精密压花螺母工艺标准
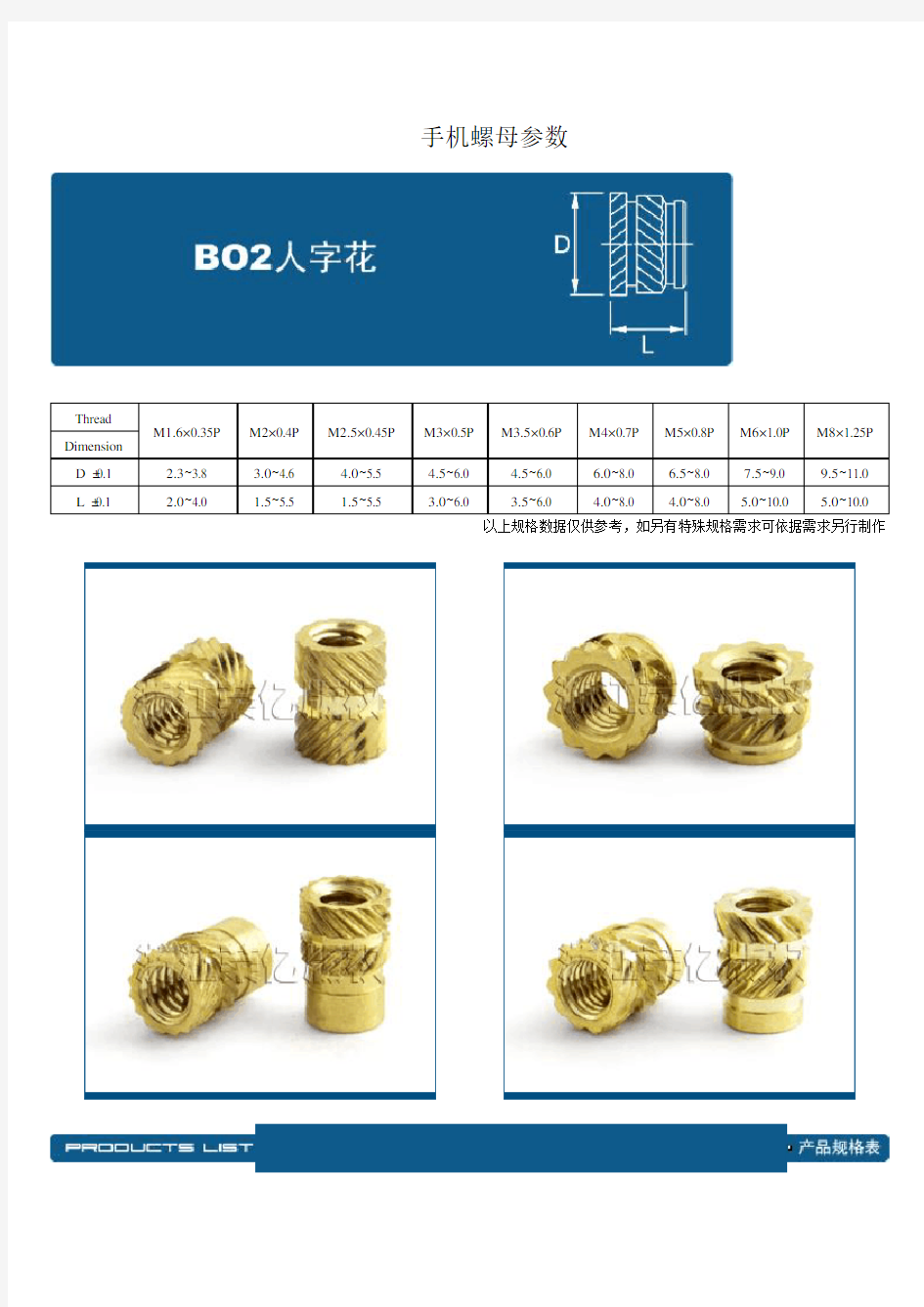

手机螺母参数
以上规格数据仅供参考,如另有特殊规格需求可依据需求另行制作
以上规格数据仅供参考,如另有特殊规格需求可依据需求另行制作
以上规格数据仅供参考,如另有特殊规格需求可依据需求另行制作
以上规格数据仅供参考,如另有特殊规格需求可依据需求另行制作
以上规格数据仅供参考,如另有特殊规格需求可依据需求另行制作
以上规格数据仅供参考,如另有特殊规格需求可依据需求另行制作
以上规格数据仅供参考,如另有特殊规格需求可依据需求另行制作
以上规格数据仅供参考,如另有特殊规格需求可依据需求另行制作
螺母的其他埋入方式
·注塑螺母
注塑成型埋置一般对螺母的孔径要求很严格,孔径管控在0.05mm以内,因为产品以Molding Pin固定后放置于射出成型模具中,螺母孔径要以注塑成型机的PIN针的大小来管控。
·超声螺母
超声埋置是一种通过超声振动,使螺母与工件表面及内在分子间的磨擦而使传处到接口的温度升高,当温度达到此工件自身的软化温度时,将螺母埋植于胶件中,当震动停止,工件同时在一定的压力下冷却定形。
塑胶孔设计与螺母选择
塑胶孔与螺母的选择参数
1、d尺寸为螺母底座,也称导向定位部分,在埋入前与塑胶C部分配合,因此螺母底端d部分要比塑胶BOSS内孔径C尺寸小,以方便定位;
2、D尺寸为螺母外径,它与塑胶BOSS内孔径C尺寸相配,一般手机螺母塑胶内孔径比螺母外径小约0.25-0.3mm;
3、L尺寸为螺母长度,它与塑胶BOSS孔深度Y尺寸配合,一般塑胶孔深比螺母高(长)度大0.5-1.0mm的深度用于储胶;
4、W为塑胶孔壁厚,一般塑胶BOSS孔肉厚为0.8-1.0mm以上,螺母尺寸规格越大,肉厚越大。(见下页参数表)
BOSS孔参考数据
螺牙Thread 外径D 长度L
塑胶孔径
塑胶肉厚W 直径深度Y
M1.2*0.25 2.3 2.0/2.5/3.0/3.5 2.0 3.0/3.5/4.0/4.5 0.8 M1.2*0.25 2.5 2.0/2.5/3.0/3.5 2.2 3.0/3.5/4.0/4.5 0.8 M1.4*0.3 2.3 1.8/2.0/2.5/3.0 2.0 2.8/3.0/3.5/4.0 0.8 M1.4*0.3 2.35 2.0/2.5/3.0/4.0 2.1 3.0/3.5/4.0/5.0 0.8 M1.4*0.3 2.5 2.0/2.5/3.0/3.5 2.2 3.0/3.5/4.0/4.5 0.8 M1.4*0.3 2.7 2.0/2.5/3.0/3.5 2.3 3.0/3.5/4.0/4.5 0.8 M1.6*0.35 2.5 1.8/2.0/2.5/3.0/3.5/4.0 2.2 2.8/3.0/3.5/4.0/4.5/5.0 1.0 M1.6*0.35 2.7 2.0/2.5/3.0/3.5/4.0 2.3 3.0/3.5/4.0/4.5/5.0 1.0 M1.6*0.35 3.0 2.0/2.5/3.0/3.5/4.0 2.6 3.0/3.5/4.0/4.5/5.0 1.0 M1.7*0.35 3.0 2.0/2.5/3.0/3.5/4.0 2.6 3.0/3.5/4.0/4.5/5.0 1.2 M1.8*0.35 3.0 2.0/2.5/3.0/3.5/4.0 2.6 3.0/3.5/4.0/4.5/5.0 1.2 M2.0*0.4 3.5 2.0/2.5/3.0/4.0 3.1 2.0/3.0/4.0/5.0 1.2 M2.0*0.4 3.6 1.7/2.0/2.5/3.0/4.0/5.0 3.1 2.0/2.5/3.0/4.0/5.0/6.0 1.3 M2.5*0.45 4.2 2.0/2.5/3.0/4.0/5.0 3.6 2.5/3.0/4.0/5.0/6.0 1.2 M2.5*0.45 4.4 2.0/2.5/3.0/4.0/5.0 3.8 2.5/3.5/4.0/5.0/6.0 1.6 M2.5*0.45 4.6 2.0/2.5/3.0/4.0/5.0 4.0 2.5/3.5/4.0/5.0/6.0 1.6 M2.6*0.45 4.6 2.5/3.0/4.0/5.0 4.0 3.5/4.0/5.0/6.0 1.6
M3.0*0.5 4.4 2.5/3.0/3.5/4.0/5.0 3.8 3.5/4.0/4.5/5.0/6.0 1.6 M3.0*0.5 4.6 2.5/3.0/3.5/4.0/5.0 4.0 3.5/4.0/4.5/5.0/6.0 1.6 M3.0*0.5 5.0 2.5/3.0/4.0/5.0/6.0 4.4 3.5/4.0/5.0/6.0/7.0 1.6 M3.0*0.5 5.5 3.0/4.0/5.0/6.0 4.9 4.0/5.0/6.0/7.0 1.8 M3.5*0.6 5.0 4.0/5.0/6.0/7.0 4.4 4.0/5.0/6.0/7.0 1.6 M3.5*0.6 5.5 4.0/5.0/6.0/7.0 4.9 5.0/6.0/7.0/8.0 1.8 M4.0*0.5 5.8 4.0/5.0/5.8/6.5/7.0 5.2 5.0/6.0/6.8/7.5/8.0 1.8 M4.0*0.7 6.3 4.0/5.0/5.8/6.5/8.0 5.6 5.0/6.0/6.8/7.5/9.0 2.1 M5.0*0.8 7.1 5.0/5.8/6.5/9.5 6.4 6.0/6.8/7.5/10.5 2.6 M6.0*1.0 8.7 5.0/6.5/9.5/12.5 8.0 6.0/7.5/10.5/13.5 3.3 M8.0*1.25 10.3 5.0/6.5/9.5/12.5 9.6 6.0/7.5/10.5/13.5 4.5 以上规格数据仅供参考,如另有规格需求可依据要求另行制作。
塑胶BOSS孔尺寸开立大小的影响
若:塑胶与螺母选择上无问题,螺母埋入塑胶后标准状态
如图(一)所示
若:螺母尺寸太小,塑胶BOSS孔太大,螺母埋入塑胶后吃不到胶,会产生扭拉力不足现象
如图(二)所示
若:螺母尺寸太大,BOSS孔太小,会产生溢胶或者爆裂现象
如图(三)所示
如螺母尺寸与塑胶尺寸都没有问题,还有异常现象发生,那我们通常会考虑通过一些优化设计来改善;
例1、塑胶BOSS孔深较浅,会产生扭拉力不足
由于BOSS孔深度较浅,如选择双斜纹的螺母,在螺母各尺寸比例调配下,特别是压花上,压花段差较短,这样的螺母埋入塑胶后,压花吃胶面的塑胶太少,会产生扭拉力不足现象,所以一般建议,将BOSS孔深设在2.5mm以上,螺母尺寸长度一般建议做2.0mm以上。改善方案:类似这种情况,在客户不方便改模情况下,可建议将螺母花形改为单斜BS1,如右图所示,这样将压花段差加大,压花吃胶面的塑胶增大,从而增加扭拉力。
例2、塑胶BOSS孔溢胶,爆裂
由于选择左图样式螺母,在埋入塑胶后,A1、A2处膨胀,B处却急剧收缩,造成塑胶排挤困难,螺母上下端容易产生溢胶现象,严重影响了产品处观;
改善方案:以“C”部分为导向定位,使螺母能稳妥地放入塑胶孔位中,提高了效率和良品率,由于加了C端导向部分,A2排挤一定的胶料后,也预留了足够的胶料给A1部分,同时因A1、A2部分是呈90°交角为45 °的斜纹,并可交角形成高强度的节点,阻抗圆周上的扭动力,使扭拉力大大的增加!
点击以下图片,获取信耐性实验室详细资料,其中全自动品检机(大图)有设备运转视频。
全自动品检机投影仪显微镜电子秤
影像测量仪硬度测试仪拉力机超声波清洗机
严格,精确
为确保产品性能的可靠性,公司设立了信赖性试验室,增添了投影仪、拉力机、扭力计、盐雾测试仪、热熔机、硬度测试仪、化学分析仪等各种信赖性设备,对产品的各项物理性能及尺寸进行了更精密的实验测量,使产品在性能方面更可靠。
磁力清洗机
化学分析仪
全自动品检机全自动计数仪
量具
盐雾测试仪
6S 管理,高效优质
公司注重人员管理,建立完善的管理制度、层级负责、权责明确,体现了公司协调、团结、奋进的精神风貌。公司认真贯彻6S 管理,提高工作效率、稳定产品品质,树立优秀的企业形象,培养了专业化的生产队伍和管理人员,增强了公司的竞争能力。 注重团队、尊重个人
公司重视人才引进和培养。为高级技术人员和管理人才创造展现自我的舞台,公司提倡能者居之,为所有员工提供提升、发展的机会。同时,公司注重个人发展与职业培训,加强礼仪素养,6S 、ISO 基本知识培训,宣导GP 环保知识、欧盟RoSH 指令,使员工与企业共同成长。
人力资源管理与开发的最终任务,是以实现公司经营目标为中心,创新机制,提高员工队伍整体素质,优化人力资源配置,用现代人力资源管理理念和技术来提升人力资源管理水平,使更多的人力资源转变成为“人力资本”,确保公司现在和未来持续发展的需要,提高企业在市场经济和国际竞争条件下的适应能力。
管理承诺:
营造符合顾客要求的产品制造及服务需要的工作环境;
向全体员工传达满足顾客和法律、法规要求的重要性;
更新和维护质量方针,同时每年评估和建立质量目标;
定期进行管理评审,确保维护和持续改进质量管理体系所需的资源;
跟踪产品实现过程以及影响实现过程有效性和效率的支持过程的过程指标,并持续改进。
以顾客为中心:
在每年的经营计划过程中评估客户的需求和期望,将它们转化为实现顾客满意的目标、确保顾客的需求和期望得到满足;开展顾客满意度的调查并形成报告。
加工工艺流程
1.进料:检验人(IQC)检验材料外观,直度,外径,要求表
面光滑,圆整,挺直,外径公差+0或-0.03
2.成分测试:实验室利用原子吸收分光,光度计对材料的化
学成分作分析测试。
3.首件投影:检验人(IQC-1)利用投影仪对改车后的产品和现
场生产的产品按图面要求进行投影确认。
4.投产:机台改车后之产品由首件检验员投影确认后方可量
产。
5.巡检:检验人(IPQC-2)现场生产的产品由车检人员2小时
巡检一次包括尺寸,螺牙,孔径。
6.清洗:(1).煤油手洗铜削,(2),震动研磨。(3),拖油甩干,
(4),去泽油浸泡。(5),拖油甩干,(6),烘干。
7.入库检:检验人(FQC-1),主要抽检产品的螺牙,孔径,尺。
寸
8.治具检验:检验人(FQC-2), 利用电木板,白板对产品的外
观,压花,倒角,螺牙,及孔内异物进行100%全检。9.成品检验:检验人(FQC-3),对产品的螺牙,孔径,尺寸。
进行抽检,确认合格后进行包装。
10.包装:对产品的尺寸再次确认后包装,可分为普通和真空
包装。
11.入库:必须按包装记录逐一核对,确认无误后入库,并按
照不同牙径区分摆放。
12.出货检:检验人(OQC), 出货前分别对产品的数量,外观,
规格,标签进行检查确认无误。
手机螺母加工工序
1号刀走3个外圆回来修总长,2号刀成型刀插2个槽,3,5,号刀压花,4号刀切断,挡料臂打孔,打孔轴勾内倒角,攻牙轴攻牙,
一般规格
M1, M1.4, M1.2, M1.6, M2, M2.5, M3,
压花
0.8的花轮,外径车到比图纸要求的尺寸小0.3MM,0.75小0.25MM以此类推。
扳手对应六角螺母规格尺寸
扳手对应六角螺母规格尺寸 外六角所用的开口扳手以六角螺母对应比较准确,因为存在六角头螺栓和小六角 头螺栓。 常用的开口扳手规格_对应螺纹规格 扳手尺寸,mm 7 8 10 14 17 19 22 24 螺纹规格M4 M5 M6 M8 M10 M12 M14 M16 27 30 32 36 41 46 55 65 扳手尺寸,mm 螺纹规格M18 M20 M22 M24 M27 M30 M36 M42 全套内六角扳手规格_对应螺纹规格 扳手规格S3 S4 S5 S6 S8 S10 S12 螺纹规格M4 M5 M6 M8 M10 M12 M14 M16 S27 S24 扳手规格S14 S17 S19 螺纹规格M18 M20 M22 M24 M27 M30 M36 M42 扳手按照用途,款式等分类 呆扳手:一端或两端制有固定尺寸的开口,用以拧转一定尺寸的螺母或螺栓。 梅花扳手:两端具有带六角孔或十二角孔的工作端,适用於工作空间狭小,不能 使用普通扳手的场合。 两用扳手:一端与单头呆扳手相同,另一端与梅花扳手相同,两端拧转相同规格 的螺栓或螺母。 活扳手:开口宽度可在一定尺寸范围内进行调节,能拧转不同规格的螺栓或螺母。 钩形扳手:又称月牙形扳手,用於拧转厚度受限制的扁螺母等。 套筒扳手:它是由多个带六角孔或十二角孔的套筒并配有手柄、接杆等多种附件 组成,特别适用於拧转地位十分狭小或凹陷很深处的螺栓或螺母。 内六角扳手:成L形的六角棒状扳手,专用於拧转内六角螺钉。 扭力扳手:它在拧转螺栓或螺母时,能显示出所施加的扭矩;或者当施加的扭矩 到达规定值后,会发出光或声响信号。扭力扳手适用於对扭矩大小有明确地规定 的装配工作。 攻丝前螺纹底孔直径的计算方法;对于脆性材料按照:基本尺寸-1.0826螺距; 对于塑性材料按照:螺纹基本尺寸-螺距+0.1 脆性材料在攻丝时为纯切削状态,底孔尺寸为螺纹牙底圆直径,塑性材料在攻丝时 由于材料受力后产生塑性变形,材料会向螺纹小径移动,因此底孔应该适当加大。 对于M6以下的螺纹孔,不分材料性质,统一按基本尺寸-螺距
液压缸技术标准
液压缸维修技术标准 编 张业建、赵春涛 制: 审 樊建成 核: 批 魏成文 准: 上海宝钢集团设备部 二OO八年八月
目录 1 总则 2 引用标准 3 各部分常用材料及技术要求3.1 缸筒的材料和技术要求3.2 活塞的材料和技术要求3.3 活塞杆的材料和技术要求 3.4 端盖的材料和技术要求 4 液压缸的检查 4.1 缸筒内表面 4.2 活塞杆的滑动面 4.3 密封 4.4 活塞杆导向套的内表面4.5 活塞的表面 4.6 其它
5 液压缸的装配 6 液压缸实验 附表1 检查项目和质量分等(摘录 JB/JQ20301-88) (16) 附表2 螺栓和螺母最大紧固力矩(仅供参考) (17) 附表3 螺纹的传动力和拧紧力矩................................ (18) 液压缸维修技术标准
1 总则 1.1 适用范围本维修技术标准 规定了液压缸各组成部分的常 用材料和技术要求、液压缸的 检查、装配以及试验,适用于 宝钢股份公司宝钢分公司范围 内液压缸的维修,维修单位按 本标准执行; 1.2 密封选择密封件应选择宝 钢股份公司指定生产厂家的标 准产品,特殊情况需得到宝钢 相关技术部门审核同意; 1.3 螺纹防松液压缸的螺纹连 接在安装时应涂上宝钢股份公 司指定生产厂家的螺纹紧固 胶; 1.4 液压缸防腐修理好的液压 缸,若在仓库或现场存放时间 超过半年时间,需采用适当的 防腐措施;
1.5 螺栓选择 10.9级(包括 10.9级)以下的高强度螺栓可 以采用国内著名生产厂的产 品,10.9级(不包括10.9级)以上的高强度螺栓应采用国外 著名生产厂的产品; 1.6 本标准的解释权属宝钢股份 公司宝钢分公司设备部。
螺丝的规格及国家标准
2000版紧固件国家标准 标准号标准内容备注 GB/T3098.1-2000 紧固件机械性能螺栓、螺钉和螺柱 ISO898-1:1999 GB/T3098.2-2000 紧固件机械性能螺母粗牙螺纹 ISO898-2:1992 GB/T3098.3-2000 紧固件机械性能紧定螺钉 ISO898-5:1998 GB/T3098.4-2000 紧固件机械性能螺母细牙螺纹 ISO898-6:1994 GB/T3098.5-2000 紧固件机械性能自攻螺钉 ISO2702:1992 GB/T3098.6-2000 紧固件机械性能不锈钢螺栓、螺钉和螺柱 ISO3506-1:1997 GB/T3098.7-2000 紧固件机械性能自挤螺钉 ISO7085:1999 GB/T3098.14-2000 紧固件机械性能螺母扩孔试验 ISO10484:1997 GB/T3098.15-2000 紧固件机械性能不锈钢螺母 ISO3506-2:1998 GB/T3098.16-2000 紧固件机械性能不锈钢紧定螺钉 ISO3506-3:1997 GB/T1237-2000 紧固件标记方法 ISO8991:1986 字串9 GB/T 41-2000 六角螺母 C级 ISO4034:1999 GB/T 65-2000 开槽圆柱头螺钉 ISO1207:1992 GB/T 67-2000 开槽盘头螺钉 ISO1580:1994 GB/T 68-2000 开槽沉头螺钉 ISO2009:1994 GB/T 69-2000 开槽半沉头螺钉 ISO2010:1994 GB/T 70.1-2000 内六角圆柱头螺钉 ISO4762:1997 GB/T 70.2-2000 内六角平圆头螺钉 ISO7380:1997 GB/T 70.3-2000 内六角沉头螺钉 ISO10642:1997 GB/T 77-2000 内六角平端紧定螺钉 ISO4026:1993 GB/T 78-2000 内六角锥端紧定螺钉 ISO4027:1993 GB/T 79-2000 内六角圆柱端紧定螺钉 ISO4028:1993 GB/T 80-2000 内六角凹端紧定螺钉 ISO4029:1993 GB/T 5779.1-2000 紧固件表面缺陷螺栓、螺钉和螺柱一般要求 ISO6157-1:1988 GB/T 5779.2-2000 紧固件表面缺陷螺母 ISO6157-2:1995 GB/T 5779.3-2000 紧固件表面缺陷螺栓、螺钉和螺柱特殊要求 ISO6157-3:1988 字串3 GB/T 5780-2000 六角头螺栓 C级 ISO4016:1999 GB/T 5781-2000 六角头螺栓全螺纹 C级 ISO4018:1999 GB/T 5782-2000 六角头螺栓 ISO4014:1999 GB/T 5783-2000 六角头螺栓全螺纹 ISO4017:1999 GB/T 5785-2000 六角头螺栓细牙 ISO8765:1999 GB/T 5786-2000 六角头螺栓细牙全螺纹 ISO8676:1999 GB/T 6170-2000 1 型六角螺母 ISO4032:1999
六角螺栓及螺母尺寸表
六 角 螺 母 六角螺母—C 级 I 型六角螺母—A 和B 级 六角薄螺母 (GB/T41-2000) (GB/T6170-2000) (GB/T6172.1-2000) 标记示例 螺纹规格 D=M12、性能级别为5级、不经表面处理、C 级的六角螺母: 螺母 GB/T41-2000 M12 螺纹规格 D=M12、性能级别为8级、不经表面处理、A 级的I 型六角螺母: 螺母 GB/T6170-2000 M12mm 注:A 级用于D ≤16,B 级用于D >16 1.各部位的尺寸 螺纹规格D M3 M4 M5 M6 M8 M10 M12 M16 M20 M24 M30 M36 M42 e GB/T41 8.63 10.89 14.20 17.59 19.85 26.17 32.95 39.55 50.85 60.79 72.07 GB/T6170 6.01 7.66 8.79 11.05 14.38 17.77 20.03 26.75 32.95 39.55 50.85 60.79 72.02 GB/T6172.1 6.01 7.66 8.79 11.05 14.38 17.77 20.03 26.75 32.95 39.55 50.85 60.79 72.02 s GB/T41 8 10 13 16 18 24 30 36 46 55 65 GB/T6170 5.5 7 8 10 13 16 18 24 30 36 46 55 65 GB/T6172.1 5.5 7 8 10 13 16 18 24 30 36 46 55 65 m GB/T41 5.6 6.1 7.9 9.5 12.2 15.9 1 8.7 22.3 25.4 31.5 34.9 GB/T6170 2.4 3.2 4.7 5.2 6.8 8.4 10.8 14.8 18 21.5 25.6 31 34 GB/T6172.1 1.8 2.2 2.7 3.2 4 5 6 8 10 12 15 18 21
内六角螺栓及螺母尺寸表
螺 母 六角螺母—C 级 I 型六角螺母—A 和B 级 六角薄螺母 (GB/T41-2000) (GB/T6170-2000) (GB/T6172.1-2000) 标记示例 螺纹规格 D=M12、性能级别为5级、不经表面处理、C 级的六角螺母: 螺母 GB/T41-2000 M12 螺纹规格 D=M12、性能级别为8级、不经表面处理、A 级的I 型六角螺母: 螺母 GB/T6170-2000 M12mm 注:A 级用于D ≤16,B 级用于D >16 1.各部位的尺寸 螺纹规格D M3 M4 M5 M6 M8 M10 M12 M16 M20 M24 M30 M36 M42 e GB/T41 8.63 10.89 14.20 17.59 19.85 26.17 32.95 39.55 50.85 60.79 72.07 GB/T6170 6.01 7.66 8.79 11.05 14.38 17.77 20.03 26.75 32.95 39.55 50.85 60.79 72.02 GB/T6172.1 6.01 7.66 8.79 11.05 14.38 17.77 20.03 26.75 32.95 39.55 50.85 60.79 72.02 s GB/T41 8 10 13 16 18 24 30 36 46 55 65 GB/T6170 5.5 7 8 10 13 16 18 24 30 36 46 55 65 GB/T6172.1 5.5 7 8 10 13 16 18 24 30 36 46 55 65 m GB/T41 5.6 6.1 7.9 9.5 12.2 15.9 1 8.7 22.3 25.4 31.5 34.9 GB/T6170 2.4 3.2 4.7 5.2 6.8 8.4 10.8 14.8 18 21.5 25.6 31 34 GB/T6172.1 1.8 2.2 2.7 3.2 4 5 6 8 10 12 15 18 21
液压盘刹使用说明书
液控盘式刹车装置 使用操作维护手册 川油广汉宏华有限公司 CHUAN YOU GUANGHAN HONGHUA 二零零三年八月
目录 1、简介--------------------------------------------------------------------------- 1 2、主要性能参数--------------------------------------------------------------- 2 3、工作原理与结构特征------------------------------------------------------ 3 4、安装--------------------------------------------------------------------------- 11 5、调试--------------------------------------------------------------------------- 15 6、操作规程-------------------------------------------------------------- ----- - 18 7、维护与保养--------------------------------------------------------------
---- 20 8、故障检修---------------------------------------------------------------- ---- - 25 9、关键元器件的拆装与更换-------------------------------------------- ---- 26 10、推荐备件清单----------------------------------------------------------- ---- 31
常用螺丝螺帽尺寸对照表
常用螺丝螺帽尺寸对照表 发布日期:2009-11-24 六角螺母对边厚度比较表 规格对边 X厚 度规 格 对边 X厚 度 规 格 对边X厚度 M3-0.55.5X 2.4 3/ 1 6 N C 8X43/ 1 6 W T 8X4 M4-0.77X3. 2 1/ 4 N C 11X 5.5 1/ 4 W T 10X5 M5-0.88X45/ 1 6 N C 12.5 X6.5 5/ 1 6 W T 12X6 M6-1.010X 5 3/ 8 N C 14.3 X8.3 3/ 8 W T 14X8 M8-1.2513X 6.5 7/ 1 6 N C 17.5 X9.5 7/ 1 6 W T 17X8.7 M8-1.2514X 6.5 1/ 2 N C 19X 11 1/ 2 W T 19X10 M10 -1.517X 8 9/ 1 6 N C 22.2 X12. 3 9/ 1 6 W T M12 -1.7 519X 10 5/ 8 N 23.8 X14 5/ 8 W 23X13
M14 -2.022X 11 3/ 4 N C 28.5 X16. 3 3/ 4 W T 26X16 M16 -2.024X 13 7/ 8 N C 33.3 X19 M18 -2.527X 15 1 ” N C 38X 21.8 M20 -2.530X 16 M22 -2.532X 18 M24 -3.036X 19 六角螺丝对边厚度比较表 规格对边 X厚 度 规 格 对边 X厚 度 规 格 对边X厚度 M47X33/ 1 6 N C 8X3. 5 3/ 1 6 W T 8X3.5 M58X3. 51/ 4 N C 11X 4 1/ 4 W T 10X4 M610X 45/ 1 6 N C 12.5 X5 5/ 1 6 W T 12X5 M8 -13 P 13X 5.3 3/ 8 N 14.3 X6 3/ 8 W 14X5.5
JBT10205液压缸技术条件
液压缸技术条件 (GJB/T10205-2000) 前言 本标准修改采用《JB/T10205-2000 液压缸技术条件》 本标准归口单位: 本标准起草单位: 本标准主要起草人: 本标准批准人: 液压缸技术条件 1 范围 本标准规定了单、双作用液压缸技术条件。 本标准适用于以液压油或性能相当的其它矿物油为工作介质的双作用或单作用液压缸。 2规范性引用文件 下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。本标准出版时,所示版本均 为有效。所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。 GB/T 2346—1988 液压气动系统及元件公称压力系列 GB/T 2348—1993 液压气动系统及元件缸内径及活塞杆外径
GB/T 2350—1980 液压气动系统及元件—活塞杆螺纹型式和尺寸系列 GB/T 2828—1987 逐批检查计数抽样程序及抽样表(适用于连续批的检查) GB/T 2878—1993 液压元件螺纹连接油口型式和尺寸 GB/T 2879—1986 液压缸活塞和活塞杆动密封沟槽型式、尺寸和公差 GB/T 2880—1981 液压缸活塞和活塞杆窄断面动密封沟槽尺寸系列和公差 GB/T 6577—1986 液压缸活塞用带支承环密封沟槽型式、尺寸和公差 GB/T 6578—1986 液压缸活塞杆用防尘圈沟槽型式、尺寸和公差 GB/T 7935—1987 液压元件通用技术条件 GB/T 15622—1995 液压缸试验方法 GB/T 17446—1998 流体传动系统及元件术语 JB/T 7858—1995 液压元件清洁度评定方法及液压元件清洁度指标 3 定义 GB/T 17446 中所列定义及下列定义适用于本标准。 公称压力 液压缸工作压力的名义值。即在规定条件下连续运行,并能保证设计寿命的工作压力。 最低起动压力 使液压缸起动的最低压力。 理论出力 作用在活塞或柱塞有效面积上的力,即油液压力和活塞或柱塞有效面积的乘积。 实际出力 液压缸实际输出的推(或拉)力。 负载效率 液压缸的实际出力和理论出力的百分比。 4 技术要求 一般要求 4. 1. 1 公称压力系列应符合GB/T 2346 的规定。 4. 1. 2 缸内径及活塞杆(柱塞杆)外径系列应符合GB/T 2348 的规定。 4. 1. 3 油口连接螺纹尺寸应符合GB/T 2878 的规定,活塞杆螺纹应符合GB/T 2350 的规定。 4. 1. 4 密封应符合GB/T 2879、GB/T 2880、GB/T 6577、GB/T 6578 的规定。 4. 1. 5 其它方面应符合GB/T 7935—1987 中~ 的规定。 4. 1. 6 有特殊要求的产品,由用户和制造厂商定。 4. 2 使用性能 4. 2. 1 最低起动压力 4. 2. 1. 1 双作用液压缸 双作用液压缸的最低起动压力不得大于表1 的规定。 表1 Mpa 4. 2. 1. 2 单作用液压缸 a) 活塞式单作用液压缸的最低起动压力不得大于表2 的规定。 表2 MP b) 柱塞式单作用液压缸的最低起动压力不得大于表3 的规定。 表3
六角螺母规格
六角螺母与螺栓、螺钉配合使用,起连接紧固机件作用。其中经1型六角螺母应用最广,C级螺母用于表面比较粗糙、对精度要求不高的机器、设备或结构上,A级和B级螺母用于表面比较光洁、对精度要求较高的机器、设备或结构上。2型六角螺母的厚度M较厚,多用于常经常需要装拆的场合。六角薄螺母的厚度M较薄,多用于被连接机件的表面空间受限制的场合。螺母是具有内螺纹并与螺栓配合使用的紧固件。 螺母是具有内螺纹并与螺栓配合使用的紧固件,具有内螺纹并与螺杆配合使用用以传递运动或动力的机械零件。 螺母就是螺帽,与螺栓或螺杆拧在一起用来起紧固作用的零件,所有生产制造机械必须用的一种原件.螺母的种类繁多,我们常见的有国标,英标,美标,日标的螺母.螺母根据材质的不同,分为碳钢、高强度、不锈钢、塑钢等几大类型.根据产品属性对应国家不同的标准号分为普通、非标、(老)国标、新国标、美制、英制、德标。大小不同,螺纹不等分为不同的规格.一般国标、德标用M表示(例如M8、M16),美制、英制则用分数或#表示规格(如8#、10#、1/4、3/8)紧固件,螺母是将机械设备紧密连接起来的零件,通过内侧的螺纹,同等规格螺母和螺丝,才能连接在一起,例如M4-0.7的螺母只能与M4-0.7的螺杆搭配(在螺母中,M4指螺母内径大约为4mm,0.7指两个螺纹牙之间的距离为0.7mm);美制产品也同样,例如1/4-20的螺母只能与1/4-20的螺杆搭配(1/4指螺母内径大约为0.25英寸,20指每一英寸中,有20个牙).
六角螺母按照公称厚度分为I型、II型和薄型三种。8级以上的螺母分为1型与II型两种型式。 I型的六角螺母应用最广,1型螺母又分A,B,C三级,其中A 级和B级螺母适用于表面粗糙度较小,对精度要求高的机器、设备和结构上,而C级螺母则用于表面比较粗糙、对精度要求不高的机器、设备或结构上;2型六角螺母的厚度比较厚,多用在经常需要装拆的场合。 1型螺母指的是螺母公称高度m≥0.8D的普通六角螺母,其型式尺寸应符合GB/T6170的规定; 而2型螺母的高度比1型螺母的要高,其型式尺寸应符合 GB/T6175。增加2型螺母的目的有两个:一是通过增加螺母的高度得到一种不需热处理的、比较低廉的螺母。 因为D≤M16的8级1型螺母不需进行热处理,故在8级螺母中,只有D>M16~39的规格才用2型螺母, 显然不用热处理的1型螺母达不到9级螺母的机械性能要求。规定2型螺母的另一个目的时获得韧性更好的12级螺母。由于螺母的高度增加,在较低的淬火回火硬度下就可以达到保证应力指标,故增加了螺母的韧度。 按牙距分类:标准牙、正规牙、细牙、极细牙和反牙。
螺丝尺寸及扳手对照表
螺丝尺寸及扳手对照表 Document serial number【UU89WT-UU98YT-UU8CB-UUUT-UUT108】
一、公制内六角螺栓与尺寸对照表:内六角螺栓==对应内六角扳手尺寸M3←→M4←→3 M5←→4 M6←→5 M8←→6 M10←→8 M12←→10 M14←→12 M16←→14 M18←→14 M20←→17 M22←→17攻螺纹底孔的计算:
脆性材料(铸铁、青铜等):钻孔直径d0=d(螺纹外径)(螺距)塑性材料(钢、紫铜等):钻孔直径d0=d(螺纹外径)-p(螺距)?? 二、的型号比螺丝的型号下多少? 比如6#内六角扳手用来拧M8的内六角螺丝? 4#←→M5 5#←→M6 6#←→M8 8#←→M10 10#←→M12 12#←→M14,M16 14#←→M16,M20 17#←→M20 19#←→M24 22#,←→M30 27#←→M36
? 三、外六角所用的开口扳手以六角螺母对应比较准确,因为存在六角头螺栓和小六角头螺栓。 常用的开口扳手规格为:7、8、10、14、17、19、22、24、27、30、32、36、41、46、55、65; 对应螺纹规格为:M4、M5、M6、M8、M10、M12、M14、M16、M18、M20、M22、 M24、M27、M30、M36、M42 全套内六角扳手中最小规格为3,其对应关系为S3=M4、S4=M5、S5=M6、S6=M8、S8=M10、S10=M12、S12=M14-M16、S14=M18-M20、S17=M22-M24、S19=M27-M30、S24=M36、S27=M42。 攻丝前螺纹底孔直径的计算方法:对于脆性材料按照基本尺寸螺距,对于塑性材料按照螺纹基本尺寸-螺距+。脆性材料在攻丝时为纯切削状态,底孔尺寸为螺纹牙底圆直径,塑性材料在攻丝时由于材料受力后产生塑性变形,材料会向螺纹小径移动,因此底孔应该适当加大。对于M6以下的螺纹孔,不分材料性质,统一按基本尺寸-螺距.钻孔一般用螺栓大径D减去螺距. ? 四、公制外六角螺栓和套筒(梅花)扳手对边尺寸对照表: 螺栓尺寸对应扳手或套筒对边尺寸
液压缸零部件技术要求
一、缸体的技术要求 (1) 缸体采用H8、H9配合。表面粗糙并:当活塞采用橡胶密封圈密封时,Ra为0.1~0.4μm,当活塞用活塞环密封时, Ra为0.2~0.4μm。 (2) 缸体内径D的圆度公差值可按9、10或11级精度选取,圆柱度公差值可按8能精度选取。 (3) 缸体端面T的垂直度公差值可按7级精度选取。 (4) (5) (6) (7 、1. 1)直径D、D2、D3的圆柱度公差应按9、10、11级精度选取; 2)D2、D3与d同轴度公差值为0.03mm; 3)端面A、B与直径d轴心线的垂直度公差值按7级精度选取; 4)导向孔的表面粗糙度Ra=1.25μm 四、活塞的材料
液压缸活塞常用的材料为耐磨铸铁、灰铸铁(HT300、HT350)、钢(有的在外径上套有尼龙66、尼龙1010或夹布酚醛塑料的耐磨环)及铝合金等。 活塞的技术要求 1)活塞外径D对内径D1的径向跳动公差值,按7、8级精度选取。 2)端面T对内孔D1轴线的垂直度公差值,应按7级精度选取。 3)外径D的圆柱度公差值,按9、10或11级精度选取。 五、活塞杆
注:1.螺纹长度L:内螺纹时,是指最小尺寸;外螺纹时,是指最大尺寸。 2.当需要用锁紧螺母时,采用长型螺纹长度。 3.带*号的螺纹尺寸,为气缸专用。 端部尺寸(耳环型联接(mm))
注:1.耳环材料推荐用45号钢。 2.表中MS=1.4CX,EP=(1.2~1.4)CX(低压选用小值,高压选用大值)。 活塞杆结构 d2。 1)。 2) 3) 4) 5) 6)级精度制造。 7)级精度选取。 8)活塞杆上下工作表面的粗糙度为R a0.63μm,必要时,可以镀铬,镀层厚度约为0.05mm,镀后 六、活塞杆的导向、密封和防尘 导向套材料 导向套常用材料为铸造青铜或耐磨铸铁。 导向套的技术要求 导向套内径的配合,一般取为H8/f9(或H9/f9),其表面粗糙度则为R a0.63μm~1.25μm。
液压缸技术标准
攀钢液压中心 二O一0年一月 目录 1、总则 2、引用标准 3、各部分常用材料及技术要求 3.1、缸筒的材料和技术要求 3.2、活塞的材料和技术要求 3.3、活塞杆的材料和技术要求 3.4、端盖的材料和技术要求 4、液压缸维修工艺流程 5、液压缸的检查 5.1、缸筒内表面 5.2、活塞杆的滑动面 5.3、密封
5.4、活塞杆导向套的内表面 5.5、活塞的表面 5.6、其它 6、液压缸的装配 7、液压缸试验 附表1:检查项目和质量分等(摘录JB/T10205-2000) 附表2:液压缸、气缸铭牌编号 附表3:螺栓和螺母最大紧固力矩(仅供参考) 附表4:螺纹的传动力和拧紧力矩 液压缸维修技术标准 1、总则 1.1 适用范围本维修技术标准规定了液压缸各组成部分的常用材料和技术要求、液压缸的检查、装配以及试验,适用于攀钢液压中心范围内液压缸的维修,维修用户单位按本标准执行。
1.2 密封选择密封件应选择攀钢液压中心指定生产厂家的标准产品,特殊情况需得到攀钢相关技术部门审核同意。 1.3 螺纹防松液压缸的螺纹连接在安装时应采用攀钢液压中心联接螺纹的防松结构型式,不能从结构上采取防松措施的,应涂上攀钢液压中心指定的螺纹紧固胶。 1.4 液压缸防腐修理好的液压缸,若在仓库或现场存放时间超过3个月时间,需采用适当的防腐措施。 1.5 螺栓选择一般采用8.8级、10.9级、1 2.9级的高强度螺栓(钉),应采用国内著名生产厂的产品。 1.6 气缸维修标准参照本标准执行。 1.7 本标准的解释权属攀钢液压中心。 2、引用标准 液压缸的维修应执行下列国家标准,允许采用要求更高的标准。
新版液压缸维修技术标准
液压缸维修技术标准编制:徐训忠 审核:亲国斌 批准:龚胜华 海南海航饮品有限公司工程维修部 二O一0年五月
目录 1 总则 ............................................................. 错误!未定义书签。 2 引用标准 ..................................................... 错误!未定义书签。 3 各部分常用材料及技术要求..................... 错误!未定义书签。 3.1 缸筒的材料和技术要求.......................... 错误!未定义书签。 3.2 活塞的材料和技术要求.......................... 错误!未定义书签。 3.3 活塞杆的材料和技术要求...................... 错误!未定义书签。 3.4 端盖的材料和技术要求.......................... 错误!未定义书签。 4 液压缸的检查............................................. 错误!未定义书签。 4.1 缸筒内表面 .............................................. 错误!未定义书签。 4.2 活塞杆的滑动面...................................... 错误!未定义书签。 4.3 密封 .......................................................... 错误!未定义书签。 4.4 活塞杆导向套的内表面.......................... 错误!未定义书签。 4.5 活塞的表面 .............................................. 错误!未定义书签。 4.6 其它 .......................................................... 错误!未定义书签。 5 液压缸的装配............................................. 错误!未定义书签。 6 液压缸实验 ................................................. 错误!未定义书签。附表1 检查项目和质量分等(摘录JB/JQ20301-88) . (16) 附表2 螺栓和螺母最大紧固力矩(仅供参考) (17) 附表3 螺纹的传动力和拧紧力矩 (18)
六角螺母规格
六角螺母规格 六角螺母与螺栓、螺钉配合使用,起连接紧固机件作用。其中经1型六角螺母应用最广,C级螺母用于表面比较粗糙、对精度要求不高的机器、设备或结构上,A级和B级螺母用于表面比较光洁、对精度要求较高的机器、设备或结构上。2型六角螺母的厚度M较厚,多用于常经常需要装拆的场合。六角薄螺母的厚度M较薄,多用于被连接机件的表面空间受限制的场合。螺母是具有内螺纹并与螺栓配合使用的紧固件。 螺母是具有内螺纹并与螺栓配合使用的紧固件,具有内螺纹并与螺杆配合使用用以传递运动或动力的机械零件。 螺母就是螺帽,与螺栓或螺杆拧在一起用来起紧固作用的零件,所有生产制造机械必须用的一种原件.螺母的种类繁多,我们常见的有国标,英标,美标,日标的螺母.螺母根据材质的不同,分为碳钢、高强度、不锈钢、塑钢等几大类型.根据产品属性对应国家不同的标准号分为普通、非标、(老)国标、新国标、美制、英制、德标。大小不同,螺纹不等分为不同的规格.一般国标、德标用M表示(例如M8、M16),美制、英制则用分数或#表示规格(如8#、10#、1/4、3/8)紧固件,螺母是将机械设备紧密连接起来的零件,通过内侧的螺纹,同等规格螺母和螺丝,才能连接在一起,例如M4-0.7的螺母只能与M4-0.7的螺杆搭配(在螺母中,M4指螺母内径大约为4mm,0.7指两个螺纹
牙之间的距离为0.7mm);美制产品也同样,例如1/4-20的螺母只能与1/4-20的螺杆搭配(1/4指螺母内径大约为0.25英寸,20指每一英寸中,有20个牙). 方螺母C级GB 39-88 ·六角螺母C级GB /T41-2000 ·六角厚螺母GB 56-88 ·蝶形螺母GB 62-88 ·环形螺母GB 63-88 ·组合式盖形螺母GB 802-88 ·球面六角螺母GB 804-88 ·扣紧螺母GB 805-88 滚花高螺母GB 806-88 ·滚花薄螺母GB 807-88
《国家标准》螺母gb规格
规格标准——GB标准 方螺母C级GB 39-88 六角螺母C级GB /T41-2000 六角厚螺母GB 56-88 蝶形螺母GB 62-88 环形螺母GB 63-88 组合式盖形螺母GB 802-88 球面六角螺母GB 804-88 扣紧螺母GB 805-88 滚花高螺母GB 806-88 滚花薄螺母GB 807-88 小六角特扁细牙螺母GB 808-88 嵌装圆螺母GB 809-88 小圆螺母GB 810-88 圆螺母GB 812-88 端面带孔圆螺母GB 815-88 侧面带孔圆螺母GB 816-88 带槽圆螺母GB 817-88 1型非金属嵌件六角锁紧螺母GB /T 889.1-2000 1型非金属嵌件六角锁紧螺母细牙GB /T 889.2-2000 盖形螺母GB 923-88
1型六角螺母GB /T 6170-2000 1型六角螺母细牙GB /T 6171-2000 六角薄螺母GB /T 6172.1-2000 非金属嵌件六角锁紧薄螺母GB /T 6072.2-2000 六角薄螺母细牙GB /T 6173-2000 六角薄螺母无倒角GB /T 6174-2000 2型六角螺母GB /T 6175-2000 2型六角螺母细牙GB /T 6176-2000 六角法兰面螺母GB /T 6177.1-2000 六角法兰面螺母细牙GB /T 6177.2-2000 1型六角开槽螺母-A和B级GB 6178-86 1型六角开槽螺母-C级GB 6179-86 2型六角开槽螺母-A和B级GB 6180-86 六角开槽薄螺母-A和B级GB 6181-86 2型非金属嵌件六角锁紧螺母GB /T 6182-2000 非金属嵌件六角法兰面锁紧螺母GB /T 6183.1-2000 非金属嵌件六角法兰面锁紧螺母细牙GB /T 6183.2-2000 1型全金属六角锁紧螺母GB /T 6184-2000 2型全金属六角锁紧螺母GB /T 6185.1-2000 2型全金属六角锁紧螺母细牙GB /T 6185.2-2000 2型全金属六角锁紧螺母9级GB /T 6186-2000 全金属六角法兰面锁紧螺母GB /T 6187.1-2000
液压式紧固螺母(螺栓)的设计
学位论文诚信声明书 本人郑重声明:所呈交的学位论文(设计说明书)是我个人在导师指导下进行的研究(设计)工作及其取得的研究(设计)成果。尽我所知,除了文中加以标注和致谢的地方外,论文(设计说明书)中不包含其他人或集体已经公开发表或撰写过的研究(设计)成果,也不包含本人或其他人在其它单位已申请学位或为其它用途使用过的成果。与我一同工作的同志对本研究(设计)所做的任何贡献均已在论文中做了明确的说明并表示了致谢。 申请学位论文与资料若有不实之处,本人愿承担一切相关责任。 学位论文作者签名:刘博日期:2010/5/20 学位论文知识产权声明书 本人完全了解学校有关保护知识产权的规定,即:在校期间所做论文(设计)工作的知识产权单位属于西安科技大学。学校有权保留并向国家有关部门或机构送交论文的复印件和电子版。本人允许论文(设计说明书)被查阅和借阅;学校可以公布本学位论文(设计说明书)的全部或部分内容并将有关内容编入有关数据库进行检索,可以采用影印、缩印或其它复制手段保存和汇编本学位论文。 保密论文待解密后适用本声明。 学位论文作者签名:刘博指导教师签名: 2010年月日
题目:液压式紧固螺母(螺栓)的设计 专业:机械设计制造及其自动化 学生:(签名) 指导教师:(签名) 摘要 基于大螺栓联接使用中预紧力不足而导致联接失效的问题,提出并设计了一种超高压液压螺母,对螺母体、活塞体及紧圈等主要组成件进行了结构设计和强度计算,介绍了色标位置的确定,并探讨了组合密封问题。与传统的螺栓预紧工具相比,具有操作简单,使用方便,安全性高等特点。运用它可以很容易地实现螺栓的拉伸和螺母的预紧。 关键词:液压;螺母;联接;预紧 Subject: Hydraulic Preten sion Method of Nuts Abstract Based on the use of the bolt connection inadequate preload link failure caused the problem, and todesign a super—IligIl hydraulic nut;of the nut and the tight circle of detroit and other major components of the structural design and strengtIl, a color—location setting is introduced,and to explore the combination of sealing problem。Compared with the traditional pretension methods, it has some adwantages such as simplicity of operation,convenient for application and high is easy to stretch and fasten bolts using hydraulic – stretching equipment. Keywords:Hydraulic;Nut;Connection;pretension
液压缸的主要零件材料结构和技术要求
液压缸的主要零件材料结 构和技术要求 The following text is amended on 12 November 2020.
3.5.4确定液压泵的参数 1.确定液压泵的最大工作压力 1P p p p ≥+?∑ Pa (3-5) 式中1p ——液压缸的最大工作压力,根据 1122w m F F p A p A η==- (3-6) 可以求出211 0.270F A p MPa A +== p ?∑——从液压泵出口到液压缸入口总的管路损失。初算可按经验数据选取:管路简单、流速不大的取~;管路复杂,并且进油口有调速阀的,取~ MPa 。这里取。 即700.570.5P p MPa ≥+= 2.确定液压泵的流量P Q max P Q KQ ≥ 3/m s (3-7) K ——系统泄漏系数,一般取~,这里取 max Q ——液压缸的最大流量,对于采用节流调速方式的系统,还需要加上溢流阀的最小溢流量,一般取430.510m /s -? 在前面已经初步选定车辆被顶起的速度变化量v ?0.16m /s =,那么设定车辆被顶起的最大速度0.16m/s y v =,则活塞的运动速度: y v = (3-8) 00.22=0.04m/s y v v =(这是在车辆刚刚起升状态时,5α=) 所以4443max 1.2(6.28100.510)8.1410/P Q KQ m s ---≥=??+?=? 3.选择液压泵的规格 根据以上求得的液压泵最大工作压力和流量,依据系统中初步选定的液压泵,从手册中选择相应的液压泵产品。为了使液压泵相比于最大工作压力有一定的额外压力储备,所选泵的额定压力一般要比最大工作压力大25~60%。
[世飞液压]采煤机液压螺母使用说明
一、 二、 二、液压螺母安装步骤(以下使用的各名称如上图所示): 1、计算确定螺栓安装实际预紧力和相应的螺栓理论拉伸长度。 2、选择液压螺母的的注油方向(有轴向注油和径向注油两种方式)。 3、将液压螺母上的防尘帽取下(如为径向注油,请将径向注油孔上的堵头(螺纹规格为M10X1)旋出,安装在径向注油孔上,注意先装钢球),装上紫铜垫圈、过渡接头和快速公接头并旋紧(防止漏油)。 4、将液压螺母旋入(安装时,自锁螺母朝设备方向)到设备上,用拨杆插入液压螺母拨孔1 内并旋紧液压螺母,用力扳紧压靠设备,使液压螺母端面与设备端面之间基本无间隙。 5、连接快速接头,使用动力源进行加压,螺栓在弹性变形范围内被拉伸长,此时切忌液压螺母活塞伸出超过最大行程,防止活塞脱缸。待液压螺母达到预紧力后,动力源保持稳定状态,停止加压。
用拨杆插入液压螺母拨孔2 旋紧自锁螺母,使自锁螺母端面紧靠油缸端面基本无间隙,方可缷去动力源压力。 7、若需要多次拉伸的,在液压螺母额定范围内按上述步骤进行预紧。 三、液压螺母拆卸 1、连接快速接头,使用动力源进行加压(压力比安装时的压力略大即可),螺栓在弹性变形范围内继续被拉伸长,此时切忌液压螺母活塞伸出超过最大行程。 2、用拨杆插入拨孔2 内,反旋旋松自锁螺母至活塞上端面齐平。 3、动力源缷去压力,撤去快速母接头,用拨杆插入拨孔1 内旋出液压螺母,将过渡接头旋下,装上防尘帽,清洗表面污垢涂抹防锈油保存,至此,液压螺母拆卸完毕。 四、维护和保养注意事项 1、使用液压螺母时按照以上操作说明正确使用,勿用锤子或他钝器击打,禁止不规范操作使用。 2、施工工作完成后,请及时盖上注油孔防尘帽,以免异物进入液压缸内。 3、液压螺母使用完毕,请及时清理表面,涂抹防锈油保存。、 五、安全警示 操作前须仔细阅读此说明书,用户有责任将此说明交到操作人员手中。 1、由专业人员操作,操作时须佩戴护目镜等防护用品。 2、一般操作步骤也存在危险的可能性(液压拉螺母在工作时,正上6、方严谨站人或正对人体其他部位)。 3、液压螺母在操作时不得超负荷、超行程使用。
液压缸技术标准
攀钢液压中心 二O一0年一月目录 1、总则 2、引用标准 3、各部分常用材料及技术要求 3.1、缸筒的材料和技术要求 3.2、活塞的材料和技术要求 3.3、活塞杆的材料和技术要求 3.4、端盖的材料和技术要求 4、液压缸维修工艺流程 5、液压缸的检查 5.1、缸筒内表面 5.2、活塞杆的滑动面 5.3、密封 5.4、活塞杆导向套的内表面 5.5、活塞的表面 5.6、其它 6、液压缸的装配 7、液压缸试验 附表1:检查项目和质量分等(摘录JB/T10205-2000)附表2:液压缸、气缸铭牌编号 附表3:螺栓和螺母最大紧固力矩(仅供参考)
附表4:螺纹的传动力和拧紧力矩 液压缸维修技术标准 1、总则 1.1适用范围本维修技术标准规定了液压缸各组成部分的常用材料和技术要求、液压缸的检查、装配以及试验,适用于攀钢液压中心范围内液压缸的维修,维修用户单位按本标准执行。 1.2密封选择密封件应选择攀钢液压中心指定生产厂家的标准产品,特殊情况需得到攀钢相关技术部门审核同意。 1.3螺纹防松液压缸的螺纹连接在安装时应采用攀钢液压中心联接螺纹的防松结构型式,不能从结构上采取防松措施的,应涂上攀钢液压中心指定的螺纹紧固胶。 1.4液压缸防腐修理好的液压缸,若在仓库或现场存放时间超过3个月时间,需采用适当的防腐措施。 1.5螺栓选择一般采用8.8级、10.9级、1 2.9级的高强度螺栓(钉),应采用国内著名生产厂的产品。 1.6气缸维修标准参照本标准执行。 1.7本标准的解释权属攀钢液压中心。 2、引用标准 液压缸的维修应执行下列国家标准,允许采用要求更高的标准。
3、各部分常用材料及技术要求 3.1、缸筒的材料和技术要求 3.1.1、材料和毛坯 ⑴无缝钢管若能满足要求,可以采用无缝钢管作缸筒毛坯。一般常用调质的45号钢。需要焊接时,常用焊接性能较好的20-35号钢,机械粗加工后再调质。 ⑵铸件对于形状复杂的缸筒毛坯,可以采用铸件。灰铸铁铸件常用HT200至HT350之间的几个牌号,要求较高者,可采用球墨铸铁QT450-10、QT500-7、QT600-3等。此外还可以采用铸钢ZG230-450、ZG270-500、ZG310-570等。 ⑶锻件对于特殊要求的缸筒,应采用锻钢。 3.1.2、技术要求 ⑴缸筒内径公差等级和表面粗糙度 缸筒与活塞一般采用基孔制的间隙配合。活塞采用橡胶、塑料、皮革材质密封件时,缸筒 内孔可采用H8、H9公差等级,与活塞组成、、、等不同的间隙配合。缸筒内孔表面粗糙度取Ra0.40~0.10μm。 采用活塞环密封时,缸筒内孔的公差等级一般取H7,它可与活塞组成、等不同的间隙配合,内孔表面粗糙度取Ra0.40~0.20μm。