模具零件的公差配合、形位公差及表面粗糙度要求
模具零件的公差配合、形位公差及表面粗糙度要求
2010-01-27 09:04:53| 分类:默认分类| 标签:|字号大中小订阅
模具零件的公差配合、形位公差及表面粗糙度要求
设计模具时,应根据模具零件的功能和固定方式及配合要求的不同,合理选用其公差配合、形位公差及表面粗糙度。否则,将不仅直接影响模具的正常工作和冲压件的质量,而且也影响模具的使用寿命和制造成本。
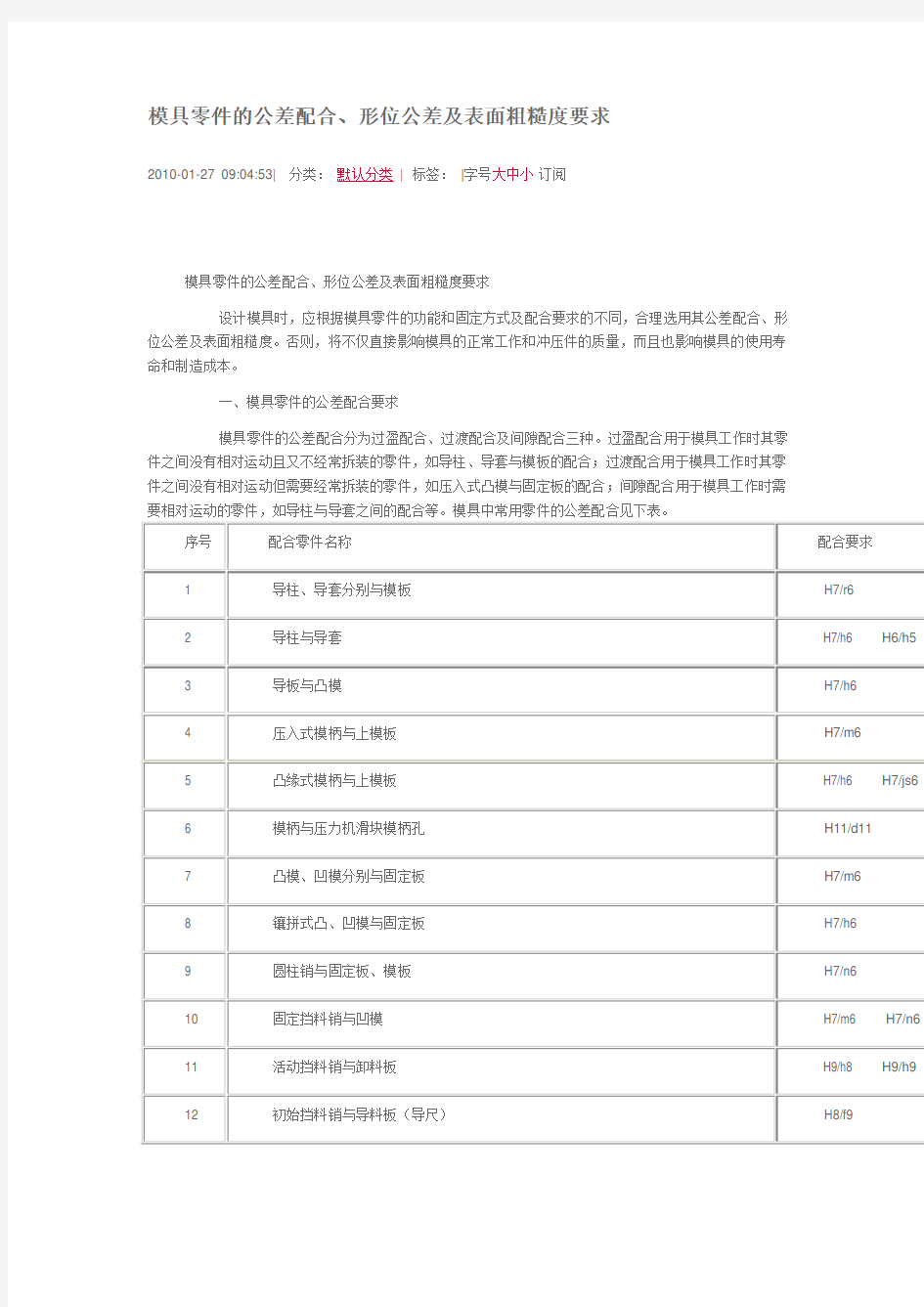
一、模具零件的公差配合要求
模具零件的公差配合分为过盈配合、过渡配合及间隙配合三种。过盈配合用于模具工作时其零件之间没有相对运动且又不经常拆装的零件,如导柱、导套与模板的配合;过渡配合用于模具工作时其零件之间没有相对运动但需要经常拆装的零件,如压入式凸模与固定板的配合;间隙配合用于模具工作时需要相对运动的零件,如导柱与导套之间的配合等。模具中常用零件的公差配合见下表。
二、模具零件的形公差
形位公差是形状和位置公差的简称,它包括直线度、平面度、圆柱度、平行度、垂直度、同轴度、对称度及圆跳动公差等多种。根据模具零件的技术要求,应合理选用其形位公差的种类及数值。模具零件中常用的形位公差有平行度、垂直度、同轴度、圆柱度及圆跳动公差等,现分述如下:
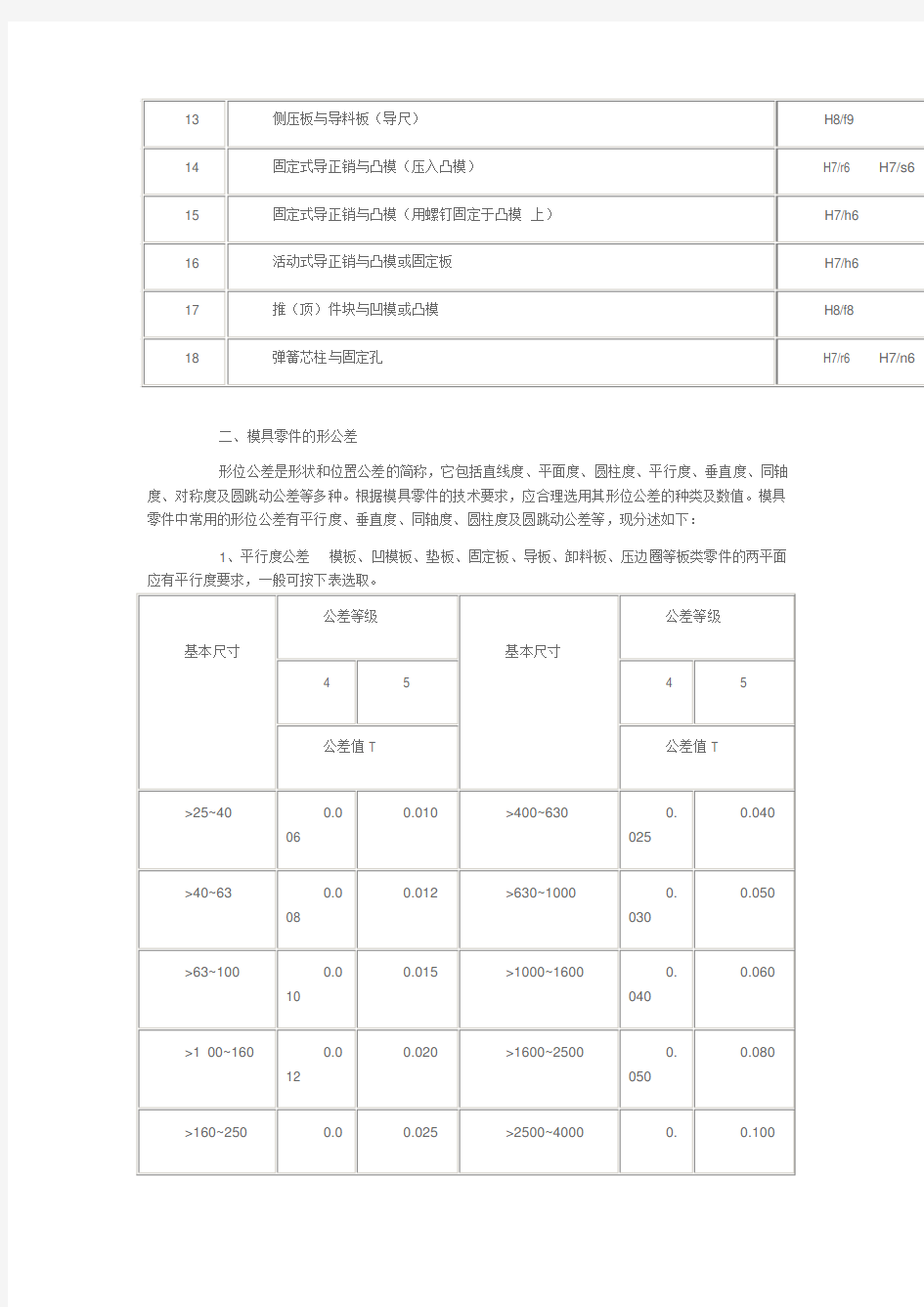
1、平行度公差模板、凹模板、垫板、固定板、导板、卸料板、压边圈等板类零件的两平面应有平行度要求,一般可按下表选取。
注:1.基本尺寸是指被测表面的最大长度尺寸和最大宽度尺寸。
2.滚动式导柱模架的模座平行度公差采用公差等级4级。
2.垂直度公差矩形、圆形凹模板的直角面,凸、凹模(或凸凹模)固定板安装孔的轴线与其基准面,模板上模柄(压入式模柄)安装孔的轴线与其基准面,一般均应有垂直度要求,可按下表的垂直度公差选取。而上、下模板的导柱、导套安装孔的轴线与其基准面的垂直度公差,应按如下规定:安装滑动式导柱、导套时取为0.01:100;安装滚动式导柱、导套时取为0.005:100。
>25~40
>40~63
>63~100
>100~160
>160~250
>250~400
公差等级
5
公差值
0.010
0.012
0.015
0.020
0.025
0.030
注:1.基本尺寸是指被测零件的短边长度。
2.垂直度公差是指以长边为基准,短边对长边垂直度的最大允许值。
3.圆跳动公差各种模柄的圆跳动公差可按下表选取。与模板固定的导套圆柱面的径向圆跳动公差,可根据模具精度要求选取4级或5级,在冷冲模国家标准中,其圆跳动公差值已直接标注在导套零件图上。
>18~30
>30~50
>50~120
>120~250
公差等级
8
公差值
0.025
0.030
0.040
0.050
4.同轴度公差阶梯式的圆截面凸模、凹模、凸凹模的工作直径与安装直径(采用过渡配合压入固定板内),阶梯式导柱的工作直径与安装(采用过盈配合压入模板内),均应有同轴度要求,其同轴度公差可按下表选取。
>6~10
>10~18
>18~30
>30~50
>50~120
公差等级
8
公差值
0.015
0.020
0.025
0.030
0.040
注:基本尺寸是指被测零件的直径。
5.圆柱度公差导柱与导套配合的圆柱面,其圆柱度公差一般可按6级精度选取。在冷冲模国家标准中,其圆柱度公差值已直接标注在导柱、导套零件图上。
三、模具零件的表面粗糙度要求
模具零件表面质量的高低用表面粗糙度衡量,通常以Ra(μm)表示。Ra数值愈小,表示其表面质量愈高。模具零件的工作性能如耐磨性、抗蚀性及强度等,在很大程度上受其表面质量的影响。模具零件的表面质量越高,其寿命也越长。但从另一方面看,对模具零件表面质量要求过高,则增加了模具制造成本。因此,应合理选用模具零件的表面粗糙度。模具零件常用的表面粗糙度要求列于下表,可供模具设计时参考。
粗糙度数值(μm)
GB1031-83(新标准)
抛光的转动体表面
0.1,0.2
抛光的成形面及平面
0.2,0.4
1.压弯、拉深、成形的凸模和凹模工作表面
2.圆柱表面和平面的刃口
3.滑动和精确导向的表面
0.4,0.8
1.成形的凸模和凹模刃口;凸模凹模镶块的结合面
2.过盈配合和过渡配合的表面——用于热处理零件
3.支承定位和紧固表面——用于热处理零件
4.磨加工的基准面;要求准确的工艺基准表面
0.8,1.6
1.内孔表面——在非热处理零件上配合用
2.模座平面
1.6,3.2
1.不磨加工的支承、定位和紧固表面——用于非热处理的零件
2.模座平面
3.2,6.3
不与冲压制件及模具零件接触的表面
6.3,12.5
粗糙的不重要表面
12.5,25
不需机械加工的表面
模具零件的公差配合、形位公差及表面粗糙度要求
模具零件的公差配合、形位公差及表面粗糙度要求 2010-01-27 09:04:53| 分类:默认分类| 标签:|字号大中小订阅 模具零件的公差配合、形位公差及表面粗糙度要求 设计模具时,应根据模具零件的功能和固定方式及配合要求的不同,合理选用其公差配合、形位公差及表面粗糙度。否则,将不仅直接影响模具的正常工作和冲压件的质量,而且也影响模具的使用寿命和制造成本。 一、模具零件的公差配合要求 模具零件的公差配合分为过盈配合、过渡配合及间隙配合三种。过盈配合用于模具工作时其零件之间没有相对运动且又不经常拆装的零件,如导柱、导套与模板的配合;过渡配合用于模具工作时其零件之间没有相对运动但需要经常拆装的零件,如压入式凸模与固定板的配合;间隙配合用于模具工作时需要相对运动的零件,如导柱与导套之间的配合等。模具中常用零件的公差配合见下表。
二、模具零件的形公差 形位公差是形状和位置公差的简称,它包括直线度、平面度、圆柱度、平行度、垂直度、同轴度、对称度及圆跳动公差等多种。根据模具零件的技术要求,应合理选用其形位公差的种类及数值。模具零件中常用的形位公差有平行度、垂直度、同轴度、圆柱度及圆跳动公差等,现分述如下: 1、平行度公差模板、凹模板、垫板、固定板、导板、卸料板、压边圈等板类零件的两平面应有平行度要求,一般可按下表选取。
注:1.基本尺寸是指被测表面的最大长度尺寸和最大宽度尺寸。 2.滚动式导柱模架的模座平行度公差采用公差等级4级。 2.垂直度公差矩形、圆形凹模板的直角面,凸、凹模(或凸凹模)固定板安装孔的轴线与其基准面,模板上模柄(压入式模柄)安装孔的轴线与其基准面,一般均应有垂直度要求,可按下表的垂直度公差选取。而上、下模板的导柱、导套安装孔的轴线与其基准面的垂直度公差,应按如下规定:安装滑动式导柱、导套时取为0.01:100;安装滚动式导柱、导套时取为0.005:100。 >25~40 >40~63 >63~100 >100~160 >160~250 >250~400 公差等级 5 公差值 0.010 0.012 0.015 0.020 0.025 0.030 注:1.基本尺寸是指被测零件的短边长度。 2.垂直度公差是指以长边为基准,短边对长边垂直度的最大允许值。
模具零件公差标准
A 通用公差 前模 后模玉 0/-0.01 对应项目 QC 放用标准 B B A 模玉外围 B C 管位框中心 管位框大小 ±0.01 0/+0.02 D 原身管位 ±0.01 0/-0.02 -0.02/+0.05 B B EDM ,CNC 加工 -0.02/+0.05 E F PL 面 0/+0.02 A G 镶件孔 镶(顶)针孔 按产品材料确定公差 斜顶孔 E G H I J K M N 行位槽 铲基槽 0/+0.02 0/+0.02 0/+0.02 K 碰(擦)穿位 0.00/+0.05 F 枕位 0/+0.02 ±0.01 0.00/+0.05 D 0/+0.02 镶件挂肩深度 运水孔中心 螺丝孔中心 ±0.20 ±0.20 ±0.50 ±0.50 M CNC 加工胶位 0/+0.05 ±0.05 EDM 加工胶位 0/+0.05 ±0.05 E N 胶位 公差 G 省模后胶位 ±0.03 说明: C 1.本公差标准仅适用于本司加工的模具零部件.外发加工不适用. 2.如果图纸或客户文件另有公差要求,以图纸或客户文件要求的公差 为准,QC 不可使用本表中的放用标准. E MODERN PRECISION PLASTICS & MOULD CO.,LTD. 现代精密塑胶模具(深圳)有限公司 G 模具零件通用尺寸公差标准 零件名称 制定日期 模玉 适用模具等级 修订日期 所有模具 2007-8-1 2008-12-15 版本号 2.0
QC 放用 标准 对应项目 通用公差 B B A CORE 外形 0/-0.01 B 镶件外形 0/-0.01 C 镶件外形 +0.02/+0.05 D 镶件斜度 ±0.05° A 0~-0.1 E F 0/+0.01 0/+0.01 顶针槽 G 挂肩高度 0/-0.01 0/+0.02 0/+0.05 A 0/+0.02 F 普通 磨床加工胶位 尺寸 CNC 加工胶位 胶位 EDM 加工胶位 ±0.05 ±0.05 E B B 说明: B D 1.本公差标准仅适用于本司加工的 模具零部件.外发加工不适用. 2.如果图纸或客户文件另有公差要 求,以图纸或客户文件要求的公差 为准,QC 不可使用本表中的放用标 准. E F G E B B MODERN PRECISION PLASTICS & MOULD CO.,LTD. 现代精密塑胶模具(深圳)有限公司 B C B 模具零件通用尺寸公差标准 G B B 零件名称 CORE/镶件 适用模具等级 制定日期 2007-8-1 修订日期 所有模具 C 版本号 2.0 2008-12-15
典型零件尺寸标注(附图详细说明)
机械设计中尺寸标注类知识,毕业前一定读懂它 1.轴套类零件 这类零件一般有轴、衬套等零件,在视图表达时,只要画出一个基本视图再加上适当的断面图和尺寸标注,就可以把它的主要形状特征以及局部结构表达出来了。为了便于加工时看图,轴线一般按水平放置进行投影,最好选择轴线为侧垂线的位置。 在标注轴套类零件的尺寸时,常以它的轴线作为径向尺寸基准。由此注出图中所示的Ф14 、Ф11(见A-A断面)等。这样就把设计上的要求和加工时的工艺基准(轴类零件在车床上加工时,两端用顶针顶住轴的中心孔)统一起来了。而长度方向的基准常选用重要的端面、接触面(轴肩)或加工面等。 如图中所示的表面粗糙度为Ra6.3的右轴肩,被选为长度方向的主要尺寸基准,由此注出13、28、1.5和26.5等尺寸;再以右轴端为长度方向的辅助基,从而标注出轴的总长96。 2.盘盖类零件 这类零件的基本形状是扁平的盘状,一般有端盖、阀盖、齿轮等零件,它们的主要结构大体上有回转体,通常还带有各种形状的凸缘、均布的圆孔和肋等局部结构。在视图选择时,一般选择过对称面或回转轴线的剖视图作主视图,同时还需增加适当的其它视图(如左视图、右视图或俯视图)把零件的外形和均布结构表达出来。如图中所示就增加了一个左视图,以表达带圆角的方形凸缘
和四个均布的通孔。 在标注盘盖类零件的尺寸时,通常选用通过轴孔的轴线作为径向尺寸基准,长度方向的主要尺寸基准常选用重要的端面。 3.叉架类零件 这类零件一般有拨叉、连杆、支座等零件。由于它们的加工位置多变,在选择主视图时,主要考虑工作位置和形状特征。对其它视图的选择,常常需要两个或两个以上的基本视图,并且还要用适当的局部视图、断面图等表达方法来表达零件的局部结构。踏脚座零件图中所示视图选择表达方案精练、清晰对于表达轴承和肋的宽度来说,右视图是没有必要的,而对于T字形肋,采用剖面比较合适。
模具公差标准
模具加工制造公差【常见】 内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理! 更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、数控系统、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展 模具型腔和型芯的加工尺寸除了通过D=M(1+S)公式计算基本尺寸之外,还有一个加工公差的问题。按照惯例,模具的加工公差为塑件公差的1/3。但由於塑料收缩率范围和稳定性各有差异,首先必须合理化确定不同塑料所成形塑件的尺寸公差。即由收缩率范围较大或收缩率稳定较差塑料成形塑件的尺寸公差应取得大一些。否则就可能出现大量尺寸超差的废品。为此,各国对塑料件的尺寸公差专门制订了国家标准或行业标准。中国也曾制订了部级专业标准。但大都无相应的模具型腔的尺寸公差。德国国家标准中专门制订了塑件尺寸公差的DIN16901标准及相应的模具型腔尺寸公差的DIN16749标准。此标准在世界上具有较大的影响,因而可供塑料模具行业参考。 关於塑件的尺寸公差和允许偏差 为了合理地确定不同收缩特性材料所成形塑件的尺寸公差,让标准引入了成形收缩差△VS这一概念。△VS=VSR_VST(4) 式中:VS-成形收缩差VSR-熔料流动方向的成形收缩率VST-与熔料流动垂直方向的成形收缩率。 根据塑料△VS值,将各种塑料的收缩特性分为4个组。△VS值最小的组是高精度组,以此类推,△VS值最大的组为低精度组。并按照基本尺寸编制了精密技术、110、120、130、140、150和160公差组。并规定,用收缩特性最稳定的塑料成形塑件的尺寸公差可
公差典型零件的精度设计习题修改
第三章典型件结合和传动的精度设计 目的: 1、了解圆柱结合的公差与配合及其配合精度的选用。 2、了解滚动轴承公差与配合的特点,为选用滚动轴承精度等级,轴承与轴及轴承与外壳孔的配合打下基础; 3、了解单键和花键的公差与配合标准及其应用; 重点: 圆柱结合的公差与配合及其配合的选用;滚动轴承公差与配合特点;单键的公差带图; 习题 一.判断题(正确的打√,错误的打×) l.单件小批生产的配合零件,可以实行”配作”,虽没有互换性,但仍是允许的。() mm的孔,可以判断该孔为基孔制的基准孔。()2.图样标注φ30 +0.033 3.过渡配合可能具有间隙,也可能具有过盈,因此,过渡配合可能是间隙配合,也可能是过盈配合。() 4.配合公差的数值愈小,则相互配合的孔、轴的公差等级愈高。() 5.孔、轴配合为φ40H9/n9,可以判断是过渡配合。() 6.配合H7/g6比H7/s6要紧。() 7.孔、轴公差带的相对位置反映加工的难易程度。() 8.最小间隙为零的配合与最小过盈等于零的配合,二者实质相同。() 9.基轴制过渡配合的孔,其下偏差必小于零。() 10.从制造角度讲,基孔制的特点就是先加工孔,基轴制的特点就是先加工轴。()11.工作时孔温高于轴温,设计时配合的过盈量应加大。() 12.基本偏差a~h与基准孔构成间隙配合,其中h配合最松。() 13.有相对运动的配合应选用间隙配合,无相对运动的配合均选用过盈配合。() 14.配合公差的大小,等于相配合的孔轴公差之和。() 16.滚动轴承内圈与轴的配合,采用基孔制。() 17.滚动轴承内圈与轴的配合,采用间隙配合。() 18.滚动轴承配合,在图样上只须标注轴颈和外壳孔的公差带代号。()19.0级轴承应用于转速较高和旋转精度也要求较高的机械中。() 20.滚动轴承国家标准将内圈内径的公差带规定在零线的下方。() 22.平键联接中,键宽与轴槽宽的配合采用基轴制。()
模具零件公差标准及表面粗糙度规范
模具零件公差标准及表面粗糙度规范
————————————————————————————————作者: ————————————————————————————————日期: ?
文件類別三階文件生效日期 模具零件公差標准及表面粗糙度規范 會簽部門 部門名稱簽認部門名稱簽認□ 工程中心□烤漆 □ 總管理處□組立 □ 品客□資材 □ 業務□采購 □ 生技□ 稽核室 □ 塑膠□ 研發 □ 塑模 □ 沖壓 □ 沖模 核准管理者代表審核經辦主管制定
版次 變更履歷 頁次/章節發行日期修訂前修訂后 二增加拋光等級與放電深 度規范 4、5頁
附錄二.模具零件公差標准及表面粗糙度規范 一.公差對照表 零件類型尺寸類型公差規格尺寸類型公差規格尺寸類型公差規格 模板 開框尺寸 0~300MM +0.02 - 0.02 開框尺寸3 01~570MM +0.03 -0.03 開框深度 -0 -0.05 深度垂直度100:0.03長寬垂直度100:0.01 輔助定位器開 框 +0.0 2 +0 斜導柱裝配孔 +0.04 +0.02 拉料針與剝料 板配合孔 +0.02 +0.01 頂針沉頭 +0.03 +0 有斜頂結構的 模板公模板厚 +0.0 5 +0 下頂針板厚 +0.05 +0 模腳高度 +0.05 +0 有熱澆道的模 板母模板厚 +0.05 +0 流道托板厚 -0 -0.05 模仁長寬尺寸0~30 0MM +0.03 +0 長寬尺寸301~ 570MM +0.1 +0 模仁厚度 +0.3 + 0.1 模仁靠破凹面 +0.015 +0 模仁靠破凸面 -0 -0.015 入子長寬尺寸 -0 -0.01 模仁插破凹面 +0.015 +0 模仁插破凸面 -0 -0.015 頂針孔 +0.0 2 +0.01 入子孔 +0.02 +0.01 斜頂孔 +0.02 +0.01 滑塊T扣高度-0.02 -0.04 壓條寬度 -0.0 2 -0.03 斜頂斜頂本體尺寸-0 -0.01 T扣高度 -0.01 -0.02 耐磨板耐磨板長寬-0.2 -0.3 耐磨板高度 +0. 1 +0.05 滑塊束塊定位段長寬-0.04 -0.02 高度尺寸 +0.6 +0.5 斜頂導板斜頂導板長寬-0 -0.02 高度尺寸 -0.0 5 -0.1 斜頂孔 +0.02 +0.01 斜頂滑座斜頂滑座長寬-0.02 -0.04 高度尺寸 +0.2 +0.1 T槽高度 +0.02 +0.01 拉杆,頂針,螺絲過孔直徑 +0.1 -0.1 x. +0.025 -0.025 x.°+0.5° -0.5° .x +0.10 -0.10 .x°+0.1°- 0.1° .xx +0.01 -0.01 .xx°+0.05° -0.05° .xxx +0.005- 0.005
40622《公差配合与技术测量》笫4版习题与练习答案t
附录习题与练习答案 第一章 1-1 不经选择不需修配和调整可满足预定的使用 1-3 完全互换法不完全互换法修配法要求 1-2 R5( q5) =1.6调整法 1-4 国家推荐性标准国家指导性标准 1-5 完全互换:同一规格的一批零部件装配前不经选择,装配时也不需修配和调整,装配后即可满足使用要求。一般大量生产和成批生产,如汽车、拖拉机厂大都采用完全互换法生产, 不完全互换:当装配精度要求很高时,仅是组内零件可以互换,组与组之间不可互换,因此叫不完全互换。 当采用完全互换将使零件的尺寸公差很小,加工困难,成本很高,甚至无法加工。因此,可将其制造公差适当放大,以便加工,完工后再用量仪将零件按实际尺寸的大小分组,如轴承工业常采用按组进行装配的办法,既能保证装配精度与使用要求,又可降低成本。 此外,不完全互换还适用于小批和单件生产,如矿山、冶金等重型机器行业常采用修配法或调整法生产。 1-6 优先数系是国际上统一的数值分级制度,是一种无量纲的分级数系,适用于各种 量值的分级。优先数系由一些十进制的等比数列构成,其代号为Rr,如R5、RlO、R20、 R40。 1-7加工误差:一批完工工件的尺寸误差是各不相同的,通常可以减小尺寸误差,但 永远不可能消除尺寸误差(即为零值)。加工误差是工艺系统(机床、夹具、刀具等)误差及其他因素(操作者技术水平、设备、环境条件等)的影响所致。 公差:允许的加工误差(零件尺寸、几何形状、相互位置、表面粗糙度误差的最大变 动量),用于限制加工误差。 公差是由设计人员根据产品使用性能要求给定的,反映了一批工件对制造精度的要求及经济性要求,并体现加工难易程度。公差越小,加工越困难,生产成本就越高。公差值不能为零。 总之应该做到:合理地选择公差,控制加工误差,正确地采用完全互换或不完全互换的产品生产方式。 第二章 2-1 基本偏差不同基本偏差 2-2 公差数值基本偏差 2-3 精度极限尺寸 2-4 基孔与基轴均可。间隙 2-5 –0.025mm - 0.05mm 49.95mm 2-6 B 2-7 C 2-8 D 2-9
塑胶模具配合公差
塑膠模具配合公差 1. 上下頂出板之滾珠襯套: i. 一側(上頂出板E02A )01.003.0++ ii. 另一側(下頂出板E01A )03 .005.0++ 2. 輔助柱: i. 長度01.0015.0++ ii. 外徑02.001.0-- iii. 定位處02.001.0-- iv. 定位孔外徑(M03A )01 .002.0++ 3. 頂針: i. 圓頂針φ徑01.000.0-- ii. 片頂針01.000.0-- iii. 長度03.005.0++ iv. 頭部高度4.0002 .001.0-- 4. 頂桿(有導套)導套孔01 .002.0++ i. 外徑02.001.0-- ii. 長度 有slider 者不得高於slider 底面 無slider 5. 定位銷孔: i. 模板(F01A&F02A ,M03A&M04A )φ8 ii. 一端 φ5.0 THR φ8.0001 .002.0++ × 20L 另一端φ8.05 THR
iii. block φ徑01 .002.0++ 6. 導柱孔(M04A or F02A )015 .0025.0++,加工公差單邊3μ 7. 導套孔(F02A or M04A )015.0025.0++ 8. 公母模板厚度(F02A&M04A )02 .004.0++(規定) 9. 溝槽、圓孔015 .0025.0++(常用於在頂針孔、鑲件及模仁對插處,長、寬、深度皆然) 10. 配合件: i. 挖槽件00.001.0++ 01.000.0-- ii. 搭配件01.000.0-- 00.001.0++ 11. 墊板搭配處: i. D 02.003.0++ ii. X 15.01.0-- iii. d 03.001.0-- iv. d’ 01 .003.0++ 12. 模仁堆疊公差(fine pitch 須嚴加控制厚度尺寸,可每十片加一定位件,定位 件不小於0.08 mm )
塑胶模具零件公差
塑膠模具設計出圖公差和材質參考 龍記模架: 外形全部兩位小數材質:S50C 或S55C 定位環LR: 外直徑:兩位小數內直徑:一位小數高度:兩位小數 模板挖孔大直徑:兩位小數 H=一位小數小直徑孔:一位小數 H=兩位小數 SB灌嘴: 大頭處模板上直徑∮:+0.05 、+0.1或者避空 上面的DP定位:+0.02 流出澆口:兩位小數 小嘴處外直徑∮:-0.01 在小脫料板上的孔∮:-0.005 或者-0.01 長度:兩位小數 材質:SKD61 HRC48-52 等高螺絲XLG: 可能會截短,尺寸全部一位小數一般采用標準件 與模板Z軸避空7~10mm 用於USET和USTR兩板之間的活動脫斷膠頭。 用拉料針拉斷進膠料頭。 一般定位的DP: 孔∮:+0.02 孔臺階H:兩位小數孔臺階∮:一位小數 柱子∮:-0.01 -0.02 柱子臺階H:-0.02 臺階∮:-0.3、-0.2 總長:一位小數 頂針改制材質:SKH51 HRC40-45 重要定位的DP: 位置公差±0.005 孔∮:-0.005 或 -0.005 -0.010 最新:+0.005 孔臺階H:兩位小數孔臺階∮:一位小數柱子∮:-0.01 -0.02 柱子臺階H:-0.02 臺階∮:-0.3 總H:一位小數 三板模小拉桿PBA: 坐標位置兩位小數 在前模上的孔∮:一位小數孔臺階H:一位小數孔臺階∮:一位小數 在其餘:全部一位小數避空視情況而定看孔大小是否為整數以及避空參數判斷 柱子∮:一位小數柱子臺階H:一位小數臺階∮:一位小數總H:一位小數 材質:S50C 小拉料針LP: 位置無公差兩位小數 在小脫料板上的孔∮:-0.005 最新:+0.005 其餘位置:避空一位小數
典型零件公差配合的多媒体教学动画设计研究
第1期(总第131期)机械管理开发 2013年2月No.1(SUM No.131)MECHANICAL MANAGEMENT AND DEVELOPMENT Feb.2013 0引言 《互换性与技术测量》(简称公差与配合)是高等院校机械类、仪器仪表类和机电相结合专业类必修的主干技术基础课程,是与机械工业发展紧密相联系的基础学科[1]。目前公差课程的教学仍然是以书本教学为主,多媒体教学本课程不多,即使用多媒体,也只是主要的文字类多媒体居多,教学重点难点没有演示,运用形象直观的动画软件教学缺乏,影响教学效果和教学质量。计算机辅助教学是将计算机技术用于传统的课堂教学。它利用计算机强大的数值计算、存储能力、多媒体展示及动画功能,将各种数值、文字、声音、图像和动画有机结合,产生一种和谐的环境。其表现形式灵活、多样、突出重点、形象生动、趣味性好,用于课程教学可以收到事半功倍的效果。为此我们开展了此课程多媒体教学动画的设计研究。 1典型零件公差配合教学动画研究的主要内容 典型零件的公差配合是《互换性与技术测量》课程中的一个重要部分,针对典型零件公差配合主要内容,按教学大纲的要求,结合教师多年的教学经验及体会,确定出教学重点并首先进行了动画的脚本设计。如在这些内容中要求学生掌握了解生产公差、保证公差、验收极限的定义以及测量误差对测量结果的影响;光滑极限量规形状对检验结果的影响、用量规测量工件的合格性和量规的公差;滚动轴承的内、外径的公差带配合特点、滚动轴承的游隙和滚动轴承负荷类型分析;平面尺寸链、并联、串联、混联尺寸链和工艺尺寸链、尺寸链的建立以及用完全互换法计算尺寸链和用调整法解尺寸链;圆锥结合的特点、种类及主要参数、圆锥配合误差分析以及相配合的圆锥公差标注;螺纹的基本牙型和几何参数、螺纹中径合格性判断、梯形螺纹的几何参数、螺纹几何参数误差对互换性的影响和螺纹的公差带;普通平键和半圆键联结结构、单键对称度误差检测、矩形花键的形位公差、单键联结的公差配合、矩形花键的定心方式;齿轮齿距累积总偏差、齿廓总偏差测量、径向综合总偏差测量、齿轮副的传动侧隙和齿轮径向圆跳动及检测等。 2多媒体教学动画的设计开发 为弥补传统教学在立体感和动态感方面的不足, 我们在制作多媒体课件中,利用二维和三维动画效果再现课程的重点内容,这样既可以将教师从繁重的传统教学模式中解放出来,又能进行形象生动的教学,使学生易学易懂,激发学生的学习兴趣。 通过运用flash 软件,创新设计出公差课程中典型零件公差配合的系列动画,使学生更容易地的了解光滑工件尺寸检验及量规设计、滚动轴承的公差和配合、圆锥的公差配合及检测、螺纹公差及检测、键和花键的公差与配合、圆柱齿轮传动公差及检测等内容。比较确切地理解基本术语与定义,了解选用公差与配合的原则和方法及几何测量的原理与应用等。通过交互式的动画操作演示实验,可以把具体测量操作过程展示给学生,如可以用于交互式演示实验的齿距径向综合偏差测量动画,就能极大地增加学生学习的兴趣,增强对测量过程、方法、步骤的认识。以动态代替静态,学生易于理解、接受。教与学双方的参与调动了学生的学习积极性,不但提高了教学质量,而且提高了效率,为加大信息量提供了条件。 对于以上的主要内容,我们开发了多媒体动画演示软件,现在以圆锥直径误差影响配合的分析为例介绍脚本设计。首先制作一个按钮去控制动画,当第一次按按钮,出现图和图上的文字;当第二次按按钮,外圆锥直径变大,b 也变大;当第三次按按钮,直径变小,b 也变小。然后我们制作了一个返回按钮,当演示完动画,点击返回按钮,回到初始画面,见图1。 b b (a)(b) 图1圆锥直径误差影响配合 再以量规测量工件合格性演示为例,光滑极限量 收稿日期:2012-09-26 作者简介:张复旺(1989-),男,山西孝义人,在读硕士研究生,研究方向:计算机辅助公差设计。E-mail :531211347@https://www.360docs.net/doc/064387986.html,. 典型零件公差配合的多媒体教学动画设计研究 张复旺,王伯平,刘娜,韩 威 (太原科技大学机械工程学院,山西 太原 030024) 摘要:介绍了典型零件公差配合的多媒体教学动画的设计构思与研发,运用Flash 软件创新课程教学重点的动画演示,并对设计过程以及相关制作技术进行了论述,为机械类多媒体课件的制作提供一定的借鉴。关键词:典型零件;公差配合;多媒体;动画设计中图分类号:TB92 文献标识码:A 文章编号:1003-773X (2013)01-0165-02 · ·165
常用公差表
2.垂直度公差矩形、圆形凹模板的直角面,凸、凹模(或凸凹模)固定板安装孔的轴线与其基准面,模板上模柄(压入式模柄)安装孔的轴线与其基准面,一般均应有垂直度要求,可按下表的垂直度公差选取。而上、下模板的导柱、导套安装孔的轴线与其基准面的垂直度公差,应按如下规定:安装滑动式导柱、导套时取为0.01:100;安装滚动式导柱、导套时取为0.005:100。 注:1.基本尺寸是指被测零件的短边长度。
2.垂直度公差是指以长边为基准,短边对长边垂直度的最大允许值。 3.圆跳动公差各种模柄的圆跳动公差可按下表选取。与模板固定的导套圆柱面的径向圆跳动公差,可根据模具精度要求选取4级或5级,在冷冲模国家标准中,其圆跳动公差值已直接标注在导套零件图上。 4.同轴度公差阶梯式的圆截面凸模、凹模、凸凹模的工作直径与安装直径(采用过渡配合压入固定板内),阶梯式导柱的工作直径与安装(采用过盈配合压入模板内),均应有同轴度要求,其同轴度公差可按下表选取。
注:基本尺寸是指被测零件的直径。 5.圆柱度公差导柱与导套配合的圆柱面,其圆柱度公差一般可按6级精度选取。在冷冲模国家标准中,其圆柱度公差值已直接标注在导柱、导套零件图上。 三、模具零件的表面粗糙度要求 模具零件表面质量的高低用表面粗糙度衡量,通常以R a(μm)表示。R a数值愈小,表示其表面质量愈高。模具零件的工作性能如耐磨性、抗蚀性及强度等,在很大程度上受其表面质量的影响。模具零件的表面质量越高,其寿命也越长。但从另一方面看,对模具零件表面质量要求过高,则增加了模具制造成本。因此,应合理选用模具零件的表面粗糙度。模具零件常用的表面粗糙度要求列于下表,可供模具设计时参考。
典型零件的互换性习题
典型零件的互换性习题 一、判断题。 1、滚动轴承圈与轴的配合,采用基孔制。() 2、滚动轴承圈与轴的配合,采用间隙配合。() 3、滚动轴承配合,在图样上只须标注轴颈和外壳孔的公差带代号。() 4、0级轴承应用于转速较高和旋转精度也要求较高的机械中。() 5、滚动轴承国家标准将圈径的公差带规定在零线的下方。() 6、滚动轴承圈与基本偏差为g的轴形成间隙配合。() 7、轴承圈与轴的配合是基孔制配合,所以圈为基准孔,其下偏差为零。() 8、平键联接中,键宽与轴槽宽的配合采用基轴制。() 9、键槽侧面表面粗糙度值应高于键槽底面。() 10、平键联接中,键宽与轴槽宽的配合采用基轴制。() 11、矩形花键的定心尺寸应按较高精度等级制造,非定心尺寸则可按粗糙精度级制造。() 12、矩形花键定心方式,按国家标准只规定大径定心一种方式。() 13、矩形花键需要控制的形位误差有位置度和对称度公差。() 14、螺纹中径是影响螺纹互换性的主要参数。() 15、普通螺纹的配合精度与公差等级和旋合长度有关。() 16、为保证可旋入性和螺纹件本身的强度及连接强度,实际螺纹的作用中径应不超越最大实体中径,实际 螺纹的单一中径不超越最小实体中径。() 17、螺纹旋合长度越长公差等级越高。() 18、普通螺纹中径公差综合限制了螺纹中径误差、螺距累积误差和大径误差。() 19、国标对普通螺纹除规定中径公差外,还规定了螺距公差和牙型半角公差。() 20、当螺距无误差时,螺纹的单一中径等于实际中径。() 21、作用中径反映了实际螺纹的中径偏差、螺距偏差和牙型半角偏差的综合作用。() 22、普通螺纹精度标准对直径、螺距、半角规定了公差。() 23、螺纹的单一中径和作用中径都是指位于牙型沟槽宽度等于二分之一螺距处的圆柱直径。() 24、齿轮传动的平稳性是要求齿轮一转最大转角误差限制在一定的围。() 25、高速动力齿轮对传动平稳性和载荷分布均匀性都要求很高。() 26、齿轮传动的振动和噪声是由于齿轮传递运动的不准确性引起的。() 27、齿向误差主要反映齿宽方向的接触质量,它是齿轮传动载荷分布均匀性的主要控制指标之一。() 28、精密仪器中的齿轮对传递运动的准确性要求很高,而对传动的平稳性要求不高。() 29、齿轮的一齿切向综合公差是评定齿轮传动平稳性的项目。() 30、齿形误差是用作评定齿轮传动平稳性的综合指标。() 31、圆柱齿轮根据不同的传动要求,对三个公差组可以选用不同的精度等级。() 32、齿轮副的接触斑点是评定齿轮副载荷分布均匀性的综合指标。() 33、在齿轮的加工误差中,影响齿轮副侧隙的误差主要是齿厚偏差和公法线平均长度偏差。() 二、选择题。
模具零件的公差配合
一、模具零件的公差配合 模具零件的公差配合分为过盈配合、过渡配合及间隙配合三种。过盈配合用于模具工作时其零件之间没有相对运动且又不经常拆装的零件,如导柱、导套与模板的配合;过渡配合用于模具工作时其零件之间没有相对运动但需要经常拆装的零件,如压入式凸模与固定板的配合;间隙配合用于模具工作时需要相对运动的零件,如导柱与导套之间的配合等。模具中 二、模具零件的形位公差 形位公差是形状和位置公差的简称,它包括直线度、平面度、圆柱度、平行度、垂直度、同轴度、对称度及圆跳动公差等多种。根据模具零件的技术要求,应合理选用其形位公差的种类及数值。模具零件中常用的形位公差有平行度、垂直度、同轴度、圆柱度及圆跳动公差等,现分述如下: 1、平行度公差模板、凹模板、垫板、固定板、导板、卸料板、压边圈等板类零件的
注:1.基本尺寸是指被测表面的最大长度尺寸和最大宽度尺寸。 2.滚动式导柱模架的模座平行度公差采用公差等级4级。 2.垂直度公差矩形、圆形凹模板的直角面,凸、凹模(或凸凹模)固定板安装孔的轴线与其基准面,模板上模柄(压入式模柄)安装孔的轴线与其基准面,一般均应有垂直度要求,可按下表的垂直度公差选取。而上、下模板的导柱、导套安装孔的轴线与其基准面的垂直度公差,应按如下规定:安装滑动式导柱、导套时取为0.01:100;安装滚动式导柱、导套时取为0.005:100。 注:1.基本尺寸是指被测零件的短边长度。 2.垂直度公差是指以长边为基准,短边对长边垂直度的最大允许值。 3.圆跳动公差各种模柄的圆跳动公差可按下表选取。与模板固定的导套圆柱面的径向圆跳动公差,可根据模具精度要求选取4级或5级,在冷冲模国家标准中,其圆跳动公差
机械设计常用的典型零件
1.轴套类零件 这类零件一般有轴、衬套等零件,在视图表达时,只要画出一个基本视图再加上适当的断面图和尺寸标注,就可以把它的主要形状特征以及局部结构表达出来了。为了便于加工时看图,轴线一般按水平放置进行投影,最好选择轴线为侧垂线的位置。 在标注轴套类零件的尺寸时,常以它的轴线作为径向尺寸基准。由此注出图中所示的Ф14 、Ф11(见A-A断面)等。这样就把设计上的要求和加工时的工艺基准(轴类零件在车床上加工时,两端用顶针顶住轴的中心孔)统一起来了。而长度方向的基准常选用重要的端面、接触面(轴肩)或加工面等。 如图中所示的表面粗糙度为Ra6.3的右轴肩,被选为长度方向的主要尺寸基准,由此注出13、28、1.5和26.5等尺寸;再以右轴端为长度方向的辅助基,从而标注出轴的总长96。 2.盘盖类零件 这类零件的基本形状是扁平的盘状,一般有端盖、阀盖、齿轮等零件,它们的主要结构大体上有回转体,通常还带有各种形状的凸缘、均布的圆孔和肋等局部结构。在视图选择时,一般选择过对称面或回转轴线的剖视图作主视图,同时还需增加适当的其它视图(如左视图、右视图或俯视图)把零件的外形和均布结构表达出来。如图中所示就增加了一个左视图,以表达带圆角的方形凸缘和四个均布的通孔。
在标注盘盖类零件的尺寸时,通常选用通过轴孔的轴线作为径向尺寸基准,长度方向的主要尺寸基准常选用重要的端面。 3.叉架类零件 这类零件一般有拨叉、连杆、支座等零件。由于它们的加工位置多变,在选择主视图时,主要考虑工作位置和形状特征。对其它视图的选择,常常需要两个或两个以上的基本视图,并且还要用适当的局部视图、断面图等表达方法来表达零件的局部结构。踏脚座零件图中所示视图选择表达方案精练、清晰对于表达轴承和肋的宽度来说,右视图是没有必要的,而对于T字形肋,采用剖面比较合适。
注塑模具装配图公差规范
. 注塑模具工程图“公差”规范第一部分:配合公差部分0.001备注:重复配合部分,不重复说明(精度到千分位)H9/f9 一、定位圈::与浇口套配合(实际按三维是否需要)H9/f9 上固定板配合(小径):与T /m6(过渡)二、浇口套:与T上固定板配合:H7 R脱料板配合:锥度配合,采用基本尺寸与H7/f6 T上固定板:与部分拉料针配合:三、/m6 ,其中导套与导柱配合:与导柱配合:H7导柱固定端与模座之间一般 /f7的间隙配合。/f7或H8H7采用H7/m6或/k6的过度配合,导柱的导向部分通常采用H7 H7/g6 脱料板:与部分拉料针配合:四、R /h6(略紧)五、侧面限位拉板:与侧圆柱定位销配合:N7 (略松)/h6母模板:与侧圆柱定位销配合:H7六、A/m6 H7 与模仁配合:+0.1mm ,其中槽深公差:与零度定位块:K7 H7 与导套配合: /m6 H7S活动板:与模仁配合:七:+0.1mm ,其中槽深公差:与零度定位块:K7 H7 与导套配合: /m6 H7母模板:与模仁配合:八、BH7 与导套配合: H7 板的中托司导套配合:与EF 间隙配合(标准)H7 ,其中导套与导柱配合:上顶针板九、E:与导套(中托司)配合:与回针配合: /p6 :与垃圾钉配合:H7十、F下顶针板 顶针孔深度公差: K7 与中托司孔位配合: ;与导滑槽配合:H8/f8 十一、斜导柱、侧滑块:;/g7或与成型部分接触,防止溢料,采用H8/f7H8 /f7/f8与模架(或模仁)配合:十二、顶针:H8(直径大、材料流动性差);反之H8.. . /g6H5与型芯配合(八连管盖)配合: 十三、尼龙拉钉:与之相配合的孔位,均给配合:H7
公差与配合总结
机械精度设计 学习了<<互换性及技术基础测量>>这门课程之后,我了解到了机械精度是评价精密仪器和精密机械设备的性能和质量上的最重要的指标之一,精密机械和仪器设计是以精度为核心来考虑的,精度设计的质量不仅直接影响机器的精度,还将影响工艺和检测方法,经济成本等。因此精度设计是精密设备机械系统与结构设计的中心环节,是保证精密机械设备精良最重要的技术基础。 目前,设备仪器精度不断提高是科学研究和现代生产技术应用追求的永恒目标。随着科学技术发展的不同历史时期对精度要求的水平有所不同,近20年来科学技术迅速发展,对机器设备和仪器精度要求出现了数量级的变化。从精密测量三个阶段发展到极高的纳米精度测量。中等精度:直线位置误差1~10μm,主轴回转误差1~10μm圆分度度误差1”~10”。高精度:直线位置误差,0.1~1μm主轴回转误差0.1~1μm,圆分度误差0.2”~1”以内。超高精度:直线位置误差,0.1μm以内,主轴回转误差0.01~0.1μm圆度误差0.2”以内(有的还高至0.5~0.005μm) 。 最近又提出有纳米精度测量(5~0.05nm)。精密机械设备的精度无论多高总是存在误差,因此:精度的高低用误差的数值来表示,在设备机械系统与结构设计制造中,必须使误差限制在技术条件规定的精度范围内。进行精度分析的目的是要找出产生误差的根源和规律,分析误差对设备精度的影响以及合理地选择方案,结构设计确定技术参
数和设置必须的补偿环节,在保证经济性的基础上达到高的精度。 误差大致分为三类:1.系统误差:在同一条件下,多次重复测试同一量时,误差的数值和正负号有较明显规律(如线性规律,周期规律等)该误差是在测量之前就存在。有规律可以补偿。2.随机误差:在相同条件下多次重复测试同一量时,测出的数值没有明显的规律它是由很多难以控制微小因素造成的,如要材料特性正常波动,试验条件的微小变化等、测试数值变化发生出于偶然很难消除。3.过失误差:过失误差明显地歪曲试验结果,如错测、读错、记错或算错,过失误差数据是不能被采用的,在进行误差分析只时考虑系统误差和随机误差。 精度设计要根据使用要求确定设备或仪器的总误差,再将总误差分配到各个误差源中去,形成对各组成部件,零件的技术要求,这个过程称为精度设计。机器精度设计的原则:1、功能保证原则:它是机器精度设计的出发点和归宿。2、互换性原则:机械零件几何参数互换性,是指同种零件在几何参数方面能够相互替换的性能,机械零件的形体千差万别,从一些典型零件来看就有圆柱形、圆锥形、单键、花键、螺纹、齿轮等。虽然形体各异但它们都是一些点、线、面等几何组成。如实际零件在制造中由于“机床、刀具、夹具、工件”工艺系统有误差存在,致使其尺寸几何要素之间的相互位置,线与面的宏观几何形状,表面微观几何形状出现误差,这些误差被称尺寸误差、位置误差、形位误差和表面粗糙度。为了实现零件互换按一定要求,把这些几何要素误差限制在相应的尺寸公差、位置公差、形状公差和
常用公差表
常用公差表
2.垂直度公差矩形、圆形凹模板的直角面,凸、凹模(或凸凹模)固定板安装孔的轴线与其基准面,模板上模柄(压入式模柄)安装孔的轴线与其基准面,一般均应有垂直度要求,可按下表的垂直度公差选取。而上、下模板的导柱、导套安装孔的轴线与其基准面的垂直度公差,应按如下规定:安装滑动式导柱、导套时取为0.01:100;安装滚动式导柱、导套时取为0.005:100。
注:1.基本尺寸是指被测零件的短边长度。 2.垂直度公差是指以长边为基准,短边对长边垂直度的最大允许值。 3.圆跳动公差各种模柄的圆跳动公差可按下表选取。与模板固定的导套圆柱面的径向圆跳动公差,可根据模具精度要求选取4级或5级,在冷冲模国家标准中,其圆跳动公差值已直接标注在导套零件图上。 基本尺寸>18~30>30~50>50~120>120~250公差等级8 公差值0.0250.0300.0400.050 4.同轴度公差阶梯式的圆截面凸模、凹模、凸凹模的工作直径与安装直径(采用过渡配合压入固定板内),阶梯式导柱的工作直径与安装(采用过盈配合压入模板内),均应有同轴度要求,其同轴度公差可按下表选取。
注:基本尺寸是指被测零件的直径。 5.圆柱度公差导柱与导套配合的圆柱面,其圆柱度公差一般可按6级精度选取。在冷冲模国家标准中,其圆柱度公差值已直接标注在导柱、导套零件图上。 三、模具零件的表面粗糙度要求 模具零件表面质量的高低用表面粗糙度衡量,通常以R a(μm)表示。R a数值愈小,表示其表面质量愈高。模具零件的工作性能如耐磨性、抗蚀性及强度等,在很大程度上受其表面质量的影响。模具零件的表面质量越高,其寿命也越长。但从另一方面看,对模具零件表面质量要求过高,则增加了模具制造成本。因此,应合理选用模具零件的表面粗糙度。
典型零件的公差配合
1滚动轴承的公差与配合 1.1概述 滚动轴承是由专业生产的一种标准部件,在机器中 起支承作用,并以滚动代替滑动,以减小运动副的摩擦 及其磨损,滚动轴承由内圈、外圈、滚动体和保持架组 成。其内圈内径d与轴颈配合,外圈外径D与外壳孔配 合,如图1所示。滚动轴承按可承受负荷的方向分为向 心轴承、向心推力轴承和推力轴承等;按滚动体的形状 分为球轴承、滚子轴承、滚针轴承等。通常,滚动轴承 工作时,内圈与轴径一起旋转,外圈在外壳孔中固定不 动,即内圈和外圈以一定的速度作相对转动。滚动轴承 的工作性能和使用寿命主要取决于轴承本身的制造精 度,同时还与滚动轴承相配合的轴颈和外壳孔的尺寸公 差、形位公差和表面粗糙度以及安装正确与否等因素有 关,有关的详细内容在国家标准GB/T275-1993中均做了规定。 图1滚动轴承结构 1.2滚动轴承的精度等级及其应用 滚动轴承的公差等级由轴承的尺寸公差和旋转精度决定。根据GB/T30 1-1994和GB/T30 4-2002规定,向心轴承的公差等级,由低到高依次分为P0、P6、P5、P4和P2五个等级(相当于GB30 3—1984中的G、E、D、C、B级),圆锥滚子轴承的公差等级分为P0、P6x、P5和P4四级,推力轴承的公差等级分为P0、P6、P5和P4四级。 P0级轴承在机械制造业中应用最广,通常称为普通级,在轴承代号标注时不予注出。它用于旋转精度、运动平稳性等要求不高、中等负荷、中等转速的一般机构中,如普通机床的变速机构和进给机构,汽车和拖拉机的变速机构等。 P6、P6x级轴承应用于旋转精度和运动平稳性要求较高或转速要求较高的旋转机构中,如普通机床主轴的后轴承和比较精密的仪器、仪表等的旋转机构中的轴承。 P5、P4级轴承应用于旋转精度和转速要求高的旋转机构中,如高精度的车床和磨床、精密丝杠车床和滚齿机等的主轴轴承。 P2级轴承应用于旋转精度和转速要求特别高的精密机械的旋转机构中,如精密坐标镗床和高精度齿轮磨床和数控机床的主轴等轴承。 1.3滚动轴承内、外径的公差带及特点 由于滚动轴承是标准部件,所以滚动轴承内圈与轴颈的配合采用基孔制,滚动轴承外圈与外壳孔的配合采用基轴制。 通常情况下,滚动轴承的内圈是随轴一起旋转的,为防止内圈和轴颈的配合面之间相对滑动而导致磨损,影响轴承的工作性能和使用寿命,因此要求滚动轴承的 图2滚动轴承内、外径公差带
模具零件公差标准
A 第 1 页,共 4 页 通用公差 前模 后模玉 0/-0.01 对应项目 QC 放用标准 B B A 模玉外围 B C 管位框中心 管位框大小 ±0.01 0/+0.02 D 原身管位 ±0.01 0/-0.02 -0.02/+0.05 B B EDM ,CNC 加工 -0.02/+0.05 E F PL 面 0/+0.02 A G 镶件孔 镶(顶)针孔 按产品材料确定公差 斜顶孔 E G H I J K M N 行位槽 铲基槽 0/+0.02 0/+0.02 0/+0.02 K 碰(擦)穿位 0.00/+0.05 F 枕位 0/+0.02 ±0.01 0.00/+0.05 D 0/+0.02 镶件挂肩深度 运水孔中心 螺丝孔中心 ±0.20 ±0.20 ±0.50 ±0.50 M CNC 加工胶位 0/+0.05 ±0.05 EDM 加工胶位 0/+0.05 ±0.05 E N 胶位 公差 G 省模后胶位 ±0.03 说明: C 1.本公差标准仅适用于本司加工的模具零部件.外发加工不适用. 2.如果图纸或客户文件另有公差要求,以图纸或客户文件要求的公差 为准,QC 不可使用本表中的放用标准. E MODERN PRECISION PLASTICS & MOULD CO.,LTD. 现代精密塑胶模具(深圳)有限公司 G 模具零件通用尺寸公差标准 零件名称 制定日期 模玉 适用模具等级 修订日期 所有模具 2007-8-1 2008-12-15 版本号 2.0
第 2 页,共 4 页 QC 放用 标准 对应项目 通用公差 B B A CORE 外形 0/-0.01 B 镶件外形 0/-0.01 C 镶件外形 +0.02/+0.05 D 镶件斜度 ±0.05° A 0~-0.1 E F 0/+0.01 0/+0.01 顶针槽 G 挂肩高度 0/-0.01 0/+0.02 0/+0.05 A 0/+0.02 F 普通 磨床加工胶位 尺寸 CNC 加工胶位 胶位 EDM 加工胶位 ±0.05 ±0.05 E B B 说明: B D 1.本公差标准仅适用于本司加工的 模具零部件.外发加工不适用. 2.如果图纸或客户文件另有公差要 求,以图纸或客户文件要求的公差 为准,QC 不可使用本表中的放用标 准. E F G E B B MODERN PRECISION PLASTICS & MOULD CO.,LTD. 现代精密塑胶模具(深圳)有限公司 B C B 模具零件通用尺寸公差标准 G B B 零件名称 CORE/镶件 适用模具等级 制定日期 2007-8-1 修订日期 所有模具 C 版本号 2.0