工业炉设计 6章(66-92)
66 第六章 低压气体流动阻力损失计算
6.1 气体流动的性质和阻力损失计算原则
6.1.1气体流动的性质
气体流动的阻力损失与它的流动性质有关,决定气体流动性质的参数有:气体的流速W (m/s ),流动通道的水力直径(当量直径)d D (m ),气体的密度ρ(kg/m 3),气体的动力粘
度μ(kg 2s/m 2)或运动粘度ν(ν=μ/ρ,m 2
/s )。这些参数的组合作用可用一个无因次的准则数,即雷诺数Re 来表示:
ν
μρD D Wd Wd ==Re (6-1)
其中,流动通道的水力直径(当量直径)d D 按如下原则计算: ① 圆形管道: d D =d 内;
② 矩形管道: S
L S L U F d D +?==)()(24宽长 (6-1a )
③ 管群(直排或顺排):外
外d d x x U F d D
π)785.0(442
21-?== (6-1b )
实验研究表明:
当Re<2300时,气体流动为层流。层流时,平均速度为流股轴线流速的一半,即:
最大均W W 2
1
= (6-2a )
当Re>2300时,气体流动为紊流。紊流时,平均流速W 均与紊流程度有关。在工业炉应用范围内,气体流动通常为紊流状态,一般平均流速: W 均=(0.82~0.86)W 最大 (6-2b ) 式中:W 最大—管道中心轴线处流速,m/s 。
通常所说的管道流速,在无特别说明时,均指平均流速,用W (m/s )表示。 6.1.2 阻力损失计算原则
(1)一条总流路系统若有两条或两条以上的分支时,该流路总的阻力损失应以其中气体流动阻力损失最大的串联流路计算。
(2)被确定的计算串联流路中,管径、气体流量、温度等发生变化时,其阻力损失须分段进行计算。分段的原则是流路中遇到下列情况之一时,则分为一段。 ① 流路断面改变; ② 流量发生变化;
③ 温度陡然而显著地发生变化(如气体流经换热器)。 同一段中,若气流方向发生变化(如90°拐弯),那么直管段部分与拐弯部分应分别计算。
6.2 计算数据的确定
6.2.1计算流量的确定
(1)流路只有一座或多座炉子同时工作时,应采用其最大小时流量作为计算流量。 (2)当流路中炉子数量较多,又不同时工作时,那么计算流量为各炉子最大流量之和乘以同时利用系数K (由实际工作状态决定)。
67
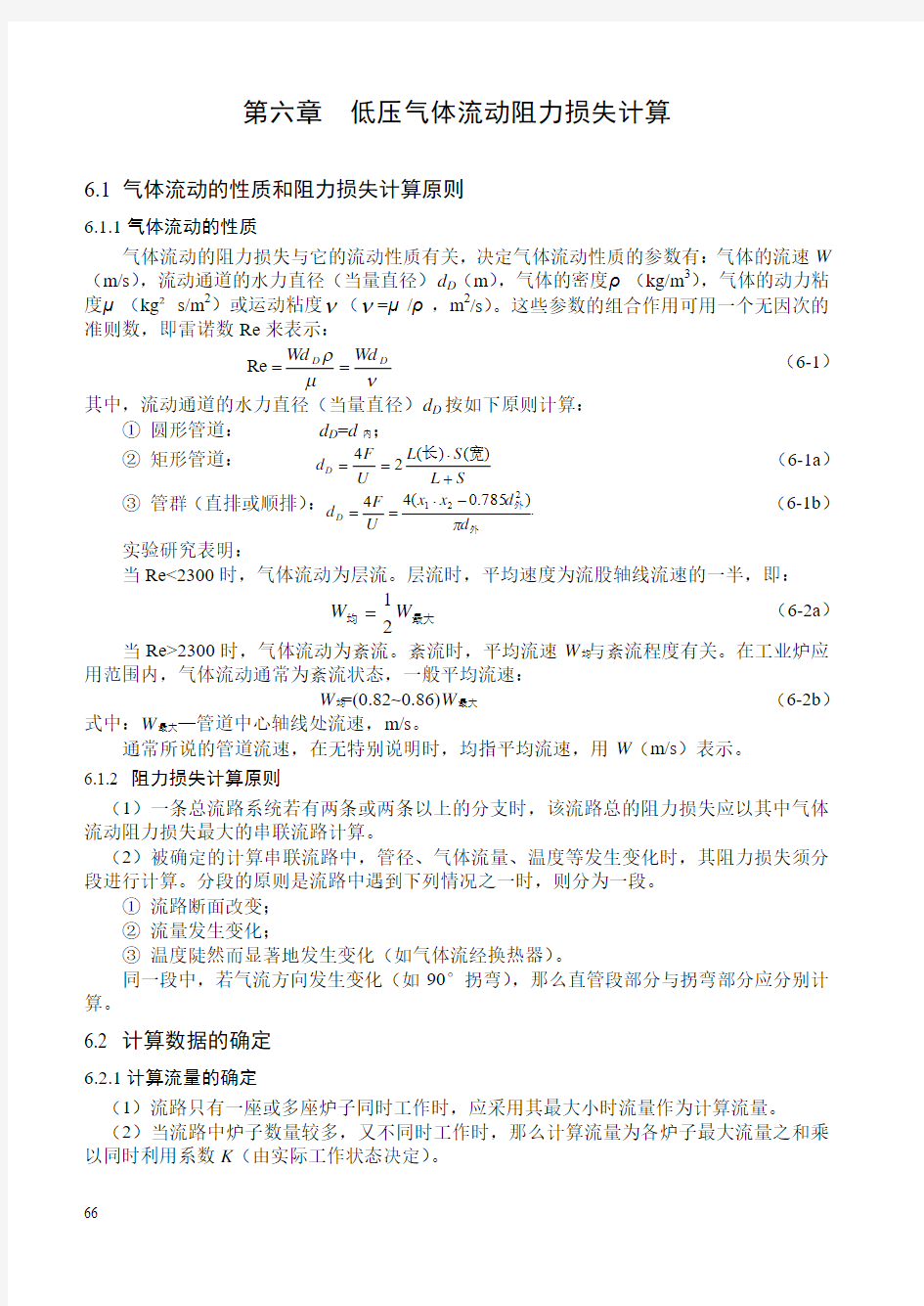
表6-1 工业上不同气体在流路内的流速范围
(3)以炉子的总燃料燃烧生成物(废气)量(ΣB 实V n )作为进入烟道的废气计算流量时,可不再考虑由炉门、炉体等处的废气溢出量或空气吸入量。
(4)计算烟道中废气流路的流量时,由于烟道中是负压,应考虑从烟闸、人孔等处的大气吸入量和换热器的漏风量。但不必考虑烟道砌体的空气渗漏以及烟道内渗水蒸发等量的影响。这一项计算较复杂,通常采用经验估算法,即:从烟闸、人孔的吸入量约为烟气生成量的5%~10%;金属换热器的漏风量约为3%~5%,粘土换热器的漏风量约为25%~40%。 6.2.2流路横断面尺寸的确定
流路通道的横断面尺寸按通道内气体的流量和流速确定。不同气体流动通道内的气体流速,在无特殊要求时,一般可按表6-1选用。 (1)空(煤)气管道内径d 内的确定方法
对于换热器前总管道、换热器后总管道和分支管道,根据空(煤)气的最大流量V 0和表6-1中对应的流速W 0,按(6-3)式计算:
0354W V d 内
mm (6-3)
式中:V 0—最大空(煤)气流量(=L n 湿B 实),标m 3/h ; W 0—经济流速,标m/s (见表6-1)。 根据d 内,再按表6-2中列出的管道系列,查找对应的管道规格(φ3δmm ),作为空(煤)气管径的最后确定值。
表6-2 空(煤)气管道规格
68
69
表6-3 拱顶角为60°烟道断面系列 表6-4 拱顶角为180°烟道断面系列
(2)烟道尺寸的确定方法
根据炉子相应燃料燃烧计算出的实际单位燃料烟气生成量V n 和炉子热平衡计算出的燃料最大值消耗量B 实,算出烟气总生成量V n B 实(标m 3/s ),再按表6-1中对应烟道的烟气流速W 0(标m/s ),算出烟气的流通面积F 烟。
F 烟道=V n B 实/(3600W 0) m 2 (6-4) 根据F 烟道,再按表6-3或表6-4中列出的烟道系列,确定相应的烟道断面尺寸(高H 、宽W 和当量直径d D )。 6.2.3计算段中的气流平均温度的确定
在计算气体流动阻力时,气体的密度对其影响较大。对于低压气体,影响其密度的因素主要是温度。气体流动时,由于管壁的散热以及被吸入的冷空气等原因,气体温度降低。所以在计算各段阻力损失时,气体的温度按该段的平均温度计算。 (1)无冷空气渗入
℃段均2
L
t t t ??-=λ (6-5)
式中:λt —流入该段时的气体温度,℃;
Δt —每米长管道(或烟道)中的气体温降,℃,见表(6-5); L —该段计算长度,m 。
70 表6-5 散热引起的温降
(2)有冷空气渗入
这种情况主要是针对烟道而言,其平均温度为:
℃渗渗废
废渗渗渗废废废段均
2
L t C V C V t C V t C V t ??-''+'''+'= (6-6)
式中:V 废—进入该段的废气流量,标m/h ;
t 废—进入该段时的废气温度,℃;
C'废—进入该段的废气在t 废下的比热,kJ/(m 32℃),见表1-5; C"废—进入该段的废气在t 段均下的比热,kJ/(m 32℃),见表1-5; V 渗—渗入该段烟道中的气体流量,标m 3/h ; t 渗—渗入该段时的渗入气体温度,℃;
C'渗—渗入该段的气体(空气)在
t 渗下的比热,kJ/(m 32℃),见表1-5; C"渗—渗入该段的气体(空气)在t 段均下的比热,kJ/(m 32℃),见表1-5; Δt —每米烟道中气体温降,℃,见表6-5; L —该段的计算长度,m 。
6.3 气体流动阻力损失计算
6.3.1摩擦阻力损失
气体在直管段中流动时产生的机械能损失,称做沿程阻力损失。它是因气体与管壁摩擦而造成的能量损失,所以也叫做摩擦阻力损失,用h 摩表示。计算公式为:
Pa t W d L h D )
1(2
02
0段均
摩?+=βρλ (6-7)
式中:λ—摩擦阻力系数,见表6-6;
L —计算直管段的长度,m ;
d D —管道内径或烟道当量直径,m ;
W 0—标准状态下气体的平均流速,标m/s ; ρ0—标准状态下气体的密度,kg/标m 3; β—气体的体积膨胀系数,β=1/273; t 段均—气体在该段的平均温度,℃。
表6-6 各种管道中气体流动摩擦阻力系数λ
71
6.3.2局部阻力损失
由于气体流动通道断面显著变化或改变流动方向而引起的阻力损失,称做局部阻力损失,用h 局表示。计算公式为:
)1(2
02
0均局t W h βρζ+= Pa (6-8)
式中:ζ—局部阻力系数,查表6-7(见本章最后); t 均—产生局部阻力损失时的气体平均温度,℃。 6.3.3几何压头
与通道外侧大气密度相同的冷气体(如冷空气),在垂直流动时不产生几何压头的变化。热气体(如烟气、预热空气和煤气)或与通道外侧大气密度不同的冷气体在垂直流动时就要产生几何压头的变化。这是由于热气体有上浮力的作用。几何压头的计算公式为:
)]1([0均几t Hg h D βρρ+-±= Pa (6-9) 式中:H —热气体垂直流动的距离,m ; g —重力加速度,9.81m/s 2;
ρD —通道外侧大气的实际密度(按当地大气最高温度计算,见表5-2),kg/m 3; ρ0—标准状态下流动气体的密度,kg/标m 3; t 均—流动气体平均温度,℃;
±—表示几何压头的方向,热气体或密度小于大气密度的冷气体垂直向下流动时为
“+”,反之为“-”。 6.3.4气体横向流过管束时的阻力损失计算
气体横向流过管束时的阻力损失与管束排数、排列方式、雷诺数等有关。
(1)气体横向流过直(顺)排管束(见图5-3(a))阻力损失
)
均直t W h 1(2
02
0βρφζ+= Pa (6-12) 式中:ζ—气体横向流过管束阻力系数,见式(6-13);
t 均—气体在管束中流动时的平均温度,t 均=(t 入+t 出)/2,℃; φ—直排管束阻力修正系数,见表6-8。
βαζ+=2
1x x n (6-13)
式中:n —沿气流方向的管子排数;
x 1—迎着气流方向相邻管子中心距,m ; x 2—沿着气流方向相邻管子中心距,m ; βα、—系数。
211
)(028.0外
d x x -=α (6-14)
211
)1(--=外
d x x β (6-15)
式中:d 外—管子外径,m ;
表6-8气体流经直排和错排管束时阻力损失修正系数
72 (2)气体横向流过错排管束(见图5-3(b))阻力损失
)
均错t W h 1(2
02
0βρ?ζ+= Pa (6-16) 式中:?—错排管束阻力修正系数,见表6-8。
6.4 空(煤)气管道阻力损失计算及鼓风机选择
6.4.1空气管道阻力损失计算及鼓风机选择
(1)管道直径的确定
按式(6-3)计算后,查表6-2确定。 (2)计算步骤
① 绘制管路系统(从鼓风机出口到烧嘴前)简图,可以用单线图表示。并要标明分岔、拐弯的形状和角度以及各部分尺寸(长度、管径)。
② 分段。按6.1.2中所述分段原则,将管路系统分成若干计算段。 ③ 每段中气体平均温度的确定,见6.2.3节。
④ 阻力计算。各计算段分别计算(包括沿程阻力、局部阻力、几何压头等)。管路系统总阻力损失为各段阻力损失之和。对于并联的分岔管路,管路阻力应按损失最大的一个流路进行计算,并力求各分岔段阻力大致相等。 (3)计算方法
为方便计算,减少差错,工程设计中通常采用表格计算法。计算表格形式见表6-9。 (4)鼓风机选择
选择鼓风机主要是确定鼓风机的额定压力和额定流量。 1)额定压力的确定 鼓风机的额定压力:
P ≥∑(空气管路系统压力损失+流量检测元件和调节阀门压力损失+烧嘴额定供风压力)
(6-17)
式中:
① 空气管路系统压力损失,按表6-9计算。 ② 流量检测元件和调节阀门压力损失,由自动化部分的设计计算确定。若尚未确定,可做如下估算:流量孔板压力损失取800~1000Pa ,阿牛巴流量计压力损失取150~200Pa ;调节阀门(一般为蝶阀)压力损失取500~700Pa ,高压煤气管路上的自动调节蝶阀压力损失宜取1.0~1.5kPa ,以保证必要的调节性能。
③ 烧嘴额定供风压力,由烧嘴型号、燃烧能力所需的额定压力确定。 2)额定流量的确定 鼓风机的额定流量:
)1(环实湿空t B L V n β+≥ (6-18) 式中:B 实—炉子最大燃料消耗量,标m 3(kg )/h ,见式(4-23)或式(4-41);
L n 湿—燃烧单位燃料实际湿空气需要量,标m 3/标m 3
(kg ),见式(1-11)或式(1-17); t 环—鼓风机安装处环境最高温度,℃。
根据上述计算确定的鼓风机的额定压力(Pa )和额定流量(m 3/h ),查阅鼓风机产品目录,选用相应型号的鼓风机。
鼓风机的型号有很多种,表6-10(见本章最后)给出了其中的一种,供参考。
表6-9 管道阻力损失计算表
注:分段号和分段名称按实际管路系统情况确定。
6.4.2煤气管路系统阻力损失的计算
煤气管路系统阻力损失的计算过程同空气管路系统。根据计算结果,验算炉前煤气接点(炉前总煤气管路始端)压力是否合适。如不合适,可采取以下措施:①提高供气压力;②更换煤气烧嘴类型(选用低压煤气烧嘴);③改变管道走向,缩短管路长度或扩大管路直径。
6.5烟囱计算及排烟机选择
73
6.5.1烟道阻力损失计算
烟道阻力损失计算方法和步骤与空(煤)气管道阻力损失相似。
(1)烟道断面积的计算及结构的确定
①烟道断面积F烟道:按式(6-4)计算。
②烟道结构:按一定要求选定。地下烟道可采用60°或180°拱顶结构,一般采用180°拱顶结构。地上烟道除可采用60°或180°拱顶结构外,有的也可采用平顶结构。对于上排烟的炉子,其上排烟烟道一般采用焊接结构(内衬绝热材料),断面为圆形或矩形。
表6-11 烟道阻力损失计算表
注:分段号和分段名称按实际烟道系统情况确定。
74
75
对于采用60°或180°拱顶结构的烟道,根据计算的F 烟道面积查表6-3或6-4,确定其 具体尺寸(高、宽和当量直径)。对于采用平顶、圆形或矩形结构的烟道,其具体尺寸可自行确定。
(2)计算步骤
① 绘制烟道系统(炉膛出口到烟囱底部或排烟机入口)简图,可用单线图表示。在简图上标明直线段长度、当量直径以及拐弯处形状和角度。
② 分段。见6.1.2节所述分段原则。
③ 计算每段中的烟气平均温度。见6.2.3节所述计算方法。 ④ 阻力损失计算。分别计算各段的阻力损失及总阻力损失。 (3)计算方法
采用表格化计算方法,计算表格形式见表6-11。 6.5.2烟囱计算
烟囱计算的目的:根据排出炉内烟气所需要的抽力,设计新烟囱或对现有烟囱的抽力进行验证。计算的内容有:烟囱直径和高度。 (1)烟囱直径(内径)计算 ① 烟囱出口直径D 囱出
综合考虑烟囱出口气流动能损失及防止发生倒烟现象,烟囱出口气流速度一般取W 囱出=2~4标m/s ,则:
烟囱出口截面积: 烟出
烟囱出
W V F 3600= m 2
烟囱出口直径: π
囱出囱出
F D 4= m (6-19) 式中:V 烟—最大排烟量,标m 3/h 。 ② 烟囱底部直径D 囱底
为使烟囱稳定,应使D 囱底>D 囱出。一般取:
D 囱底=1.5D 囱出 m (6-20) ③烟囱平均直径D 囱均
囱出囱出囱底囱均)(D D D D 25.12
1=+= m (6-21)
(2)烟囱高度计算
烟囱底部的抽力h 底抽是由烟囱中废气的几何压头h 囱几产生的。但是,烟囱中废气的几何压头不能全部成为有用的抽力,而有一部分用于克服烟囱中废气流动的摩擦阻力h 囱摩和烟囱出口气体排入大气时的动头损失h 囱出。所以,烟囱中废气产生的几何压头应为:
h 囱几=h 底抽+h 囱摩+h 囱出 (6-22) 式中: Pa t t H Hg h )11293.1(81.9)(烟均
烟大气烟
大气囱几βρβρρ+-+=-= (6-23)
Pa h h ∑=道底抽 (6-24)
Pa t W D H h )
1(2
2
烟均
烟均囱均
囱摩βλ+?= (6-25) Pa t W h )
1(2
2
烟出烟烟出
囱出βρ+=
(6-26)
把式(6-23)、(6-24)、(6-25)、(6-26)代入式(6-22)整理得烟囱高度计算式为:
76 m
t W D t t t W h t W D t t t W h
H )1(25.1)162.19137.25()
1(2 )
1(2
)11293.1(81.9)1(2122
22烟均烟均囱出
烟均大气烟出烟烟出道烟均烟均
囱均烟均烟大气烟出烟烟出道
计
βλβββρβλβρββρ+-+-+++=
+?-+-+++=∑∑
式中:∑h 道—炉膛排烟口到烟囱底部气流阻力损失,见表6-11计算值,Pa ; W 烟出—烟囱出口废气流速,标m/s ;
ρ烟—烟气密度,见式(1-21)计算值,kg/标m 3; t 烟出—烟囱出口废气温度,℃;
t 大气—烟囱外侧大气温度,按年最高温度计算(见表5-2),℃; t 烟均—烟囱内废气平均温度,t 烟均=(t 烟底+t 烟出)/2,℃; λ—烟囱内气流摩擦阻力系数,见表6-6; D 囱均—烟囱平均直径,D 囱均=1.25D 囱出,m 。 (3)设计烟囱时应注意的问题
① 烟道和烟囱内表面在使用过程中会产生积灰现象,从而增大烟气流动阻力。所以实际设计时应考虑留有余量,实际烟囱高度要大于计算值,一般取:
H 实=(1.2~1.3)H 计 m (6-28) ② 考虑烟囱周围环境卫生条件,工厂的烟囱不应低于16m ,并要高出烟囱附近(直径100m 范围)的最高建筑物5m 以上。
③ 对于砌砖烟囱,为砌砖方便,烟囱出口直径不小于800mm 。 6.5.3排烟机(引风机)选择
排烟机(引风机)是一种强制排烟的机械设备,必须根据生产上的要求正确选用。其选择主要是根据排烟量(烟气实际状态的流量)和压力(抽力)确定引风机型号。 (1)排烟量的计算
一般排烟机的常用排烟温度为200℃,最高为250℃。 ① 排烟温度低于250℃
这种情况下,实际排烟量V t 烟为:
)烟出烟烟t V V t β+=1( m 3/h (6-29) 式中:V 烟—最大排烟量,标m 3/h ;
t 烟出—烟道出口进入排烟机处的烟气最高温度,℃。
[例1] 某座燃煤锅炉,最大燃料消耗量B =1200kg 煤/h ,最大排烟量V 烟=8160标m 3/h 煤,最高排烟温度t 烟出=210℃。求实际排烟量(m 3/h )。 解:由式(6-29)得: )烟出烟烟t V V t β+=1(=81603(1+210/273)=14437m 3/h ② 排烟温度高于250℃ a) 掺冷风降温
掺冷风地点:一般选择在排烟机入口前不远处,这样可不影响烟道的排烟。 掺冷风后混合气体流量:
为了简化计算,设C 烟=C 空=C 混,则:
)()(混烟大气混混烟烟混t V t
t t t V V t β+???
? ??+--=1 m 3/h ; (6-30) 式中:V t 混—在t 混温度下的混合气体流量,m 3/h ;
(6-27)
77
V 烟—烟气在标准状态下的流量,V 烟=V n B ,标m 3/h ; t 烟—掺冷风前的烟气温度,℃;
t 混—掺冷风后的烟气温度(t 混<250℃),℃;
t 大气—掺冷风温度,取掺冷风处的大气年最高温度,℃。
[例2] 已知:V 烟=16000标m 3/h ,t 烟=400℃,t 空=35℃。求:掺冷风后的混合气体流量(m 3/h )。
解:设t 混=200℃,由式(6-30)得
)
2732001(1600035200)200400(16000 1+???
?
??+--?=+???
? ??+--=)()
(混烟空混混烟烟混t V t t t t V V t β =61324m 3/h
b) 选用耐高温引风机
此时排烟温度下的烟气流量可按式(6-29)计算。 由于耐高温引风机成本较高,一般情况下不采用。 (2)排烟机压力的计算
为了改善操作现场的空气环境,一般情况下,烟气经过排烟机后还要通过一定高度的烟囱,才能排入大气。所以,排烟机所需压力必须包括用以克服炉膛排烟口到排烟机入口的阻力损失∑h 道和排烟机出口到烟囱出口的阻力损失∑h 囱。为了留有余量,实际阻力损失通常取大于计算值的20%~30%,即:
总阻力损失 ∑h 总=(1.2~1.3)(∑h 道+∑h 囱)
根据计算所得的排烟量和总阻力损失,选用相应型号的排烟机。 排烟机的型号有多种,表6-12所示为其中的一种,供参考。
表6-7 常用局部阻力损失系数78
79
80
81
82
83
84
85
工业炉设计 6章(66-92)
66 第六章 低压气体流动阻力损失计算 6.1 气体流动的性质和阻力损失计算原则 6.1.1气体流动的性质 气体流动的阻力损失与它的流动性质有关,决定气体流动性质的参数有:气体的流速W (m/s ),流动通道的水力直径(当量直径)d D (m ),气体的密度ρ(kg/m 3),气体的动力粘 度μ(kg 2s/m 2)或运动粘度ν(ν=μ/ρ,m 2 /s )。这些参数的组合作用可用一个无因次的准则数,即雷诺数Re 来表示: ν μρD D Wd Wd ==Re (6-1) 其中,流动通道的水力直径(当量直径)d D 按如下原则计算: ① 圆形管道: d D =d 内; ② 矩形管道: S L S L U F d D +?==)()(24宽长 (6-1a ) ③ 管群(直排或顺排):外 外d d x x U F d D π)785.0(442 21-?== (6-1b ) 实验研究表明: 当Re<2300时,气体流动为层流。层流时,平均速度为流股轴线流速的一半,即: 最大均W W 2 1 = (6-2a ) 当Re>2300时,气体流动为紊流。紊流时,平均流速W 均与紊流程度有关。在工业炉应用范围内,气体流动通常为紊流状态,一般平均流速: W 均=(0.82~0.86)W 最大 (6-2b ) 式中:W 最大—管道中心轴线处流速,m/s 。 通常所说的管道流速,在无特别说明时,均指平均流速,用W (m/s )表示。 6.1.2 阻力损失计算原则 (1)一条总流路系统若有两条或两条以上的分支时,该流路总的阻力损失应以其中气体流动阻力损失最大的串联流路计算。 (2)被确定的计算串联流路中,管径、气体流量、温度等发生变化时,其阻力损失须分段进行计算。分段的原则是流路中遇到下列情况之一时,则分为一段。 ① 流路断面改变; ② 流量发生变化; ③ 温度陡然而显著地发生变化(如气体流经换热器)。 同一段中,若气流方向发生变化(如90°拐弯),那么直管段部分与拐弯部分应分别计算。 6.2 计算数据的确定 6.2.1计算流量的确定 (1)流路只有一座或多座炉子同时工作时,应采用其最大小时流量作为计算流量。 (2)当流路中炉子数量较多,又不同时工作时,那么计算流量为各炉子最大流量之和乘以同时利用系数K (由实际工作状态决定)。
工业炉设计 4章(44-50)
第四章 炉子热平衡和燃料消耗量的计算 炉子热平衡是分析和评价炉子的热工作和炉子设计时的热工指标先进与否的重要依据 之一。另外,通过炉子热平衡可以算出炉子燃料消耗量(炉子设计生产率时),燃料有效利用率以及热量消耗的分配情况。在已知L n 和V n 情况下,可以算出助燃空气消耗量,废气总生成量,可以依据此数据设计计算供风系统和排烟系统。 炉子热平衡的计算对于连续工作的炉子,通常是以单位时间(小时)为基准计算热平衡,其热量单位是千焦/小时。对于周期工作的炉子,通常是以一个工作周期为基准编制热平衡,其热量单位是千焦/周期。 炉子热平衡可以是炉子整个系统各部分热平衡的总和,也可以是某一部分,如换热器、燃烧室、炉膛等。对于工业炉而言,炉膛热平衡是主要的,是计算的中心。本章所述的热平衡即指炉膛热平衡,基准温度是车间的环境温度。 4.1 连续加热炉炉膛热平衡 4.1.1炉膛总的热平衡 (1)热收入项 ① 燃料燃烧的化学热(完全燃烧) Q 烧=BQ 低 kJ/h (4-1) 式中:B —燃料消耗量,kg/h 或标m 3/h ; Q 低—燃料的低发热量值,kJ/kg 或kJ/标m 3。 ② 预热空气带入的物理热 )(环空空空空t C t C BL Q n '-''= kJ/h (4-2) 式中:L n —空气消耗系数为n 时的实际空气需要量,标m 3/kg 或标m 3/标m 3; t 空、t 环—分别为进入烧嘴时的空气预热温度和环境温度,℃; 空空 、C C '''—分别为空气在0~t 空℃和0~t 环℃的平均比热,kJ/(标m 3 ·℃),见表1-5。 ③ 预热燃料带入的物理热 )(环燃燃燃燃t C t C B Q '-''= kJ/h (4-3) 式中:t 燃、t 环—分别为进入烧嘴时的燃料预热温度和环境温度,℃; 燃燃 、C C '''—分别为燃料在0~t 燃℃和0~t 环℃的平均比热,kJ/(kg ·℃)或kJ/(标m 3·℃),见表1-6。 ④ 铁氧化放热 Q 放=5588P ·a kJ/h (4-4) 式中:5588—1千克铁氧化时的放热量,kJ/kg ; P —炉子的生产率,kg/h ; a —铁在炉中的氧化烧损率,kg/kg ,一般取a =0.01~0.02。 所以:Q 入= Q 烧+Q 空+Q 燃+Q 放 (2)热支出项 ① 产品带出的物理热(有效热) Q 产=P (C 产t 产-C 料t 料) kJ/h (4-5) 式中:P —炉子的生产率,kg/h ; t 产、t 料—分别为产品出炉和物料入炉的平均温度,℃; C 产、C 料—分别为产品在0~t 产℃和物料在0~t 料℃的平均比热,kJ/(kg ·℃),见表3-3或表 3-4。
台车式热处理炉设计
摘要 台车式炉属于间断式变温炉,炉膛不分区段,炉温按规定的加热程序随时间变化。作为工业炉中颇具特色和代表性的一大类炉型,台车式炉已经被广泛应用于冶金及机械制造加工等行业。台车式炉的结构特点是:炉底为一可移动台车,加热前台车在炉外装料,加热件需放置在专用垫铁上,垫铁高度一般为200~400mm。加热时,由牵引机构将台车拉入炉内;加热后,由牵引机构将台车拉出炉外卸料。合理设计台车式热处理炉,对改善热处理炉的热效率,提高产品的质量具有重要意义。 本设计对象为20t台车式正火炉。主要由炉底,钢结构,烧嘴,炉衬,换热器,空、煤气管道,炉门,台车,台车轨道及烟囱等部分组成,用于45钢的正火处理。设计计算依据《工业炉设计手册》及《火焰炉设计计算参考资料》等参考书。主要包括:1.方案选择,2.燃料燃烧计算,3.炉内热交换计算,4.加热期炉子热平衡计算,5.保温期炉子热平衡计算,6.管路及排烟系统阻力损失计算,7.炉子重要部件选择等十几个部分。 应用3D画图软件Pro/ENGINEER建立炉子三维实体模型以及运用制图软件CAD进行炉体及各部件的工程图绘制。三维立体图能直观的反映炉子本身的构造,便于修改,利于设计讨论,在工程设计中正得到广泛的应用。该热处理炉设计特点是采用全纤维炉衬,纤维柔性密封,比普通的砖砌台车式热处理炉的热效率大大提高,达20%以上。在此基础上,利用脉冲燃烧控制技术及新型空气换热器,大量节省了能源,节约燃料,提高了工件热处理质量。 关键词:台车式正火炉,全纤维热处理炉,脉冲燃烧控制技术,换热器
Abstract Bogie hearth furnace is intermittent temperature furnace, regardless of section, the furnace temperature change over time according to the provisions of the heating process. As a distinctive and representative of a large class of furnace industrial furnace, bogie hearth furnace has been widely used in metallurgy and mechanical manufacturing and processing industries. Bogie hearth furnace structure is characterized by: the bottom of a mobile trolley, heated front car loading in the furnace, heating be placed on a dedicated horn, horn height of generally 200 ~~ 400mm. When heated by the traction trolley pulled into the furnace; heated by the traction car pull out of the furnace discharge. Rational design of the trolley heat treatment furnace, and of great significance to improve the thermal efficiency of the heat treatment furnace to improve the quality of the product. A 20t bogie hearth annealing furnace for annealing round steel made by 45 was designed in this paper. It is composed of furnace hearth, steel construction, burner,furnace liner, heat exchanger, air and coal gas pipes, furnace door,bogie, track of bogie and chimney. The calculation of designing mainly according 《Handbook of furnace designing》and 《Reference data book of flame furnace calculation of design》.It includes: 1.the selection of project, 2.the calculation of fuel combustion, 3.the calculation of heat-exchanging in furnace, 4.hear balance of the furnace as heating, 5.heat balance of the furnace during the process of thermal retardation, 6.the calculation of loss in piping and flue system, 7.the election of important components, and so on. Using AutoCAD to draw the furnace and its accessories, and drawing 3-dimension construction of furnace by Pro/ENGINEER software.The 3D model now is widely used in engineering design because it can describes the construction of the furnace directly, and easy for revising.The heat treatment furnace design features all-fiber lining, fiber flexible seal, greatly improve the thermal efficiency than the ordinary brick trolley heat treatment furnace, and more than 30%. On this basis, the use of pulse combustion control technology and neW air heat exchanger, and save a lot of energy, save fuel, improve the quality of the Workpiece heat treatment. Key Words: bogie hearth annealing furnace, all-fiber heat treatment furnace, pulse combustion control technology, heat exchanger
贵州电炉项目建议书
贵州电炉项目建议书 规划设计 / 投资分析
摘要 对于如今电炉及工业炉行业生产经营发展势头良好,获得持续发展。企业改制基本进入后期阶段,现有股份制、民营个体企业已占行业的98%以上。针对行业发展点,分会积工作,使行业产品水平价的制定、科技信息的交流、内外企业之间的技术合作沟通以及与工业电热设备标委会协手共同制修订多项际标准和标准等项工作,都取得良好成绩和进展。 该电炉项目计划总投资23387.07万元,其中:固定资产投资17365.28万元,占项目总投资的74.25%;流动资金6021.79万元,占项目总投资的25.75%。 达产年营业收入43645.00万元,总成本费用34883.53万元,税金及附加379.72万元,利润总额8761.47万元,利税总额10349.67万元,税后净利润6571.10万元,达产年纳税总额3778.57万元;达产年投资利润率37.46%,投资利税率44.25%,投资回报率28.10%,全部投资回收期 5.06年,提供就业职位699个。 坚持应用先进技术的原则。根据项目承办单位和项目建设地的实际情况,合理制定项目产品方案及工艺路线,在项目产品生产技术设计上充分体现设备的技术先进性、操作安全性。采用先进适用的项目产品生产工艺技术,努力提高项目产品生产装置自动化控制水平,以经济效益为中心,在采用先进工艺和高效设备的同时,做好项目投资费用的控制工作,以求实科学的态度进行细致的论证和比较,为投资决策提供可靠的依据。努力
提高项目承办单位的整体技术水平和装备水平,增强企业的整体经济实力,使企业完全进入可持续发展的境地。 由于中国汽车制造业、航天航空业和冶金等行业发展速度较快,这些 行业的发展对烘炉、熔炉及电炉产品的需求较大,因此不同程度的促进了 中国烘炉、熔炉及电炉行业的发展。 报告主要内容:基本信息、项目建设必要性分析、产业分析、产品规 划分析、选址方案、项目工程设计说明、工艺先进性分析、项目环境影响 分析、项目安全卫生、风险防范措施、节能分析、实施安排、项目投资方案、经营效益分析、结论等。
热处理多用炉比较
热处理多用炉比较 多用箱式炉目前在国内应该是比较普及的产品,目前合资品牌有四五家,民族品牌二三家,号称会做的几十家,偶就有代表性的几家品评一下,纯属个人见解,请大家参考: 一、易普森VS爱协林 作为欧洲百年名牌,这两家都很具有实力,只就多用炉而言,区别主要如下:1、设备结构上爱协林比易普森有优势,主要表现在传动全部采用电机机械形式不使用液压、气压,作为炉子在高温使用确有优势;内推链位于前室,相对易普森位于后室的推链,寿命常。2、对于气氛的研究上,易普森的超级气氛(空气+丙酮)比爱协林的RX或氮甲醇使用成本低很多,虽然表面非马略差,但能满足一般用户要求。3、安全设计两家都很完善。4、售后服务,店大欺客,两家都较差。5、两家近年来都风云变换,人员大规模流失,爱协林流失两批,北京无锡各出一支,目前元老所剩无几,靠唐山一批新手维持局面,虽订单很多,人才不济,事故频发,叹一声:只剩虎皮耳;易普森去年德国总部空降接受人员,一夜之间将总经理为主的高层撤换,原总经理及一些骨干和宝华威原老总一起另立山头,易普森虽销售大将继续叱诧风云,可管理层换血,也元气大伤。结果:打个平手,继续作多用炉市场的并列老大。。 二、索菲斯VS霍可洛夫 美国名牌,八九十年代,作为进口名牌,纵横中国进口炉市场,所向披靡,设备风格是设计笨重结实,坚固耐用,产品质量稳定,但能耗较大,工作介质消耗也较大。九十年代后期,因政治原因和汇率问题,欧洲炉占了上风,现在美国炉基本退出中国市场,其主要原因是:爱协林、易普森等纷纷在国内建立独
资合资企业,成本降低,而美国人根本就看不起中国市场,不真正的来开发中国市场,即使搞个战略同盟,也不过拿几张旧图纸,中国人靠洋人名子蒙国人而已,这也是我不看好霍可洛夫与宝华威所谓结盟的原因。 结果:设备是好设备,技术也有特色,但都已是中国市场的昔日黄花,等你美国人真正看得起中国市场时,中国市场才会接纳你。。 三、欧洲炉VS美国炉 前面讲了,欧洲炉和美国炉,纯从技术讲都很好,都有特色,不愧国际名牌称号,但欧洲炉和美国炉那个更有优势呢? 对这个问题我问美国索菲斯的朋友,他说:欧洲炉在民用领域有优势,美国炉在军工、航天领域有优势,“不然为什么我们的武器要远远领先于全世界呢?”他说。我将他的观点告诉德国LOI的朋友,问是否也这样认为,他是这样回答我的:“欧洲搞工业革命时,美国人没有工业,只有牛仔,整天只会骑马打枪。” 结果:大家评价把!。 四、中外炉VS东方 中外炉自从60年代花重金购买了美国索菲斯的全部技术资料,又陆续引进、研发技术,目前已发展为世界级工业炉大佬,多用炉仅仅是其九牛一毛,目前世界工业炉排名第二,仅次于德国LOI,不愧为世界名牌;日本东方炉在日本根本排不上,世界上更是不值一提,但其在中国合资建厂最早,就是盐城丰东。日本人的岛国心理在东方炉有充分体现,耐火保温层只有两匹砖加一曾硅盖板,能减料就减料,作为多用炉,安全问题考虑很少,没有内推料机,靠小车向后室送料,能用气缸就不用电机,炉子爆炸声年年不断,辐射管寿命不到1年,故障率高,可是因为设备价格低廉,目前在中国市场迎合大家心理,市场占有
工业炉设计
目录 序言 (3) 热处理电阻炉设计 (5) 一.设计任务 (5) 二.炉型的选择 (6) 三.确定炉体结构和尺寸 (6) 1.炉膛尺寸的确定 (6) 2.炉衬材料及厚度的确定 (6) 四.砌体平均表面积计算 (7) 1.砌体外廓尺寸 (7) 2.炉墙平均面积 (7) 3.炉底平均面积 (8) 4.炉顶平均面积 (8) 五.计算炉子功率 (8) 1.根据经验公式计算炉子功率 (8) 2.根据热平衡计算炉子功率 (9) 1)加热工件所需的热量Q件 (9) 2)通过炉身的热损失Q散 (9) 3)整个炉体的散热损失 (14) 4)开启炉门的辐射损失 (14) 5)开启炉门溢气损失 (15) 6)加热控制气体所需热量Q控 (16) 7)其它热损失 (16) 8)热量总支出 (16) 9)炉子的安装总功率 (16)
六.炉子热效率计算 (16) 1. 正常工作时的效率 (17) 2. 在保温阶段,关闭炉门时的效率 (17) 七.炉子空载功率计算 (17) 八.空炉升温时间计算 (17) 1.炉墙及炉顶蓄热 (17) 2.炉底蓄热计算 (19) 3.炉底板蓄热 (20) 九.功率的分配与接线 (20) 十.电热元件材料选择及计算 (21) 1.求1000℃时电热元件的电阻率 (21) t 2.确定电热原件表面功率 (21) 3.每组电热元件功率 (21) 4.每组电热元件端电压 (21) 5.电热元件直径与质量 (22) 6.电热元件的总长度和总重量 (22) 7.校核电热元件表面负荷 (22) 8.电热元件在炉膛内的布置 (23) 十一.使用说明 (24) 十二.总结 (25) 十三.参考文献 (26)
工业炉常规安全使用规则实用版
YF-ED-J5339 可按资料类型定义编号 工业炉常规安全使用规则 实用版 In Order To Ensure The Effective And Safe Operation Of The Department Work Or Production, Relevant Personnel Shall Follow The Procedures In Handling Business Or Operating Equipment. (示范文稿) 二零XX年XX月XX日
工业炉常规安全使用规则实用版 提示:该管理制度文档适合使用于工作中为保证本部门的工作或生产能够有效、安全、稳定地运转而制定的,相关人员在办理业务或操作设备时必须遵循的程序或步骤。下载后可以对文件进行定制修改,请根据实际需要调整使用。 1 目的 为加强工业炉窑的安全管理,防止事故发生,特制定本制度。 2 范围本制度适用于公司工业炉窑的安全管理。 3 术语 4 4 职责 5 4.1 生产制造部的设备管理部门负责对工业炉窑的日常管理,包括制订工业炉窑的管理制度和对制度的执行、监督检查,制订工业炉窑的大修、一保、二保及定检计划并组织实
施。 4.2技术质量部负责工业炉窑的选型,设备管理部门配合。 4.3 生产制造部的设备管理部门负责按规定采购工业炉窑。 4.4生产制造部的设备管理部门负责按规定安装工业炉窑。 4.5 设备使用部门负责工业炉窑的操作使用和日常维护保养,并接受上级管理部门的监督和检查。 4.6生产制造部的设备管理部门负责工业炉窑档案管理。 5 内容 5.1工业炉窑的选型、采购、安装和验收 5.1.1 技术质量部在新设备在选型时,要
《工业炉热工与构造》总复习—知识点总结
工业炉热工与构造总复习 1.对炉子的基本要求:(1)能保证加工产品质量达到工艺要求;(2)炉子生产率要高;(3)热效率高,单体产品能耗低;(4)使用寿命长,砌筑和维护方便,筑炉材料消耗少;(5)机械化自动程度高;(6)基建投资少,占车间面积小而且便于布置;(7)对环境造成都污染少。 2.炉子的主要组成部分:(1)炉体及基础(2)热发生装置(3)进出料机构(4)钢结构以及测量和控制仪表(一般为热电偶)等。另:对于燃料炉来说,还应包括燃料和空气供给系统,排烟系统和余热回收装置以及炉子冷却系统等部分。 3.炉子的附属设备有:炉门、窥洞、烟道闸板、烧嘴、余热器等 4.炉子的分类:(1)按工艺特点分有熔炼炉和加热炉两种。(2)按能源种类分有燃料炉和电炉。(3)按工作温度分有:搞温炉(1000摄氏度以上,以辐射传热为主,例如熔炼炉和加热炉)。中温炉(1000-650摄氏度之间辐射和对流传热占一定比例,多用于钢铁热处理)。低温炉(650摄氏度以下,换热方式以对流换热为主,多用于干燥以及有色金属及其合金加热,钢铁及有色金属的回火处理)。(4)按热工操作特点分类:连续操作的炉子,推钢式连续加热炉、步进炉、环形炉、链式炉等;周期操作(或间歇操作)的炉子,均热炉、台车炉、罩式炉、井式炉、反射炉等。(5)按工作制度分类:辐射式工作制度的炉子、对流式工作制度的炉子、层式工作制度的炉子。 5.火焰的基本特征包括:(1)火焰的几何特征;(2)火焰的析热规律;(3)火焰的辐射特性等。 6.火焰的几何特征包括张角、形状和长度;冷等温自由射流的出口张角一般在18-22度,而火焰由于燃烧反应的影响,气流受热胀冷缩后密度下降体积增加,张角也随之增加,能达到34度左右。 7.火焰的析热规律:对于一维流场来说,一般可以认为它服从指数规律,但具体的关系式则各不相同。对于某个炉子上燃烧器的析热规律,由于影响因素太多,要比较准确地知道它的析热规律还需测定燃烧产物中可燃气体的含量并计算其蕴含的可释放热量后求得。 8.火焰的辐射特性:它包括火焰的辐射率和吸收率、火焰的温度以及热流密度。它和燃料的种类、火焰长短、燃烧完全程度等有着密切的关系。火焰在炉内辐射热流动大小还和火焰与被加热物体之间的相对位置有关。 9.按发射率来说火焰亮度很小的叫暗焰,亮度高达叫辉焰。 10.火焰增碳:往纯冷焦炉煤气中加入部分重油,提高了火焰中小碳粒的浓度,使火焰发射率和辐射能力增大的方法。 11.炉内传热分为炉内辐射传热和炉内对流传热。 12.热电偶所测的的温度既不代表炉气温度,也不代表炉衬温度或者金属温度,而是某种意义上的综合温度,是在该种情况下,测温热电偶所反应的温度,即所谓的“炉温”。 13.数学模型的用途有:(1)炉子热工理论的研究;(2)炉子优化设计;(3)炉子热工计算机控制及自动检测。 14.按炉内被加热工件外部传热参数空间特征,可将炉内传热模型分为零维模型、一维模型、二维模型和三维模型。 15.零维模型:这类模型用于模化炉温比较均匀的室内炉。一般希望通过模型求出在已知条件下,炉气、炉墙、工件等等温度随时间的变化规律,并预测工件加热时间或燃料消耗量。 16.一维模型:对于炉长比炉宽大的多的炉子来说,炉气温度沿长方向有明显的变化,而在炉宽及炉高方向炉气温度变化比较小,可以认为是均匀的,这属于一维模型。 17.二维模型:炉长和炉宽方向炉气温度变化明显,而炉高方向可以认为炉气温度是均匀的。 18.三维模型:三个方向的炉气温度都不均匀都要考虑的模型。
MATLAB作业——工业炉温控制系统为例概述
控制工程基础大作业MATLAB软件应用 2016年秋季学期 专业名称:机械设计制造及其自动化专业 班级: 姓名: Sun Light Tomorrow 学号: 授课教师: 成绩:
一、教学目的: 使学生能够掌握现代工程工具MATLAB软件使用的基本方法,能够应用MATLAB软件对控制系统进行建模及性能分析。 二、内容要求: 1.控制系统建模 (1)确定所研究的闭环反馈控制系统,清晰表述系统的具体工作原理及参数条件;(同学们可以通过查阅相关的文献资料、生活或者工程实践中的实际案例确定自己所研究的闭环反馈控制系统) (2)绘制闭环反馈控制系统的职能方框图、函数方框图,并建立系统的传递函数形式的数学模型。 2.应用MATLAB软件进行控制系统性能分析 针对所选定的闭环控制系统,应用MATLAB软件完成以下工作: (1)控制系统频域特性分析 分别使用nyquist函数和bode函数绘制系统的开环奈奎斯特图和开环波德图,并附程序清单。 (2)控制系统稳定性分析 判定控制系统的稳定性,并进行控制系统相对稳定性分析,计算稳定性裕量,并附程序清单。 (3)控制系统时域特性分析 使用step函数绘制控制系统的单位阶跃响应曲线,分析控制系统响应的快速性指标,分析比较结构参数变化对系统性能的影响,并附程序清单。 三、作业书写注意事项: 1.封皮格式按照此模板内容,不必更改,完整填写相应的个人信息; 2.正文按照第二部分内容要求的顺序分项书写,给出运行结果并附上完整的编写程序清单(同时提交电子版程序); 3.本模板及要求保留,另起一页书写正文的内容成果,A4纸双面打印,左侧装订; 4.杜绝抄袭,如果雷同,按照零分计; 5.采用十分制记分,抽查答辩。
毕业设计说明书热轧加热炉(模板)
绪论 1 工业炉的发展概况 工业炉的用途:在工业生产中,利用燃料燃烧产生的热量,或者将电能转化为热量对工件或物料进行加热的设备,称为工业炉。 工业炉的技术进步对工业的发展起着十分重要的作用,炉子的结构类型、加热工艺、热工控制和炉内气氛都直接影响加工后的产品质量。 工业炉的发展状况:以日本为例, 1945年以前,燃料为煤,单面加热的小炉子。 1946-1955年战后,燃料从发展到重油,引进国外技术,开始工业炉的现代化过程。 1956-1965年开始经济高速增长时期,炉子向大型化,双面加热,炉子段数也在增多,产量提高到250吨/小时。 1966-1975年,加热能力进一步提高,加热工艺更为先进,结构上出现了步进炉。 1976年以来,步进炉和步进底式炉进一步增加,并且把节能提上日程,发展节能型炉型。 2 加热炉炉型分类 按供热方式分工业炉可分为两类:一是火焰炉;二是电炉。常用的火焰炉炉型有环形炉、推钢炉及近些年来推广起来,步进炉。环形炉的炉子生产率一般较低,产量受到限制。步进炉和推钢炉相比,则具有明显优点,表现在: 1)工件依靠步进梁的运动在炉内前进,因此工件之间可以 留出间隙,加热后的高温炉料不会相互粘连,还有于缩短加热时间,减少工件的氧化和脱碳。 2)工件和步进梁或炉底没有摩擦,避免加热过程中工件底 面被划伤。 3)炉子长度不受推钢倍数的限制,但过长时工件跑偏量增 大。
4)外形不太规整和厚薄不同的工件在装炉条件上有较宽的 适应性。 5)停炉时炉内工件可以利用步进机械全部出空,必要时可 以将工件倒退一段距离,从而避免了工件在高温下停留时间过长或重复加热所造成的氧化损失。 6)通过改变工件之间的间隙、步进机械的水平行程和步进周期以调整炉子的生产能力。 7)可缩短凉炉检修和开炉升温周期、易于采用计算机对钢 坯跟踪。 由于以上优点步进炉得到了很快推广使用。这也是本设计以步进炉为设计题目主要依据。 3 设计依据与方案的选择 设计参数 炉子生产率:G=240t/h。 炉底强度P0=658kg/m2h。 加热钢种:尺寸为230×1150×10000,单重为20.7 吨的标准坯。 板坯加热初始温度t=20℃。 板坯加热终了温度t=1200 ℃。 板坯加热终了断面温差≤30℃。 空气预热温度t=450 ℃。 出炉烟气温度t=900 ℃。 燃料种类: 高焦炉混合煤气,低发热值Q=1800kcal/Nm3。 步进梁步进行程:500mm;步进周期:45秒;步进梁升降高度:200mm。 炉气温度t=1300℃。 进出料方式为端进端出,预热空气选用金属管壁式换热器,采用上排烟方式。 4 本次设计的主要内容:
工业炉设计 7章(93-106)
第七章燃料燃烧装置及其选择与计算 用来实现燃料燃烧过程的装置称为燃烧装置。燃烧装置的基本作用是要组织燃料在炉子中的燃烧过程,从而保证炉子的经济效果和物料的良好加热。 对燃烧装置一般有如下要求: ①在炉子所需要的热负荷(B实Q低)条件下,保证燃料的充分完全燃烧。(对于工艺上要求不完全燃烧的除外); ②能根据炉温制度变化的要求,在规定的供热能力变化范围内,保证稳定的燃烧过程(要求具有一定的调节比); ③按照炉型和加热工艺的要求,保证火焰有一定的外型(保证火焰长度、铺展面及火焰刚度等); ④保证安全生产,便于操作和维修; ⑤便于实现自动调节。 因此,必须根据燃料的燃烧特点,采用合理的燃烧方法,选用适合这种燃烧方法的燃烧装置或自行设计计算燃烧装置。通常情况下是选用合适的燃烧装置及进行必要的计算。 7.1煤气燃烧装置 煤气燃烧过程有三个阶段,即煤气与空气的混合、将混合物加热至着火温度和完成燃烧过程。其中煤气和空气的混合是主要的,混合过程的快慢将直接影响到煤气燃烧速度和火焰长度。 当煤气和空气混合物向炉内的喷出速度小于火焰传播速度时,将产生回火现象,这是很危险的;反之煤气和空气混合物向炉内的喷出速度大于火焰传播速度时,又会产生脱火现象,同样也是很危险的。因此,在选择燃烧装置(亦称煤气烧嘴)时,其特性参数(煤气、空气压力和空、煤气预热温度等)一定要根据生产现场的条件。选择相应的燃烧装置;反之,当燃烧装置选定后,生产现场的工艺条件一定要满足其特性参数的要求。 根据煤气和空气在燃烧前的混合程度的不同,分为有焰燃烧和无焰燃烧,相应的烧嘴也分为有焰烧嘴和无焰烧嘴。 7.1.1有焰燃烧及其烧嘴 (1)有焰燃烧的特点 ①煤气和空气在烧嘴里分两路各自流出(套管式烧嘴:中间走煤气,外环走空气),在炉内边运行边混合边燃烧,所以混合速度慢,燃烧火焰长,在火焰长度上其温度分布较均匀。 ②要达到完全燃烧,要求空气消耗系数较大,一般情况下n=1.15~1.25。 ③由于燃烧速度慢,煤气中的碳氢化合物易热解而析出炭粒,提高了火焰黑度,可增加火焰对物料的辐射传热。 ④由于煤气与空气在烧嘴外(炉内)混合,所以空气和煤气的预热温度可不受限制,因此可根据工艺情况,尽量提高空、煤气预热温度,节约燃料。 ⑤要求空、煤气的压力较低(煤气压力为500~3000Pa,空气压力为2000~5000Pa),动力消耗较低。 ⑥烧嘴能力大,结构紧凑、布置安装方便。 (2)有焰烧嘴 ①煤气低压涡流式烧嘴(DW-I型) 这种烧嘴目前在工业炉上应用较广。其特点是结构简单、紧凑(烧嘴安装间距可小于400mm),要求烧嘴前煤气压力低(最小压力为400Pa,正常为800Pa,最大压力不大于 93
普通锅炉和余热锅炉的区别
普通锅炉和余热锅炉主要有哪些不同: ★普通锅炉 1、普通的锅炉热源是利用介质燃烧(煤.油.燃气等)获得,而余热锅炉的热源是利用工业燃烧的余热废热(工业炉的燃烧温度较高废气余热再次利用)。 2、工业锅炉的结构有点复杂和辅助设备较多,而余热锅炉结构相对比较简单,工业锅炉种类多,余热锅炉现在比较多的是直通式余热锅炉。 3、工业锅炉运行的各参数(压力,水位,温度)等容易控制因为燃烧可以控制,而余热锅炉的运行参数不易控制的,在运行中余热锅炉的热源是随工业炉的燃烧周期而变化。 4、工业锅炉主要是用于供气和配套汽轮机发电用等,余热锅炉一般是工业炉的配套设备,即环保有可以节约能源。 ★余热锅炉 1、余热锅炉是利用工业余热来生产蒸汽或是热水的设备。余热锅炉的吸热部分与普通锅炉一样,也是由气锅、管束、及过热器组成。但由于余热锅炉是利用工业余热作为热源,因此与普通锅炉也有很大区别。 2、在普通锅炉中来自燃烧器的热量只用于产生蒸汽或是热水,而在工业炉和余热锅炉联合装置中,燃料燃烧产生的热量主要是加热或是熔化炉内的物料,其次才是生产蒸汽或热水。通常进入余热锅炉的烟气温度比燃料在锅炉中燃烧的烟气温度低,即烟气的热焓低,因此同样多的烟气产生的蒸汽比普通锅炉少。
3、进入余热锅炉的烟气量、烟气温度及烟气性质是不稳定的,随着工业炉的生产量、燃料性质及工艺的变化而发生变化,因此余热锅炉的蒸汽和热水量也是变化的。 4、为了防止有害气体的腐蚀,余热锅炉的设计参数往往决定于烟气性质。有的烟气中夹带着粉尘,这时需要及时对余热锅炉进行杂质处理,否则无法正常运行。 5、蒸发量相同的状态下,余热锅炉的排烟量体积比普通蒸汽锅炉多5-6倍。因此风机的电耗比普通风机多,进入余热锅炉的烟气温度较低,受热面利用率也低,当烟气温度低于400℃时,受热面利用效率过低,余热锅炉是不经济的。 6、当热源分散式,余热锅炉的各个换热设备可以分散布置在各个工艺流程上,当热源集中时,可以在每个炉子上安装余热锅炉,也可以在一组工业炉集中安装余热锅炉。但在一些过于分散的小型工业炉上,由于布置和维护都很困难,所以就不适合安装余热锅炉。
工业炉砌筑工程质量检验评定标准
工业炉砌筑工程质量检验评定标准 国家技术监督局、中华人民国建设部联合发布 主编部门:中华人民国冶金工业部 批准部门:中华人民国建设部 施行日期:1992年7月1日 关于发布国家标准《工业炉砌筑工程质量检验评定标准》的通知 建标〔1992〕31号 根据国家计委计综〔1987〕2390号文的要求,由冶金工业部会同有关部门共同修订的《工业炉砌筑工程质量检验评定标准》,已经有关部门会审。现批准《工业炉砌筑工程质量检验评定标准》GB 50309-92为国家标准,自199 2年7月1日起施行。原《工业窑炉砌筑工程质量检验评定标准》TJ309-77同时废止。 本标准由冶金工业部负责管理,由冶金工业部冶金建筑研究所负责解释,由
建设部标准定额研究所负责组织出版发行。 建设部 1992年1月7日 修订说明 本标准是根据国家计委计综〔1987〕2390号文的要求,由我部负责主编,具体由冶金建筑研究所会同化学工业部、中国有色金属工业总公司和我部所属的有关单位,成立了修订组,对原《建筑安装工程质量检验评定标准工业窑炉砌筑工程》TJ309-77进行修订而成。 在修订过程中,修订组进行了广泛的调查研究,认真总结了10多年来工业炉砌筑工程质量检验评定的经验,并广泛征求了全国有关单位的意见,经过反复修改,最后由我部会同有关部门审查定稿。 本标准共分十六章,其中第一、二、三、四章系通用部分,包括各种工业炉砌筑工程质量检验评定的共同规定;其余各章为所列专业炉砌筑工程质量检验评定的特殊要求。本标准未列入专门章节的各工业部门的一般工业炉的砌筑工程,可按本标准的通用部分进行质量检验和评定。
在本标准施行过程中,希各单位认真总结经验。如发现有需要修改补充之处,请将意见和有关资料寄交我部冶金建筑研究所《工业炉砌筑工程质量检验评定标准》管理组(市青山区和平大道938号,邮政编码:430081),以供今后修订时参考。 冶金工业部 1991年4月 第一章总则 第1.0.1条为了统一工业炉砌筑工程质量检验评定方法,促进企业加强管理,确保工程质量,特制定本标准。 第1.0.2条本标准适用于各种工业炉砌筑工程的质量检验和评定。 第1.0.3条本标准的保证项目,当没有注明检查数量时,均应按全数检查。 第1.0.4条本标准的主要指标和要根据《工业炉砌筑工程施工及验收规》G BJ211-87和国家发布的有关技术标准编制的。 第二章质量检验评定的划分、等级、程序及组织
工业炉设计 1章
上篇 火焰炉热工计算 第一章 燃料燃烧计算 1.1计算内容及目的 (1)计算单位燃料进行完全燃烧的空气需要量(L n )。其目的在于合理、有效地控制燃烧过程,达到最佳燃烧状态;同时也是正确地选用或设计计算燃烧装置、供风系统及检测、控制系统的重要依据。 (2)计算单位燃料进行完全燃烧的燃烧产物(烟气)生成量(V n )、燃烧产物成分(%)及其密度(ρ烟)。燃料燃烧产物生成量及其密度是设计烟道、烟囱或选用排烟机等不可缺少的依据。而燃烧产物成分是计算炉气黑度所必需的数据。 (3)计算燃料理论燃烧温度(t 理)。它是估算实际炉温能否达到工艺要求的重要依据之一;同时也是选择燃料种类及其燃烧方法的参考。 (4)计算燃料低发热量(Q 低)。已知炉子设计生产率时的总热量消耗,根据Q 低,即可 求出炉子总燃料消耗量(B )。Q 低同时也是计算t 理的重要依据。 1.2燃料燃烧计算中的已知条件 (1)燃料种类及其成分; (2)空气消耗系数(n ); (3)燃料及助燃空气的预热温度。 1.3燃料成分的换算 1.3.1固体、液体燃料成分的换算 固体、液体燃料成分是以各组成元素的重量百分数来表示的。共有四种表示方法,即:供用成分(用)、干燥成分(干)、可燃成分(燃)和有机成分(机)。进行燃料燃烧计算时,必须依据燃料的供用成分进行计算。如果提供的固体、液体燃料成分不是供用成分,则应将其换算成相应的供用成分,即: 供用成分:C 用+H 用+O 用+N 用+S 用+A 用+W 用 =100% 例:提供的燃料成分为可燃成分(燃),则换算成供用成分(用)为: C 用=KC 燃 H 用=KH 燃 A 用=A 用 W 用=W 用 总计=100% 式中:K —换算系数,其数值见表1-1。 (1-1)
1400度高温马弗炉说明书
深圳市中达电炉厂产品使用说明书 高 温 马 弗 炉 说 明 书 电话: 0755— 81700696 81700526 81700620 传真: 0755— 81700525 网址: https://www.360docs.net/doc/0813112915.html,
使用时注意: 1.本机器第一次使用时可能会有一点异味或白烟产生,那是因为新产品的关系,电炉烘烤一段时间后会自动消失,不影响本机性能。 2.电炉首次使用必须烘炉:250度烘4个小时,400度4个小时,600度4个小时,800度4个小时,1000度4个小时,1200度4个小时。烘炉完成后自然冷却到100度以下方可打开炉门。 如因未烘炉或烘炉不当而造成的炉膛炸裂不在本厂保修范围内。 深圳市中达电炉厂
一、公司介绍 深圳市中达电炉厂于2008年通过ISO9001质量管理体系认证。是一家集专业设计、生产非标环保节能工业电炉,控制软件开发及生产于一体的专业电炉厂,尤其在高温电炉领域有着丰富的经验,并有过很多成功案例。我们长期着力于改变生产和工艺存在的难题,不断学习、研发以满足客户的需要。改变了传统电炉设计对电网造成的干扰和损耗。在原有的基础上节约了能源。我厂通过引进国际先进电炉设计技术、采用正规厂家生产的优质新型耐火、隔热及发热材料,从而使产品具有使用寿命长、性能可靠、高效节能、升温快、控温精度高等优点。 主要生产:硅钼棒、硅碳棒高温箱式电阻炉,陶瓷推板窑,隧道窑、网带炉、真空烧结炉、真空回火炉、真空热处理炉、台车炉、铝合金炉,蒸气炉、实验炉、高低温烘箱、烘房、ED 涂装线、熔金炉、金属熔练炉,温度可达范围:室温——2500℃。 产品适应范围和用途:中达电炉广泛应用于加工热处理等作业上,如各类陶瓷、玻璃、琉璃、氮化硅、纳米材料、氧化铝等烧结及脱蜡;五金塑胶模具、特殊金属等淬火、回火及热处理;丝印、电镀、金银珠宝、五金塑胶、纳米、变压器、电机、线路板、电器等烘烤脱水及老化测试;铝合金、固溶及时效热处理;碳纤维复合材料二次烧结、ED涂装及精细烘干。 技术支持:我厂特请经验丰富的电炉专家吉林工大研究生赵宏哲先生任总工程师,拥有一批经验丰富的设计技术人才、先进的生产检测设备及完善的管理体系,结合深圳特区效率高、速度快、公平、公正、公开的经营模式、资源齐等特点及完善的售后服务体系,产品远销国内外。 二、产品介绍 1)、本产品是一种多功能、高信赖度的节能高温马弗炉,采用国际工业电炉结构设计,材质好、强度高、保温节能效果等,性能优良,且外型美观,操作容易。 2)、中达电炉广泛应用于加工热处理等作业上,如各类陶瓷、玻璃、琉璃、
工业炉的组成及分类
本文摘自再生资源回收-变宝网(https://www.360docs.net/doc/0813112915.html,)工业炉的组成及分类 工业炉是在工业生产中,利用燃料燃烧或电能转化的热量,将物料或工件加热的热工设备。广义地说,锅炉也是一种工业炉,但习惯上人们不把它包括在工业炉范围内。 一、工业炉的组成 工业炉砌体、工业炉排烟系统、工业炉预热器、工业炉驱动装置和工业炉燃烧装置等。 一般工业炉的结构组成: 工业炉本体,包括框架支撑结构、炉膛结构、物料输送系统等。 供热系统,包括向工业炉内物料提供热源的设备系统,如能源介质管道和设备系统、电力输送系统变压设备等。 排烟系统,包括烟道、烟囱、换热器和排烟辅助设备等。 其他配套设备。
二、工业炉的分类 在铸造车间,有熔炼金属的冲天炉、感应炉、电阻炉、电弧炉、真空炉、平炉、坩埚炉等;有烘烤砂型的砂型干燥炉、铁合金烘炉和铸件退火炉等;在锻压车间,有对钢锭或钢坯进行锻前加热的各种加热炉,和锻后消除应力的热处理炉;在金属热处理车间,有改善工件机械性能的各种退火、正火、淬火和回火的热处理炉;在焊接车间,有焊件的焊前预热炉和焊后回火炉;在粉末冶金车间有烧结金属的加热炉等。 三、工业炉的设计要点 1.炉型的选择 2.燃料的选择 3.燃烧装置,燃烧器的选择 4.炉子设计者须对炉子的热能利用知识较全面理解 5.炉子辐射段和对流段的热负荷合理分配以及传热面的排列布置 6.采用新技术,新材料时,尚要注意采用的新技术,新材料的先进性与可靠性,经济性相结合 7.用增加传热面积方法来提高炉子热效率的时候,除要防止低温烟气腐蚀之外,还需要注意增加面积后对系统阻力的影响工业炉的热效率和燃料消耗量。 本文摘自变宝网-废金属_废塑料_废纸_废品回收_再生资源B2B交易平台网站; 变宝网原文网址:https://www.360docs.net/doc/0813112915.html,/newsDetail594830.html 网上找客户,就上变宝网!免费会员注册,免费发布需求,让属于你的客户主动找你!
燃气工业炉的分类(新编版)
燃气工业炉的分类(新编版) Safety management is an important part of enterprise production management. The object is the state management and control of all people, objects and environments in production. ( 安全管理 ) 单位:______________________ 姓名:______________________ 日期:______________________ 编号:AQ-SN-0445
燃气工业炉的分类(新编版) 燃气工业炉根据用途及工作条件不同,种类繁多,通常拉不同特征进行分类。 (一)按用途分类 这种分类方法是最常用的,燃气工业炉根据用途不同,可分为两大类若干种: 1.加热炉 在炉内完成物料的加热升温过程,可分为: (1)金属加热炉有锻压加热炉和热处理炉两类。前者用于金属在轧制和锻造前的加热,以提高其可塑性;后者用来实现金属热处理工艺(退火、淬火、回火、正火、调质、渗碳、氰化等),以提高金属制品的质量。
(2)焙烧炉或焙烧窑将物料焙烧,获得新的产品,如石灰焙烧窑等。 (3)于燥炉将物料干燥、脱水。 2.熔炼炉 在炉内完成物料的加热和熔炼过程,包括: (1)高炉矿石经熔炼,得到金属。 (2)化铁炉用于熔化金属。 (3)平炉及转炉用于金属再精炼。 (二)按热工制度分类 1.间断式炉(也称周期式炉)炉膛内不划分温度区段,炉子间断生产,在每一加热周期内炉温是变化的。 2.连续式炉炉子连续生产,炉膛内划分温度区段,在加热进程中,每一区段的温度保持不变。 (三)按炉温分类 1.高温炉炉温>1000℃,炉内传热以辐射为主。 2.中温炉炉温650~1000℃,炉内传热以辐射、对流为主。