,CL.1 SA350-LF5,CL.2 550 550 649 649 649 649 649 649 575 575 649 649 649 649 -40 -40 -30 -30 -70 -28.9 -45.6 -101.1 -59.4 -59.4 0.11~0.17 0.30~0.80 0.50~0.80 0.05~0.15 0.30~0.60 0.50~1.00 0.10~0.20 0.30~0.80 0.50~1.00 0.10~0.20 0.30~0.80 0.50~1.00 0.05~0.15 0.30~0.60 0.50~1.00 0.10~0.20 0.30~0.80 0.50~1.00 0.10~0.20 0.30~0.80 0.50~1.00 0.15 0.15 0.30~0.60 0.30~0.60 0.50 0.50 0.50 0.50 0.50 0.50 0.025 1.15~1.5 0.025 1.15~1.5 0.030 1.0~1.5 0.040 1.0~1.5 0.040 1.0~1.5 0.025 1.0~1.5 0.025 1.0~1.5 0.025 1.0~1.5 0.025 2.0~2.5 0.025 2.0~2.5 0.040 2.0~2.5 0.040 2.0~2.5 0.025 2.0~2.5 0.025 2.0~2.5 0.025 0.025 0.025 0.025 0.025 0.030 0.030 0.030 0.030 0.030 0.30 0.30 0.30 0.30 0.30 0.30 0.30 0.30 0.30 0.30 0.40 0.40 0.40 0.40 0.45~0.85 0.40 0.40 3.30~3.70 1.00~2.00 1.00~2.00 0.12 0.12 0.12 0.12 0.12 0.30 0.30 Cu≤0.25 Cu≤0.25 N+T Q+T A,N+T A,N+T A,N+T A,N+T A,N+T A,N+T N+T Q+T A,N+T A,N+T A,N+T A,N+T Q Q Q Q Q N+T,Q+T N+T,Q+T N+T,Q+T N+T,Q+T N+T,Q+T AKV≥27J AKV≥27J AKV≥27J AKV≥27J AKV≥47J AKV≥18J AKV≥20J AKV≥20J AKV≥20J AKV≥20J 管件,接管用 管件,接管用 管件,接管用 管件,接管用 管件,接管用 >300~500 0.11~0.17 0.30~0.80 0.50~0.80
GB150.1~150.4和ASME Ⅷ-1在设计上的一些异同

GB150.1~150.4和ASME Ⅷ-1在设计上的一些异同
魏云
【期刊名称】《河南科技》
【年(卷),期】2014(000)007
【摘要】本文比较分析了GB150.1~150.4和ASME Ⅷ-1在标准体系、选材、内压锥壳及开孔补强上的一些异同.
【总页数】1页(P78)
【作者】魏云
【作者单位】上海河图工程股份有限公司武汉分公司,湖北武汉430070
【正文语种】中文
【中图分类】TH49
【相关文献】
1.浅析数字印刷一些概念及数字印刷和传统印刷的异同——《印刷媒体技术手册》中有关数字印刷概念之解读(上) [J], 齐福斌
2.JB4732-1995《钢制压力容器——分析设计标准》与GB150.1~150.4-2011《压力容器》的分析及比较 [J], 郜愿锋;张旭;夏金辉;吴久江
3.ASME B31.1和B31.3在管道应力评判上的异同 [J], 李敬琦
4.美国ASME,MJMA与我国GB150—89中膨胀节设计规定异同 [J], 李建国
5.应用ASME PCC-1附录O设计法兰的一些注意事项 [J], 杨建良;杨湖
因版权原因,仅展示原文概要,查看原文内容请购买。
国内压力容器标准与ASME规范压力容器的标准对比
我国压力容器标准与ASME的比较本文源自:无损检测招聘网 美国ASME锅炉及压力容器规范是由美国机械工程师学会(ASME)的锅炉及压力容器委员会(BPVC)制定的,是世界上应用最早的标准之一,现已被公认为世界上技术内容最为完整、应用最为广泛的压力容器标准。
我国于1982年颁布了《锅炉压力容器安全监察暂行条例》及实施细则,明确了劳动部作为政府的主管部门,负责立法和管理工作。
1985年正式发行的《钢制压力容器设计规定》标志着我国开始形成统一的压力容器标准,1989年发行的GB 150—89《钢制压力容器》标志着我国已开始形成以强制性标准GB 150—89为核心的压力容器标准体系框架,经过十多年的发展,我国的压力容器标准体系在大多数领域内都有与国外标准相对应的标准,技术内容在总体上也达到了国际先进标准的水平。
为了使我国的压力容器产品能顺利进入国际市场,1984年兰州石油化工机器厂首家取得ASME认证证书后,全国较有实力的压力容器制造厂陆续取得ASME认证证书,现已有近百家企业通过ASME认证。
但从总体上看,我国只有少数企业真正制造过ASME钢印产品,绝大多数企业仅仅处于证书阶段。
杭氧自1992年开始已制造了40多台ASME钢印产品,并已出口安装在美国、加拿大等发达国家,同时也制造了大量的按ASME设计、制造、检验的压力容器产品(不打ASME钢印)。
在杭氧刚开始设计、制造ASME产品时,绝大多数人(包括设计、制造、检验和营销人员)对ASME规范不熟悉,由此产生一种畏难情绪,在一定程度上影响了ASME产品市场的进一步开拓。
经过近十年ASME产品的设计、制造,相关人员逐渐了解、熟悉并掌握了ASME规范。
根据杭氧的实践经验,现将我国的压力容器标准与ASME规范进行比较、分析,以供有关人士参考。
1 主要压力容器标准的对应关系我国的压力容器标准分类相对较细,基本上是按压力容器类型及容器主体材料来分别制订相应标准,如钢制压力容器、铝制压力容器、卧式容器、塔式容器、球形储罐等。
浅析美国ASME规范与中国压力容器标准
浅析美国AS ME规范与中国压力容器标准丁国平1 屈娅嘉2(1.浙江内曼格机械制造有限公司,浙江嘉兴314500;2.南昌大学环境科学与工程学院,江西南昌330031)摘要:介绍了美国AS ME规范及中国压力容器标准,通过对两种标准体系的比较,有助于深入理解和实施AS ME规范,也有助于理解我国压力容器标准的发展变化。
关键词:AS ME 中国压力容器 比较0 引言AS ME是American S ociety of Mechanical Engineers(美国机械工程师协会)的英文缩写。
美国机械工程师协会成立于1880年,在世界各地建有分部,是一个有很大权威和影响的国际性学术组织。
AS ME主要从事发展机械工程及其有关领域的科学技术,鼓励基础研究,促进学术交流,发展与其他工程学、协会的合作,开展标准化活动,制定机械规范和标准。
它拥有125000个成员,管理着全世界最大的技术出版署,主持每年30个技术会议,200个专业发展课程,并制订了许多工业和制造标准。
经过几十年来压力容器设计、制造经验的积累总结和完善,我国也已形成以G B150—1998《钢制压力容器》为核心的一系列压力容器产品标准、基础标准和零部件标准,并以此构成了压力容器标准体系的基本框架。
压力容器设计、制造、安装、使用、检验、修理和改造的全过程都同时执行技术标准和安全监察法规,二者相辅相成,构成中国压力容器标准的完整体系,确保压力容器产品的安全。
随着全球经济一体化进程的不断深入,外商在华投资或承包国内外项目时,或国内公司承包国外项目时,出现了许多要求压力容器按照国外标准进行设计制造,并要求监检单位按国外标准监检的情况。
此外还经常遇到一些要求设备由国内设计制造,而安装使用在国外的情况,这些涉外项目经常遇到压力容器使用标准的问题。
对于相关的工程技术人员来说,将我国的压力容器标准与AS ME规范进行比较、分析,有助于项目实施过程中对两种标准体系的理解和运用。
中国GB150及美国ASME标准管材化学成分对照表
N N
N N
Cu≤ 0.40 Cu≤ 0.40 Cu≤ 0.40 Cu≤ 0.40
330 415 330 415 380 414
25 16.5 24 20 35 35 30 30 21 21 21 20 20 30 A A A 热轧或 A N+T N+T N+T N+T N+T A
碳素钢(换热管用)
0.31~0.64 0.18~0.37 0.025
0.31~0.64 0.18~0.37 0.025
标准号
材料名称
使用温度
供货状态
备注
1Cr0.5Mo钢
GB6479 GB6479 15CrMo 15CrMo 550 550 550 575 649 649 649 649 649 649 649 575 575 649 649 649 649 -20 -30 -40 -40 -50 -45 -75 -100 -45 -75 -100 0.12~0.18 0.40~0.70 0.17~0.37 0.040 0.12~0.18 0.40~0.70 0.17~0.37 0.040 0.12~0.18 0.40~0.70 0.17~0.37 0.035 0.08~0.15 0.40~0.70 0.17~0.37 0.030 0.05~0.15 0.30~0.61 0.50 0.025 0.05~0.15 0.30~0.61 0.05~0.15 0.30~0.61 0.50 0.50 0.025 0.025 0.035 0.80~1.10 0.035 0.80~1.10 0.035 0.80~1.10 0.030 0.90~1.20 0.025 0.80~1.25 0.025 0.80~1.25 0.025 0.80~1.25 0.025 1.00~1.50 0.025 1.00~1.50 0.025 1.00~1.50 0.025 1.00~1.50 0.035 2.00~2.50 0.035 2.00~2.50 0.025 1.90~2.60 0.025 1.90~2.60 0.025 1.90~2.60 0.025 1.90~2.60 0.035 0.035 0.040 0.040 0.025 0.025 0.025 0.025 0.025 0.025 0.025 2.03~2.57 3.18~3.82 2.03~2.57 3.18~3.82 V:≤0.03 N+T N+T N+T N+T N+T N+T A N+T N+T A N+T N+T N+T N+T N+T A N+T N N N N N+T N+T N+T N+T N+T N+T N+T AKV≥18J AKV≥18J AKV≥20J AKV≥20J AKV≥21J AKV≥18J AKV≥18J AKV≥18J AKV≥18J AKV≥18J AKV≥18J
压力容器外壁最小厚度要求的探讨
压力容器筒体最小厚度要求的讨论摘要汇总GB150,ASMEVIII及德国AD规范中关于压力容器筒体最小壁厚的要求,并对要求压力容器筒体最小壁厚的原因及各标准对此做出不同规定的原因进行分析,并对此展开讨论。
关键词压力容器最小厚度压力容器的壁厚,一般是根据设备承受的内外载荷,依照标准中提供的计算公式计算,加上腐蚀裕量和负偏差并圆整后所得出的。
这样得出的壁厚往往不能满足制造、运输、吊装以及内压失稳等方面的要求。
因此各标准均规定了有关最小厚度的要求。
本文汇总并分析各标准中关于最小壁厚的要求,并对此展开讨论。
一、GB150和ASMEVIII标准对压力容器筒体最小壁厚的要求我国的各版GB150标准和ASMEVIII标准,均对钢制压力容器筒体加工成形后不包括腐蚀裕量的最小厚度有所规定,详见表1注:德国AD压力容器规范中的最小壁厚为名义壁厚,其余最小壁厚均为钢制压力容器圆筒加工成形后不包括腐蚀裕量的最小厚度二、要求压力容器筒体最小壁厚的原因在低压情况下,按照内压公式计算并加腐蚀裕量及负偏差圆整得出的壁厚一般比较小。
直接采用该壁厚制造往往会出现设备造价急剧增加,甚至出现设备难以制造成形或无法运至现场就位的现象。
其原因如下:1、制造薄圆筒的过程中,需维持必要的圆度、刚度。
为维持圆筒圆度和刚度,需要用大量的辅助措施,并消耗大量的辅助钢材。
如在制造过程中常需用的类似内加强圈的圆环形工装将筒节撑圆,特别是对接的两个筒节边缘处。
为维持筒体圆度和刚度而耗费的人工费用、设备费用及辅助钢材费用等往往不菲。
2、一般情况下,筒壁过薄的圆筒,尤其是同时筒体直径较小的圆筒宜采取单面焊双面成型的焊接方法。
该方法在焊接薄壁容器时,易出现未焊透、烧穿和背面成形不良等缺陷。
即便背面加垫板,也因垫板不易贴紧,根部易产生焊接缺陷。
同时,在压力容器筒体组对时,难免存在错边、角变形等现象。
这些现象对对壁厚较薄的筒体焊接质量的影响远大于厚壁圆筒。
因此对壁厚过薄的筒体,要求完全焊透,且背面有良好的焊缝成形颇为困难。