大功率双馈电机定子VPI生产作业指导书
高压电动机检修作业指导书(轴瓦)
1
2
3
4பைடு நூலகம்
..
.
5
6
7
8
9
学习人员签字:
主持人:
时间:
..
.
国能东北检修
高压电动机检修作业指导书 检修程序
高压电动机使 用
..
.
述:本程序需经领导批准后方可使用;检修工作应严格按照本程序执行 2 开工前的准备工作确认 2.1 安全预防措施 □办理工作票,工作票内所列安全、隔离措施应全面、准确、完善。 □确认工作票所列安全措施及系统隔离措施得到可靠落实后,方可开工。 2.2 作业区 □工作现场照明充足,通风良好。 □工作作业区域围栏已围设整齐、布置完备;出、入口设置合理,警示明显。 □作业区信息牌悬挂规范。 □检修区域胶皮铺设整齐、卫生清洁。 2.3 工器具 □工器具已按计划准备齐全,满足使用。 2.4 材料和备品备件准备 □材料和备品备件已按计划准备齐全 □3 检修工序与质量标准 □3.1 解体前准备工作 □3.1.1 首先验电,将电动机停电并拆开电缆与电动机的接线,并将电缆接头三 相短路接地。 □3.1.2 测试电动机三相绕组的直流电阻和电机、电缆绝缘;电机外部清灰。 □3.1.3 拆前做好位置标记,测量好各部分间隙(靠背轮) 。 □3.1.4 拆解电动机散热水-空气冷却器水路连管,封堵管头。 □3.1.5 拆解电动机轴瓦润滑油路连管,封堵管头。 □3.1.5 拆开电动机基座紧固螺母,利用机壳上特制吊装孔,将电动机整体吊离 机座,并立在专用垫木上。
检 修 描 □ 修理 述 验收结论 承包工作负 责人 其他人员
□ 更换 □ 调整 □保持原状态 合格 承包方专工 分场质检 员 时间
工作负责人签字:
日期:
..
【推荐】电机装配作业指导书-推荐word版 (8页)

本文部分内容来自网络整理,本司不为其真实性负责,如有异议或侵权请及时联系,本司将立即删除!== 本文为word格式,下载后可方便编辑和修改! ==电机装配作业指导书篇一:防爆电机装配工艺作业指导书防爆电机装配工艺作业指导书一、准备1. 按装配任务单领料(按电机装配材料清单)2. 零部件清理a. 端盖、机座、接线盒座、盒盖等部件擦去油污,吹尽灰尘。
b. 浸漆定子铁芯表面,特别是转子配合面检查,铲去漆瘤,清理线圈杂物。
c. 清除转子表面杂物。
二、装配1. 按定子进壳尺寸压入定子,引出线位置对准出线口。
2. 转子轴伸端压入轴承。
3. 前后端盖及转子,波形垫片装入机座(装配前所有隔爆面涂204防锈油),然后压入后端盖轴承,装上轴承盖,再用手转动轴伸,检查是否灵活。
4. 接线盒上装上端子套或接线板,定子引出线重新剥线,按要求接入接线柱,装上接线盒座(隔爆面涂204防锈油)再装上盒座内其它零件。
5. 铭牌按电机型号,对号入座,放在电机上,准备测试。
三、测试数据是否符合铭牌所对应电机规格的要求。
2. 测试合格后,盖上盒盖(贴上接线图),订上铭牌。
四、喷漆数据是否符合铭牌所对应电机规格的要求。
2. 铭牌处涂黄油,轴伸处加保护套,吊入喷漆架。
3. 按产品“油漆涂饰工艺守则”的要求进行喷漆。
风罩同时单独喷漆。
“Ex”标志及立式端盖凹处涂大红漆。
五、装风叶、风罩等电机待油漆干后,装上风叶,风罩及外接地螺丝,外接地标记,铭牌处擦清,轴伸处涂上防锈油,装上键套上轴套。
六、1. 每台电机接入试验台,先运行半小时后,逐台进行性能检测,做好测试记录,核对测试1. 每台电机接入试验台,先运行半小时后,逐台进行性能检测,做好测试记录,核对测试最终检验装上说明书,合格证,由检验员进行最终检验,检验合格后入库(需包装的包装后入库)。
定子下线工艺规程为了规范电动机定子下线工艺,提高电动机内在质量,特编制本工艺规程。
1. 下线前的准备及工具准备。
1.5MW风电机组机械对中作业指导书-GDSD-T-WI005
1.5MW 风电机组机械对中作业指导书作业指导书Operation Guidance Book文件名称:《1.5MW 风电机组机械对中作业指导书》 文件版本号:GP/WI-025 文件编号:GDSD-T-WI005编 校 审 批制:对: 核:准:生效日期:2012 年 8 月 1 日目录1.2.3.4.5.目的 (4)范围 (4)职责 (5)工作程序 (5)5.1 探测器与探测物的安装 (6)5.2 界面图标介绍及使用 (11)5.2.1 基本数据输入 (13)5.2.2 输入对中测试所需条件 (16)5.3 对中测试 (17)5.3.1 初始测试 (17)5.3.2 测试结果 (20)5.4 对中调整 (21)5.4.1 垂直方向调整 (22)5.4.2 水平方向调整 (24)5.4.3 重新测试 (25)5.5 调试结束 (26)附录 (27)前言本作业指导书适用于国电联合动力技术有限公司并网型陆(地)上双馈风力发电机组现场机械对中工作,作为现场施工作业指导。
本作业指导书依据2010 年7 月 1 日《风电机组现场机械对中作业指导书》及现场施工过程中的情况,进行整理修订。
本作业指导书主要参加修订起草人:宋艳亮、李玥、李锦、杨金宝、薛浩宁、鄢建红、于海洋、王洪星、朱志强、穆建智、柳刚。
本指导书此次主要修改了如下内容:1、调整了对中预设值。
本指导书规范性引用文件下列文件对于本指导书的应用是必不可少的。
凡是注日期的引用文件,仅所注日期的版本适用于本指导书。
凡是不注日期的引用文件,其最新版本(包括所有的技术通知单)适用于本指导书。
1、《Fixturlaser XA Manual 4th edition》Fixturlaser AB;2、GP/QR-C-42-10015 关于调整对中预设值的通知;1. 目的本指导书为国电联合动力 1.5MW 陆上风力发电机组齿轮箱输出轴与发电机轴在现场进行对中工作的规范化、流程化而制定,以保证齿轮箱输出轴与电机输出轴在高速运行过程中,扭矩达到最小状态,使风机达到最佳工作状态。
电机浸漆干燥质量控制标准及作业指导书已交
电机浸漆干燥质量控制标准及作业指导书已交电机浸漆是一种常见的涂装工艺,在电机制造业中被广泛应用。
为了确保电机浸漆干燥的质量,制定相应的控制标准和操作指导书是非常重要的。
本文将详细介绍电机浸漆干燥质量控制标准以及作业指导书的编写内容和要求。
一、电机浸漆干燥质量控制标准电机浸漆干燥质量控制标准是确保电机浸漆干燥过程中质量稳定的重要依据。
下面是电机浸漆干燥质量控制标准的要求和内容:1. 温度控制要求:浸漆干燥过程中的温度是关键因素之一,应对温度进行严格控制。
标准规定了浸漆干燥的最佳温度范围,以及温度波动范围的要求。
2. 时间控制要求:浸漆干燥的时间也是影响质量的因素之一。
标准规定了浸漆干燥的最佳时间范围,以及时间延误和提前的容许范围。
3. 湿度控制要求:湿度对电机浸漆干燥的影响同样重要,应对湿度进行适当控制。
标准规定了浸漆干燥的最佳湿度范围,以及湿度波动范围的要求。
4. 涂层厚度要求:电机浸漆后形成的涂层应具备一定的厚度,标准规定了涂层厚度的最佳范围,以及涂层厚度偏差的容许范围。
5. 涂层粘附力要求:电机浸漆后的涂层应具备足够的粘附力,以保证其在运行中不易脱落。
标准规定了涂层粘附力的测试方法和要求。
6. 涂层均匀性要求:电机浸漆后的涂层应均匀、光滑,不应出现滴落或起泡等问题。
标准规定了涂层均匀性的评定标准和方法。
7. 涂层颜色要求:电机浸漆根据不同的应用需求,可能有着不同的颜色要求。
标准规定了常见颜色的配方比例和颜色误差容许范围。
二、电机浸漆干燥作业指导书电机浸漆干燥作业指导书是为了操作人员能够正确进行电机浸漆干燥工作而编写的。
下面是电机浸漆干燥作业指导书的内容和要求:1. 浸漆准备工作:指导书详细介绍了浸漆前的准备工作,包括清洁电机表面、准备所需涂料和工具等。
2. 浸漆操作流程:指导书按照浸漆的具体操作流程编写,从涂料的配置到浸漆的步骤,清晰明了地介绍了每个环节的操作方法和注意事项。
3. 干燥控制要点:指导书重点强调了干燥过程中的控制要点,包括温度、时间和湿度的控制方法和注意事项。
电机浸漆干燥质量控制标准及作业指导书已交
电机浸漆干燥质量控制标准及作业指导书前言电动机绕组在电机结构中是最脆弱的部件,为了提高绕组的耐潮防腐性和绝缘强度,并提高机械强度、导热性和散热效果与延缓老化等,必须对重绕后的电机绕组进行浸漆处理。
并要求浸漆与烘干严格按绝缘处理工艺进行,以保证绝缘漆的渗透性好、漆膜表面光滑和机械强度高,使定子绕组粘结成为一个结实的整体。
本指导书适用于目前E、B级绝缘的中小电机定子绕组的浸漆处理,一般采用1032三聚氰胺醇酸树脂漆,溶剂为甲苯或二甲苯,浸漆次数为二次,将其统称为普遍二次浸漆热沉浸工艺。
1 适用范围本指导书适用于目前E、B级绝缘的中小电机定子绕组的浸漆处理,一般采用1032三聚氰胺醇酸树脂漆,溶剂为甲苯或二甲苯,浸漆次数为二次,将其统称为普遍二次浸漆热沉浸工艺。
2 相关引用标准《电动机绕组修理》上海科学技术出版社《GB/T 1981-2009》3 作业现场要求应在室内无尘土飞扬和其他污染的专用检修间进行4 作业人员要求2人以上,了解电机浸漆的基本过程及有关作业现场的安全规定。
5 主要设备和工器具3吨电葫芦1台,漆罐(1立米)6 作业程序及质量要求6.1 预烘a.预烘目的绕组在浸漆前应先进行预烘,是为了驱除绕组中的潮气和提高工件浸漆时的温度,以提高浸漆质量和漆的渗透能力。
b.预烘方法预烘加热要逐渐增温,温升速度以不大于20~30℃/h为宜。
预烘温度视绝缘等级来定,对E级绝缘应控制在120~125℃;B级绝缘应达到125~130℃,在该温度下保温4~6小时,然后将预烘后的绕组冷却到60~80℃开始浸漆。
6.2 浸漆浸漆时应注意工件的温度、漆的粘度以及浸漆时间等问题。
a.浸漆温度如果工件温度过高,漆中溶剂迅速挥发,使绕组表面过早形成漆膜,而不易浸透到绕组内部,也造成材料浪费;若温度过低,就失去预烘作用,使漆的粘度增大,流动性和渗透性较差,也使浸漆效果不好。
实践证明,工件温度在60~80℃时浸漆为宜。
b.漆的粘度漆的粘度选择应适当,第一次浸漆时,希望漆渗透到绕组内部,因此要求漆的流动性好一些,故漆的粘度应较低,一般可取22~26s(20℃、4号粘度计);第二次浸漆时,主要希望在绕组表面形成一层较好的漆膜,因此漆的粘度应该大一些,一般取30~38s为宜。
电机生产-端部捆扎工序作业指导书
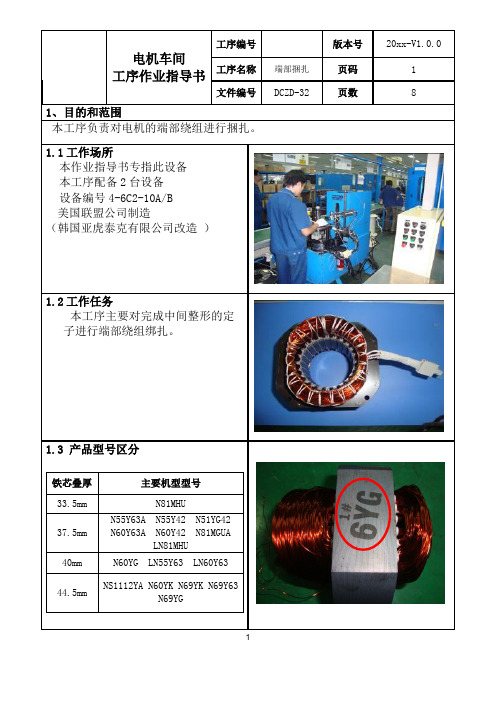
文件编号DCZD-32 页数8 1、目的和范围本工序负责对电机的端部绕组进行捆扎。
1.1工作场所本作业指导书专指此设备本工序配备2台设备设备编号4-6C2-10A/B美国联盟公司制造(韩国亚虎泰克有限公司改造)1.2工作任务本工序主要对完成中间整形的定子进行端部绕组绑扎。
1.3 产品型号区分铁芯叠厚主要机型型号33.5mm N81MHU37.5mm N55Y63A N55Y42 N51YG42 N60Y63A N60Y42 N81MGUALN81MHU40mm N60YG LN55Y63 LN60Y6344.5mm NS1112YA N60YK N69YK N69Y63N69YG文件编号DCZD-32 页数8 、作业顺序2.1设备维护保养2.1.1开机前检查电源是否正常。
压缩空气压力表、阀门、气液分离器是否完好。
工装位置有无异常。
设备有无异常,安全保护设施完好,全部正常方能启动运转,并填写设备点检记录。
2.2设备启动运转2.2.1启动:1、打开压缩空气阀门。
2、按箭头方向打开电源开关,1为设备已上电,O 为设备电源已关。
文件编号DCZD-32 页数83、按压“电源”按钮,主机启动。
机器启动时默认为手动方式。
启动按钮4、按压“复位”按钮至灯亮,使机器就位。
复位按钮5、在设备已复位的状态下,转动电器控制箱上的“自动”按钮。
自动按钮文件编号DCZD-32 页数86、取一个未绑扎的定子放入工位中,确保定位正确,踩下“启动”踏板,机器自动运行。
2.2.2设备操作过程将设备置于自动循环状态下。
在输送线上取一工件,进行目检并且整理线圈。
把整理好的定子放入绑扎机工件定位夹具中,定位面紧靠机器定位面,电机引线朝外,引线组件向上。
踩下“启动”踏板,机器便自动进行端部绑扎、打结、熔断循环,循环结束,自动停止。
绑扎完毕后,从定位夹具中取出工件,检查绑扎质量和线结是否有松脱。
将合格工件整齐的放置在输送线上。
文件编号DCZD-32 页数82.3检验第一件加工的电机,依照自检表上检验项目检测是否符合工艺要求,所有项目检验合格后方能开始生产。
高压电动机作业指导书.doc
2500V兆欧表一只;
16kV交流耐压机一套;
双臂电桥一台;
直流高压发牛器一套;
电池二节;
干湿温度计一只;
刀闸开关二个;
交流谐振耐压机一套;
直流毫伏表一块;
警戒绳等;
四、施工作业方案:
电动机安装就位,熟悉厂家资料及说明书,现场具备试验条件,根据工程要求进行试验。
五、工艺流程:
试验项R
2、交流耐压试验前,先测量电机的对地电容,计算出电容电流,来确定试验设备的容量。
3、试验后详细、准确地做好记录。
七、
1、进行直流耐压试验后,一定要进行充分放电后,再拆除连接线。
2、试验区域拉设警戒绳,并悬挂“止步,高压危险”的警示牌。
3、试验时专人接线、专人操作、专人监护、专人记录分工明确。
4、试验过程中发生异常现象,应立即切断电源,先将试品放电后接地,方可换线或拆除。
5试验设备要可靠接地。
八、危险点分析及预防措施:
序号
施工项目
危险点
预防措施
ቤተ መጻሕፍቲ ባይዱ责任人
安全监督
1
施工电源的使用
电源电压过高关
选择不当
试验前测量电源电 压,选择合适开关
2
电机耐压试验
监护不到位
试验电压超压
拉设警戒绳悬挂标亦 牌,有专人监护 设置过压保护装置
3
电机绝缘测量
测试完不放电
充分放电并挂接地线
九、环保注意事项:
一、工程概况:
电厂一期工程#2机组高压电动机电气单体试验由***,#2机组共有高压电动机28台,最
大功率为电动给水泵电机14200kWo
二、编写依据:
1、《电气装置安装工程电气设备交接试验标准》GB50150-2006
高压电机试运作业指导书
高压电机试运作业指导书3.14.1作业内容3.14.1.1 启动前的检查3.14.1.2电机空载试运3.14.1.3电机负载试运行3.14.1.4运行中的常见故障3.14.2作业方法3.14.2.1启动前的检查1)电机试验项目齐全,内容包括:2)测量绕组的绝缘电阻和吸收比,绝缘电阻值:定子绕组不低于6兆欧,转子不低于3兆欧,吸收比严禁低于1.2,中性点可拆开的分相测量。
3)测量绕组的直流电阻,各相绕组直流电阻值相互差别严禁超过其最小值的2%,中性点未引出的电机可测量线间直流电阻,其相互差别严禁超过其最小值的1%。
4)定子绕组的直流耐压试验和泄漏电流测量,中性点连接线已引出至出线端子板的定子绕组应分相进行直流耐压试验,试验电压为定子绕组额定电压的3倍,在规定的试验电压下,各项泄漏电流的值严禁大于最小值的100%,当最大泄漏电流在20微安以下时,各相间无明显的差别。
5)定子绕组的交流耐压试验。
6)测量电机轴承的绝缘电阻,当有油管路连接时,应在管路安装后,采取1000V兆欧表测量绝缘电阻值。
7)检查定子绕组极性及其连接的正确性。
8)电机空载转动检查和空载电流测量,电机空载转动检查的运行时间为4小时,并记录电机空载电流,当电机与机械部分的连接不宜拆开时,可连在一起进行空载转动检查试验。
3.14.2.2电机检查及二次回路传动1)盘动电机转子转动应灵活,无卡涩,碰触等情况。
2)电机外壳已接地线,连接可靠。
3)检查熔断器中的熔件是否装好,选择是否正确,接触是否可靠。
4)检查启动调节装置是否正确。
5)电机的通风系统,冷却系统,润滑系统以及测温系统的工作已投入或投入过,工作正常可靠。
6)检查开关位置,并退到试验位置。
7)关上帘板,合上接地刀,将开关拉出。
8)用2500V摇表测量开关绝缘电阻,并记录数值。
9)打开后盘盖,打开接地刀,测量电缆绝缘电阻,并记录数值。
10)测量电机绝缘电阻,并记录数值。
11)开关推入试验位置,给上操作保险,开关就地操作动作正确,远方操作动作正确,事故按扭操作动作正确,保护及联锁动作正确。
生产作业指导书-模板
核准
审核
承办单位 承办人:
数量
3 4 5
负极 图三
涂导热膏 图四
正极
操作说明
檢查 检查工位表面清洁 上工 检查物料有无一致 序 检查工具有无完好、且一定要带手指套操作
1.检查烙铁溫度是否为規定溫度:320~380度间 2.将大功率摆放固定在治具底模上,再装上模(如图 二) 3.分清大功率正负极(如图一)
技术要求
将温度调制为320~380度间,用仪器测 试 大功率正负极要摆放一致 正极为有方孔一端
设备,工装名 称
恒温烙铁
手指套
静电环
设备及治工具
型号 936  ̄ ̄ ̄ ̄ ̄ OWS20A
设定条件 320-380度间
防静电  ̄ ̄ ̄ ̄ ̄
检查有无假焊、虚焊
自檢 检查有无焊反或脱焊
不良品截出
检查焊接有无牢固
注意事项:注意一定要带手指套操作,大功率与铝基板极性要一致,且焊接要牢固,避免导 致开路或短路;焊好的大功率不允许成堆放置,需放入专用防靜電PVC盒內。
本工 4.将铝基板摆放在治具上,然后涂导热膏(如图二)
摆放位置要正确、涂导热膏要均匀
序作 5.将大功率摆放在涂好导热膏的铝基板上,并焊接起来 大功率与铝基板极性要一致,大功率
業
(如图四) 有孔一端对应鋁基板丝印“+”一端
6.完成后放入专用防靜電PVC盒內。
焊接
注意:不可漏涂导热膏,正负极相一致 且一定要带手指套作业
XXXX有限公司 作 业 指 导 书 文件编号
编制日期
页数 第1页 共14页
版本 A/0
适用产品名称 及编号
大功率MR16/GU10/JDRE27(通用)
工序名称 工序排号
发电机作业指导书
发电机作业指导书发电机作业指导书一、实验目的1. 了解发电机的基本原理和结构。
2. 学习如何使用发电机。
3. 掌握如何进行常规维护和故障排除。
二、实验仪器与设备1. 发电机:品牌:华东电机型号:HDC4.5-4额定容量:4.5kVA额定电压:220V2. 工具:扳手、螺丝刀、万用表等。
三、实验内容与步骤1. 发电机的结构和原理(1)结构:了解发电机的机械结构,包括转子、定子、端盖等。
(2)原理:介绍发电机的工作原理,包括转换机械能为电能的过程。
2. 发电机的使用方法(1)开机前:检查发电机机身有无破损,走线箱接线是否正确,油量是否足够。
(2)开机:先打开发电机控制箱,然后启动机器。
启动过程中注意观察仪表的变化,确保发电机运行正常。
(3)操作:使用发电机时应该注意保持机器干净,定期更换机油滤芯、空气滤芯,并对机器进行清洁。
3. 发电机的常规维护(1)机油更换:一般情况下,每运行100-150小时就需要更换机油。
同样,在更换机油的同时,更换机油滤芯。
(2)清洗空气滤芯:发电机使用时保证空气滤芯的清洁度,避免灰尘进入机器内部,因此定期清洗空气滤芯是非常重要的。
(3)清洁机器:周围环境的灰尘、杂物等会附着在机器表面,导致散热不良,机器运行效率下降,因此需要定期清洁。
4. 发电机的故障排除当发电机发生不正常的情况时,首先需要进行故障定位。
通过检查机器的仪表和参数指示来找出故障原因,然后对问题进行修复。
四、实验注意事项1. 操作前应仔细阅读本操作指南。
2. 在操作过程中,要随时将安全标准放在第一位,不得擅自进行操作。
3. 使用发电机时,必须定期对机器进行维护保养,确保机器长期正确运行。
4. 操作结束后应关闭机器开关,并进行清理,保持机器的良好状态。
五、实验总结通过本次实验,我们了解了发电机的基本原理和使用方法,以及如何进行常规维护和故障排除。
我们还学到了如何保持机器的良好状态,以确保发电机长期保持高效工作。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
编号.34-636-36
版本号.__53___
2015-08-11
双馈发电机 定子VPI生
产作业指导书
1. 任何时候,相关图纸、零部件目录及其它相关生产文件必须成套。
2. 产品图纸
序号 图号 图样名称
1 TRS200.21.1 定子嵌线
3. 零部件明细表
序号 代号 文件名称
1 定子嵌线零部件明细表
4. 材料配件表
序 代号 名称 规格 用量(/台电机)
1 耐压合格的定子 \() 1台
2 H9150 8kg
3 \ 丙酮 GB/T684-1999 CN.31025 500ml 适量
序 代号 名称 规格 用量(/台电机)
5 \ 凡士林 500g 适量
6 \ 工业用擦拭纸 130021 420w1/w2 适量
7 \ 烧杯 0~400ml 1只
8 \ 量杯 0~100ml 1只
9 \ 塑料布 0.1×900 适量
5. 设备和工模量刃表
序 代号 名称 规格 数量(/台电机)
1 \ 静烘炉 编号:JLHB-72 额定功率:72kw 额定电压:380v 额定温度:250℃ 尺寸:2×2×2.2M 1套
2 \ 便携式红外线测温仪 型号:AR802B 测温范围:-18℃~350℃ 1把
3 \ VPI设备 浸漆缸Ø2500x2400 衬缸Ø1200x1800 储漆缸Ø1600x2000 1套
4 \ 毛刷 \ 1把
序 代号 名称 规格 数量(/台电机)
5 / 旋转工装安装台 1600×580×620 1件
6 \ 风枪 DG-10 1把
7 / 旋转烘焙工装(N、D端)
Ø1400×15 2件
8 / 安装导向销 Ø24×180 4件
9 \ 螺栓紧固枪 M36 1把
10 \ 电机定子漆膜清理台 编号:DQ-1400 额定电压:380v 频率:50Hz 转速:0~40r/min 外形尺寸:1.2×1.5×0.8M 1套
11 \ 旋转干燥炉 型号:RHXZ-3编号:2006-13 容积:3.2×2×1.8M 额定功率:100kw 额定温度:300℃ 额定电压:380v 额定电流:140A 1套
序 代号 名称 规格 数量(/台电机)
12 \ 旋转粘度计 NDJ-79型 1套
13 \ 循环水加热器 型号:CH1006 编号:60831 1套
14
\ 铲刀 \ 1把
15 \ 铜丝刷 \ 1把
6. 工艺过程表
序 工序名称 作业要求
1 准备 取定子,吊定子预处理工作台
2 预处理
1对浸漆前定子进行清理
2 对漆进行准备处理:(1)将H62A和H62B按10:1的质
量比混合搅拌后使用;
(2)对浸漆缸和储漆缸进行加热,浸渍漆整体温度
达到60±5℃为准。(从常温升温起2~3h内到温);
(3)当漆温升温至45℃时开始抽真空,真空度:10000Pa
并保持。
注意:浸渍漆粘度要求:1000mPa.s~2000mPa.s (23℃时,
旋转粘度计) ,当粘度到达2000mPa.s时需立即汇报技术
部门处理。
3 检查 对浸漆前定子进行检查
4 定子预烘 (1)检查线圈应无异常变形; (2)静烘条件:120±5℃/10h;
(3)出炉后自然冷却至65℃~85℃待浸漆。
5 VPI
定子入缸
(1) 将自然冷却至 55℃~60℃的定子立式吊入浸漆缸
内;
(2) 工件温度传感器显示为60℃;
(3) 密封圈上涂薄薄一层凡士林。
(4) 吊入过程中注意保护线圈
6 VPI 抽真空 (1) 浸漆罐内真空度在18~25Pa,保持时间4小时。
(2) 有电脑记录
7 VPI 输漆 (1) 将浸漆缸内真空调整为40~50Pa (2) 输漆时间为10~15min; (3) 漆高度超出定子并头联线约80~100mm时停止输
漆;
(4) 输漆过程保持真空40~50Pa,保持20min以上。
序 工序名称 作业要求
8 VPI 加压 (1) 对浸漆罐施压0.5±0.05Mpa (2) 15分钟左右达到要求压力值,保压时间为1.5小时;
(3) 加压过程:
0.2MPa/5min+0.3MPa/5min+0.5MPa/5min
9 VPI
卸压、回漆、滴漆、出缸
(1) 浸漆罐泄压至0.2Mpa时开始回漆
(2) 将H62漆回至储漆罐中(注:如短期1~2天无连续
浸漆,则将储漆罐冷却至10~15℃保存,如长期3
天以上无连续浸漆,则将储漆罐冷却至8~13℃保
存),真空度为6000pa;
(3) 回漆结束后浸漆缸内至常压,进行滴漆,滴漆时间
5min左右,滴漆期间不许打开罐盖。
10
定子浸漆后处理 工件清理及旋转工装安装 (1) 使用工业用擦拭纸擦拭除绕组绝缘以外机座、引出线及铁芯表面上的所有漆液(包括螺孔),并用风枪将螺孔、定子铁心通风孔等处进行吹扫,然后翻身呈卧式状态后继续清理擦拭,以减小漆膜厚度 (2) 铁芯及机座表面无漆膜痕迹,不粘手,线圈表面漆
膜要轻轻吸拭,不可用力,保证漆膜厚度;
(3) 先将导向销安装上,再安装旋转烘焙工装(注意不
要碰到线圈;
(4) 在定子止口与线圈端部缝隙之间整圈塞入擦拭纸用
于吸漆,避免工件在安装旋转烘焙工装和转运过程
中绝缘漆滴落在工装和地上。
11 烘干
烘焙:旋转烘焙条件:(高温进烘)
温度/时间:200±5℃/5h(旋烘)
200±5℃/15h(静烘)
(1) 旋转烘焙速:8~12r/min(根据实际情况而
定,以不滴漆为准);
(2) 旋转烘焙转为静止固化过程必须连续进行,
旋烘过程不得打开炉盖。
序 工序名称 作业要求
12 定子烘干后处理
清理
(1) 绝缘漆固化后停炉,吊出工件在空地上,拆除旋转
烘焙工装,检查漆膜及定子表面状况并记录
(2) 对机座止口面、加工面等处如有漆膜需用铲刀、铜
丝刷和砂纸进行清理。原则上不得对铁心内表面漆
膜进行清理;
(3) 铁芯内腔及槽楔表面需光滑、平整,不得有任何漆
膜或漆瘤。
13 检验 检查和试验 (1) 线圈绝缘表面漆膜薄而均匀,无明显漆膜过厚甚至漆膜光线反射现象 (2) 铁心内腔及槽楔表面无漆膜; (3) 无气泡或空洞现象;
(4) 定子端面、悬挂及所有螺孔内无漆膜;
(5) 机座外表面无漆膜;
(6) 定子自然冷却至常态(40℃以下),检查合格后交出。
(7) 进行电气试验。
10 转总装 总装取走定子