汽车半轴热处理工艺
40Cr钢汽车半轴的热处理工艺
***
(中国矿业大学材料科学与工程学院江苏徐州 221116)
摘要:制定40Cr 钢退火、正火、淬火、回火、调质热处理工
艺, 测定在各种热处理情况下试样的硬度和冲击韧性, 并进
行材料的金相组织分析, 得出了40Cr 钢调质处理具有良好综
合性能的结论。
关键词:汽车半轴;热处理工艺;金相组织;性能
1引言
汽车半轴是汽车的重要部件之一, 要求具有合理的最佳的静
扭强度和抗扭转疲劳性能. 是在汽车运行中承受自重和货物重量, 并传递扭矩的重要零件,常采用40Cr 钢制造, 其产品质量直接影
响着整车的性能。
40Cr 钢属于亚共析钢, 缓冷至室温后的显微组织为铁素体
加珠光体, 含有较少的合金元素, 属于低淬透性合金调质钢, 经
适当热处理后具有较高的强度、良好的塑性和韧性, 即具有良好
的综合力学性能, 常用于制造汽车的连杆、螺栓、传动轴及机床
主轴等机械零件。
2分析
汽车半轴的加工工艺流程如下:半轴材料采购→下料→花键
加热→锻造镦花键成形→另一端加热→锻造预镦制坯→加热→半
轴盘端摆辗成形→淬火→回火→校直→抛丸→铣端面钻中心孔→
校正→粗车半轴法兰盘外端面和花键外圆→粗车法兰盘内端面和
外圆→精车法兰端和花键外圆→铣花键→清洗→中频淬火→回火
→校正→无损检测→钻半轴法兰盘孔→磨半轴法兰轴颈→精车半
轴法兰内端面→抛光→清洗→打标→包装。
对于40Cr的热处理,采用预备热处理和最终热处理。调质钢经热加工后, 必须经过预备热处理来降低硬度, 便于切削加工,
消除热加工时造成的组织缺陷,细化晶粒, 改善组织, 为最终热
处理做好准备。对于40Cr 钢而言, 可进行正火或退火处理。调质钢的最终热处理是淬火加高温回火。一般可以采用较慢的冷却速度淬火, 可以用油淬以避免热处理缺陷。当强度较高时, 采用较低的回火温度, 反之选用较高的回火温度。
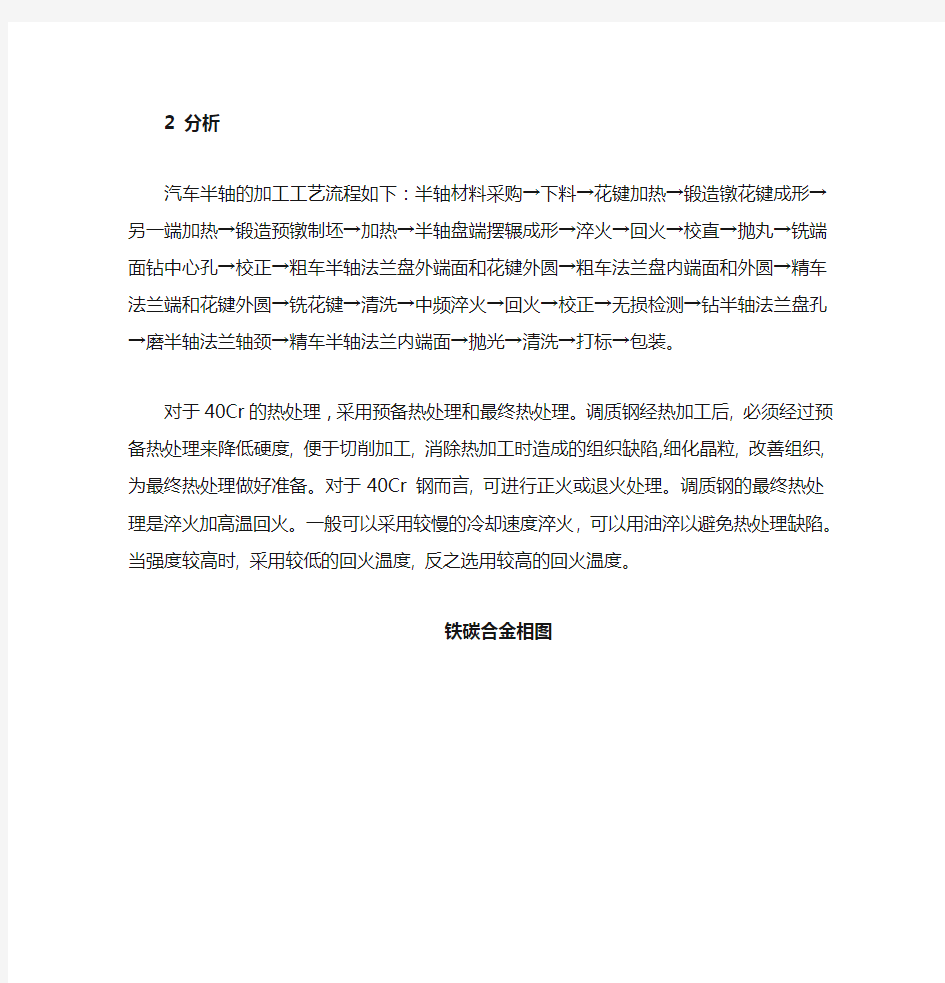
铁碳合金相图
40Cr的化学成分及临界温度见表1
从铁碳合金相图可以看出:40Cr钢属于亚共析钢, 在缓慢冷却到室温后的组织为铁素体和珠光体。从钢的分类来看, 40Cr钢属于调质钢, 具有很高的强度及良好的塑性和韧性,也就是有良
好的机械性能。40Cr钢主要应用于制造业,特别是机械类制造的材料。表1所示的是40Cr 的化学成分及临界温度。40Cr钢的热处理,各种参数都有规定,在实际操作中应注意:
(1)40Cr 工件淬火后应采用油冷,40Cr 钢的淬透性较好,在油中冷却能淬硬,而且工件的变形、开裂倾向小,操作者要凭
经验严格掌握入水、出水的温度。
(2)40Cr 工件调质后硬度仍然偏高,第二次回火温度就要
增加,不然,硬度降低困难。
(3)40Cr 工件高温回火后,形状复杂的在油中冷却,简单
的在水中冷却,目的是避免第二类回火脆性的影响。回火快冷后
的工件,必要时再施以消除应力处理。
本文根据对40Cr 钢分别采用退火、正火、淬火、不同的回火温度情况下的热处理, 测定不同情况下试样的硬度与冲击韧性值。
3热处理工艺参数的选择
对40Cr钢分别采用退火、正火、淬火、不同的回火温度情况
下的热处理, 测定不同情况下试样的硬度与硬度值。制定了调质
热处理工艺参数,如表2 所示。
表2 40Cr 调质热处理工艺参数
4热处理工艺的制定
4.1退火工艺的制定
图1 为退火及正火工艺曲线图。加热温度: Ac3+(30~50)℃,由此确定加热温度为850℃; 保温时间:120min; 冷却方式: 随炉
冷却。
图1退火及正火工艺曲线图
4.2正火工艺的制定
加热温度: Ac3+(30~50)℃,由此确定加热温度为850℃; 保温时间:120min; 冷却方式:空冷。
4.3淬火工艺的制定
图2 为淬火工艺曲线图。加热温度: Ac3+(30~50)℃,由此确定加热温度为850℃; 保温时间:80min;冷却方式: 油冷。
图2淬火工艺曲线图
4.4回火工艺的制定
亚共析钢的低温回火温度为150℃~300℃,但钢材的第一类
回火脆性温度在250℃~400℃,由于40Cr中含有硅、锰、铬等合金元素, 第一类回火脆性温度将有所增高,所以选用低温回火温度
为240℃;保温时间为60min;采用空冷。中温回火温度350℃~500℃,选用温度为460℃;保温时间为50min;空冷。高温回火温度为500℃~650℃,可选用加热温度为620℃;保温时间60min;空冷。
540Cr热处理冲击韧性与硬度
为了检测各组试样在热处理后的硬度, 对退火和正火的试样进行布氏硬度的检测,对淬火后低温回火、中温回火和高温回火的试样进行洛氏硬度的检测,对调质处理与油淬后的试样进行冲击韧性检测。其结论如表3 - 表5 所示。
640Cr热处理后的金相组织分析
6.1正火热处理
正火是加热、保温后在空气中冷却, 其冷却速度比炉冷快, 珠光体转变温度低, 因此正火后获得的珠光体比退火后的珠光体更细一些, 并用3 % ~ 4 % 硝酸酒精进行腐蚀,得到正火的金相组织应为铁素体和珠光体组织。
作用:正火工艺作为预先热处理工艺,目的是均匀组织、细化晶粒、改善切削加工工艺性能,为最终调质做好组织准备。
40Cr正火后的金相组织示意图如图3所示。
图3 40Cr钢正火后的组织(4% 硝酸酒精)
6.2调制处理
调质热处理是淬火加高温回火, 其室温组织为回火索氏体。
作用:淬火是为了得到马氏体组织,以便通过回火使工件获得良好的使用性能。高温回火处理时,针对40Cr钢回火后慢冷易产生第二类回火脆性的特点,钢件回火后的冷却方式应选择油冷,而不是空冷。钢件经油冷后,所产生的热应力小、韧性好。经过调质处理,工件可获得综合力学性能良好的回火索氏体组织,保证了钢件的强韧性
40Cr钢没有经过热处理的组织为珠光体, 并用4% 硝酸酒精
进行腐蚀,得到的金相组织为回火索氏体,40Cr 调质热处理后的组织示意图如图4所示。
图4 40Cr钢调制后的组织
7结语
通过对不同热处理试样的冲击值、硬度值的检测, 得到正火后40Cr 试样的硬度值比退火后试样的硬度值稍微偏高, 油淬试样的硬度低, 同时硬度值低于40Cr 调质钢;从金相显微组织来看,正火40Cr 钢的组织为铁素体和珠光体, 调质热处理40Cr 钢的组织为回火索氏体, 因此得出40Cr 钢经调质处理后有较高的硬度、
强度和比较好的韧性,就是具有良好的综合机械性能。
参考文献
[1 ]翟忠圻. 金属学与热处理[M ]. 北京: 机械工业出社,1995.
[2] 王广生. 金属热处理缺陷分析及案例[M]. 北京: 机械工业
出版社,2002.
[3] 石德珂. 材料科学基础[M]. 北京: 机械工业出版社,2002.
[4] 高为国. 机械基础实验[ M] . 华中科技大学出版社,2006.
[5 ]傅璞. 40Cr 热处理工艺及其组织性能[J ] . 机械工程与自
动化,2005 (5) :110 - 114.
[6] 林德成. 金属材料金相图谱[M].北京: 机械工业出版社,2006.
[7] 朱张校. 工程材料[M].第四版.北京:清华大学出版社,2009.
[8] 那顺桑. 金属热处理300 问[M ] . 北京: 化学工业出版社, 2007.
[9] 康煜平. 金属固态相变及应用[ M] . 北京: 化学工业出版社, 2007.
[10] 樊东黎主编.热处理技术数据手册[M].机械工业出版社,2000.
汽车发动机连杆螺栓热处理工艺设计
金属材料热处理原理与工艺课程设计40Mn发动机连杆螺栓热处理工艺设计 专业班级:材料132601班 设计人:焦攀龙 设计题目:发动机连杆螺栓选材与加工工艺设计 指导教师:职称 专业: 班级: 完成时间:
摘要 综述了发动机连杆螺栓的工作环境,使用性能,失效形式,连杆螺栓材料的选择,热处理工艺等。主要就连杆螺栓的热处理工艺做了详细的分析,通过大量的实验得出了连杆螺栓材料热处理后的金相组织图等资料。分别对球化退火、淬火、回火过程中组织、硬度的的变化做了分析。并就实验中出现的问题作了分析,以供参考。 关键词:连杆螺栓热处理;等温退火;淬火;回火;问题分析
目录 摘要............................................................................................................................................. I 前言. (1) 1 连杆螺栓的使用性能 (1) 2 材料选择及技术要求 (1) 2.1.螺栓的热处理工艺规范 (2) 2.2材料的选择 (2) 3 热处理工艺及目的 (3) 3.1退火 (3) 3.2正火 (3) 3.3淬火 (4) 3.4回火 (4) 4 设计说明 (4) 4.1失效形式 (4) 4.2工作要求 (4) 4.3结构钢40M N的化学成分 (5) 4.3.1 主要特性 (5) 4.3.2 材料分析 (5) 4.3.3 力学性能要求 (6) 4.3.4 基于材料的零件设计 (6) 4.5热处理工艺说明 (7) 5 设计方案 (8) 5.1正火 (8) 5.2调质处理 (8) 5.3回火的制定 (9) 6 螺栓的热处理质量检测 (9) 6.1硬度计 (9) 6.2外观检测与金相组织检验 (9) 7 螺栓热处理回火缺陷的原因及解决方案 (10) 参考文献 (11)
QCC-JT---汽车钢板弹簧技术条件
QCC-JT---汽车钢板弹簧技术条件
————————————————————————————————作者:————————————————————————————————日期:
Q/CC x x汽车股份有限公司企业标准 Q/CC JT018—2008 代替Q/CC JT018—2006 汽车钢板弹簧技术条件 Technical Requirements of Leaf Spring Used on Vehicle 2008-09-06发布2008-12-01实施xx汽车股份有限公司发布
目次 前言................................................................................. II 1 范围 (1) 2 规范性引用文件 (1) 3 术语和定义 (1) 4 技术要求 (1) 5 检验和试验方法 (3) 6 检验规则 (3) 7 标志、包装、贮存 (4) 8 质量保证 (4) 附录A (规范性附录)汽车用钢板弹簧台架试验方法 (5)
前言 本标准是对Q/CC JT018—2006《汽车钢板弹簧技术条件》的修订。本标准在修订过程中主要参考了GB/T 19844-2005《钢板弹簧》。本标准与Q/CC JT018—2006相比,主要变化如下: ——增加了“3术语和定义”; ——增加了“附录A(规范性附录)”; ——增加了“4.4热处理”中洛氏硬度的数值要求; ——修订了“5 检验和试验方法”细化了具体方法; ——对相关条款进行调换和规范; ——删除了旧版中有关产品“断裂数据”方面的内容。 本标准自实施之日起代替Q/CC JT018—2006。 本标准由xx汽车股份有限公司技术研究院提出。 本标准由xx汽车股份有限公司技术研究院标准化科归口。 本标准由xx汽车股份有限公司技术研究院K-底盘部负责起草。 本标准主要起草人:纪国锋、宗召波。
汽车零部件中英文对照表
汽车类Automobile English 整车Finished Automobile 轿车Passenger Car 休旅车Recreational Vehicle (RV) 小型商用车(3.5吨以下) Light Duty Commercial Car (Less Than 3.5 Tons) 大型商用车(3.5吨以上) Heavy Duty Commercial Car (More Than 3.5 Tons) 散装车Bulk Truck 搅拌车Mixer Truck 环境卫生车Garbage Truck 液罐车Refueling Truck 倾卸车Dumper Truck 曳引车Tractor Truck 消防车Fire Fighting Truck 堆高机Forklift 拖板车Pallet Truck 运钞车Armor Cash Carrier 冷气客车Air-Conditioned Car 冷冻车Freezer Car 拖车Trailer 车体打造(改装) Car Body Building (Refitting) 瓦斯车LPG Car 底盘车Chasis Truck 引擎零件Engine Parts 引擎Engine 引擎波司Engine Bush 引擎修理包Engine Gasket Kits 引擎零件Engine Parts 凸轮轴Camshaft 凸轮轴链轮Sprocket Camshaft 皮带张力器Tensioner 曲轴Crankshaft 曲轴皮带盘Crankshaft Pulley 曲轴轴承片Crankshaft Bearing 汽门Valve 汽门座Valve Seat 汽门摇臂Valve Arm 汽门摇臂盖Rocker Cover 汽门弹簧Valve Spring 汽门导管Valve Guide 汽缸头(盖) Cylinder Head 汽缸衬套Cylinder Liner 汽缸体Cylinder Block 波司垫片Washer 活塞Piston 活塞肖Piston Pin 活塞环Piston Ring 活塞衬套Piston Liner 飞轮Flywheel 飞轮环齿轮Ring Gear of Flywheel 时规炼条/皮带Timing Chain/Belt 连杆Connecting Rod 连杆轴承片Connecting Rod Bearing 摇臂轴Rocker Arm Shaft 汽门锁Valve Cotter 止推垫片Thrust Washer 共鸣箱Resonator 喷油嘴Injection Nozzle 燃料系统Fueling System 油箱Fuel Tank 油箱浮筒Gauge Fuel Tank 空气滤清器Air Cleaner 空气滤清器盖Air Cleaner Cover 空气滤清器导管Air Intake Tube 空气滤蕊Air Cleaner Element 消音器Exhaust Muffler 排气歧管Exhaust Manifold 排气管Exhaust Pipe 进气歧管Intake Manifold
曲轴热处理工艺
汽车发动机曲轴的热处理工艺设计 ●摘要 通过对12缸、四冲程、水冷高速大功率柴油机曲轴材质及调质后各项性能指标的分析,可知通过选用优质合金结构钢40Cr,加合适的热处理工艺,可以最大限度地提高高速大功率柴油机曲轴性能。 ·关键字:发动机;曲轴;选材;热处理工艺
目录 1.绪论 (3) 2.曲轴服役条件和性能指标 (3) 2.1 服役条件 (3) 2.2 技术要求 (4) 2.2.1 调质技术要求 (4) 2.2.2 渗氮技术要求 (4) 3.原材料状态和加工工序 (4) 3.1材料原始状态 (4) 3.1.1材料 (4) 3.1.2 锻造工艺 (5) 3.2 加工工序 (5) 4.热处理工艺 (5) 4.1 调质工艺 (5) 4.2 去应力回火工艺 (5) 5. 选材用材分析 (6) 6. 结论 (10)
1.绪论 发动机是汽车的“心脏”,而曲轴是发动机的关键部位。现代化的发动机对曲轴毛坯提出了有6拐、呈120°分布、带12个整体平衡块的要求。在机型改造的过程中,首先遇到的问题就是曲轴强度不足,一般是通过加粗轴颈、优选材质和表面强化等方法来增大曲轴强度,从而满足功率提高的要求。加粗轴颈在生产实践中受到各方面条件的限制,应用范围较窄,所以选择合适的材料和适宜的表面强化方法是解决曲轴强度的主要途径。曲轴在工作中承受交变载荷,圆角过渡处属于薄弱环节,主轴颈和连杆颈的过渡处更为严重。如果机械加工不当,润滑保养不好或柴油机运行受力不当,圆角部位的附加应力超过了界限值,就会在此部位产生疲劳源,逐渐扩展形成裂纹,最终发生疲劳断裂。所以曲轴表面强化处理主要是通过对曲轴圆角的强化来提高曲轴的疲劳强度[1]。。曲轴在发动机中承担最大负荷和全部功率,承受着强大的、方向不断变化的弯矩及扭矩,同时经受着长时间高速运转的磨损,因此要求曲轴材质具有较高的刚性、疲劳强度和良好的耐磨性能。 2.曲轴服役条件和性能指标 2.1 服役条件 曲轴工作过程中,往复的惯性力和离心力使之承受很大的弯曲和扭转应力,轴颈表面容易磨损。疲劳断裂是曲轴的主要破坏形式,
空气悬架汽车钢板弹簧技术条件
汽车钢板弹簧技术条件 1 主题内容与适用范围 本标准规定了汽车钢板弹簧的材料、尺寸精度、性能要求、试验方法和检验规则等。 本标准适用于各类汽车及挂车的钢板弹簧。 2 引用标准 GB 1222 弹簧钢 JB 3782 汽车钢板弹簧金相检验标准 ZB T06 001 汽车钢板弹簧喷丸处理规程 JB 3383 汽车钢板弹簧台架试验方法 3 一般要求 3.1 汽车钢板弹簧总成应符合本标准的要求,并按照经规定程序批准的图样和技术文件制造,有特殊要求的汽车钢板弹簧,应与制造单位另订协议,并在产品图样中注明。 3.2 汽车钢板弹簧片不应有对使用有害的过热过烧等缺陷。 3.3 汽车钢板弹簧片,应在拉伸表面按ZB T06 001规定进行喷丸处理。 3.4 汽车钢板弹簧片的摩擦面上装配前应涂以石墨润滑脂(片间有垫片的除外)。 3.5 汽车钢板弹簧总成应涂漆。但卷耳衬套(装橡胶衬套的除外),不得涂漆,该处应采取其他防锈措施。 4 材料 4.1 汽车钢板弹簧片所用的材料为热轧弹簧钢,按GB 1222的规定选用。 4.2 汽车钢板弹簧片经热处理后,硬度为HB 375~444。
4.3 汽车钢板弹簧片的金相组织应符合JB 3782中的有关规定。 4.4 汽车钢板弹簧片,每边总的脱碳层(铁素体+过渡层)深度不得超过表1的规定。 表 1 片厚,mm 脱碳层深度与片厚的百分比 ≤8 3 >8 5 尺寸精度 5.1 汽车钢板弹簧卷耳装入衬套后,卷耳轴线的倾斜(如图1的两个方向上)的偏差不大于1%。 5.2 汽车钢板弹簧总成夹紧后,在U型螺栓夹紧距离及支架滑动范围内的总成宽度应符合表2的规定。 表 2 mm 总成宽度宽度偏差 ≤100+ >100 + 5.3 汽车钢板弹簧总成(平直时)两卷耳轴心距的偏差不大于±3mm,一端卷耳至弹簧片中心孔(或定位凸包)的偏差,不大于±1.5mm。 5.4 汽车钢板弹簧总成,在静负荷下的弧高偏差不大于±6mm,重型汽车不大于±8mm。
汽车半轴热处理工艺
40Cr钢汽车半轴的热处理工艺 *** (中国矿业大学材料科学与工程学院江苏徐州 221116) 摘要:制定40Cr 钢退火、正火、淬火、回火、调质热处理工 艺, 测定在各种热处理情况下试样的硬度和冲击韧性, 并进 行材料的金相组织分析, 得出了40Cr 钢调质处理具有良好综 合性能的结论。 关键词:汽车半轴;热处理工艺;金相组织;性能 1引言 汽车半轴是汽车的重要部件之一, 要求具有合理的最佳的静 扭强度和抗扭转疲劳性能. 是在汽车运行中承受自重和货物重量, 并传递扭矩的重要零件,常采用40Cr 钢制造, 其产品质量直接影 响着整车的性能。 40Cr 钢属于亚共析钢, 缓冷至室温后的显微组织为铁素体 加珠光体, 含有较少的合金元素, 属于低淬透性合金调质钢, 经 适当热处理后具有较高的强度、良好的塑性和韧性, 即具有良好 的综合力学性能, 常用于制造汽车的连杆、螺栓、传动轴及机床 主轴等机械零件。 2分析 汽车半轴的加工工艺流程如下:半轴材料采购→下料→花键 加热→锻造镦花键成形→另一端加热→锻造预镦制坯→加热→半 轴盘端摆辗成形→淬火→回火→校直→抛丸→铣端面钻中心孔→ 校正→粗车半轴法兰盘外端面和花键外圆→粗车法兰盘内端面和 外圆→精车法兰端和花键外圆→铣花键→清洗→中频淬火→回火 →校正→无损检测→钻半轴法兰盘孔→磨半轴法兰轴颈→精车半 轴法兰内端面→抛光→清洗→打标→包装。 对于40Cr的热处理,采用预备热处理和最终热处理。调质钢经热加工后, 必须经过预备热处理来降低硬度, 便于切削加工, 消除热加工时造成的组织缺陷,细化晶粒, 改善组织, 为最终热
处理做好准备。对于40Cr 钢而言, 可进行正火或退火处理。调质钢的最终热处理是淬火加高温回火。一般可以采用较慢的冷却速度淬火, 可以用油淬以避免热处理缺陷。当强度较高时, 采用较低的回火温度, 反之选用较高的回火温度。 铁碳合金相图 40Cr的化学成分及临界温度见表1 从铁碳合金相图可以看出:40Cr钢属于亚共析钢, 在缓慢冷却到室温后的组织为铁素体和珠光体。从钢的分类来看, 40Cr钢属于调质钢, 具有很高的强度及良好的塑性和韧性,也就是有良 好的机械性能。40Cr钢主要应用于制造业,特别是机械类制造的材料。表1所示的是40Cr 的化学成分及临界温度。40Cr钢的热处理,各种参数都有规定,在实际操作中应注意: (1)40Cr 工件淬火后应采用油冷,40Cr 钢的淬透性较好,在油中冷却能淬硬,而且工件的变形、开裂倾向小,操作者要凭
汽车发动机活塞销的选材与热处理工艺课程设计
1 汽车发动机活塞销的零件图如下 Y///////////////A V///////////////A-------- 苇------ * 80^0,1 耳 图1汽车发动机活塞销零件尺寸图 连杆
2 服役条件与性能分析 活塞销(英文名称:Piston Pin),是装在活塞裙部的圆柱形销子,它的中部穿过连杆小头孔,用来连接活塞和连杆,把活塞承受的气体作用力传给连杆。为了减轻重量,活塞销一般用优质合金钢制造,并作成空心。塞销的结构形状很简单,基本上是一个厚壁空心圆柱。其内孔形状有圆柱形、两段截锥形和组合形。圆柱形孔加工容易,但活塞销的质量较大;两段截锥形孔的活塞销质量较小,且因为活塞销所受的弯矩在其中部最大,所以接近于等强度梁,但锥孔加工较难。本次设计选用内孔为原形的活塞销。 服役条件:(1)高温条件下承受周期性强烈冲击和弯曲、剪切作用(2)销表面承受较大的摩擦磨损。 失效形式:由于承受周期性的应力,使其发生疲劳断裂和表面严重磨损。性能要求:(1)活塞销在高温条件下承受很大的周期性冲击负荷,且由于活塞销在销孔内摆动角度不大,难以形成润滑油膜,因此润滑条件较差。为此活塞销必须有足够的刚度、强度和耐磨性,质量尽可能小,销与销孔应该有适当的配合间隙和良好的表面质量。在一般情况下,活塞销的刚度尤为重要,如果活塞销发生弯曲变形,可能使活塞销座损坏;(2)具有足够的冲击韧性;(3)具有较高的疲劳强度。 3 技术要求 活塞销技术要求: ①活塞销全部表面渗碳,渗碳层深度为0.8?1 . 2mm渗碳层至心部组织应 均匀过渡,不得有骤然转变。 ②表面硬度58?64 HRC,同一个活塞销上的硬度差应w 3 HRC。 ③活塞销心部硬度为24 ?40 HRC。 ④活塞销渗碳层的显微组织应为细针马氏体,允许有少量均匀分布的细小粒状碳化物,不得有针状和连续网状分布的游离碳化物存在。心部的针状应是低碳马氏体及铁素体。
汽车板弹簧材料的选择
汽车板弹簧材料的选择 2011-8-7 20:57|发布者: admin|查看: 37|评论: 0|原作者: admin 摘要: 汽车钢板弹簧在汽车行驶过程中承受各种应力的作用,其中以反复弯曲应力为主,绝大多数是疲劳破坏。所以要求弹簧钢应有高的弹性极限以及弹性减退抗力好,较高的屈强比,为防止在交变应力下发生疲劳和断裂,弹簧应具有高的疲劳强度和耐蚀等性能。其性能要求:σ0.2≥1160MPa;σb≥1280MPa; δ10≥5%;ψ≥25%,而且,同样材料处理是否正确,其寿命相差也很大。 图(1)板弹簧实物图 一、板簧材料的选择及分析 备选材料钢号有:20Cr、40CrNiMn、60Si2Mn、65Mn。下面比较一下这四种材料的性能及用途。 1、20Cr 该钢是我国目前产量最大的几个合金结构钢之一,用途广泛。硬度较高。且此钢比相同含碳量的碳素钢具有较好的淬透性、强度和韧度。为了提高该模具钢的耐磨性,常进行渗碳处理(注意:渗碳时钢的晶粒有长大倾向),然后进行淬火和低温回火,从而保证模具表面具有很高硬度、高耐磨性而心部具有很好的韧度。 常用于制造截面小于30mm的、形状简单的、转速较高的渗碳件或氰化件,如活塞销、小轴等;也可以用于调制钢零件。 2、40CrNiMn 高淬透性的调质钢,有高的强度、韧度和良好的淬透性和抗过热的稳定性,但白点敏感性高,有回火脆性。焊接性较差,焊前需经高温预热,焊后需消除应力,经调质后使用。
应用:一般制作强度高、塑性好的重要零部件,氮化处理后制作特殊性能要求的重要零件,如轴类、齿轮、紧固件等;在低温回火或等温回火后可作超高强度钢使用。 3、60Si2Mn 由于硅含量高,其强度和弹性极限均比55Si2Mn高抗回火稳定性好,淬透性不高,易脱碳和石墨化。主要用作汽车拖拉机上的板弹簧、螺旋弹簧等。也用于制造承受交变载荷及高应力下工作的重要弹簧、抗磨损簧等。 4、65Mn 钢中加入锰为0.8%~1.2%,使淬透性和综合性能有所提高,脱碳倾向减小,但有过热倾向及回火脆性,易出现淬火裂纹。且锰钢价格便宜,资源丰富。 应用:(1)可用于普通模具弹簧;(2)冷冲模具凸模;(3)弹簧环、汽门簧。 通过以上比较,我们发现60Si2Mn淬透性号、弹性极限、屈强比和疲劳极限均较高,能符合汽车板簧的性能要求。因此我们选择60Si2Mn作为所需材料。 二、60Si2Mn的各项指标 1、化学成分 硅锰弹簧钢(60Si2Mn)是同时加入硅、锰,能显著强化基体铁素体,大为提高了钢的弹性极限,屈强比可达到0.8~0.9,而且疲劳强度也显著提高。硅锰元素的共同作用提高了钢的淬透性,硅还有效地提高了回火稳定性,锰提高了耐磨性。但硅促进脱碳倾向,锰增大了钢过热敏感性,但是两者复合加入后,硅锰钢的脱碳和过热敏感性较硅钢、锰钢为小,但还是会因过热敏感性产生淬火裂纹,因脱碳对工件耐磨性、疲劳强度产生显著影响。 2、临界点 3、60Si2Mn的拉伸性能
汽车半轴断裂原因分析及对策研究
汽车半轴断裂原因分析及对策研究 摘要 在当今社会,汽车已经走入了寻常百姓的家里,可以说汽车已经成为了我们生活中的一个重要部分。而半轴是汽车传动系统的一个重要组成部分,它是差速器与驱动轮之间传递扭矩的实心轴,其内端一
般通过花键与半轴齿轮连接,外端与轮毂连接。根据其支承型式不同,可分为全浮式半轴和半浮式半轴。 汽车半轴在使用过程中常出现弯曲、扭曲和断裂以及花键齿磨损或扭斜等敌障。我们课题将对半轴所出现的断裂问题进行分析,并对其提出相应的对策。首先是对半轴材料以及处理工艺上进行分析,找出其对于半轴断裂的影响,并提出解决方案;其次是对半轴结构上的受力分析,运用ANSYS有限元分析软件,对半轴模型施加不同作用力,通过分析其位移云图,节点等效应力图,位移矢量图等,分析半轴受力与变形情况,对此在半轴结构上提出相应的解决对策。 最终,我们通过分析研究,发现对于半轴材料及处理工艺上,往往是在材料选取上以及热处理工艺上出现不达标等问题造成的。而你对于半轴结构的受力分析,我们通过对软件结构进行分析,最终得出半轴两端部以及花键,变直径等应力集处,最容易产生断裂现象,所以在半轴的设计与制造时,应当尽量避免这些不利因素。 关键词汽车半轴全浮式半浮式 ANSYS软件受力分析 引言 汽车自19世纪末诞生至今100余年期间,汽车工业从无到有,以惊人的速度发展,写下了人类近代文明的重要篇章。汽车是数量最多、最普及、活动范围最广泛、运输量最大的现代化交通工具。而汽车半轴是汽车的一个重要部件,它是差速器与驱动轮之间传递转矩的实心
轴,其内端一般通过花键与半轴齿轮连接,外端以凸缘与轮毂连接。汽车半轴的结构形式取决于驱动车轮的结构,根据半轴的受力情况,半轴分为全浮式半轴和半浮式半轴。由此可见汽车半轴是汽车正常行驶的一个重要的部件,半轴性能的好坏对于汽车的安全行驶起着重要的因素。我们的课题将对汽车半轴常出现的断裂问题进行分析,通过查找资料并运用ANSYS有限元分析软件,找到半轴断裂原因并提出相应的解决方案。 汽车半轴介绍 汽车半轴是差速器与驱动轮之间传递转矩的实心轴,其内端一般通过花键1与半轴齿轮连接,外端以凸缘2与轮毂连接。 汽车半轴分类 汽车半轴的结构形式取决于驱动车轮的结构,根据半轴的受力情况,半轴分为全浮式半轴和半浮式半轴。 全浮式半轴:这种支承形式的半轴除受扭矩外,不在承受任何反力以及弯矩。这一类比较常用。
汽车发动机活塞销地选材与热处理实用工艺课程设计
实用文档 1 汽车发动机活塞销的零件图如下 图1 汽车发动机活塞销零件尺寸图
2 服役条件与性能分析 活塞销(英文名称:Piston Pin),是装在活塞裙部的圆柱形销子,它的中部穿过连杆小头孔,用来连接活塞和连杆,把活塞承受的气体作用力传给连杆。为了减轻重量,活塞销一般用优质合金钢制造,并作成空心。塞销的结构形状很简单,基本上是一个厚壁空心圆柱。其孔形状有圆柱形、两段截锥形和组合形。圆柱形孔加工容易,但活塞销的质量较大;两段截锥形孔的活塞销质量较小,且因为活塞销所受的弯矩在其中部最大,所以接近于等强度梁,但锥孔加工较难。本次设计选用孔为原形的活塞销。 服役条件:(1)高温条件下承受周期性强烈冲击和弯曲、剪切作用 (2)销表面承受较大的摩擦磨损。 失效形式:由于承受周期性的应力,使其发生疲劳断裂和表面严重磨损。 性能要求:(1)活塞销在高温条件下承受很大的周期性冲击负荷,且由于活塞销在销孔摆动角度不大,难以形成润滑油膜,因此润滑条件较差。为此活塞销必须有足够的刚度、强度和耐磨性,质量尽可能小,销与销孔应该有适当的配合间隙和良好的表面质量。在一般情况下,活塞销的刚度尤为重要,如果活塞销发生弯曲变形,可能使活塞销座损坏;(2)具有足够的冲击韧性;(3)具有较高的疲劳强度。 3 技术要求 活塞销技术要求: ①活塞销全部表面渗碳,渗碳层深度为0.8 ~ 1.2mm,渗碳层至心部组织应均匀过渡,不得有骤然转变。 ②表面硬度58 ~ 64 HRC,同一个活塞销上的硬度差应≤3 HRC。 ③活塞销心部硬度为24 ~ 40 HRC。 ④活塞销渗碳层的显微组织应为细针马氏体,允许有少量均匀分布的细小粒状碳化物,不得有针状和连续网状分布的游离碳化物存在。心部的针状应是低碳马氏体及铁素体。
60Si2Mn汽车板簧热处理工艺设计
1序论 1.1 热处理工艺课程设计的意义 热处理工艺课程设计是高等工业学校金属材料工程专业一次专业课设计练习,是热处理原理与工艺课程的最后一个教学环节。其目的是: 1. 培养学生综合运用所学的热处理课程的知识去解决工程问题的能力,并使其所学知识得到巩固和发展。 2. 学习热处理工艺设计的一般方法、热处理设备选用和装夹具设计等。 3. 进行热处理设计的基本技能训练,如计算、工艺图绘制和学习使用设计资料、手册、标准和规范。 1.2 热处理课程设计的任务 进行零件的加工路线中有关热处理工序和热处理辅助工序的设计。根据零件的技术要求,选定能实现技术要求的热处理方法,制定工艺参数,画出热处理工艺曲线图,选择热处理设备,设计或选定装夹具,作出热处理工艺卡。写出设计说明书。 ①汽车热处理工艺设计。 ②制定热处理工序的工艺参数 ③分析各热处理工序中材料的组织和性能。 ④选择热处理设备。 ⑤选择与设计热处理工艺所需的挂具、装具或夹具。 ⑥填写热处理工艺卡片。 2 汽车板簧的工作要求、技术要求及选材 2.1工作要求和技术要求 汽车钢板弹簧式一种弹性元件,其作用式承受车厢以及载物(静载物)的作用,可传递垂直载荷,缓和及抑制不平路面所引起的冲击,限制车身和车轮的振动。作为弹性元件它既有缓冲、减振、贮能的功能,又负担传递力和导向的作用,在工作过程中,钢板弹簧承受高因道路不平所引起的冲击载荷,并由此或单向循环弯曲应力和振动的作用,同时也要受到泥水和泥沙等侵蚀。由此其结构简单、使用可靠、维修方便、因而被一般载重汽车广泛使用。 汽车钢板弹簧采用合金钢制造,硬度在380~460HBW,板簧达到最大的强度特性,即高的弹性极限,经过抛丸后处于表面压应力状态,然后进入初步机加工阶段。 有资料介绍重型汽车的“概率-应力曲线”表明,钢板弹簧的所受应力在 882~980Pa。汽车钢板弹簧的主要失效形式有腐蚀疲劳断裂、应力腐蚀断裂、脆性断
QCT2941999汽车半轴技术条件
中华人民共和国汽车行业标准 QC/T 294—1999 代替ZB T21 004—89 汽车半轴技术条件 1 主题内容与适用范围 本标准规定了汽车半轴的技术要求、试验方法、检验规则及对标志、包装、 运输、贮存的要求。 本标准适用于非转向桥厂定轴载质量13t及13t以下各种汽车 (矿用车除外) 的全浮式半轴及半浮式半轴。 2 引用标准 ZB T21 003汽车半轴台架试验方法 3 术语 汽车半轴静扭强度失效后备系数K 4 技术要求 4.1 产品应符合本标准要求,并按经规定程序批准的图样及技术文件制造。 4.2 在保证产品设计性能要求条件下,推荐采用的半轴材料牌号为40Cr、 42CrMo、40MnB、40CrMnMo、35CrMo、35CrMnSi、40CrV和45号钢,也允许采 用能满足本标准要求的其他材料。 4.3 半轴热处理工艺,推荐采用预调质处理后表面中频淬火处理工艺。预调质
处理后心部硬度为HRC24~30;中频淬火处理后杆部表面硬度不低于HRC52;花 键处允许降低3个硬度单位,杆部硬化层深度范围为杆部直径的10~20%,硬化层 深度变化不大于杆部直径的5%,杆部圆角应淬硬,法兰盘硬度不低于HRC24。在 保证半轴性能指标要求条件下,也允许采用其他热处理工艺,如正火处理后表面中频淬火工艺。 4.4 感应淬火后半轴的金相组织 a. 预调质处理后表面中频淬火处理,硬化层为回火马氏体,心部为回火索氏体; b. 正火处理后表面中频淬火处理,硬化层为回火马氏体,心部为珠光体加铁素体。 4.5 粗糙度:法兰盘安装端面不大于Ra3.2,非加工杆部及杆根部圆角为毛坯 表面,经过加工的杆部不大于Ra6.3 (喷丸处理允许增大到Ra 12.5),杆根部圆 角不大于Ra3.2,花键外圆定心表面不大于Ra 0.8,花键齿侧定心表面不大于Ra3.2,与轴承配合表面不大于Ra 0.8。 4.6 当以半轴轴线为基准时,有关部位的形状和位置公差应符合以下规定: a. 法兰盘安装面的端面全跳动公差等级不低于9级; b. 与轴承配合的轴颈表面径向圆跳动公差等级不低于7级, c. 与轴封配合的轴颈表面径向圆跳动公差等级不低于9级; d. 花键定心表面的径向圆跳动公差等级不低于10级, e. 杆部表面的径向圆跳动公差等级不低于12级; f. 法兰螺栓孔的位置度公差不大于φ0.2mm
常见零件的热处理
一、齿轮 1.渗碳及碳氮共渗齿轮的工艺流程 毛坯成型→预备热处理→切削加工→渗碳(碳、氮共渗)、淬火及回火→(喷丸)→精加工2.感应加热和火焰加热淬火齿轮用钢及制造工艺流程 3.高频预热和随后的高频淬火工艺流程 锻坯→正火→粗车→高频预热→精车(内孔、端面、外圆)滚齿、剃齿→高频淬火→回火→珩齿 二、滚动轴承 1.套圈工艺流程 2.滚动体工艺流程 (1)冷冲及半热冲钢球 钢丝或条钢退火→冷冲或半热冲→低温退火→锉削加工→软磨→淬火→冷处理→低温回火→粗磨→补加回火→精磨→成品 (2)热冲及模锻钢球 棒料→热冲或模锻→球化退火→锉削加工→软磨→淬火→冷处理→低温回火→粗磨→补加回火→精磨→成品 (3)滚子滚针 钢丝或条钢(退火)→冷冲、冷轧或车削→淬火→冷处理→低温回火→粗磨→附加回火→精磨→成品 三、弹簧 1.板簧的工艺流程 切割→弯制主片卷耳→加热→弯曲→余热淬火→回火→喷丸→检查→装配→试验验收 2.热卷螺旋弹簧工艺流程 下料→锻尖→加热→卷簧及校正→淬火→回火→喷丸→磨端面→试验验收 3.冷卷螺旋弹簧工艺流程 下料→锻尖→加热→卷簧及校正→去应力回火→淬火→回火→喷丸→磨端面→试验验收 四、汽车、拖拉机零件的热处理 1.铸铁活塞环的工艺流程 (1)单体铸造→机加工→消除应力退火→半精加工→表面处理→精加工→成品 (2)简体铸造→机加工→热定型→内外圆加工→表面处理→精加工→成品 2.活塞销的工艺流程 棒料→粗车外圆→渗碳→钻内孔→淬火、回火→精加工→成品 棒料→退火→冷挤压→渗碳→淬火、回火→精加工→成品 热轧管→粗车外圆→渗碳→淬火、回火→精加工→成品 冷拔管→下料→渗碳→淬火、回火→精加工→成品 3.连杆的工艺流程 锻造→调质→酸洗→硬度和表面检验→探伤→校正→精压→机加工→成品
板簧计算
汽车平衡悬架钢板弹簧设 计 东风德纳车桥有限公司 2005年9月15日
一、 钢板弹簧作用和特点 a. 结构简单,制造、维修方便; b. 弹性元件作用; c. 导向作用; d. 传递侧向、纵向力和力矩的作用; e. 多片弹簧片间摩擦还起系统阻尼作用; f. 在车架或车身上两点支承,受力合理; g. 可实现变刚度特性; h. 相比螺旋弹簧和扭杆弹簧而言,单位质量的储能量较小,在同样的使用条件下,钢板弹簧要重一些。 二、 钢板弹簧的种类、材料热处理及弹簧表面强化 1. 目前,汽车上使用的钢板弹簧常见的有以下几种: 1) 普通多片钢板弹簧; 2) 少片变截面钢板弹簧; 3) 两级变刚度复式钢板弹簧; 4) 渐变刚度钢板弹簧 2. 钢板弹簧材料的一般要求 钢板弹簧与其它弹性元件一样,弹簧使用寿命与材料及制造工艺有很大关系,因此选用弹簧材料时应考虑以下几个方面因素 1) 弹性极限 弹簧在弹性极限范围内变形时,希望弹簧储存的弹性变形能要大,而弹簧在单位中单位体积内储存的弹性变形能是与材料的弹性极限平方成正比,而与弹性模量与反比,因此从提高材料贮存的弹性变形能角度看,希望提高材料的弹性极限。一般说材料抗拉强度高,弹性极限也高。弹性极限与材料的化学成分和金相组织有较大关系,在弹簧钢中如果提高碳、硅、锰元素含量,可以提高材料弹性极限。弹簧采用中温回火处理,能够得到具有较高弹性极限的回火屈氏体组织。 2) 弹性模量 弹性模量有两种,即拉伸弹性模量E 和剪切弹性模量G 。材料弹性模量愈小,材料变形和贮存的弹性变形能愈大。从这个角度看,国外采用了弹性模量较低的增强树脂材料弹簧(FRP 弹簧)。 3) 疲劳强度 由于弹簧多在交变载荷下工作,所以要求材料应有较高的疲劳极限,疲劳强度与材料抗拉强度b 和屈服强度s σ成正比,因此为了提高弹簧的疲劳强度,应设法提高材料的抗拉强度b σ和屈服强度与抗拉强度之比(b s σσ)。 4) 淬透性 对于断面较厚的或变截面钢板弹簧,希望用淬透性较好的材料。材料如不能淬透,淬火组织中将含有较多的非马氏体组织,使淬火后硬度降低。虽然可以通过降低回火温度来达到所需要的硬度,但其机械性能较差。为保证材料在整个截面内具有相同的机械性能,要求淬火时不仅表面而且心部也能淬透,且淬火后表面硬度和心部硬度相差不能太大。 综上所述,汽车钢板弹簧材料应具有较高的抗拉强度、屈服极限、疲劳强度及一定冲击韧性。此外要求材料具有良好的淬透性,热处理不易脱碳等性能。 3. 钢板弹簧材料 目前国内使用最多的弹簧钢板材料是钢Mn Si -,如Mn Si 260和MnA Si 260该钢种
曲轴的热处理工艺
曲轴的热处理工艺 曲轴是引擎的主要旋转机件,装上连杆后,可承接连杆的上下(往复)运动变成循环(旋转)运动。是发动机上的一个重要的机件,其材料是由碳素结构钢或球墨铸铁制成的。曲轴的性能在很大程度上影响着汽车发动机的可靠性与寿命。曲轴在发动机中承担着最大的负荷和全部的功率,承担着强大的方向不断变化的弯矩和扭矩,同时承受着长时间的高速运转的磨损,圆角过渡处处于薄弱环节,主轴颈与圆角的过渡处更为严重。因而,需要合适的热处理工艺,以保证其达到所要求的各项性能指标。 在曲轴工作的过程中,往复的惯性力和离心力使之承受很大的弯曲---扭转应力,轴颈表面容易磨损,且轴颈与曲臂的过渡圆角处最为薄弱。除曲轴的材质,加工因素外,曲轴的工作条件(温度、环境介质、负荷特性)等都是影响曲轴服役的。 曲轴的主要失效形式有(1)疲劳断裂:多数断裂时曲柄与轴颈的圆角处产生疲劳裂纹,随后向曲柄深处发展,造成曲柄的断裂,其次是曲柄中部的油道内壁产生裂纹,发展为曲柄处的断裂。(2)轴颈表面的严重磨损。 因此,曲轴的选材十分重要,既需要满足曲轴的力学性能,也需要考虑强度和耐磨性。由于曲轴需要承受交变的弯曲---扭转载荷以及发动机的大的功率,因此,要求其具有高的强度,良好的耐磨、耐疲劳性以及循环韧性等。因而,根据曲轴材料的要求,各项技术要求,及材料的成分,机械性能,淬透性,同时需考虑成本的经济性,最终可以选择40Cr作为汽车发动机的材料。 所以曲轴的大致加工路线是,锻造→正火→机械加工→去应力退火→调质处理→表面热处理(高频淬火+低温回火),其中预备热处理为正火,然后可能有必要进行去应力退火,最终热处理为调质处理和表面热处理的高频淬火和低温回火。 40Cr的显微组织不均匀,且晶粒粗大,需要进行预备热处理来细化晶粒和改善其内部组织。翻阅书籍后我决定采用正火的方法来作为预备热处理。正火温度为Ac3或Acm以上40到60℃,故取正火温度为880℃,来改善晶粒大小,使晶粒细化,可以获得更好的切削加工性能,并为后续热处理工艺打好基础。 正火后组织变成了片状P和片状渗碳体,此时的钢的切削性能较好,硬度较低,便于切削加工。在进行粗加工后组织内部可能会产生一些残余应力,影响后续热处理工艺,于是需要用去应力退火来消除组织应力。一般去应力退火加热温度低于回火温度,故取540℃,再保温2小时,以防止产生新的残余应力。 完成上述工序后40Cr的性能任未满足曲轴的要求,需要进行更进一步的操作,即最终热处理,在这里选择的是调质处理以及表面高频淬火。 对于调质处理,40Cr是亚共析钢,淬火温度为Ac3+30到50℃,所以取淬火温度为830℃,而40Cr淬透性较好,为了避免40Cr钢在淬火时出现淬裂现象,因此选择淬火介质——油,保温10分钟。淬透之后采用高温回火,加热温度在560℃左右,保温两个小时空冷。 实现淬火的必要条件是加热温度必须高于临界点温度以上,以获得奥氏体组织,其冷却速度必须大于临界冷却速度,而淬火得到的组织是马氏体或下贝氏体。对40Cr进行淬火前,其组织状态为珠光体,而淬火后组织为马氏体。马氏体具有很高的硬度,但很脆,所以需要高温回火来提高韧性适当降低硬度。回火后40Cr的组织为回火索氏体,保留了淬火效应,索氏体均匀细密,晶粒细小,具
板簧淬火
毕业设计的主要内容: 针对板簧不能垂直入油的问题进行改造,通过机构的优化来提高板簧的淬火质量 相关资料 汽车钢板弹簧作为一种重要的汽车悬架系统,在汽车的生产应用中有着重要的地位。在我国由于国情决定了汽车生产成本不能太高且路况较差,所以致力研究如何提高钢板弹簧的质量就显得更加重要。 板簧热处理大多是通过改变油质或者是改变板簧的材料来提高板簧的力学性能和板簧抗疲劳强度的匀性,工艺复杂,效率低。 该设计主要是通过热处理的机构上进行改进,来实现对板簧淬火的优化,提高它的质量,改善它的力学性能,通过高质量的制造工艺来实现对材料节约,响应党和国家提出的建设节约型社会的号召。更重要的是,在汽车零部件的制造工艺上将提供一个非常好的方法。 目前存在的问题是板簧在淬火时不能垂直进入油池,导致板簧在进入油池淬火时板簧的各面不能同时进入,从而带来的许多问题,例如,由于不是同时进入油池,在各个面冷却的时候,也不是同时冷却下来,导致板簧淬火后易断裂,有缺陷,力学性能较差,特别是在抗疲劳方面[4]。该设计通过机构的改进,保证了板簧淬火时同截面温度的均匀性。 板簧淬火机的研究现状 板簧的生产设备是很古老的,大多是专用设备,由于板簧的生产量大,是社会上很多企业看好的目标。目前,数控加工设备的自动化程度大大提高,其尺寸精度得到了有效的保证。在国内外大批量生产中被广泛采用,但其加工过程对条件的要求比较严格由于板簧加工条件的恶劣,对设备的可靠性要求高,其设备的寿命受到限制。随着汽车行业的发展,对板簧生产工艺的研究也将十分深入。 在国内,随着经济,特别是汽车行业的复苏,带动了与车辆相关的产业的发展。汽车的家庭化,农业机械的家庭化,使板簧的应用越来越广泛,品种越来越多,质量要求越来越高,从而使板簧加工设备得到了长足的发展。目前板簧设备的加工水平还比较落后,随着汽车行业的飞速发展,对板簧的要求越来越多,从大到小,其生产厂家逐渐增多,其利润之大,形成了目前板簧加工的混乱局面。板簧淬火时不能垂直入油会影响板簧的力学性能从而降低板簧的抗疲劳性能和
汽车半轴加工工艺设计
摘要 汽车是数量最多、最普及、活动范围最广泛、运输量最大的现代化交通工具。没有哪种机械产品像汽车这样对社会产生如此广泛而深远的影响。 半轴是汽车的轴类中承受扭矩最大的零件,它是差速器和驱动轮之间传递扭矩的实心轴,其内端一般通过花键与半轴齿轮连接,外端与轮毂连接,对于采用非独立式悬架的驱动桥,根据其半轴内端与外端的受力状况,一般又分为全浮式半轴、四分之三浮式半轴与半浮式半轴三种。 该零件在机械设备中具有传动性,在进行半轴的工艺和工装设计时,首先对半轴的工艺性进行了详细的分析,设计出了加工的工艺过程,根据加工要求设计专用夹具设计,一付是用来车削半轴的外圆,一付是用来钻削半轴圆盘上均匀分布的小孔,在设计中注意的夹具的经济性和使用性,尽量降低加工时的成本,减少工人的劳动强度,除此还进行了组合量具的设计,用来检查6个均匀分布的小孔的位置度公差。 汽车半轴的机械加工工艺分析对从事汽车半轴生产的企业单位来说是很重要的,工艺路线的好坏直接影响到加工效率、加工精度及加工质量。合理的加工工艺路线不但可以保证零件的质量而且可以充分的利用企业现有的设备,使工序的传接更加合理,从而使企业的管理更加的规范化,降低生产成本。 关键词半轴;工艺分析;夹具设计;
Abstract The car is a quantity at most, universal, the movable scope is the most extensive and transport biggest and modern pileup in deal. Have no which kind of machines product resemble the car is like this to the social creation like this. The half stalk is in automotive stalk the acceptance twist the biggest spare parts of sqire , it is bad soon machine and drive the round of delivers to twist the of solid stalk, it inside carry generally pass to spend the key and half stalk wheel gears to connect, carry outside with a conjunction, Carry according to the half stalk inside with carry outside of suffer the dint condition, generally divided into Whole float type half stalk、three quarter float type half stalk、Half float type half stalk. That spare parts is in the machine equipments have to spread to move sex, at carry on the half stalk of craft and work equip to account, the half axial craft carried on the detailed analysis first, designing processed craft process, according to process to request to design the appropriation tongs design, a pay is to use to come to car to pare the outside circle of the half stalk, on pay is use to drill to pare a dish of the half stalk up even distribute of eyelet, in the design the economy of the advertent tongs and usage, as far as possible lower to process of cost, reduce the worker of labor strength, in addition to this still carried on the design that the combination quantity have, use to check 6 even distribute of a business trip of position of the eyelet. Automobile semi-axes machining process analysis for enterprises engaged in production of automobile half shaft is very important and technology will have a direct impact on the efficiency and quality of machining precision and processing. Reasonable processing route will not only ensure the quality of parts and enterprises can make full use of existing equipment and make the process more reasonable, so as to make the management of enterprises more standardized and cut production costs. Key Words Semi-axle ;Process analysis;The tongs design;