烘烤流程图
烘烤类糕点(面包)工艺流程图
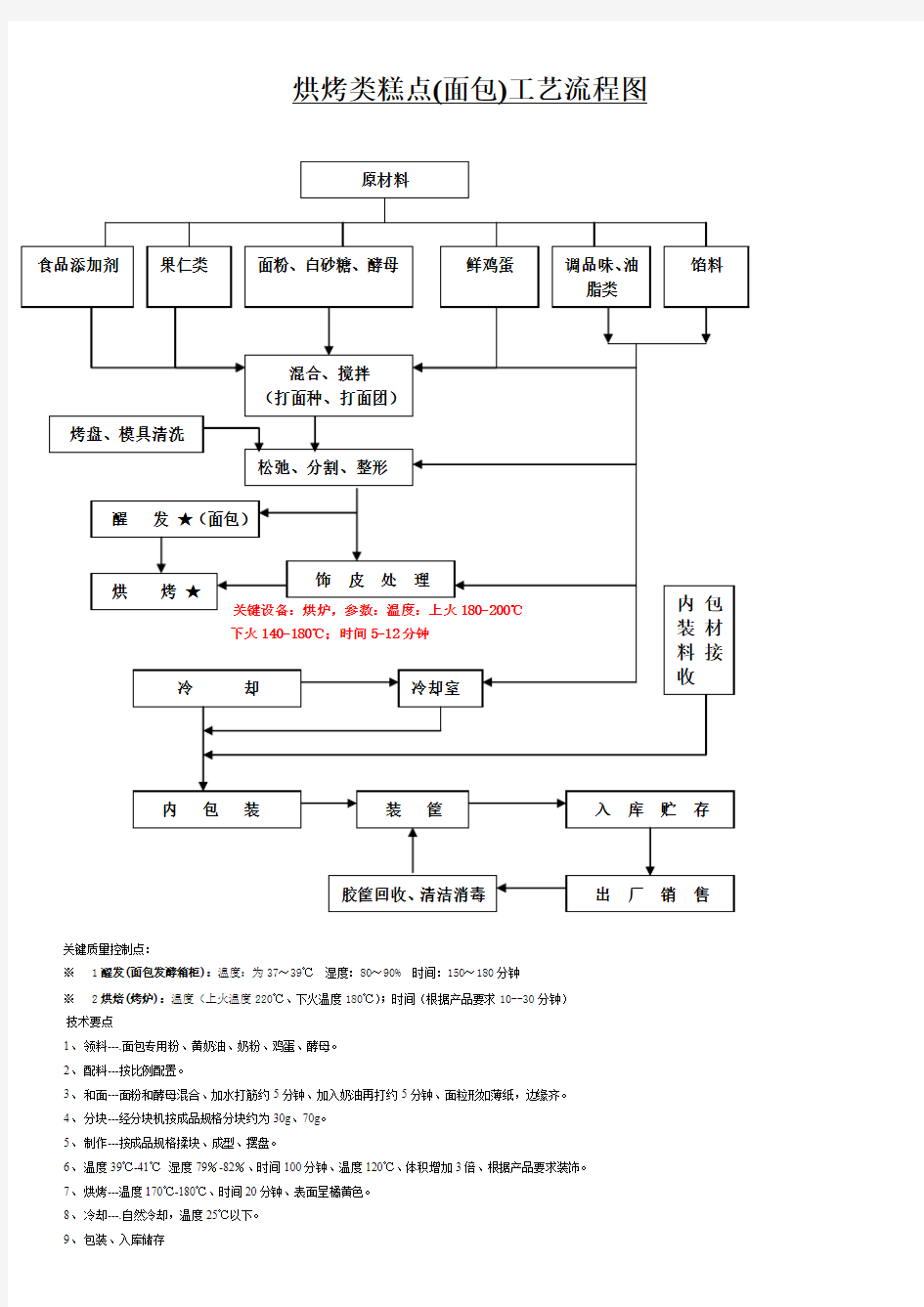
关键质量控制点:
※1醒发(面包发酵箱柜):温度:为37~39℃湿度:80~90% 时间:150~180分钟
※2烘焙(烤炉):温度(上火温度220℃、下火温度180℃);时间(根据产品要求10--30分钟)
技术要点
1、领料---.面包专用粉、黄奶油、奶粉、鸡蛋、酵母。
2、配料---按比例配置。
3、和面---面粉和酵母混合、加水打筋约5分钟、加入奶油再打约5分钟、面粒形如薄纸,边缘齐。
4、分块---经分块机按成品规格分块约为30g、70g。
5、制作---按成品规格揉块、成型、摆盘。
6、温度39℃-41℃ .湿度79%-82%、时间100分钟、温度120℃、体积增加3倍、根据产品要求装饰。
7、烘烤---温度170℃-180℃、时间20分钟、表面呈橘黄色。
8、冷却---.自然冷却,温度25℃以下。
9、包装、入库储存
车间生产工艺流程图
车间生产工艺流程图 实木车间 1.文件柜类:素板→大平砂→开毛料→贴面→精截→封边→钻孔→ 试装→半成品 2.茶几或沙发架: 锯材→干燥→截断→纵剖→压刨→划线→铣型→ 开榫头、榫槽→钻孔→手工组装→打磨→半成品 3.班台或会议桌: 素板(锯材)→大平砂(干燥)→开毛料(截断)→加厚 (纵剖)→精截(压刨)→加宽(胶贴)→贴面(热压)→ 铣型(精截)→手工组装(包括打磨、打腻子、封边、 钻孔)→试装→半成品 油漆车间 白坯→机磨(大平面)→手磨(小面、曲边)→擦色(打水灰、打底得宝、打腻子)→机磨(大平面)→手磨(小面、曲面)→PU(第1道底漆)→ 机磨(打平面)→手磨(小面、曲面)→PE(第2道底漆)→打磨(机磨、 手磨)→修补→修色→手磨→面漆→干燥→试装→包装 板式车间 1.开料→手工→封边→钻孔→镂铣、开槽→清洗→试装→包装 2.开料→力刨→涂胶→贴面→冷压→精截→手工→封边→钻孔 →镂铣、开槽→清洗、修边→试装→包装 沙发车间 裁皮、开棉→打底(电车)→粘棉→扪皮(组装)→检验→包装
转椅车间 裁布(皮)、开棉→车位、粘绵→扪皮→组装→检验→包装 屏风车间 开料(铝材)→喷胶→贴绵→扪布(打钉)→组装→试装→包装 五金车间 1.椅架类: 开料→弯管→钻孔、攻牙→焊接→打磨→抛光→喷涂 2.钢板类: 开料→冲板(圆孔、圆凸、方孔、方凸、小梅花、大梅花、 网孔、菱凸)→折弯→焊接→打磨→喷涂 3.台架类: 开料→冲弯→钻孔、攻牙→焊接→打磨→抛光→喷涂 4.电镀类: 开料→开皮→冲弯→焊接→打磨→精抛→电镀 总:开料(裁剪、剪板)→制造(冲床、弯管、钻孔、攻牙)→成型(焊接、打磨、抛光)→喷涂、电镀 喷涂车间 清洗→凉干→打磨→喷漆(喷粉)→电烤→包装
蛋糕的生产工艺流程
工艺流程 蛋糕工艺规程 1.原材料验收 1.1检查合格供货商目录,确认供应商为经过评审合格的供应商 1.2检查运输车辆是否专车专用,车厢是否清洁卫生。 1.3检查货单,确认货物数量、名称,检查原料表示是否齐全,是否有QS标志,是否有详细的配料表、生产日期、保质期。 1.4检查内包装是否完好 2.储存:按照“先进先用”的原则分类摆放于相应的库房中。 3.鸡蛋清洗消毒:将鸡蛋放入洗蛋间进行清洗干净,确保鸡蛋表面没有其他杂物,然后放配制好的消毒水中浸泡5分钟,浸泡时确保消毒水淹没鸡蛋;用流水冲洗鸡蛋,冲去消毒剂残留。 4.配料 4.1向打面机中加入适量糖、盐等调料; 4.2向打面机中加入适量面粉,放入打好的鸡蛋; 4.3向打面机中加入改良剂 5.搅拌、压面 向打面机中加入水搅拌至面团蓬松匀实状态,把打好的面团多次揉压,使面团有筋度。
6.称量:按要求称量,制作面团 7.开酥:把压好的的面团通过开酥机开酥 8.成型 8.1按要求制作成各式蛋糕 8.2做有馅的产品按要求将馅包在面包胚中,放在专用托盘中 9.装饰:按要求进行装饰,要做到美观大方 10.烘烤:放入180度的烤炉中烘烤10分钟,注意蛋糕表面不能发黑 11.放凉:取出蛋糕,放于专用货架上,放于凉冻间散热,等表面温度降下来时再用吹风机进行凉冻 12.包装材料验收 12.1对照合格供应商目录检查供应商资质 12.2检查包装是否完好 12.3定期抽样化验微生物指标,合格后方可使用 13.内包装消毒 把内包装材料放入专用的消毒柜内用紫外灯进行消毒,放入专用的消毒柜内的包装材料有摊开,以便于消毒,消毒时间至少要保证1小时以上 14.包装 14.1检查包装材料包装是否完好,包装破损的不能使用14.2检查外观质量,挑拣杂质,然后进行包装
糕点生产工艺流程图及车间平面图
蒸煮类糕点生产工艺流程图 (GB317-2006、GB1355-1986、GB2748-2003 GB 9683-1988、GB 9687-1988) **原辅料、包材验收 打蛋 废弃物 蛋处理 低筋粉、白糖、牛奶、色拉油、泡大粉等 (搅拌机、电子秤:满足GB2760、及工艺配方要求) **配料搅拌 入库配送 备注:**标注为关键控制工序;()为关键设备及参数.
小西饼生产工艺流程图 入库配送 备注:**标注为关键控制工序;()为关键设备及参数.
蛋糕生产工艺流程图 (GB317-2006、GB8608-1988、GB2748-2003 GB 9683-1988、GB 9687-1988) **原辅料、包材验收 废弃物 蛋处理 打蛋 面粉、白糖、牛奶、 泡打粉、塔塔粉等 **配料搅拌 (打蛋机、 电子秤:满足GB2760、及工艺配方要求) (成型操作台、蛋糕坯模:根据不同工艺规范书) 成型 (电热平炉:温度120--200℃、时间10--45min 根据具体产品规格不同而制定不同工艺规范书) **烘烤 自然冷却 脱模 入库配送 备注:**标注为关键控制工序;()为关键设备及参数. 摊凉
面包生产工艺流程图 (GB317-2006、LS/T3201-1993、GB2748-2003 QB/T1501-1992、NY479-2002、GB 9683-1988) **原辅料、包材验收 备注:**标注为关键控制工序;()为关键设备及参数. (电子秤、分割机) (搅拌机) (电子秤:依据GB2760及工艺规范书) 计量、自动分割滚圆 搅拌和面 面粉、白糖、酵母、 酥油、面包改良剂等 **配料
火力发电厂生产流程图
火力发电厂生产流程图 火力发电厂生产流程 1、前言 火力发电厂是利用化石燃料燃烧释放的热能发电的动力设施,包括燃料燃烧释热和热能电能转换以及电能输出的所有设备、装置、仪表器件,以及为此目的设置在特定场所的建筑物、构筑物和所有有关生产和生活的附属设施。主要有蒸汽动力发电厂、燃气轮机发电厂、内燃机发电厂几种类型.\ 2、火力发电厂生产流程 3、汽轮机本体 Highway 1/2. Rail transportation and land use there ... Big. Urban rail transit as a low-pollution urban public transport has become a major positive development and construction of the city's main transport infrastructure through the construction of urban rail transit will help curb rapid growth in traffic demand and help reduce the core frequency
汽轮机本体(steam turbine proper)是完成蒸汽热能转换为机械能的汽轮机组的基本部分,即汽轮机本身。它与回热加热系统、调节保安系统、油系统、凝汽系统以及其他辅助设备共同组成汽轮机组。汽轮机本体由固定部分(静子)和转动部分(转子)组成。固定部分包括汽缸、隔板、喷嘴、汽封、紧固件和轴承等。转动部分包括主轴、叶轮或轮鼓、叶片和联轴器等。固定部分的喷嘴、隔板与转动部分的叶轮、叶片组成蒸汽热能转换为机械能的通流部分。汽缸是约束高压蒸汽不得外泄的外壳。汽轮机本体还设有汽封系统。如下图所示。 4、锅炉本体 锅炉设备是火力发电厂中的主要热力设备之一。它的任务是使燃料通过燃烧将化学能转变为热能,并且以此热能加热水,使其成为一定数量和质量(压力和温度)的蒸汽。 由炉膛、烟道、汽水系统(其中包括受热面、汽包、联箱和连接管道)以及炉墙和构架等部分组成的整体,称为“锅炉本体”。如下图所示。 5、热力系统及辅助设备 汽轮机部分的辅助设备有凝汽器、水泵、回热加热器、除氧器等。把锅炉、汽轮机及其辅助设备按汽水循环过程用管道和附件连接起来所构成的系统,叫做发电厂的热力系统。 he core frequencyinfrastructure through the construction of urban rail transit will help curb rapid growth in traffic demand and help reduce tpollution urban public transport has become a major positive development and construction of the city's main transport -Highway 1/2. Rail transportation and land use there ... Big. Urban rail transit as a low2 发电厂的热力系统按照不同的使用目的分为“原则性热力系统”、“全面性热力系统”、“汽轮机组热力系统”等。如下图所示。
[火力发电厂基本流程]火力发电厂建设流程
[火力发电厂基本流程]火力发电厂建设流程火力发电厂基本流程 一、概述 电力工业的能源主要是水能、燃料热能和原子能。利用燃料热能发电的工厂叫火力发电厂。图1-1-1是火力生产过程和主要设备示意图。 图1-1-1火力生产过程和主要设备示意 图发电厂的设备主要由锅炉、汽轮机、发电机、凝汽器、水泵等组成。主要生 产过程是,锅炉中的水吸收燃料燃烧时放出的热量,变成具有一定压力和温度的蒸汽送入汽轮机。在流经汽轮机时,通过喷嘴降低压力和温度,提高蒸汽流动速度。这种高速的蒸汽流冲动汽轮机转子上的叶片旋转,并带动同一轴上的发电机转子旋转而发出电来。做完功的蒸汽送入凝汽器中被凝结成水(或送至热用户),然后由给水泵提高压力后再送回锅炉继续加热,进行往复循环。
由此可见,电能的生产过程是一系列的能量转换过程。即在锅炉内把燃料的化学能转变成蒸汽的热能;在汽轮机内把蒸汽的热能转变成轴旋转的机械能;在发电机内把机械能转变成电能。参与上述能量转换过程的工质是水和蒸汽。 二、热交换 热交换就是由于温差而引起的两个物体或同一物体各部分之间的热量传递过程。在发电厂中,热交换的好坏直接影响着发电厂的经济性。热交换一般通过热传导、热对流和热辐射三种方式来完成。 1、热传导(导热)是指直接接触的物质各部分分子间进行热量传递过程。 2、热对流是指流体各部分发生相对位移而引起的热量交换。这种换热方式只能在液体和气体中进行。在发电厂中,无论是液体还是气体,在流动时均与固体壁面接触,且进行热量交换,我们把流体与壁面间的热交换过程称为对流换热。 3、热辐射
前面谈过的热传导和热对流都是在物体或物质中进行的热量交换。在实际生活中常遇到无需两物体接触就可进行换热的情况。如衣服湿可放在炉旁烤一会就干了,夏天在烈日下站一会儿就热的受不了等,产生这些情况的原因是有热射线的作用,热射线传播热能的过程叫做热辐射。实验证明,一切物质只要其温度高于绝对零度,总是随时随地的向其周围发射辐射能,物体的温度越高,辐射能越大。任何物体在向其周围发射辐射能的同时,也在不断的吸收其他物体来的辐射能,物体的吸收能力越强,其辐射能力也越强。 在发电厂中比较典型的辐射换热,如炉膛中,炽热的煤粉与水冷 壁之间的热交换,高温烟气与过热器外管壁之间的热交换等。 内容仅供参考
火力发电厂的设备作用和各系统流程
火力发电厂的设备作用和各系统流程 一、燃烧系统生产流程 来自煤场的原煤经皮带机输送到位置较高的原煤仓中,原煤从原煤仓底部流出经给煤机均匀地送入磨煤机研磨成煤粉。自然界的大气经吸风口由送风机送到布置于锅炉垂直烟道中的空气预热器内,接受烟气的加热,回收烟气余热。从空气预热器出来约250左右的热风分成两路:一路直接引入锅炉的燃烧器,作为二次风进入炉膛助燃;另一路则引入磨煤机入口,用来干燥、输送煤粉,这部分热风称一次风。流动性极好的干燥煤粉与一次风组成的气粉混合物,经管路输送到粗粉分离器进行粗粉分离,分离出的粗粉再送回到磨煤机入口重新研磨,而合格的细粉和一次风混合物送入细粉分离器进行粉、气分离,分离出来的细粉送入煤粉仓储存起来,由给粉机根据锅炉热负荷的大小,控制煤粉仓底部放出的煤粉流量,同时从细粉分离器分离出来的一次风作为输送煤粉的动力,经过排粉机加压后与给粉机送出的细粉再次混合成气粉混合物,由燃烧器喷入炉膛燃烧。 二、汽水系统生产流程 储存在给水箱中的锅炉给水由给水泵强行打入锅炉的高压管路,并导入省煤器。锅炉给水在省煤器管内
吸收管外烟气和飞灰的热量,水温上升到300左右,但从省煤器出来的水温仍低于该压力下的饱和温度(约330),属高压未饱和水。水从省煤器出来后沿管路进入布置在锅炉外面顶部的汽泡。汽包下半部是水,上半部是蒸汽,下半部是水。高压未饱和水沿汽泡底部的下降管到达锅炉外面底部的下联箱,锅炉底部四周的下联箱上并联安装上了许多水管,这些水管内由下向上流动吸收炉膛中心火焰的辐射传热和高温烟气的对流传热,由于蒸汽的吸热能力远远小于水,所以规定水冷壁内的气化率不得大于40%,否则很容易因为工质来不及吸热发生水冷壁水管熔化爆管事故。 锅炉设备的流程 一、锅炉燃烧系统 1、作用:使燃料在炉内充分燃烧放热,并将热量尽可能多的传递给工质,并完成对省煤器和水冷壁水管内的水加热,对过热器和再热器管内的干蒸汽加热,对空气预热器管内的空气加热。 2、系统组成:燃烧器,炉膛,空气预热器组成。 二、锅炉的汽水系统 1、作用:对水进行预热、气化和蒸汽的过热,并尽可能多地吸收火焰和烟气的热量。
火电厂工艺流程简介教学提纲
火电厂工艺流程 火力发电厂。 以煤、石油或天然气作为燃料的发电厂统称为火电厂 1、火电厂的分类 (1)按燃料分类: ①燃煤发电厂,即以煤作为燃料的发电厂;邹县、石横青岛等电厂 ②燃油发电厂,即以石油(实际是提取汽油、煤油、柴油后的渣油)为燃料的发电厂; 辛电电厂 ③燃气发电厂,即以天然气、煤气等可燃气体为燃料的发电厂; ④余热发电厂,即用工业企业的各种余热进行发电的发电厂。此外还有利用垃圾及工 业废料作燃料的发电厂。 (2)按原动机分类:凝汽式汽轮机发电厂、燃汽轮机发电厂、内燃机发电厂和蒸汽-燃汽轮机发电厂等。 (3)按供出能源分类: ①凝汽式发电厂,即只向外供应电能的电厂; ②热电厂,即同时向外供应电能和热能的电厂。 ( 4)按发电厂总装机容量的多少分类: 容量发电厂,其装机总容量在100MW以下的发电厂; ②中容量发电厂,其装机总容量在100~250MW范围内的发电厂; ③大中容量发电厂,其装机总容量在250~600MW范围内的发电厂; ④大容量发电厂,其装机总容量在600~1000MW范围内的发电厂; ⑤特大容量发电厂,其装机容量在1000MW及以上的发电厂。 (5)按蒸汽压力和温度分类:①中低压发电厂,其蒸汽压力在3.92MPa(40kgf/cm2)、温度为450℃的发电厂,单机功率小于25MW;地方热电厂。 ②高压发电厂,其蒸汽压力一般为9.9MPa(101kgf/cm2)、温度为540℃的发电厂,单机功率小于100MW; ③超高压发电厂,其蒸汽压力一般为13.83MPa(141kgf/cm2)、温度为540/540℃的发电厂,单机功率小于200MW; ④亚临界压力发电厂,其蒸汽压力一般为16.77MPa(171 kgf/cm2)、温度为540/540℃的发电厂,单机功率为30OMW直至1O00MW不等; ⑤超临界压力发电厂,其蒸汽压力大于22.llMPa(225.6kgf/cm2)、温度为550/550℃的发电厂,机组功率为600MW及以上,德国的施瓦茨电厂; ⑥超超临界压力发电厂, 其蒸汽压力不低于31 MPa、温度为593℃. 水的临界压力:22.12兆帕;临界温度:374.15℃ (6)按供电范围分类: ①区域性发电厂,在电网内运行,承担一定区域性供电的大中型发电厂; ②孤立发电厂,是不并入电网内,单独运行的发电厂; ③自备发电厂,由大型企业自己建造,主要供本单位用电的发电厂(一般也与电网相连)。
火力发电厂基本生产过程
(共享) 火力发电厂基本生产过程 一第一部分概述 以煤、石油或天然气作为燃料的发电厂统称为火电厂。山东省的电厂95%以上是火力发电厂。 1、火电厂的分类 (1)按燃料分类:①燃煤发电厂,即以煤作为燃料的发电厂;邹县、石横青岛等电厂 ②燃油发电厂,即以石油(实际是提取汽油、煤油、柴油后的渣油) 为燃料的发电厂;辛电电厂 ③燃气发电厂,即以天然气、煤气等可燃气体为燃料的发电厂; ④余热发电厂,即用工业企业的各种余热进行发电的发电厂。此外 还有利用垃圾及工业废料作燃料的发电厂。 (2)按原动机分类:凝汽式汽轮机发电厂、燃汽轮机发电厂、内燃机发电厂和蒸汽-燃汽轮机发电厂等。 (3)按供出能源分类:①凝汽式发电厂,即只向外供应电能的电厂; ②热电厂,即同时向外供应电能和热能的电厂。 (4)按发电厂总装机容量的多少分类:①小容量发电厂,其装机总容量在100MW以下的发电厂; ②中容量发电厂,其装机总容量在100~250MW 范围内的发电厂; ③大中容量发电厂,其装机总容量在250~600MW范围内的发电厂; ④大容量发电厂,其装机总容量在600~1000MW范围内的发电厂; ⑤特大容量发电厂,其装机容量在1000MW及以上的发电厂。 (5)按蒸汽压力和温度分类:①中低压发电厂,其蒸汽压力在3.92MPa(40kgf/cm2)、 温度为450℃的发电厂,单机功率小于25MW;地方热 电厂。 ②高压发电厂,其蒸汽压力一般为9.9MPa(101kgf/ cm2)、温度为540℃的发电厂,单机功率小于100MW; ③超高压发电厂,其蒸汽压力一般为13.83MPa(141kgf /cm2)、温度为540/540℃的发电厂,单机功率小于 200MW; ④亚临界压力发电厂,其蒸汽压力一般为16.77MPa(171 kgf/cm2)、温度为540/540℃的发电厂,单机功率为 30OMW直至1O00MW不等; ⑤超临界压力发电厂,其蒸汽压力大于22.llMPa (225.6kgf/cm2)、温度为550/550℃的发电厂,机 组功率为600MW及以上,德国的施瓦茨电厂。
火力发电厂生产工艺流程介绍
火力发电厂生产工艺流程介绍 1、前言 火力发电厂是利用化石燃料燃烧释放的热能发电的动力设施,包括燃料燃烧释热和热能电能转换以及电能输出的所有设备、装置、仪表器件,以及为此目的设置在特定场所的建筑物、构筑物和所有有关生产和生活的附属设施。主要有蒸汽动力发电厂、燃气轮机发电厂、内燃机发电厂几种类型. 2、火力发电厂生产流程如下图所示。 3、汽轮机本体 汽轮机本体(steam turbine proper)是完成蒸汽热能转换为机械能的汽轮机组的基本部分,即汽轮机本身。它与回热加热系统、调节保安系统、油系统、凝汽系统以及其他辅助设备共同组成汽轮机组。汽轮机本体由固定部分(静子)和转动部分(转子)组成。固定部分包括汽缸、隔板、喷嘴、汽封、紧固件和轴承等。转动部分包括主轴、叶轮或轮鼓、叶片和联轴器等。固定部分的喷嘴、隔板与转动部分的叶轮、叶片组成蒸汽热能转换为机械能的通流部分。汽缸是约束高压蒸汽不得外泄的外壳。汽轮机本体还设有汽封系统。如下图所示。
4、锅炉本体 锅炉设备是火力发电厂中的主要热力设备之一。它的任务是使燃料通过燃烧将化学能转变为热能,并且以此热能加热水,使其成为一定数量和质量(压力和温度)的蒸汽。 由炉膛、烟道、汽水系统(其中包括受热面、汽包、联箱和连接管道)以及炉墙和构架等部分组成的整体,称为“锅炉本体”。如下图所示。
5、热力系统及辅助设备 汽轮机部分的辅助设备有凝汽器、水泵、回热加热器、除氧器等。把锅炉、汽轮机及其辅助设备按汽水循环过程用管道和附件连接起来所构成的系统,叫做发电厂的热力系统。 发电厂的热力系统按照不同的使用目的分为“原则性热力系统”、“全面性热力系统”、“汽轮机组热力系统”等。如下图所示。
工厂生产流程细节
工厂生产流程细节 一.订单 1,收到订单; ①.应按工厂生产安排进度确定订单中交货日期是否适宜;如有问题,应及 时商量安排. ②.及时对好适合订单的材料仓库有无库存 爱仔-----注塑/贴头 反应国核对仓库 阿卿-----框架电池 没有库存的材料及时反馈安排。 为更有效率安排生产,应在工厂/仓库划分一块区用来堆放未上生产线的订单材料(包含此订单工厂已有的库存成品) 厂长、仓库主管、生产主管、拉长应及时记录未生产订单的材料,进行跟踪安排;在离上一订单完成前5天内必须做到下一订单材料已备齐全。同时有必要划分一块进行待出货区(已生产的订单未及时出货或未及时送出贴标)。 阿国—来料、点数、核对、分开至相对应订单材料区,再进行核实。在对应生间订单中对材料进行记录; 阿卿---(框架),在相对应生产订单材料区对来进行材料跟踪记录,核对来料是否正确,对来料质量进行抽检(有必要对来货材料做出想对
应的样板检察材料是否标准,确保在下生产线来料准确无误;应 避免在生产过程中出现材料不对或质量不行等问题 爱仔---(注塑、贴头),在相对应生产订单材料区进行材料跟踪记录;确保所备材料完全符合生产要求标准 2,出货 送贴标成品和直接出货成品 爱仔应把相对应订单的成品进行打包,装箱;写明细送货单,然后阿卿或阿国或厂长应对打包货物进行抽查复核签名。无论是爱仔或厂长,阿国和阿卿应谨慎严格进行质量和数量把关确保做出货物符合客户要求质量,避免做错型号或尺寸、或产品质量根本不过关; 3,出货后清理: 阿国进行盘查,确保订单出货数量符合来料数量!所来料订单型号数量有多应及时入库记录分类以备下次相对应订单做货,做到节约成本。 相关负责人必须做到:来料清楚,入库仔细,做货谨慎,出货核实无误。 做货过程中出现在不良材料,如坏IC,应当分类储存好以备退货或换货,需要及时换板出货的,则应退坏出市场换合格IC板。主管需要告知工厂生产同事严格对待生产材料避免生产过程出现因手工问题而出现的大量坏材料. 电芯退货需知:
蛋糕生产的工艺流程和关键控制点作业指导书
蛋糕作业指导书 工艺流程:配料(※)→和面→成型→烘烤(※)→冷却→包装→检验→入库 使用设备:和面机、打面桶、打蛋机、远红外线热烤炉、电子秤、多功能自动墨轮打码封口机。 工具:操作台板、台秤、箩筛、烤盘、模具、架子车、丝网盘、不锈钢盆、挤花袋嘴、锯刀、蛋糕专用布。 蛋糕成型的控制参数:鸡蛋控制在45﹪左右、糖在40﹪左右、蛋糕油在0.8 ﹪左右、添加剂符合GB 2760的规定、水在10﹪左右。 蛋糕的质量要求:糕型复合模具,烤盘制品达到厚薄均匀,不凹陷、不凸顶、切块完整,蛋糕表面呈棕红色,底部呈深棕红色、内部淡黄色,刀口松软,细润爽口有弹性,不粘牙、无鸡蛋腥味,组织细腻呈海绵状、气孔均匀无面疙瘩、无杂质。 操作: 一、配料:(※关键控制点) 1、原辅料验收合格。根据产量按比例准备好原辅料。 2、将生产所需物料运到配料室,把鸡蛋打好放在不锈钢盆里,再用筛子把面粉过筛,油脂、糖、水、蛋糕油、添加剂称好备用。 原料称量的顺序:根据产品标准由小到大进行称量,500g以内物料用天平称量,5kg以内物料用案秤称量,5kg以上用台秤称量。 3、将配好的物料排放整齐,并注明数量、品名。 4、配料过程工作人员要填写好工作记录。 二、和面: 把鸡蛋、糖、蛋糕油、油、添加剂倒入打蛋机中,打至蛋糊起泡发白后,加入面粉,搅匀即可。 三、成型: 把蛋糊倒入不锈钢盆中,静置一会儿,用挤花袋挤入蛋糕模具中烘烤盘中。 四、烘烤:(※关键控制点烤制温度上火190℃、下火170℃,烤制时间30 分钟左右) 1、将蛋糕模具烘烤盘放入烤箱中烘烤。用上火190℃、下火170℃烤至蛋糕
表面棕红色,底部深棕红色,大约烤30分钟左右,烤好后出炉。 2、烘烤要由专人负责。烘烤过程填写好生产记录。 五、冷却: 把烤好的蛋糕转移到冷却间冷却,大约5-6小时左右,达到质量要求。进入包装车间包装,入库。 六、包装: 将要分装的蛋糕移入不锈钢台板上,按包装规格大小,进行袋装,由包装人员进行称重定量。净含量符合JJF1070的规定。将称好的产品经封口机封口,然后装箱待检,合格后办理产品入库手续。 七、检验: 质检人员根据检验要求对产品进行抽样检查。在这个环节主要检查袋装的重量和装箱的袋数。 八、入库: 将包装好检验合格的蛋糕箱子封口,然后办理入库手续,进行入库。 九、注意事项: 1、每天开工前一个小时,先将工作间的所有紫外灯打开,对生产场所消毒30分钟,然后关灯,再等30分钟,工作人员方可进入。 2、工作人员进入工作间前,必须在更衣室更换清洁干爽的工作服,戴好工作帽和口罩,换工作鞋。用清洗剂彻底清洗手心手背,在干手机下将手吹干。洗手要用脚踏式水池。工作人员不得佩戴首饰和别的饰品。 3、进入工作间时,应将工作鞋充分地踏进工作间入口处的消毒池里,消毒池里是预先备好高锰酸钾稀释液。 4、在生产的过程中,如果发现环境、器具、原料等有异常情况,要及时报告给质检部门。 5、质检人员负责对炒糖过程的监控。新上岗人员操作时要增加检查频度。发现异常立即停止生产,并报告上级领导。查明原因,落实责任,摒除生产隐患后,生产方可继续进行。 6、新上岗人员要进行岗前培训。培训的内容主要包括:安全教育、食品安全教育、相应食品操作工艺规程等。
车间生产工艺流程图
车间生产工艺流程图-标准化文件发布号:(9556-EUATWK-MWUB-WUNN-INNUL-DDQTY-KII
车间生产工艺流程图 实木车间 1.文件柜类: 素板→大平砂→开毛料→贴面→精截→封边→钻孔→试 装→半成品 2.茶几或沙发架: 锯材→干燥→截断→纵剖→压刨→划线→铣型→开 榫头、榫槽→钻孔→手工组装→打磨→半成品 3.班台或会议桌: 素板(锯材)→大平砂(干燥)→开毛料(截断)→加厚 (纵剖)→精截(压刨)→加宽(胶贴)→贴面(热压)→铣 型(精截)→手工组装(包括打磨、打腻子、封边、 钻孔)→试装→半成品 油漆车间 白坯→机磨(大平面)→手磨(小面、曲边)→擦色(打水灰、打底得宝、打腻子)→机磨(大平面)→手磨(小面、曲面)→PU(第1道底漆)→机磨(打平面)→手磨(小面、曲面)→PE(第2道底漆)→打磨(机 磨、 手磨)→修补→修色→手磨→面漆→干燥→试装→包装 板式车间 1.开料→手工→封边→钻孔→镂铣、开槽→清洗→试装→包装 2.开料→力刨→涂胶→贴面→冷压→精截→手工→封边→钻孔 →镂铣、开槽→清洗、修边→试装→包装 沙发车间 裁皮、开棉→打底(电车)→粘棉→扪皮(组装)→检验→包装
转椅车间 裁布(皮)、开棉→车位、粘绵→扪皮→组装→检验→包装 屏风车间 开料(铝材)→喷胶→贴绵→扪布(打钉)→组装→试装→包装 五金车间 1.椅架类: 开料→弯管→钻孔、攻牙→焊接→打磨→抛光→喷涂 2.钢板类: 开料→冲板(圆孔、圆凸、方孔、方凸、小梅花、大梅花、 网孔、菱凸)→折弯→焊接→打磨→喷涂 3.台架类: 开料→冲弯→钻孔、攻牙→焊接→打磨→抛光→喷涂 4.电镀类: 开料→开皮→冲弯→焊接→打磨→精抛→电镀 总:开料(裁剪、剪板)→制造(冲床、弯管、钻孔、攻牙)→成型(焊接、打磨、抛光)→喷涂、电镀 喷涂车间 清洗→凉干→打磨→喷漆(喷粉)→电烤→包装
糕点工艺流程图
蛋糕工艺流程 按相关标准验收 190℃左右,0 170℃左右 备注: 工艺流程图中标有“☆”为关键控制点。 1、 原料验收
2、配料 3、烘烤 一、工艺规程 1、蛋糕工艺规程: 、原材料验收: 1、检查合格供应商目录,确认供应商是否为经过评审合格的供应商。 2、2、检查运输车辆是否专车专用,车厢是否清洁卫生。 3、3、检查货单,确认货物数量、名称,检查原料标识是否齐全,是否 有QS标志,是否有详细的配料表、生产日期、保质期; 4、4、检查内包装是否完好; 、贮存:按照“先进先用”原则分类摆放于相应的库房中。 、鸡蛋清洗消毒: 将鸡蛋放入洗蛋间进行清洗干净,确保鸡蛋表面没有污物和其他杂物,然后放配制好的消毒水中浸泡5分钟,浸泡时确保消毒水淹没鸡蛋, 用流水冲洗鸡蛋,冲去消毒剂残留。 、配料 1、向打面机中加入适量糖、盐等调料。 2、向打面机中加入适量面粉,放入打好的鸡蛋。 3、向打面机中加入改良剂。 、搅拌、压面: 向打面机中加入水搅拌至面团蓬松匀实状态;把打好的面团多次揉压,使面团有筋度。 、称量: 按要求称量,制作面团。 、开酥: 把压好的面团通过开酥机开酥。 、成型: 1、按要求制作成各式蛋糕; 2、做有馅的产品按要求将馅包在面包胚中,放在专用托盘中. 、装饰: 按要求进行装饰,要做到美观大方。 、烘烤: 放入180度的烤炉中烘烤10分钟,注意面包表面不能发黑。 、放凉:
取出蛋糕,放于专用货架上,放于凉冻间散热,等表面温度降下来时再用风机吹风进行凉冻。 、包装材料验收: 1、对照合格供应商目录检查供应商资质。 2、检查包装是否完好。 3、定期抽样化验微生物指标,合格后方允许使用。 、内包装消毒: 把内包装材料放入专用的消毒柜内用紫外灯进行消毒,放入专用的消毒柜内的包装材料有摊开,以便于消毒,消毒时间至少要保证1小时以上。、包装: 1、检查包装材料包装是否完好,包装破损的不得使用; 2、检查外观质量,挑拣杂质,然后进行包装; 3、将包装好的餐包放于消毒好的专用周转箱内,置于成品仓库中。、配送: 1、装车前要检查车箱清洁状况; 2、将产品周转箱按要求分类摆放在车箱内,摆平放稳,以确保运输 过程中不会倒下。 售卖: 1、按顺序从周转箱内取出产品,分类放于货架上; 2、保证产品从出库到售卖的时间在3天之内,超过三天不能再售卖, 废弃处理。
火力发电厂生产流程介绍
目录 一、火力发电厂概况............ 错误!未定义书签。 1、火电厂的分类............................. 错误!未定义书签。 2、火力发电厂的工作流程..................... 错误!未定义书签。 二、火力发电厂的工作原理...... 错误!未定义书签。 1、燃煤系统................................. 错误!未定义书签。 2、汽水系统................................. 错误!未定义书签。 3、电气系统................................. 错误!未定义书签。 三、火力发电厂对环境的影响.... 错误!未定义书签。
一、火力发电厂概况 1、火电厂的分类 (1)按燃料分类:①燃煤发电厂,即以煤作为燃料的发电厂;②燃油发电厂,即以石油(实际是提取汽油、煤油、柴油后的渣油)为燃料的发电厂;③燃气发电厂,即以天然气、煤气等可燃气体为燃料的发电厂;④余热发电厂,即用工业企业的各种余热进行发电的发电厂。此外还有利用垃圾及工业废料作燃料的发电厂。(2)按原动机分类:凝汽式汽轮机发电厂、燃汽轮机发电厂、内燃机发电厂和蒸汽-燃汽轮机发电厂等。(3)按供出能源分类:①凝汽式发电厂,即只向外供应电能的电厂;②热电厂,即同时向外供应电能和热能的电厂。 图1 火力发电厂总图 2、火力发电厂的工作流程 现代化火电厂是一个庞大而又复杂的生产电能与热能的工厂。它由下列5 个系统组成:①燃料系统。②燃烧系统。③汽水系统。④电气系统。在上述系统中,最主要的设备是锅炉、汽轮机和发电机,它们安装在发电厂的主厂房内。主变压器和配电装置一般装放在独立的建筑物内或户外,其他辅助设备如给水系统、供水设备、水处理设备、除尘设备、燃料储运设备等,有的安装在主厂房内,有的则安装在辅助建筑中或在露天场地。火电厂基本生产过程是,燃料在锅炉中燃烧,将其热量释放出来,传给锅炉中的水,从而产生高温高压蒸汽;蒸汽通过汽轮机又将热能转化为旋转动力,以驱动发电机输出电能。到80年代为止,世界上最好的火电厂的效率达到40%,即把燃料中40%的热能转化为电能。 在上述系统的所有设备中,最主要的设备是锅炉、汽轮机和发电机,它们安装在发电厂的主厂房内。主变压器和配电设备一般是安装在独立的建筑物内和户外;其他辅助设备如给水系统、供水设备、水处理设备、除尘设备、燃料储运设备等,有的安装在主厂房内,有的则是安装在辅助建筑中或在露天场地。
蛋糕的生产工艺流程
工艺流程 蛋糕工艺规程 1. 原材料验收 1.1 检查合格供货商目录,确认供应商为经过评审合格的供应商 1.2 检查运输车辆是否专车专用,车厢是否清洁卫生。 1.3 检查货单,确认货物数量、名称,检查原料表示是否齐全,是否有QS 标志,是否有详细的配料表、生产日期、保质期。 1.4 检查内包装是否完好 2. 储存:按照“先进先用” 的原则分类摆放于相应的库房中。 3. 鸡蛋清洗消毒:将鸡蛋放入洗蛋间进行清洗干净,确保鸡蛋表面没有其他杂物,然后放配制好的消毒水中浸泡5 分钟,浸泡时确保消毒水淹没鸡蛋;用流水冲洗鸡蛋,冲去消毒剂残留。 4. 配料 4.1 向打面机中加入适量糖、盐等调料; 4.2 向打面机中加入适量面粉,放入打好的鸡蛋; 4.3 向打面机中加入改良剂 5. 搅拌、压面向打面机中加入水搅拌至面团蓬松匀实状态,把打好的面团多次揉压,使面团有筋度。 6. 称量:按要求称量,制作面团
叮叮小文库 7. 开酥:把压好的的面团通过开酥机开酥 8. 成型 8.1按要求制作成各式蛋糕 8.2做有馅的产品按要求将馅包在面包胚中,放在专用托盘中 9. 装饰:按要求进行装饰,要做到美观大方 10. 烘烤:放入180度的烤炉中烘烤10分钟,注意蛋糕表面不能发黑 11. 放凉:取出蛋糕,放于专用货架上,放于凉冻间散热, 等表面温度降下来时再用吹风机进行凉冻 12. 包装材料验收 12.1对照合格供应商目录检查供应商资质 12.2检查包装是否完好 12.3定期抽样化验微生物指标,合格后方可使用 13. 内包装消毒 把内包装材料放入专用的消毒柜内用紫外灯进行消毒,放 入专用的消毒柜内的包装材料有摊开,以便于消毒,消毒时间至少要保证1小时以上 14. 包装 14.1检查包装材料包装是否完好,包装破损的不能使用 14.2检查外观质量,挑拣杂质,然后进行包装 -- 2
车间生产工艺流程图
车间生产工艺流程管理 实木车间 1.文件柜类: 素板→大平砂→开毛料→贴面→精截→封边→钻孔→ 试装→半成品 2.茶几或沙发架: 锯材→干燥→截断→纵剖→压刨→划线→铣型→ 开榫头、榫槽→钻孔→手工组装→打磨→半成品 3.班台或会议桌: 素板(锯材)→大平砂(干燥)→开毛料(截断)→加厚 (纵剖)→精截(压刨)→加宽(胶贴)→贴面(热压)→ 铣型(精截)→手工组装(包括打磨、打腻子、封边、 钻孔)→试装→半成品 油漆车间 白坯→机磨(大平面)→手磨(小面、曲边)→擦色(打水灰、打底得宝、打腻子)→机磨(大平面)→手磨(小面、曲面)→PU(第1道底漆)→ 机磨(打平面)→手磨(小面、曲面)→PE(第2道底漆)→打磨(机磨、 手磨)→修补→修色→手磨→面漆→干燥→试装→包装 板式车间 1.开料→手工→封边→钻孔→镂铣、开槽→清洗→试装→包装 2.开料→力刨→涂胶→贴面→冷压→精截→手工→封边→钻孔 →镂铣、开槽→清洗、修边→试装→包装 沙发车间 裁皮、开棉→打底(电车)→粘棉→扪皮(组装)→检验→包装
转椅车间 裁布(皮)、开棉→车位、粘绵→扪皮→组装→检验→包装 屏风车间 开料(铝材)→喷胶→贴绵→扪布(打钉)→组装→试装→包装 五金车间 1.椅架类: 开料→弯管→钻孔、攻牙→焊接→打磨→抛光→喷涂 2.钢板类: 开料→冲板(圆孔、圆凸、方孔、方凸、小梅花、大梅花、 网孔、菱凸)→折弯→焊接→打磨→喷涂 3.台架类: 开料→冲弯→钻孔、攻牙→焊接→打磨→抛光→喷涂 4.电镀类: 开料→开皮→冲弯→焊接→打磨→精抛→电镀 总:开料(裁剪、剪板)→制造(冲床、弯管、钻孔、攻牙)→成型(焊接、打磨、抛光)→喷涂、电镀 喷涂车间 清洗→凉干→打磨→喷漆(喷粉)→电烤→包装
糕点生产工艺流程图及车间平面图
蒸煮类糕点生产工艺流程图 (GB317-2006、GB1355-1986、GB2748-2003 GB 9683-1988、GB 9687-1988) **原辅料、包材验收 打蛋 废弃物蛋处理 低筋粉、白糖、牛奶、色拉油、泡大粉等 (搅拌机、电子秤:满足GB2760、及工艺配方要求)**配料搅拌 (成型操作台、成型模具) 馅料 成型 (蒸锅:时间20--30min;年糕类:2h以上 根据具体产品规格不同而制定不同工艺规范书)**蒸制 摊凉 (包材消毒间:紫外灯30min以上) **内包材消毒内包装 N (实验室、无菌室及检验设备:GB7099-2003、JJF1070) **出厂检验 不合格品 Y 入库配送 备注:**标注为关键控制工序;()为关键设备及参数. 包馅不包馅
包 小西饼生产工艺流程图 (GB317-2006、GB1355-1986、GB2748-2003 GB 9683-1988、GB 9687-1988) **原辅料、包材验收 打蛋 废弃物 蛋处理 面粉、白糖、牛奶、酥油、色拉油等 (搅拌机、电子秤:满足GB2760、及工艺配方要求) **配料搅拌 (电热烘炉:温度150--180℃、时间15--30min 根据具体产品规格不同而制定不同工艺规范书) **烘烤 摊凉 (包材消毒间:紫外灯30min 以上) **内包材消毒 内包装 N (实验室、无菌室及检验设备:GB7099-2003、JJF1070) **出厂检验 不合格品 Y 入库配送 成型 馅芯 (成型操作台、裱花嘴、模具) 装饰 不装饰 (自动包装机:封口温度中封:230--235℃; 纵封150--160℃) 备注:**标注为关键控制工序;()为关键设备及参数.
月饼生产工艺
广式月饼生产技术文件 广式月饼生产工艺流程图 饼皮制作 配料包馅成型初烤刷蛋液复烤冷却包装验收入库 馅料制作抽检 一、配料 1、工序内容:包括计量、油脂、糖浆、枧水的计量发料等;按配方品种分类堆放并注明标识。 2、技术要求:按照配料单,由专人配料、配料品种数量准确,符合质量要求,无杂质、无变质料混入;将配好的原材料集中堆放整齐。 3、检测方法:有感官检测、目测、手感、衡器称重等;糖浆用糖度折光仪检测糖度折光需达到80度—82度之间。 二、饼皮制作 1、工序内容:包括面粉计量、面粉过筛、搅拌; 2、技术要求:严格按照配方进行投料,分量、品种正确;调制好的月饼皮面团要求不夹粉面、软硬适中,表皮光滑不粘手,无杂质;将搅拌好的月饼 皮面团用专用的容器盛方松弛,进入下一道工序。 3、工艺参数: a、配方:见配料表 b、饼皮调制:将糖浆枧水慢速搅拌1分钟(不得加速搅拌、因加速搅拌会将空气裹入),匀速加入油脂搅拌均匀(油脂不得加入太快否则会出现 油糖分离现象出现)时间约3分钟。加入面粉搅拌均匀即可,时间约4—5分钟。 三、包馅成型上盘 1、工序内容:分皮、分馅、计量、包馅、上盘。 2、技术要求:皮馅比例要按照企业标准要求执行;包馅要求不漏馅、不歪、不斜;印模要求边角分明、花纹清晰、无干粉、底板平整、无裙边、不漏 馅、无异物混入、烤盘上月饼间距相等,排列整齐。 3、产品规格及皮馅比例
4、工艺参数: b、50克月饼每盘摆放5*7合计35只月饼、80克月饼每盘摆放4*7合计28只月饼、100克月饼每盘摆放4*6只合计24只月饼 . 5、检测方法:感官、目测、手感、衡器称重等。 6、使用设备仪器工位器具及卫生要求:月饼包馅机、月饼打饼机、月饼排盘机洁净,无污垢,衡器准确、洁净无污垢。印模和烤盘洁净无污垢。 四、初烤:(一次烘烤) 1、工艺内容:月饼生胚用喷壶进行喷洒水,主要是去除月饼表面的干粉,调节炉温、进炉、出炉、刷蛋。 2、技术要求:控制第一次进、出炉温度和烘烤时间。蛋液无结块、杂质,刷的均匀、表面及周边应刷到,不能出现堆积和刷不到的现象出现。 3、工艺参数:第一次烘烤炉温控制上火235°±5°下火190°±5°时间为10—11分钟。蛋液为4个蛋黄加1个全蛋打碎加入食用盐2克搅拌均匀, 用80目筛子过滤,将蛋液表面泡沫清理干净。用毛刷顶部接触月饼表面来回刷透,不得有糊化现象发生。 4、检测方法:用目测法检查刷蛋是否均匀、用鼻嗅蛋液有无异味, 5、使用设备、仪器工位器具及卫生要求:烤炉表面无污垢、炉膛内无烤焦糕点残渣等垃圾,盛放蛋液的容器和筛子洁净、无污垢。 五、复烤(二次烘烤) 1、工序内容调节炉温、进炉、烘烤、出炉、测中心温度。 2、技术要求月饼四周微鼓,呈腰鼓状,饼面无凹缩现象;花纹清晰,饼皮颜色呈金黄色、光亮,不生不焦,底部无焦斑。 3、工艺参数温度控制上火235°±5°下火190°±5°时间为10分钟±1分钟,月饼中心温度85°—90° 4、检测方法目测外观;温度计测试成品中心温度,每个品种每天测试一次。
制衣厂生产流程
制衣厂生产流程 Company Document number:WTUT-WT88Y-W8BBGB-BWYTT-19998
制衣厂基本生产流程 一定单用规格表(款式样、批办样、产前样) 梭织服装在制作前要先填写好定单规格表,按照制作服装的不同样办,定单规格表可分为以下几种类别: (1 报价用规格表------款式样 款式样此规格表主要用于设计师看款式效果及生产的用料计算。一般情况下用同类布料打样,允许辅料代用。对生产工厂来讲,此规格表仅仅是供报价用,以便争取得到真正的定单,在运用这个表格时应注意每个项目内容与规格,因为这些内容与规格往往同成本直接相关联,任何有利于降低成本而又不改变原有服装的基本要求的方法和建议都可以采讷。所有在此规格表中变化的内容,都必须做出注释,以便下一步工作开展的时候前后对应。 (2)样品规格表------批办样 批办样此规格表主要用于打批办样。批办样制作前,根据提供的款式样和样品规格表中具体要求逐项进行操作,检查样品的织物组织、结构规格、测量所有的尺寸,确信各个点的尺寸在允许误差范围内。把款式样和规格表给相关的技术人员,审查各疑点难点,以便全面了解样衣的情况。原则上,打批办样用正式主料和辅料。 (3)大货生产规格表------产前样 产前表此规格表主要是批办样被客户批准后客户才提供的表格。只有这个产品规格表才是供工厂大货生产用。如果用以前的规格表代替,经常会发生差错,因为经过打样后,客户常更改原有的尺寸,而这个尺寸的更改又往往是不起眼
的,在大批生产经营之前,还须打一次样,叫做产前样,在制作这个样衣中,所有的主料和辅料都必须用以后生产中要用的料,客户完全认可后方可大批开裁。 二服装生产基本工艺流程 服装生产基本工艺流程包括布料物料进厂检验、裁剪、缝制、锁眼钉扣、整烫、成衣检验、包装入库等八个工序。 (1)布料物料进厂检验 布料进厂后要进行数量清点以及外观和内在质量的检验,符合生产要求的才能投产使用。把好面料质量关是控制成品质量重要的一环。通过对进厂面料的检验和测定可有效地提高服装的正品率。 物料检验包括松紧带缩水率,粘合衬粘合牢度,拉链顺滑程度等等。对不能符合要求的物料不予投产使用。 (2)技术准备 技术准备是确保批量生产顺利进行以及最终成品符合客户要求的重要手段。在批量生产前,首先要由技术人员做好生产前的技术准备工作。技术准备包括工艺单、样板的制定和样衣的制作三个内容。 工艺单是服装加工中的指导性文件,它对服装的规格、缝制、整烫、包装等都提出了详细的要求,对服装辅料搭配、缝迹密度等细节问题也加以明确。服装加工中的各道工序都应严格参照工艺单的要求进行。 样板制作要求尺寸准确,规格齐全。相关部位轮廓线准确吻合。样板上应标明服装款号、部位、规格及质量要求,并在有关拼接处加盖样板复合章。在完成