催化裂化再生烟气能量回收系统的_经济优化
制动能量回收技术现状及发展趋势
研究生课程考核试卷 (适用于课程论文、提交报告) 科目:汽车技术现状及发展趋势教师:贺岩松姓名:赵金龙学号:20110702218 专业:车辆工程类别:学术 上课时间:2011年11月至2011年11月 考生成绩: 阅卷评语: 阅卷教师(签名) 重庆大学研究生院制
再生制动技术现状及发展趋势 摘要 随着新能源危机的加剧,混合动力汽车和纯电动汽车已经成为新一代汽车的发展方向,而再生制动技术作为混合动力汽车和电动汽车的一向重要节能技术,已经得到越来越大的重视。再生制动技术使汽车在制动过程中将一部分动能转化为电能并储存在储能装置中,实现了制动减速时的能量再利用。本文对再生制动的工作原理、技术发展现状进行了详细的阐述,并提出日后的发展趋势。 关键词:制动能量;制动能量回收;发展现状 Regenerative Braking Technology Status and Development Trends ABSTRACT With the new energy crisis intensifies, hybrid vehicles and pure electric vehicles has become the new direction of next generation car, and regenerative brakingtechnology as an important energy-saving technology for hybrid vehicles and electric cars has been paid more and more attention.During braking, part of the kinetic energywill be turn into electrical energy by regenerative braking technology so that we can achieve the energy re-use when the car speed is brakingdeceleration .In this paper, regenerative braking technology works and research status has been elaborated in detail and proposed the future development trend. Key words:Braking energy; Energy regeneration and use; Research status
几种催化裂化烟气脱硫技术的比较
湿式气体洗涤系统对比关键指标(KPI) BELCO 贝尔格 CANSOLV 康世富 HAMON 哈曼 NORTON 诺顿关键设备 容器类吸收塔 低pH冷却器 分离器/吸收塔分离器胺吸收器 NaOH吸收器 再生器 (蒸汽气体塔) SO2脱除NaOH溶液 多层喷淋 第一填料部分使用胺 溶液NaOH溶液 外部文丘里洗涤 NaOH溶液 外部文丘里洗涤第二填料部分使用 NaOH溶液 粉尘颗粒物脱除 滤清模块中喷淋 (安装在吸收塔内部 的文丘里) 无外部文丘里洗涤外部文丘里洗涤 NOx脱除LoTOx无WGS+多种处理方案 NOx脱除反应试剂氧气/臭氧亚氯酸钠/ 次氯酸钠 SNCR:氨 CoNOx:氧气 催化添加剂 洗涤液循环泵有有有特殊设计/最好的质量 及可靠性 紧急情况下 液体排泄设施 需要需要不需要不需要净化处理需要需要需要需要 颗粒物脱除沉淀及过滤CANSOLV不提供沉淀及过滤沉淀及过滤 硫的脱除氧化为Na2SO4湿SO2被送至 硫磺车间 氧化为Na2SO4氧化为Na2SO4 热稳定性盐脱除不需要需要离子交换树脂不需要不需要 公用工程 补水新鲜水新鲜水及去离子水多种多种 碱新鲜碱新鲜碱新鲜碱新鲜碱或废碱氨试剂补充无每天需补充1%无无 Nox反应试剂氧气消耗量为O3加入 速率的10倍 无 亚氯酸钠/ 次氯酸钠 消耗量最低 能耗 SO2及颗粒物脱除能耗一般一般一般最低NOx脱除能耗高无Nox脱除技术一般最低蒸汽消耗无高无无
湿式气体洗涤系统对比关键指标(KPI) BELCO 贝尔格 CANSOLV 康世富 HAMON 哈曼 NORTON 诺顿关键性能因素 设备高可靠性√有引起FCC运行不稳定的风险√√√ 对系统进行定制化设计√最优化的能源消耗√公用工程消耗-补充水√√√√补充水选择高灵活性√碱消耗量最低√ 界区内设备安装成本最低√界区外设备安装成本最低√脱除效率√√√√占地面积最小√系统复杂√√ 运行简单√√曾经引起FCC装置停车√√ 净化处理系统√√√增加硫磺车间载荷√ 需安装的设备数量多√ 设备安装之后提供技术支持√√√√为FCC提供优化,检修等服务√FCC再生器烟气回路工程服务√燃烧设备工程服务(CO锅炉及 其他加热器)√在FCC污染物控制领域拥有最丰 富的从业经验√
重油催化裂化反应-再生系统工艺设计
毕业设计 题目重油催化裂化反应-再生系统工艺设计系(部)化学工程系 专业石油化工生产技术 指导教师 学生 时间2013/5/19 目录
前言 第一节设计原则 第二节装置状况 第三节工艺流程概述 3.1反应部分工艺流程 3.2再生部分工艺流程 第四节设计基础数据 4.1原料油物性 4.2催化剂的物化性质 4.3助剂及相关功用 第五节反应再生系统工艺计算 5.1再生器物料平衡计算 5.2再生器热平衡 5.3反应器的热平衡和物料平衡 5.4再生器主要附件 5.5提升管主要附件 5.6两器压力平衡(反应器和再生器) 5.7主要设备计算结果汇总 第六节主要设备选择 第七节反应部分工艺技术方案及特点 第八节再生部分工艺技术方案及特点
第九节能耗分析和节能措施 第十节环境保护及职业安全卫生 10.1污染源及治理措施 10.2安全措施 总结……… 参考文献…….
前言 催化裂化是一项重要的炼油工艺。其技术复杂程度位居各类炼油工艺首位,但因其投资省,效益好,因而在炼油工业中占有举足轻重的地位。催化裂化过程是原料在催化剂存在时,在470~530度和0.1~0.3mpa的条件下,发生裂解等一系列的化学反应,转化为气体,汽油,柴油等轻质产品和焦炭的工艺过程。其原料一般是重质馏分油,如减压馏分油和焦化馏分油等,随着催化裂化技术和催化剂的不断发展,进一步扩大原料来源,部分或全部渣油也可以作为催化裂化的原料。 近年来,我国汽车工业飞速发展,2003年全国生产汽车444万辆,截止2003底.全国汽车保有量达到2420辆。专家预测2020年汽车保有量将超过1亿辆(此外还有1亿辆摩托车)。在调整车型结构提高燃油经济性的前提下,汽油需求量超过7400万吨、柴油需求量将超过1亿吨。我过约80%的商品汽油和30%的商品柴油来自催化裂化,使催化裂化成为我国应输燃料最重要的生产装置。 从以上两个方面可见,催化裂化在实际生产中有很重要的意义,研究其工艺很有价值。在原油价格居高不下,炼化企业的效益日益恶化的背景下,使用劣质原料来获得优质质,是炼厂的必然选择。因此,要不断开发催化裂化新技术、新工艺,以增加产品收率、提高产品质量,这也是炼化企业在21世纪可持续发展的重大战略措施。 第一节设计原则 1 工程设计采用国内开发的先进可靠的工艺技术,成熟可靠的新设备、新材料等,以达到装置技术先 进,经济合理。 2 除少量关键仪表及特殊设备需引进外,其它设备及仪表立足国内。 3 尽量采用“清洁工艺”减少环境污染。严格遵循环保、安全、卫生有关法规,确保装置的安全生产。 4 充分吸收国内生产装置长期实践积累的有利于长周期运转,降低能耗以及简化操作等方面的经验, 确保装置投产后高水平,安、稳、长、满、优生产。 第二节装置概况 1采用集散型控制系统(DCS),提高自动控制水平。 2采用HSE(health, safety, environment)管理体系,以便减少可能引起的人员伤害、财产损失和环境污染。 3 原料油 设计采用的原料油为胜利减压流出油。
纯电动汽车制动能量回收技术定稿版
纯电动汽车制动能量回 收技术 HUA system office room 【HUA16H-TTMS2A-HUAS8Q8-HUAH1688】
纯电动汽车制动能量回收技术 电动汽车制动能量回收技术是利用汽车在踩动刹车进行减速时将制动效能转变为电能储存并回收到电池当中,摩擦能量没有被浪费掉而是变相扩充了电池的容量,增加了纯电动汽车的续航里程,并且减少了刹车系统耗材的磨损。 电动汽车在“新能源”话题备受瞩目的今日已经不是个陌生词语,但是电动汽车的历史比大多数人想像得要长很多。1896年还推出了为电动车换电的服务,也就是我们今天所说的“充电桩”的雏形[仇建华,张珍,电动汽车制动能量回收方式设计[J].上海汽车.2012,12.];在十九世纪末二十世纪初的交通大变革中,电动汽车作为一种新型事物快速成长但又迅速陨落。有社会环境的影响也有自身条件的限制。 目前常见的纯电动汽车,其动力电池组、电池变换器和电动机之间为电气连接,电动机、减速器和车轮之间为机械连接。 纯电动汽车制动能量回收技术研究背景 ?动车从登上历史的舞台开始,续航性能如何提升一直是人们争议很大的点。从根本上来说,续航能力可以通过改进蓄能和驱动方式来提高,除此之外,制动能量回收也是重要的方式之一。 制动能量回收,简单来说,就是把电动汽车的电机组中无用的部分、不需要的部分,甚至有害的惯性转动带来的动能转化为电能,并返回给蓄电池,与此同时产生制动力矩,
使电动机快速停止惯性转动,这整个过程也就成为再生制动过程[叶永贞,纯电动汽车制动能量回收系统研究[D].山东:青岛理工大学,2013.]。 电动汽车发展至今,已有大部分安装了类似装置以节约制动能,经过研究发现,在行驶路况频繁变化的路段,制动能量回收技术可以增加20%左右的续驶里程。 制动能量回收方法 制动能量回收方法有常见三种: 飞轮蓄能。特点:①结构简单;②无法大量蓄能。 液压蓄能。特点:①简便、可大量蓄能;②可靠性高。 蓄电池储能。特点:①无法大量蓄能②成本太高。 电动汽车制动能量回收系统的结构 无独立发电机的制动能量回收系统。①前轮驱动制动能量回收系统;②全轮驱动能量回收制动系统。有独立发电机的制动能量回收系统。 系统传动方式 液压混合动力系统的系统传动方式有四种:串联式;并联式;混联式;轮边式。 串联式混合动力驱动系统。串联式混合动力驱动系统,动力源有:发动机和高压蓄能器。 这种方式只适合整车质量小、车速不能过高的小型公交车等。
催化裂化烟气脱硫技术现状与发展
催化裂化烟气脱硫技术现状与发展摘要:催化裂化是石油炼制的重要过程之一,在催化剂的作用下,通过加热的方式促使重油发生裂化反应生产裂化气、汽油和柴油。催化裂化工艺流程中产生的烟气含有大量的硫化物,对设备造成了腐蚀,同时对环境产生了很大的影响。因此对催化裂化烟气进行脱硫脱硝等无害化处理,对于保护生产装置和外部环境都具有重要意义。主要论述了应用比较成熟的烟气脱硫工艺,并对烟气脱硫技术的发展提出了预测和建议。 催化裂化工艺是炼化企业生产的重要过程,随着我国能源炼厂数量越来越多,能源催化裂化装置排放量逐渐增加,这对自然生态环境的发展造成了很大的影响。只有根据炼化企业的生产现状和未来发展制定科学、合理的催化裂化烟气脱硫技术,进一步加强对硫化物的控制,才能有效地减少有害物质的排放,真正起到保护周边的自然环境,营造一个绿色无污染的生活环境,促进科学发展和可持续发展。根据烟气脱硫的工艺,烟气脱硫一般分为干法脱硫和湿法脱硫技术,其中干法脱硫技术又分为干法脱硫和半干法脱硫技术。本文通过分析催化裂化烟气脱硫技术的发展现状,分析了几种典型的烟气脱硫技术的应用,并针对烟气脱硫工艺特点进行分析,指出了脱硫工艺的选择的注意问题。 1 催化裂化烟气脱硫技术现状 国外石油催化裂化烟气脱硫技术发展迅速,取得了良好的效
果。目前国外催化裂化技术的发展主要是基于资源脱硫技术和非资源脱硫技术。一个由拉索博LABSORB过程脱硫工艺脱硫的主要资源和可用资源的加工处理。LABSORB工艺能有效地把一些可再生能源在应用期间烟气脱硫,并显示无机缓冲形式,确保恒温脱硫过程的唯一途径,而排出的缓冲区,在规定的时间内,通过过滤除去缓冲器中的杂质;并在实际应用中非资源的脱硫技术,主要是基于一定的碱性洗涤剂烟气脱硫EDV技术应用,但大量脱硫技术的损失会产生浪费水资源,在实际应用中,二次利用非常困难。 2 催化裂化烟气脱硫技术分析 2.1 干法、半干法脱硫技术 干法脱硫技术主要使用干粉作为吸收剂,半干法脱硫一般使用润湿的干粉吸收剂进行硫化物的吸收,两种方法的吸收剂都是通过颗粒回收系统进行吸收剂的回收。干法和半干法脱硫的主要优点是可以在不降低烟气温度的基础上完成硫化物吸附,避免了硫化物扩散和脱硫作业的水污染问题。缺点是硫化物的吸附只在脱硫剂的表面进行,内部反应时间长,需要大型的吸附塔和大量的吸附剂才能完成脱硫作业。干法脱硫比较有代表性的公司,比如Engelhard公司开发的SO2干法脱硫工艺(ESR)是一种比较先进的干法脱硫技术,该工艺采用干燥脱硫剂固体流化床,硫化物脱除率达到95%以上,脱硫剂可以全部再生,并且投资少,操作费用较低。 2.2 EDV湿法烟气脱硫技术 EDV湿法洗涤脱硫技术由Belco公司开发,20世纪90年代中期
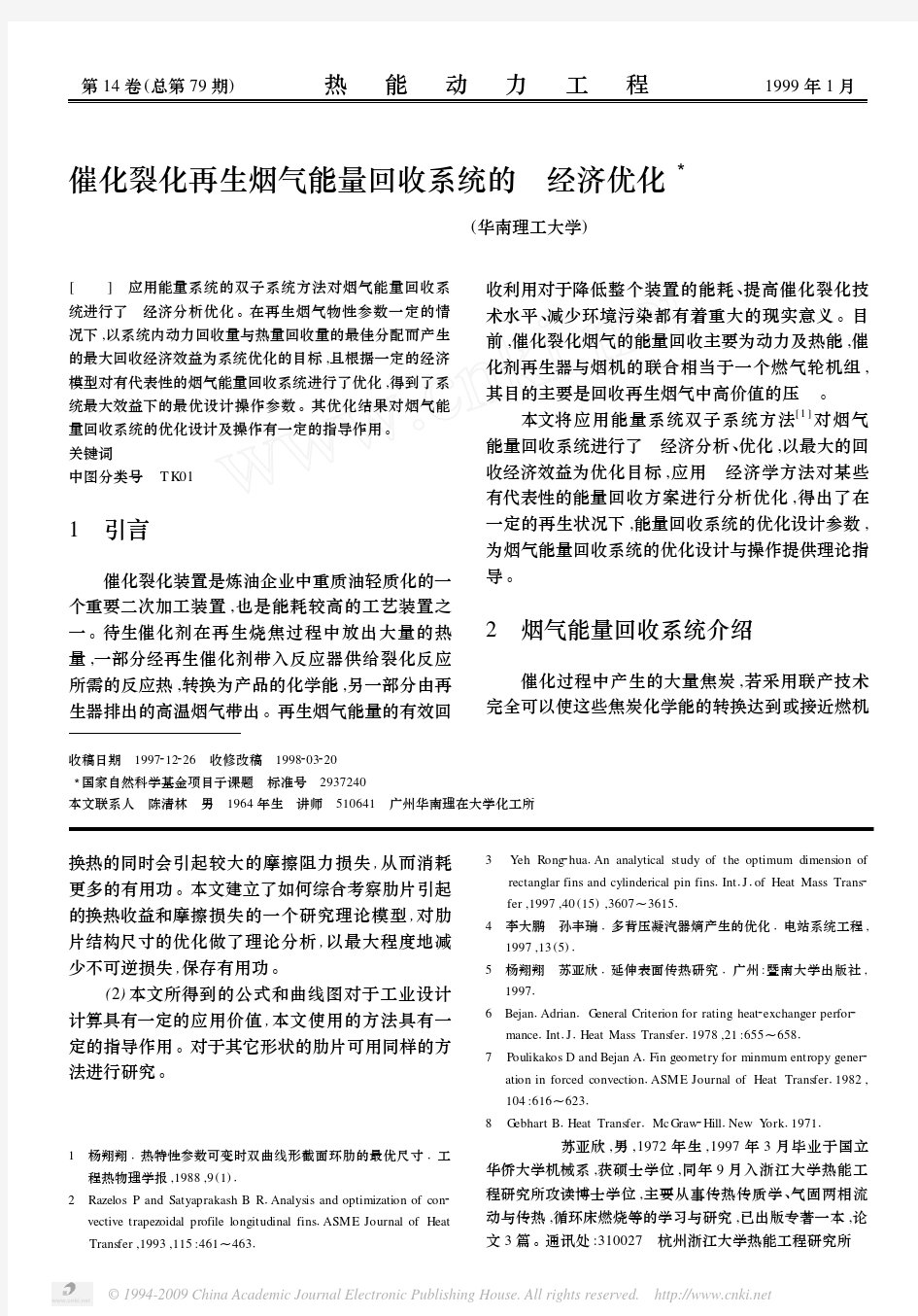
能量回收器原理
反渗透海水淡化系统中的能量回收装置 按照工作原理,流体能量回收技术主要分为流体非直接接触式和流体直接接触式两大类。 一、流体非直接接触式技术 在非直接接触式流体能量回收装置中,高低压流体对需要借助叶轮和轴来传递能量,即以机械能作为流体能量传递的中间环节,故又称为机械能中介式技术。能量转换过程为压力能——机械能——压力能。 采用流体非直接接触式技术的典型装置类型有逆转泵型、佩尔顿型叶轮和水力透平等。这种技术的节能机理是在回收高压流体中的压力能的同时减少高压泵的提升压力差来降低 系统的能耗。 1.逆转泵和佩尔顿叶轮型 逆转泵和佩尔顿叶轮型装置的原理类似,属于外力驱动泵式装置,即其加压泵由外电机驱动,通过轴传递的能量为辅助形式。高压废流体驱动透平中的叶轮,通过传动轴与泵连接,为新鲜低压流体加压,做功后的高压废流体丧失能量后排出。下图为此类装置的能量传递示意图 2.水力透平装置与逆转泵及佩尔顿叶轮机型最大的区别在于其透平叶轮和泵体叶轮安 装在同一壳体中,用高压浓盐水直接冲击透平叶片,通过轴功直接驱动加压泵工作,并尽可能减少中间传动轴的机械能损失,从高压流体回收后的能量作为唯一驱动力驱动泵的工作。下图为此装置的示意图 二、流体直接接触正位移技术 这种技术的节能机理是在产量不变的情况下减少通过高压泵的流量的方式来降低系统
的能耗。它是高低压流体直接交换压力能,而不需要机械辅助装置,又称正位移技术,能量的转换过程为压力能——压力能。按照运动部件的类型,这类装置可分为活塞式功交换器和旋转式压力交换器两种。 1.活塞式功交换器 活塞式功交换器自身结构简单,高压流体通过活塞为低压流体加压,同时活塞还可有效防止高低压流体的混流,而且活塞本山阻力非常小,传递效率接近100%。下图为其结构示意图 2.旋转式压力交换器 旋转式压力交换器主要部件是一个无轴的转子,沿轴向开有数个孔道,高低压流体在孔道中交换能量,并依靠转子的连续转动实现系统的连续运行。
100万吨催化裂化装置反应-再生系统工艺设计
兰州理工大学 毕业设计 设计题目:100万吨催化裂化装置反应-再生 系统工艺设计 院系:石油化工学院 专业班级:化学工程与工艺 学生姓名:王晶 指导教师:赵秋萍 2010年1 月14 日
毕业设计任务书 一、设计题目: 100万吨催化裂化装置反应-再生系统工艺设计 二、设计内容 以某炼油厂的直馏馏分油为原料,建一个年产100万吨的催化裂化装置。主要生产稳定汽油、轻柴油。年开工按330天计算。 三、基本数据 1、处理量:100万吨/年 2、开工时:8000 小时/年 3、原始数据及再生-反应及分馏操作条件 原料油及产品性质分别见表1、表2 产品的收率及性质见表3 再生器操作及反应条件见表4、 提升管反应器操作条件表5 催化裂化分馏塔回流取热分配见表6 分馏塔板形式及层数见表7 分馏塔操作条件表见8 表1 原料油及产品性质 物料,性质稳定汽油轻柴油回炼油回炼油浆原料油密度0.7423 0.8707 0.8800 0.9985 0.8995 恩氏蒸馏℃初馏点54 199 288 224 10% 78 221 347 380 377 30% 106 257 360 425 438 50% 123 268 399 450 510 70% 137 300 431 470 550 90% 163 324 440 490 700 终馏点183 339 465 平均相对分子量 表2 原料油的主要性质 项目数据项目数据 密度0.8995 族组成分析/W% 馏程℃饱和烃62.27 初馏点224 芳烃25 10% 377 胶质11.88 30% 438 沥青质0.85 350℃馏出率/v% 7.5 重金属含量/μg×g-1 500℃馏出率/v% 49 Ni 5.99 元素组成/w% V 4.77
几种催化裂化烟气脱硫技术
几种催化裂化烟气脱硫技术 一、主要技术简介 目前催化裂化烟气污染物排放控制技术可分别为干法、湿法两大类,进一步又可分为采添加脱SOx、NOx助剂,催化原料预处理技术,增设烟气脱SOx、脱NOx设施三类。国外工业运行的催化裂化烟气脱SOx技术以湿法为主,吸收剂(洗涤液)有钠碱、氢氧化镁Mg(OH)2和海水等。湿法洗涤脱SOx设施一般由吸收(洗涤)单元和废液净化处理单元组成,前者是烟气脱硫技术的核心。应用较多的有诺顿公司的VSS技术,DuPont BELCO公司的EDV和LABSORBTM 技术、Hamon公司的WGS技术、Shell公司的CANSOLV技术等。 1.1 ExxonMobil公司WGS技术 1974年,当时在Exxon公司工作的John Cunic先生(先就职于美国诺顿公司)开发了第一套FCCU烟气洗涤技术,将喷射式文丘里管JEV应用到催化裂化烟气脱硫装置上。也就是现在由Hamon公司出售的WGS技术(ExxonMobil 授权Hamon工程公司进行WGS技术的出售及设计工作)。 优点:采用JEV(喷射式文丘里管)时压降低。 缺点:采用HEV(高性能文丘里管)时压降高。 1.2 DuPont BELCO公司的EDV技术 该技术于1994年完成第一套商业应用。EDV由急冷喷嘴、多层吸收喷嘴及滤清模块(滤清模块有多个文丘里组成)水珠分离器组成。上世纪90年代,诺顿公司主要给ExxonMobil公司升级维护WGS系统,ExxonMobil公司又不允许将其WGS洗涤技术推广到其他石化企业,造成90年代到2000年,DuPont BELCO 公司销售了多套EDV系统。 优点:业绩较多 缺点:系统在添加滤清模块的情况下压降会升高,可达4-7Kpa 1.3 CANSOLV公司的CANSOLV技术 CANSOLV公司1997年成立于加拿大,CANSOLV再生脱硫2002年开始第一套工业化商业运行。CANSOLV再生胺法脱硫系统有两部分组成洗涤-吸收和再生-净化,在炼油厂成功业绩全世界只有1套,它主要由以下几点
能量回收装置
Recuperator能量回收装置 毋庸置疑,阿科凌与业内竞争对手相比的最大优势在于我们的专利设备— Recuperator能量回收装置。它是阿科凌专有的能量回收装置/工作转换机,阿科凌也因此成为全球唯一一家拥有专有能量回收装置的海水淡化水供应商。回流机属于等压能量回收装置,具体而言,它是一种活塞式工作转换机。 回流机结构紧凑,呈塔状结构,经过不断的改良, 如今已是第三个版本。阿科凌研发实验室不遗余力 地致力于回流机新功能的开发,并将于近期推出升 级版新产品。回流机目前仅应用于阿科凌的交钥匙 解决方案和自建自营的项目中,但计划不久将作为 第三方产品进行销售。回流机能实现高达98.5% 的废弃能量回收率,可大幅节省运营成本。 背景介绍 膜组件是反渗透海水淡化过程的核心部分,从一开 始,反渗透法海水淡化技术便致力于膜组件的开发 与改良。 阿科凌专功膜法脱盐项目,反渗透海水淡化过程的终极目标是获取材质与结构均符合脱盐市场需求(如高产出率、高脱盐率、抗高压、抗化学性和低给水污染物排放)的膜组件。 随着阿科凌系统设计技术的不断进步,加之阿科凌多年的反渗透系统运营经验、优化的预处理解决方案以及更高效设备和更优材质的采用,将成功节省运营成本并大幅降低系统的生命周期成本。 工作原理 回流机通过反渗透膜滤过的盐水给预处理海水加 压,加压过程由反渗透膜的盐水流量进行调节。 该装置包含两个直立的双向不锈钢塔,分别进行加 压转移和解压释放处理。预处理海水来自加压给水 箱,而给水箱为系统提供恒定的水流量和水压。 回流机能够将加压盐水的能量回收至反渗透膜及 增压泵—只需把加压盐水替换成相同流速的预处 理海水。
国内引进催化裂化再生烟气脱硫装置存在问题及对策_刘发强
国内引进催化裂化再生烟气脱硫装置存在问题及对策 刘发强 齐国庆 刘光利 (中国石油化工研究院兰州化工研究中心 兰州730060) 摘 要 对国内引进杜邦Belco公司E DV湿法洗涤脱硫系统治理催化裂化再生烟气运行过程进行分析, 指出EDV湿法洗涤脱硫系统存在的问题;并结合中国石油化工研究院开发的10000m3/h催化裂化烟气脱硫、 脱硝、除尘一体化技术提出了解决措施,以满足《石油炼制企业污染物排放标准》中催化裂化催化剂再生烟气 排放限值。 关键词 催化裂化 烟气 脱硫 脱硝 除尘 Problems Existed and Solutions of FCC R egeneration F lue Gas D esulfurization Equipm ent Introduced LIU Faqiang QI Guoqing LIU Guangli (Lanzhou Petrochemical Research Center,CNPC Chemical Engineering Research Institute Lan zhou730060) Abstract This paper anal yzes the operation procedures of EDV wet desulphurization s ystem introduced from Belco Corp. for the treatment of FCC regeneration flue gas,and points out problems existed in this system.Also s olutions which combines technologies of10000m3/h FCC flue gas desulfurization and denitrification and dust removal developed by China Petro- chemical Research Institute are put forward to meet the emission limits of FCC regeneration flue gas in《E mission Standard for Pollutants from Petroleum Refinin g Enterprises》. Key Words fluidized catal ytic crack(FCC) flue gas des u1furization denitrification dust removal 0 引言 催化裂化再生器(FCC)烟气含有大量的SO X、NO X、颗粒物等,已经成为重要的大气污染源。据估计[1],炼油厂排放的SO X约占其总排放量的6%~7%,而催化裂化所排放的SO X就占5%左右。近年来,随着加工高硫原油的比重不断增加,SO X的排放浓度有不断提高的趋势,使得FC C装置出口再生烟气的脱硫除尘显得更为紧迫;美国FCC装置的烟气排放标准为,每燃烧1000kg的焦炭允许排放25g SO2和1kg颗粒[2];欧洲的烟气排放标准为新建FC C装置烟气SO X为20~150mg/m3,NO X小于50 mg/m3,颗粒含量10~30mg/m3;国内《石油炼制企业污染物排放标准》中规定催化裂化催化剂再生烟气排放限值[3],现有FCC装置和新建FCC装置在2014年7月1日前SO X、NO X、烟尘分别达到400mg/ m3、200mg/m3、50mg/m3。国家环保部要求“十二五”期间所有的催化裂化再生器烟气进行脱硫处理,中国石油天然气集团公司要求“十二五”末SO X、NO X 总量下降10%,FCC装置SO X、NO X、颗粒物的排放受到前所未有的关注,但目前国内没有成熟FCC再生烟气的工业化治理技术。 1 引进装置存在主要问题 国外成熟FCC再生烟气处理技术均为湿式洗涤工艺,主要有ExxonMobil公司催化烟气湿法洗涤技术(W GS)[4]、杜邦-Belco公司EDV湿法洗涤技术[5]、孟莫克有限公司(DynaWave)动力波逆喷洗涤技术[6]。以上湿法洗涤脱硫系统基本上都以苛性钠或苏打为吸收剂,吸收产物氧化为Na2SO4随废水排放,SO X去除率均在99%以上,其中WGS、EDV技术增加模块后可完成脱硝功能。国内中石油、中石化引进的FCC烟气脱硫装置均采用杜邦B elc o公司EDV湿法洗涤脱硫系统,引进的EDV湿法洗涤系统运行过程中存在一些问题。 (1)阻力降高。EDV湿法洗涤脱硫系统采用滤清元件(Filtering Modules)清洗微细催化剂粉尘,滤清元件从进口到出口管径逐渐变大,气体进入滤清元件时气流逐渐加快,饱和的气体开始加速并做热膨胀,迫使水气以细微粉尘为核心凝结,实现对细微催化剂粉尘的脱除;滤清元件中净化的烟气进入到一对平行的水珠分离器管中做液/气分离,水珠分离器采用旋转式分离器,分离器内有一个静态旋转叶片将气体旋转排出,以上设计造成EDV湿法洗涤脱硫系统运行阻力高。如要将催化裂化烟气全部并入处理EDV湿法洗涤脱硫系统,烟气脱硫装置的入口 · 25 · 2012年第38卷第6期 June2012 工业安全与环保 Industrial Safety and Environmental Protection
最新万吨年催化裂化反应—再生系统计算
万吨年催化裂化反应—再生系统计算
摘要 催化裂化装置主要由反应—再生系统、分馏系统、吸收稳定系统和能量回收系统构成,其中反应—再生系统是其重要组成部分,是装置的核心。设计中以大庆原油的混合蜡油与减压渣油作为原料,采用汽油方案,对装置处理量为250万吨/年(年开工8000小时)的催化裂化反应—再生系统进行了一系列计算。 根据所用原料掺油量低,混合后残炭值较低,其硫含量和金属含量都较小且由产品分布和回炼比较小,抗金属污染能力强,催化剂的烧焦和流化性能较好及在此催化剂作用下,汽油辛烷值较高这些特点,故采用汽油方案。 设计中,采用了高低并列式且带有外循环管的烧焦罐技术,并对烧焦罐式再生器和提升管反应器进行了工艺计算,其中再生器的烧焦量达32500㎏/h,烧焦罐温度为680℃,稀相管温度为720℃,由于烟气中CO含量为0,则采用高效完全再生。在烧焦罐中,烧焦时间为1.8s,罐中平均密度为100㎏/m3,烧焦效果良好。在提升管反应器设计中,反应温度为505℃,直径为1.62 m,管长为29 m,反应时间为3s,沉降器直径为2 m,催化剂在两器中循环,以减少催化剂的损失,提高气—固的分离效果,在反应器和再生器中分别装有旋风分离器,旋风分离器的料腿上装有翼阀,在提升管和稀相管出口处采用T型快分器。 由设计计算部分可知,所需产品产率基本可以实现。 关键词:催化裂化,反应器,再生器,提升管,烧焦罐,完全再生 Abstract The catalytic cracker constitutes reaction-regeneration system、fraction system、 absorption-stabilization system and power-recovery system. The most important and core part of the unit is reaction-
催化裂化烟气脱硫工艺及污水处理方案
催化裂化烟气脱硫工艺 及污水处理方案 Company Document number:WTUT-WT88Y-W8BBGB-BWYTT-19998
烟气脱硫污水处理方案 目前国催化裂化装置湿法烟气脱硫工艺有美国BELCO公司的EDV工艺、德国GEA-Bischoff公司的EP-Absorber工艺、美国诺顿(NORTON)公司的文丘里洗涤脱硫工艺(VSS),所有烟气脱硫装置运行过程中排放的脱硫后废水为COD高的含盐污水,主要污染物为硫酸钠、亚硫酸钠溶液及固体颗粒物,成熟的烟气脱硫工艺都有配套的污水处理单元(PTU)来处理脱硫废水,经处理后的脱硫废水直接进入外排污水管网。 现总结几个公司烟气脱硫主要工艺和污水处理工艺。 德国GEA-Bischoff公司的EP-Absorber工艺——昌邑石化烟气脱硫介绍: 昌邑石化烟气脱硫除尘工艺流程图 吸收器 外部氧化喷射系统图 昌邑石化烟气脱硫除尘单元采用德国GEA-Bischoff公司EP-Absorber脱硫除尘一体化技术对烟气中的二氧化硫和粉尘处理,由二氧化硫吸收系统、静电除尘系统和烟囱三部分组成。废水处理单
元采用德国 GEA Bischoff公司专用的排液处理技术(PTU)处理脱硫除尘废水,主要有澄清器、汽提塔、砂滤几部分组成。 为使排出废液COD更低,从吸收器底部池中抽取液体至外部氧化系统氧化,再回流至吸收器池中。外部氧化系统由空气喷射器和高压泵等组成,液体被高压泵输送至动力喷嘴,通过喷嘴喷射后,体变成液滴,随后与喷射空气充分混合,使溶解在循环液中的亚硫酸盐与空气发生氧化反应。在空气喷射器之后,含有非常细微分散气泡的循环液回流至吸收器池内,在这些气泡上升至池面的过程中,残余的氧进一步与循环液发生氧化反应。 脱硫除尘进入PTU单元处理,悬浮的颗粒催化剂经压滤成饼作为固体排放物进行处理,清液经处理后外排至市政污水管网。 固体废物排放主要为脱硫除尘塔外排废液经脱水后产生的泥渣以及脱硝产生的废催化剂。脱硫废渣产生量1693t/a,主要成分为硫
万吨年渣油催化裂化反应再生系统工艺设计毕业设计
万吨年渣油催化裂化反应再生系统工艺设计毕业设计
150万吨/年渣油催化裂化反应再生系统工艺设计 摘要 在本设计中,使用大庆常压渣油作为原料,采用汽油生产方案,进行渣油催化裂化反再系统的工艺设计。 催化裂化装置由反应再生系统,分馏系统,吸收稳定系统和能量回收系统组成。本设计主要针对反应再生系统进行设计计算。由于渣油催化裂化的焦炭产率高,对再生器的烧焦能力要求较高,故本设计选用烧焦罐式再生器以实现高效完全再生。 在本设计中,基于设计的原料性质,参考国内同类装置的数据采用高低并列式再生系统,提升过反应器和烧焦罐高温完全再生系统。反应部分:反应器为原料油和催化剂充分接触提供必要的空间,本设计采用提升管、汽提段、沉降器同轴布置,以减少生焦,提高轻质油收率。再生部分:再生器的作用是烧焦,烧掉催化剂上的积炭,使催化剂上的活性得以恢复。本设计采用带有预混合管的高效烧焦罐式再生器,可使催化剂含碳量降到0.1%以下,充分发挥了催化剂的选择性,延长了催化剂的寿命。 关键词:催化裂化,提升管,再生器,催化剂 3
TECHNOLOGCIAL DESIGN FOR REACTION AND REGENERATION SYSTEM OF 150wt/a RFCC Abstract Reaction and regeneration system technology of a 270wt/a RFCC processing DAQING atmospheric residue feedstock has been designed and calculated in this layout. The catalytic cracking unit is made up from reaction and regeneration system fractionation system,absorption and stabilization system and energy recover system. This layout is derected against reaction and regeneration system to compute.A high efficient and complete coke burning regenerator having high burning capacity was adopted because much coke was produced during RFCC process. In the design,Referring to the dates of feed and the same type reactors,I design a high-low parallel FCC reactor-regenerator system-riser reactor and coke container high temperature complete reactor-regenerator system. The part of reaction: the reactor develops sufficient room for feed oil and catalytic contacting completely. This kind of design is to reduce coke promote recall ratio of light oil. The part of regenerator system: the regenerator can burn up remaining carbon about catalytic to recover activity of CAT. General speaking,my design can 3
纯电动汽车制动能量回收技术
纯电动汽车制动能量回收技术 电动汽车制动能量回收技术是利用汽车在踩动刹车进行减速时将制动效能转变为电能储存并回收到电池当中,摩擦能量没有被浪费掉而是变相扩充了电池的容量,增加了纯电动汽车的续航里程,并且减少了刹车系统耗材的磨损。 电动汽车在“新能源”话题备受瞩目的今日已经不是个陌生词语,但是电动汽车的历史比大多数人想像得要长很多。1896年还推出了为电动车换电的服务,也就是我们今天所说的“充电桩”的雏形[仇建华,张珍,电动汽车制动能量回收方式设计[J].上海汽 车.2012,12.];在十九世纪末二十世纪初的交通大变革中,电动汽车作为一种新型事物快速成长但又迅速陨落。有社会环境的影响也有自身条件的限制。 目前常见的纯电动汽车,其动力电池组、电池变换器和电动机之间为电气连接,电动机、减速器和车轮之间为机械连接。 纯电动汽车制动能量回收技术研究背景 ?动车从登上历史的舞台开始,续航性能如何提升一直是人们争议很大的点。从根本上来说,续航能力可以通过改进蓄能和驱动方式来提高,除此之外,制动能量回收也是重要的方式之一。 制动能量回收,简单来说,就是把电动汽车的电机组中无用的部分、不需要的部分,甚至有害的惯性转动带来的动能转化为电能,并返回给蓄电池,与此同时产生制动力矩,使电动机快速停止惯性转动,这整个过程也就成为再生制动过程[叶永贞,纯电动汽车
制动能量回收系统研究[D].山东:青岛理工大学,2013.]。 电动汽车发展至今,已有大部分安装了类似装置以节约制动能,经过研究发现,在行驶路况频繁变化的路段,制动能量回收技术可以增加20%左右的续驶里程。 制动能量回收方法 制动能量回收方法有常见三种: 飞轮蓄能。特点:①结构简单;②无法大量蓄能。 液压蓄能。特点:①简便、可大量蓄能;②可靠性高。 蓄电池储能。特点:①无法大量蓄能②成本太高。 电动汽车制动能量回收系统的结构 无独立发电机的制动能量回收系统。①前轮驱动制动能量回收系统;②全轮驱动能量回收制动系统。有独立发电机的制动能量回收系统。 系统传动方式 液压混合动力系统的系统传动方式有四种:串联式;并联式;混联式;轮边式。 串联式混合动力驱动系统。串联式混合动力驱动系统,动力源有:发动机和高压蓄能器。 这种方式只适合整车质量小、车速不能过高的小型公交车等。 并联式混合动力驱动系统。并联式混合动力驱动系统动力源是发动机和高压蓄能器。但并联式车辆在制动能量再生系统不工作或出故障时可以由发动机单独直接驱动车辆。 并联式系统的驱动路线有两条,一条是由发动机传给变速器,
催化裂化烟气脱硫工艺及污水处理方案
烟气脱硫污水处理方案 目前国催化裂化装置湿法烟气脱硫工艺有美国BELCO?公司的EDV工艺、德国GEA-Bischoff公司的EP-Absorber工艺、美国诺顿(NORTON)公司的文丘里洗涤脱硫工艺(VSS),所有烟气脱硫装置运行过程中排放的脱硫后废水为COD高的含盐污水,主要污染物为硫酸钠、亚硫酸钠溶液及固体颗粒物,成熟的烟气脱硫工艺都有配套的污水处理单元(PTU)来处理脱硫废水,经处理后的脱硫废水直接进入外排污水管网。 现总结几个公司烟气脱硫主要工艺和污水处理工艺。 德国GEA-Bischoff公司的EP-Absorber工艺——昌邑石化烟气脱硫介绍:
昌邑石化烟气脱硫除尘工艺流程图 外部氧化喷射系统图 昌邑石化烟气脱硫除尘单元采用德国GEA-Bischoff 公司 EP-Absorber 脱硫除尘一体化技术对烟气中的二氧化硫和粉尘处理,由二氧化硫吸收系统、静电除尘系统和烟囱三部分组成。废水处理单元采用德国 GEA Bischoff 公司专用的排液处理技术(PTU)处理脱硫除尘废水,主要有澄清器、汽提塔、砂滤几部分组成。 为使排出废液COD 更低,从吸收器底部池中抽取液体至外部氧吸收器
化系统氧化,再回流至吸收器池中。外部氧化系统由空气喷射器和高压泵等组成,液体被高压泵输送至动力喷嘴,通过喷嘴喷射后,体变成液滴,随后与喷射空气充分混合,使溶解在循环液中的亚硫酸盐与空气发生氧化反应。在空气喷射器之后,含有非常细微分散气泡的循环液回流至吸收器池内,在这些气泡上升至池面的过程中,残余的氧进一步与循环液发生氧化反应。 经PTU单元后外排废水排放指标 脱硫除尘进入PTU单元处理,悬浮的颗粒催化剂经压滤成饼作为固体排放物进行处理,清液经处理后外排至市政污水管网。 固体废物排放主要为脱硫除尘塔外排废液经脱水后产生的泥渣以及脱硝产生的废催化剂。脱硫废渣产生量1693t/a,主要成分为硫酸钠、亚硫酸钠、亚硫酸氢钠,经过滤后,进行无害化填埋。废催化剂属于危险固体废物,送至具有危险固体废物回收资质的单位进行回收。
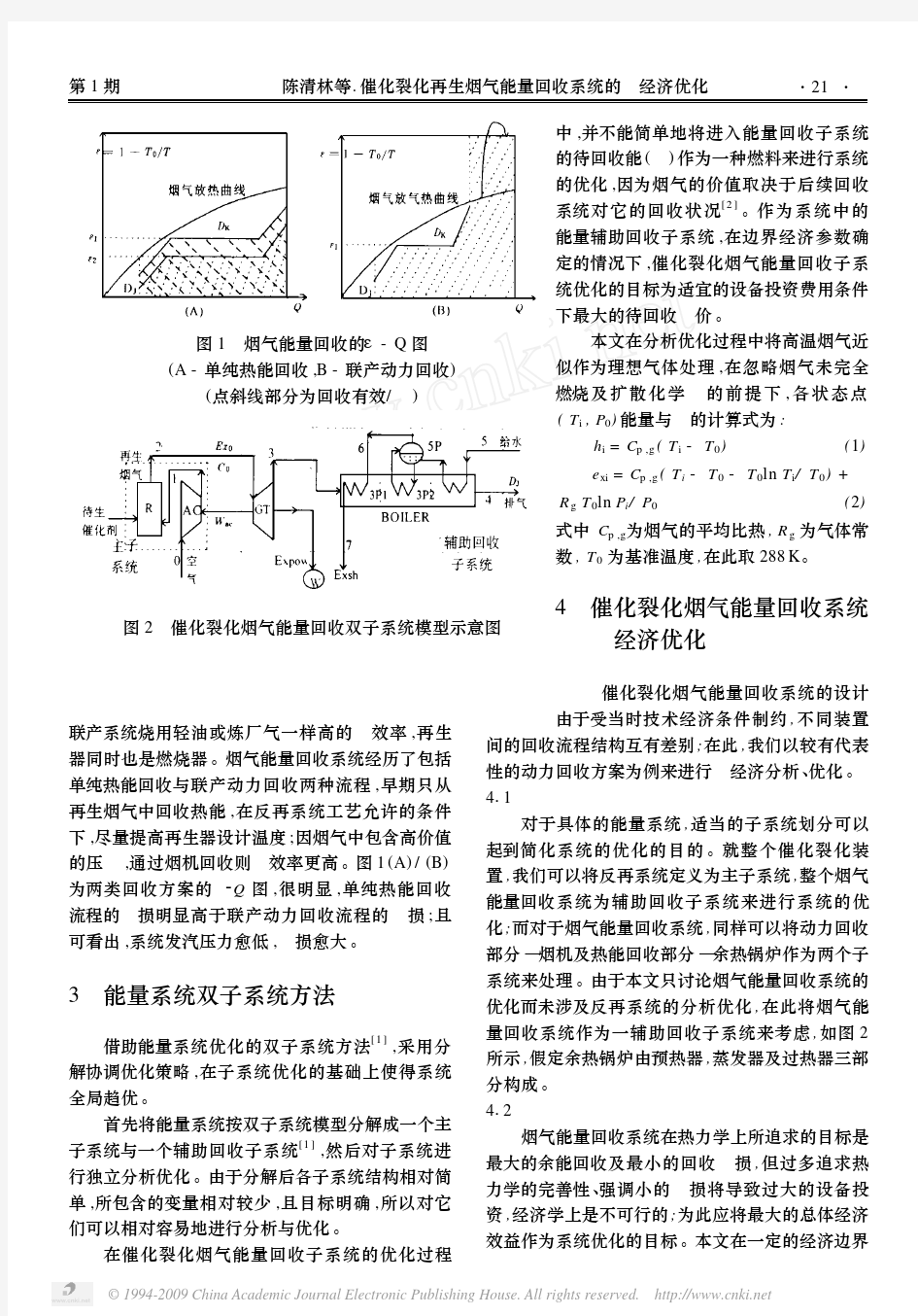
丹佛斯能量回收装置模拟
Seal Zone PX High Pressure Outlet PX Low Pressure inlet Seal Zone Start PX Booster Pump Main High Pressure Pump 0 flow 0 bar 0 flow 0 bar 0 flow 0 bar 0 flow 0 bar 0 flow 0 bar 0 flow 0 bar PX High Pressure Inlet PX Low pressure Outlet V F D FM FM PX Rotor Step 1: Start seawater supply or fresh water flush. SW Pump Start Flush Seal zone Air Vent Permeate 0 flow
Seal Zone PX Rotor Seal zone LP PX High Pressure Outlet PX Low Pressure inlet PX Booster Pump Main High Pressure Pump --flow 2 bar 0 flow 2 bar --flow 2 bar 58.8 flow 2 bar 58.8 flow 1 bar PX High Pressure Inlet PX Low pressure Outlet V F D FM FM Seawater Pump Start Booster Stop SW Pump Air Vent 0 flow 2 bar Permeate 0 flow Seal Zone
电动汽车制动能量回收控制策略的研究
摘要:电动汽车的驱动电机运行在再生发电状态时,既可以提供制动力,又可以给电池充电回收车体动能,从而延长电动车续驶里程。对制动模式进行了分类,并详细探讨了中轻度刹车时制动能量回收的机制和影响因素。提出了制动能量回收的最优控制策略,给出了仿真模型及结果,最后基于仿真模型及XL型纯电动车对控制算法的效果进行了评价。关键词:制动能量回收电动汽车镍氢电池Simulink模型电动汽车(EV)的研究是在环境保护问题及能源问题日益受到关注的情况下兴起的。在EV性能提高并逐步迈向产业化的过程中,提高能量的储备与利用率是迫切需要解决的两个问题。尽管蓄电池技术有了长足进步,但由于受安全性、经济性等因素的制约,近期不会有大的突破。因此如何提高EV能量利用率是一个非常关键的问题。制动能量回收问题对于提高EV的能量利用率具有重要意义。电动汽车采用电制动时,驱动电机运行在发电状态,将汽车的部分动能回馈给蓄电池以对其充电,对延长电动汽车的行驶距离是至关重要的。国外有关研究表明,在存在较频繁的制动与起动的城市工况运行条件下,有效地回收制动能量,可使电动汽车的行驶距离延长百分之十到百分之三十。目前国内关于制动能量回收的研究还处在初级阶段。制动能量回收要综合考虑汽车动力学特性、电机发电特性、电池安全保证与充电特性等多方面的问题。研制一种既具有实际效用、又符合司机操作习惯的系统是有一定难度的。本文对上述问题作了一些积极的探索,并得出了一些有益的结论。1制动模式电动汽车制动可分为以下三种模式,对不同情况应采用不同的控制策略。1.1急刹车急刹车对应于制动加速度大于2m/s2的过程。出于安全性方面的考虑,急刹车应以机械为主,电刹车同时作用。在急刹车时,可根据初始速度的不同,由车上ABS控制提供相应的机械制动力。1.2中轻度刹车中轻度刹车对应于汽车在正常工况下的制动过程,可分为减速过程与停止过程。电刹车负责减速过程,停止过程由机械刹车完成。两种刹车的切换点由电机发电特性确定。1.3汽车长下坡时的刹车汽车长下坡一般发生在盘山公路下缓坡时。在制动力要求不大时,可完全由电刹车提供。其充电特点表现为回馈电流较小但充电时间较长。限制因素主要为电池的最大可充电时间。由于电动汽车主要工作在城市工况下,所以本文将研究重点放在中轻度电刹车上。2制动能量回收的约束条件实用的能量回收系统应满足以下要求:(1)满足刹车的安全要求,符合驾驶员的刹车习惯。刹车过程中,对安全的要求是第一位的。需要找到电刹车和机械刹车的最佳覆盖区间,在确保安全的前提下,尽可能多地回收能量。具有能量回收系统的电动汽车的刹车过程应尽可能地与传统的刹车过程近似,这将保证在实际应用中,系统有吸引力,可以为大众所接受。(2)考虑驱动电机的发电工作特性和输出能力。电动汽车中常用的是永磁直流电机或感应异步电机,应针对不同的电机的发电效率特性,采取相应的控制手段。(3)确保电池组在充电过程中的安全,防止过充。电动汽车中常用的电池为镍氢电池、锂电池和铅酸电池。充电时,避免因充电电流过大或充电时间过长而损害电池。由以上分析可得能量回收的约束条件:(1)根据电池放电深度的不同,电池可接受的最大充电电流。(2)电池可接受的最大充电时间。(3)能量回收停止时电机的转速及与此相对应的充电电流值。本项目原型车为XL型纯电动车,驱动采用异步交流电机,额定功率为20kW,峰值功率为60kW,额定转矩为53Nm,峰值转矩为290Nm,持续输出三倍额定转矩时间不小于30s,额定转速为3600r/min,最高转速为9000r/min。蓄电池采用24节100Ah镍氢电池,其瞬时充电电流可达1.5C(C为电池放电倍率),即150A。在充电电流为0.5C时,可持续安全充电。实验表明,在电机转速为500r/min时,充电电流小于6A。可设此点为电刹车与机械刹车的切换点。3制动能量回收控制算法3.1制动过程分析经推导可得,一次刹车回收能量E=K1K2K3(ΔW-FfS)。特定刹车过程中,车体动能衰减ΔW为定值。特定车型的机械传动效率K1和滚动摩擦力Ff基本上是固定的。对蓄电池来说,制动能量回收对应于短时间(不超过20s)、大电流(可达100A)充电,因此能量回收约束条件(2)可忽略,充电效率K3也可认为恒定。对于电机来说,在制动过程