砂轮修整的四种方法【金刚石滚轮修整器】
砂轮修整的四种方法【金刚石滚轮修整器】
用修整工具将砂轮修整成形或修去磨钝的表层,以恢复工作面的磨削性能和正确的几何形状的操作过程。及时而正确地修整砂轮,是提高磨削效率和保证磨削质量不可缺少的重要环节。砂轮修整一般有车削、用金刚石滚轮、磨削和滚轧等方法。
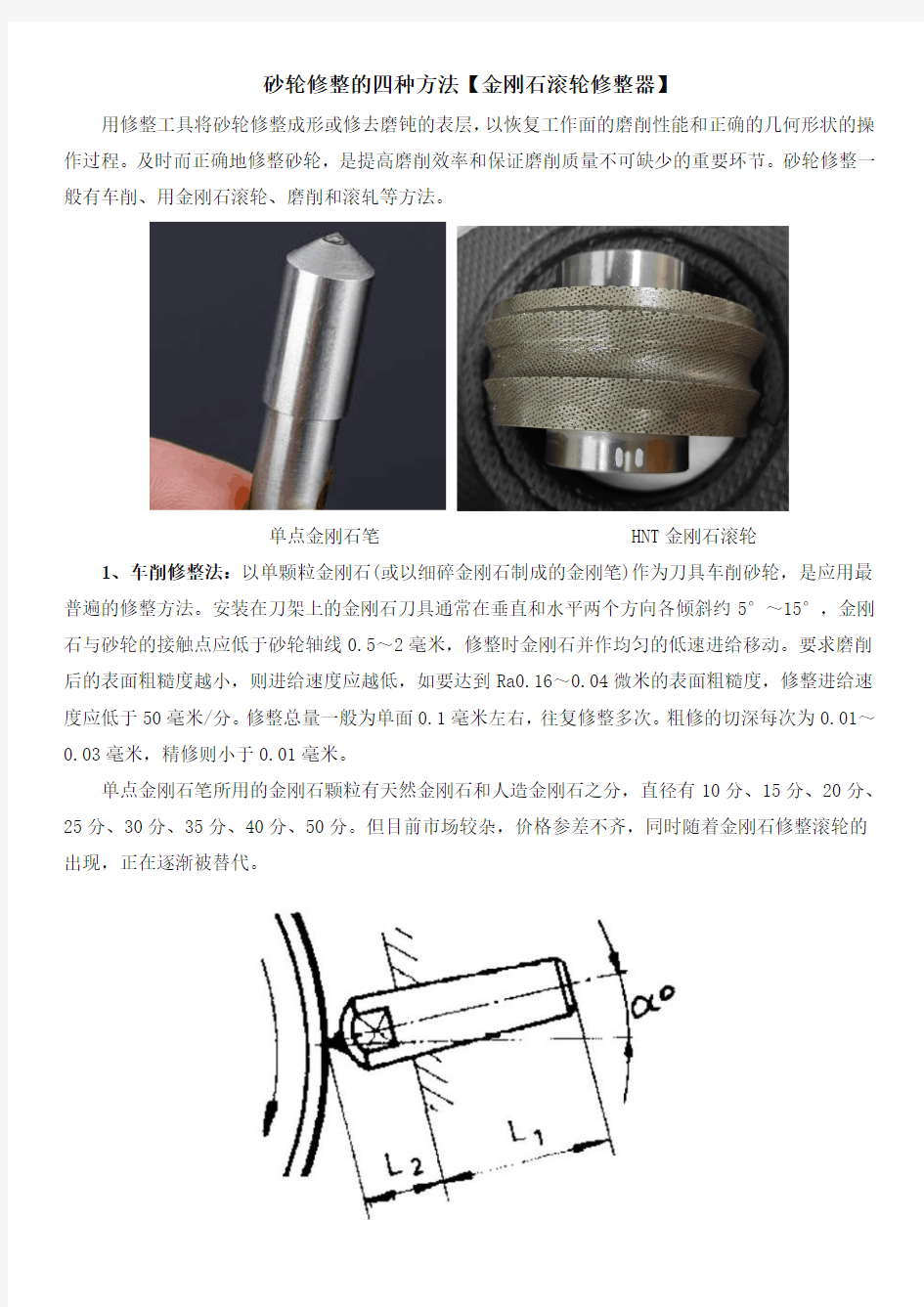
单点金刚石笔HNT金刚石滚轮
1、车削修整法:以单颗粒金刚石(或以细碎金刚石制成的金刚笔)作为刀具车削砂轮,是应用最普遍的修整方法。安装在刀架上的金刚石刀具通常在垂直和水平两个方向各倾斜约5°~15°,金刚石与砂轮的接触点应低于砂轮轴线0.5~2毫米,修整时金刚石并作均匀的低速进给移动。要求磨削后的表面粗糙度越小,则进给速度应越低,如要达到Ra0.16~0.04微米的表面粗糙度,修整进给速度应低于50毫米/分。修整总量一般为单面0.1毫米左右,往复修整多次。粗修的切深每次为0.01~0.03毫米,精修则小于0.01毫米。
单点金刚石笔所用的金刚石颗粒有天然金刚石和人造金刚石之分,直径有10分、15分、20分、25分、30分、35分、40分、50分。但目前市场较杂,价格参差不齐,同时随着金刚石修整滚轮的出现,正在逐渐被替代。
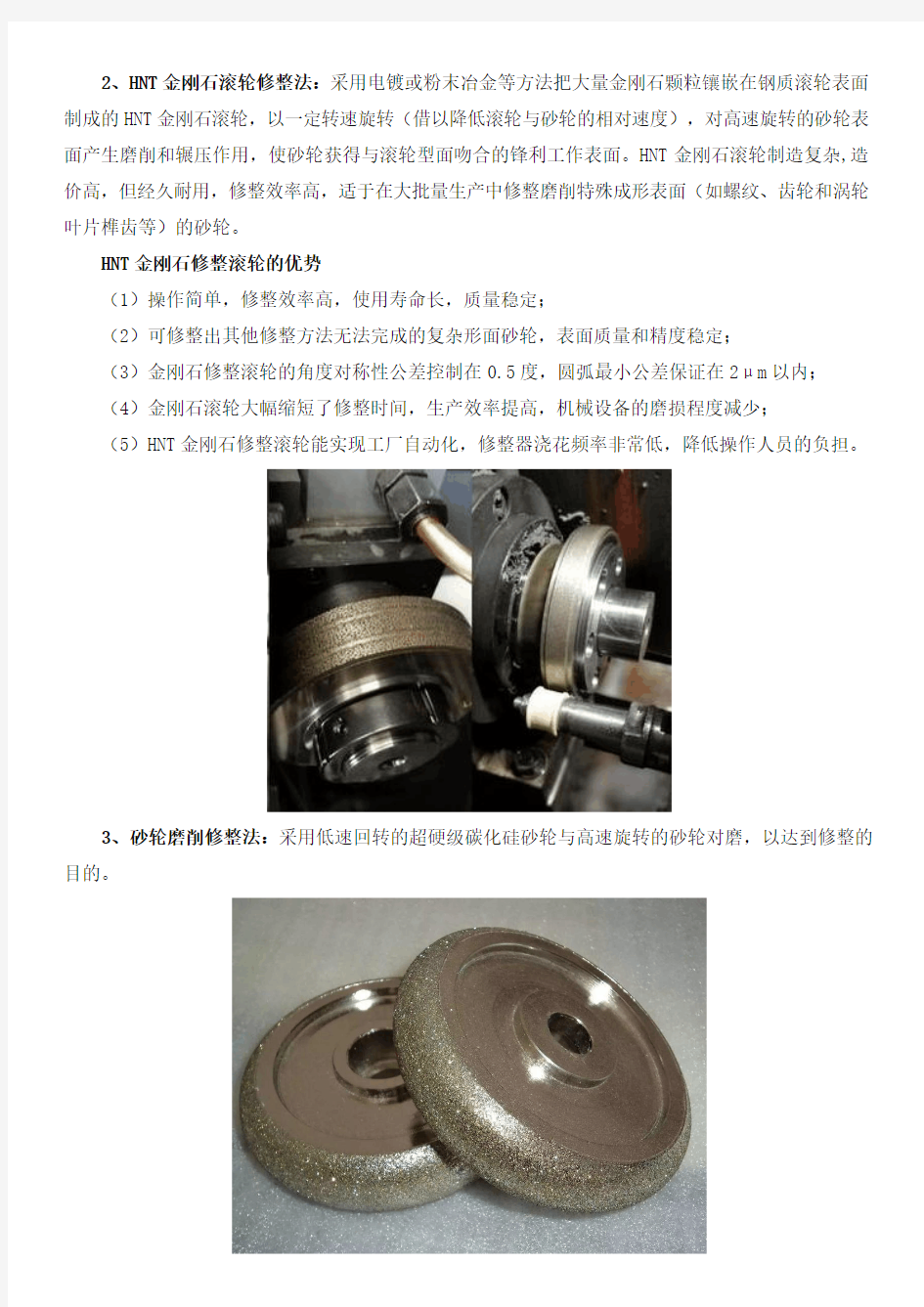
2、HNT金刚石滚轮修整法:采用电镀或粉末冶金等方法把大量金刚石颗粒镶嵌在钢质滚轮表面制成的HNT金刚石滚轮,以一定转速旋转(借以降低滚轮与砂轮的相对速度),对高速旋转的砂轮表面产生磨削和辗压作用,使砂轮获得与滚轮型面吻合的锋利工作表面。HNT金刚石滚轮制造复杂,造价高,但经久耐用,修整效率高,适于在大批量生产中修整磨削特殊成形表面(如螺纹、齿轮和涡轮叶片榫齿等)的砂轮。
HNT金刚石修整滚轮的优势
(1)操作简单,修整效率高,使用寿命长,质量稳定;
(2)可修整出其他修整方法无法完成的复杂形面砂轮,表面质量和精度稳定;
(3)金刚石修整滚轮的角度对称性公差控制在0.5度,圆弧最小公差保证在2μm以内;
(4)金刚石滚轮大幅缩短了修整时间,生产效率提高,机械设备的磨损程度减少;
(5)HNT金刚石修整滚轮能实现工厂自动化,修整器浇花频率非常低,降低操作人员的负担。
3、砂轮磨削修整法:采用低速回转的超硬级碳化硅砂轮与高速旋转的砂轮对磨,以达到修整的目的。
4、滚轧修整法:采用硬质合金圆盘、一组由波浪形白口铁圆盘或带槽的淬硬钢片套装而成的滚轮,与砂轮对滚和挤压进行修整。滚轮一般装在修整夹具上手动操作,修整效率高,适于粗磨砂轮的修整。
砂轮修整以后,要进行二次动平衡检查,避免因为动平衡出问题而造成使用人员在施工过程出现工业事故。
砂轮修整的四种方法【金刚石滚轮修整器】
砂轮修整的四种方法【金刚石滚轮修整器】 用修整工具将砂轮修整成形或修去磨钝的表层,以恢复工作面的磨削性能和正确的几何形状的操作过程。及时而正确地修整砂轮,是提高磨削效率和保证磨削质量不可缺少的重要环节。砂轮修整一般有车削、用金刚石滚轮、磨削和滚轧等方法。 单点金刚石笔HNT金刚石滚轮 1、车削修整法:以单颗粒金刚石(或以细碎金刚石制成的金刚笔)作为刀具车削砂轮,是应用最普遍的修整方法。安装在刀架上的金刚石刀具通常在垂直和水平两个方向各倾斜约5°~15°,金刚石与砂轮的接触点应低于砂轮轴线0.5~2毫米,修整时金刚石并作均匀的低速进给移动。要求磨削后的表面粗糙度越小,则进给速度应越低,如要达到Ra0.16~0.04微米的表面粗糙度,修整进给速度应低于50毫米/分。修整总量一般为单面0.1毫米左右,往复修整多次。粗修的切深每次为0.01~0.03毫米,精修则小于0.01毫米。 单点金刚石笔所用的金刚石颗粒有天然金刚石和人造金刚石之分,直径有10分、15分、20分、25分、30分、35分、40分、50分。但目前市场较杂,价格参差不齐,同时随着金刚石修整滚轮的出现,正在逐渐被替代。
2、HNT金刚石滚轮修整法:采用电镀或粉末冶金等方法把大量金刚石颗粒镶嵌在钢质滚轮表面制成的HNT金刚石滚轮,以一定转速旋转(借以降低滚轮与砂轮的相对速度),对高速旋转的砂轮表面产生磨削和辗压作用,使砂轮获得与滚轮型面吻合的锋利工作表面。HNT金刚石滚轮制造复杂,造价高,但经久耐用,修整效率高,适于在大批量生产中修整磨削特殊成形表面(如螺纹、齿轮和涡轮叶片榫齿等)的砂轮。 HNT金刚石修整滚轮的优势 (1)操作简单,修整效率高,使用寿命长,质量稳定; (2)可修整出其他修整方法无法完成的复杂形面砂轮,表面质量和精度稳定; (3)金刚石修整滚轮的角度对称性公差控制在0.5度,圆弧最小公差保证在2μm以内; (4)金刚石滚轮大幅缩短了修整时间,生产效率提高,机械设备的磨损程度减少; (5)HNT金刚石修整滚轮能实现工厂自动化,修整器浇花频率非常低,降低操作人员的负担。 3、砂轮磨削修整法:采用低速回转的超硬级碳化硅砂轮与高速旋转的砂轮对磨,以达到修整的目的。
砂轮修整
用修整工具将砂轮修整成形或修去磨钝的表层,以恢复工作面的磨削性能和正确的几何形状的操作过程。及时而正确地修整砂轮,是提高磨削效率和保证磨削质量不可缺少的重要环节。砂轮修整一般有车削、用金刚石滚轮、磨削和滚轧等方法。 1 车削修整法 以单颗粒金刚石(或以细碎金刚石制成的金刚笔金刚石修整块)作为刀具车削砂轮是应用最普遍的修整方法。安装在刀架上的金刚石刀具通常在垂直和水平两个方向各倾斜约5°~15°;金刚石与砂轮的接触点应低于砂轮轴线0.5~2mm,修整时金刚石并作均匀的低速进给移动。要求磨削后的表面粗糙度越小,则进给速度应越低,如要达到Ra0.16~0.04μm的表面粗糙度,修整进给速度应低于50mm/min。修整总量一般为单面0.1mm左右,往复修整多次。粗修的切深每次为0.01~0.03mm,精修则小于0.01mm。 图1 车削修整砂轮示意图 2 金刚石滚轮修整法 采用电镀或粉末冶金等方法把大量金刚石颗粒镶嵌在钢质滚轮表面制成的金刚石滚轮,以一定转速旋转(藉以降低滚轮与砂轮的相对速度),对高速旋转的砂轮表面产生磨削和辗压作用,使砂轮获得与滚轮型面吻合的锋利工作表面。金刚石滚轮制造复杂、造价高,但经久耐用、修整效率高,适于在大批量生产中修整磨削特殊成形表面(如螺纹、齿轮和涡轮叶片榫齿等)的砂轮。 3 砂轮磨削修整法 采用低速回转的超硬级碳化硅砂轮与高速旋转的砂轮对磨,以达到修整的目的。
图2 金刚石滚轮修整成形砂轮 4 滚轧修整法 采用硬质合金圆盘、一组由波浪形白口铁圆盘或带槽的淬硬钢片套装而成的滚轮,与砂轮对滚和挤压进行修整。滚轮一般装在修整夹具上手动操作,修整效率高,适于粗磨砂轮的修整。
金刚石砂轮使用时的注意事项【干货】
金刚石砂轮使用注意事项【干货】 内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理! 更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、砂轮、自动化、数字无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展。 金刚石砂轮是坚硬的砂轮,他具有“无坚不摧”的能力,磨削能力非常强悍,但是金刚石砂轮的使用也还是要注意一些事项。以延长金刚石砂轮的使用寿命。 1.金刚石砂轮是一种贵重的工具,只应用于加工高硬度材料,而不宜用来磨削一般钢材或其他软性材料。 2.金刚石砂轮装上法兰盘后,也要经过静平衡后才能使用。应该注意、在砂轮用完之前不要随便从法兰盘上拆下。 3.使用金刚石砂轮的机床,其刚性要好,主轴选择精度要高(径向跳动不大于0.01毫米),且能作微量横进给。 4.必须选择适当的磨削用量。下述数据可供参考: (1)砂轮线速度: 金属结合剂:①10~15*/秒(干磨),②20~35*/秒(湿磨) 树脂结合剂:①15~30*/秒(干磨),②25~40*/秒(湿磨) (2)工件线速度:一般为10~15*/分。 (3)磨削深度:磨削深度要小,否则砂轮磨损很快,而磨削效率不一定高。一般以0.005~0.01毫米/氧行程为宜。磨料粒度越细,磨削深度应越小,特别是不用冷却液时跟要小一些。
(4)纵向进给速度:一般为10~15米/分。 5.磨削时应尽量采用冷却液,这不仅可提高磨削效率和磨削质量,而且砂轮磨损也较小。常用的冷却液有煤油、轻柴油、轻机油灯,一般以煤油为好。 6.新的金刚石砂轮开始使用时,为了使它获得正确的形状(外圆真圆度、端面平直度),也需要进行修整,修整方法可用碳化硅砂轮,或以碳化硅磨料在平整的金属板或者玻璃板上用手工研磨进行修整(用于修整砂轮端面)。为了节省昂贵的金刚石砂轮,也可采用自然修整的方法,即把新砂轮先用于粗磨,待其磨损至具有证券外形后,再用来进行精磨。在磨削过程中若发现砂轮不够锐利或有堵塞现象时,也可以手持碳化硅砂轮条小心地对砂轮工作表面稍加整修。另外还需注意以下几个问题: 一、正面操作问题 在日常的使用中,许多操作者总习惯正对着砂轮进行操作,原因是这个方向上能用上劲,其实这种行为是砂轮机操作中应特别禁止的行为。按操作规程,使用砂轮机磨削工件时,操作者应站在砂轮的侧面,不得在砂轮的正面进行 操作,以免砂轮出故障时,砂轮飞出或砂轮破碎飞出伤人。 二、侧面磨削问题 在砂轮机的日常使用中,我们常常可以发现有的操作者不分砂轮机的种类、不分砂轮的种类,随意地就使用砂轮 的侧面进行磨削,这是严重违反安全操作规程的违章操作行为。按规程用圆周表面做工作面的砂轮不宜使用侧面进行磨削,这种砂轮的径向强度较大,轴向强度
砂轮修整技巧
砂轮修整的技巧 修锐是一个将超硬磨粒砂轮的磨粒修磨锋利的处理过程。在这一过程中,需去除磨粒间的结合剂和磨钝的砂轮磨粒,使具有很强磨削性能的砂轮磨粒突出结合剂之外,形成锐利的切削刃。修锐也必须从砂轮表面的气孔中,去除微小的材料,防止作用于砂轮上的磨削力增大,砂轮上的磨削力增大,将会引起振动和造成零件表面烧伤。 没有适当的修锐,即使是最好的砂轮也不可能获得加工零件的高质量和尺寸一致性。实际上,当你投资了高质量的砂轮,为了获得高的磨削性能,很好地修整它们就显得非常重要。 整形可以说是砂轮准备工作的一部分,它与普通砂轮的修锐同时进行。对于超硬磨料砂轮,两道工序是分开进行的,首先对砂轮进行整形。在使用超硬磨料砂轮磨削中,整形是使用整形工具或滚轮进行,修锐经常是使用一个陶瓷结合剂的修整棒,在整形完成后,对砂轮进行修锐处理。 在砂轮包括整形与修锐的修整之前,保证主轴轴承在一定的温度下(如通常的砂轮磨削状态)是很重要的。这样可避免损伤零件几何形状以及砂轮和修整工具的非正常磨损。对于修整用的工具必须小心处理,因为它一般由质硬、耐磨但又很脆的金刚石材料制成,且对因轻微碰撞、受力引起微小裂纹和破碎都非常敏感。 因为金刚石整形器本身就是一把刀具,需保持非常锋利。使用一个磨钝了的修整工具来修整砂轮表面,会使砂轮变钝。为了保持一个高质量和锋利的金刚石修整工具,每隔一定时间,需要1/8圈地旋转单点或带锥尖的修整工具。旋转次数可根据修整情况决定,根据经验,最少每天旋转一次。对于凿子头和成型的修整工具,一般需在它们磨钝前180°地旋转一次。大多数外圆磨床是将零件和砂轮置于一个水平线上。零件外圆的最高点与砂轮外圆的最高点称为零件/砂轮接触点,金刚石修整工具应尽可能地在接近零件/砂轮接触点处修整砂轮。对于内圆磨床用砂轮,将金刚石修整工具接近砂轮外圆的最高点(即磨孔时零件/砂轮接触点)进行修整,这一点更为重要。 采取微量修整 为减少修整时间,好象总存在一种想选择大些修除深度的诱惑。这是一种极其错误的想法。必须选择最合适的修除深度对砂轮进行修整。选择太大的修除深度,会产生高的切削温度,减少修整器的使用寿命,还会将有用的砂轮层切除。最终结果是使修整器和砂轮两者受损,适得其反。最佳的修整量为经几次修除后,既能恢复砂轮的几何形状,又能刚好产生出良好的磨削锋刃为准则。使用单点修整工具,应以10-15°的轴心线倾斜角接触砂轮的直径方向。这样将使单点修整工具在定期转动时,产生一个削尖的作用。以多点接触的修整工具不需要倾斜这一角度。改为用修整工具的整个端面与砂轮表面接触。 横向移动速度是修整工具在修整中通过砂轮表面的速度。它对加工零件要求的表面粗糙度和金属切削率都起有关键的作用。横向移动速度太慢,将会堵塞砂轮,损害零件的表面粗糙度和金属切削率。太慢的横向移动速度还可以引起砂轮振动和烧伤零件表面。均匀较快的横向移动速度能修整出好的砂轮表面,提高砂轮的磨削性能,增加磨削效率,降低零件表面粗糙度。 保持冷却 适当地使用冷却液,能加快修整速度和提高修整效率。根据经验,选用一股3/8英寸直径的冷却液,能够从修整器上排除大量热量,延长修整器的使用寿命。当金刚石修整工具通过砂轮时,安装一个冷却液喷管,充满整个砂轮表面或不断地加注冷却液到金刚石修整工具。当修整工具与砂轮接触开始修整后,决不允许修整工具,从冷却液中退出。否则会使金刚石
金刚石砂轮使用时的注意事项
金刚石砂轮使用时的注意事项 金刚石砂轮是最坚硬的砂轮,他具有“无坚不摧”的能力,磨削能力非常强悍,但是金刚石砂轮的使用也还是要注意一些事项。以延长金刚石砂轮的使用寿命。 1.金刚石砂轮是一种贵重的工具,只应用于加工高硬度材料,而不宜用来磨削一般钢材或其他软性材料。 2.金刚石砂轮装上法兰盘后,也要经过静平衡后才能使用。应该注意、在砂轮用完之前不要随便从法兰盘上拆下。 3.使用金刚石砂轮的机床,其刚性要好,主轴选择精度要高(径向跳动不大于0.01毫米),且能作微量横进给。 4.必须选择适当的磨削用量。下述数据可供参考: (1)砂轮线速度: 金属结合剂:①10~15*/秒(干磨),②20~35*/秒(湿磨) 树脂结合剂:①15~30*/秒(干磨),②25~40*/秒(湿磨) (2)工件线速度:一般为10~15*/分。 (3)磨削深度:磨削深度要小,否则砂轮磨损很快,而磨削效率不一定高。一般以0.005~0.01毫米/氧行程为宜。磨料粒度越细,磨削深度应越小,特别是不用冷却液时跟要小一些。 (4)纵向进给速度:一般为10~15米/分。 5.磨削时应尽量采用冷却液,这不仅可提高磨削效率和磨削质量,而且砂轮磨损也较小。常用的冷却液有煤油、轻柴油、轻机油灯,一般以煤油为好。 6.新的金刚石砂轮开始使用时,为了使它获得正确的形状(外圆真圆度、端面平直度),也需要进行修整,修整方法可用碳化硅砂轮,或以碳化硅磨料在平整的金属板或者玻璃板上用手工研磨进行修整(用于修整砂轮端面)。为了节省昂贵的金刚石砂轮,也可采用自然修整的方法,即把新砂轮先用于粗磨,待其磨损至具有证券外形后,再用来进行精磨。在磨削过程中若发现砂轮不够锐利或有堵塞现象时,也可以手持碳化硅砂轮条小心地对砂轮工作表面稍加整修。另外还需注意以下几个问题: 一、正面操作问题 在日常的使用中,许多操作者总习惯正对着砂轮进行操作,原因是这个方向上能用上劲,其实这种行为是砂轮机操作中应特别禁止的行为。按操作规程,使用砂轮机磨削工件时,操作者应站在砂轮的侧面,不得在砂轮的正面进行操作,以免砂轮出故障时,砂轮飞出或砂轮破碎飞出伤人。 二、侧面磨削问题 在砂轮机的日常使用中,我们常常可以发现有的操作者不分砂轮机的种类、不分砂轮的种类,随意地就使用砂轮的侧面进行磨削,这是严重违反安全操作规程的违章操作行为。按规程用圆周表面做工作面的砂轮不宜使用侧面进行磨削,这种砂轮的径向强度较大,轴向强度很小,操作者用力过大时会造成砂轮破碎,甚至伤人,在实际的使用过程中应禁止这种行为。 三、共同操作问题 在实际的日常操作中,也有这样的情况发生,有人为赶生产任务、抢工作时间,两人共用一台砂轮机同时操作,这是一种严重的违章操作行为,应严格禁止。一台砂轮机不够用的时候,可以采用添加砂轮机的办法解决,绝对不允许同时共用一台砂轮机。 四、用力操作问题 在砂轮机的使用时,有些操作者,尤其是年青的操作者,为求磨削的速度快,用力过大过猛,这是一种极不安全的操作行为。任何砂轮的平身都有一定的强度,这样做很可能会造成砂轮的破碎,甚至是飞出伤人,也是一种应禁止的行为。
金刚石滚轮成形砂轮修整器的结构设计
金刚石滚轮成形砂轮修整器的结构设计* 孙燕燕1,林东玲1,张 宇2,乔楠楠2 (1.沈阳汽车工业学院,辽宁沈阳 110015; 2.沈阳市工业技术学校,辽宁沈阳 110102) 摘 要:针对加工轴类工件时,常会遇到尺寸精度要求高、表面粗糙度值小的各种圆弧的难加工问题,提出采用成形磨削法进行圆弧的加工,并针对圆弧加工用的成形砂轮,设计出金刚石滚轮成形砂轮修整器。 关键词:成形磨削;金刚石滚轮;砂轮修整器 中图分类号:TH122 文献标识码:A 文章编号:1006-4414(2010)02-0051-02 The struct ural design of di a m ond rolli n g f or m-w hee l dresser Sun Y an-yan1,L i n Dong-li n g1,Zhang Yu2,Q i a o Nan-nan2 (1.Shenyang i ns titute of automob ile industry,Shenyang L i aoni ng 110015,China; 2.Shenyang industrial techn ical schoo l,Shenyang L iaoning 110102,Ch i na) Abstrac t:W h ile sha ft w orkpieces i s pro cessed,t he d ifficu lt pro cessi ng o f arc s uch as hi gh d i m ensiona l prec isi on and s m a ll surface roughness often co m es up.In order to solve th i s proble m,this paper puts forwa rd the for m-gr i nd i ng m ethod f o r pro cessi ng o f arc,and des i gns d i amond ro lli ng f o r m-wheel dresser especia lly for dressi ng fo r m-w hee lwh ich is used f o r arc pro cessi ng. K ey word s:for m-gr i nd i ng;d i a m ond ro lli ng w hee;l wheel dresser 1 前 言 成形磨削是把砂轮修整成与工件轮廓相吻合的形状,加工时砂轮和工件全面接触拷贝出砂轮的廓形,是一种高精度、高效率、低成本的精加工方法[1]。成形磨削时,由于砂轮各点处的圆周速度不一样,致使各点处的材料去除率不同,从而导致砂轮磨损不均匀,特别是在尖角部位容易崩碎,从而产生形状误差。由于零件的成形形状是砂轮形状的拷贝,这必然对加工精度产生影响,同时磨削余量的不均匀也会导致磨削烧伤等加工缺陷,因此成形砂轮的修整对成形磨削加工过程具有决定性影响。针对圆弧加工用的成形砂轮,设计出专门的金刚石滚轮成形砂轮修整器。 2 砂轮修整器的结构设计 2.1 主轴部件 该部件是修整装置的关键部件。金刚石滚轮安装在它的上面,其精度直接影响修整精度,进而影响被加工工件的精度。如何保证本装置的精度,设计、加工和装配是关键技术。此外,金刚石滚轮主轴还应具有足够的刚度,主要是考虑到金刚石滚轮的修整力比较大,为提高滚轮寿命,滚轮直径应尽可能的大,该设计中将滚轮直径选为140mm。金刚石滚轮修整装置主轴采用如图1所示结构。该结构简单,加工精度易保证,调整方便,精度高,径向跳动小于0.003mm,轴向窜动小于0.003mm,端跳动小于0.003mm 。 图1 金刚石滚轮修整装置主轴结构图 2.2 电机功率 金刚石滚轮修整是用磨削法成形,而金刚石笔修整是车削法成形,故前者的修整力比后者大,所以电机应有足够的扭矩。修整电机的功率是按每毫米宽度15~30W[2]计算的,电机的功率1k W为最常用。考虑到电机的具体结构及所加工的零件较宽(65mm),故电机功率选定为1.5k W。 2.3 传动部件 传动部件的作用是保证金刚石滚轮转速的高低、旋转方向符合修整工艺的要求,且将电机的旋转运动平稳的传送给主轴。该设计中,采用带传动,即可满足要求。主要是因为带传动具有以下优点: 因带有弹性,能缓冲、吸振,从而传动平稳,噪声小;当传动过载时,带在带轮上打滑,可以防止其它零件损坏;!结构简单、装拆方便;?可用于中心距离较大的传动。 # 51 # 应用与试验 #机械研究与应用# *收稿日期:2010-03-06 作者简介:孙燕燕(1982-),女,辽宁大连人,助教,研究方向:超精密加工。
金刚石砂轮的正确使用和选用
目前绝大部分人工合成的金刚石都为粉末状或细小的颗粒状,为了利用金刚石进行高精度、高效率磨削加工,通常采用称之为结合剂的物质将金刚石磨粒粘结起来并制成具有一定强度和形状的磨具,以便于安装在各种磨床上进行磨削加工。金刚石砂轮是磨削硬质合金、玻璃、陶瓷、宝石等高硬脆材料特效工具。 由于金刚石砂轮硬度高,切削性能好,因此磨轮通常是不需要修整的,不过在经过使用一段时间之后,那么切屑就会堵塞,使用性能下降,甚至磨削力大,而且磨削的温度增高,就容易造成磨轮的开裂,然后在磨轮堵塞后,就必须进行修整,而在修整时,建议使用碳化硅或者刚玉油石,然后对金刚石砂轮进行一定的锐化,具体方法就是将一块平整的碳化硅或刚玉油石,接触旋转的金刚石砂轮,然后在对磨的过程中,由于金刚石砂轮的硬度高,建议使用磨动碳化硅或者刚玉油石,碳化硅或刚玉油石就能够有效地清除掉金刚石砂轮上的切屑,这样就能够恢复金刚石砂轮的切削性能。 金刚石砂轮和其它砂轮的磨具相比来说,具有磨削效率高,加工品质好,能磨削特硬的工件等各种优点,然后在超硬材料的磨削和切割方面应用也变得越来越广,不过由于金刚石价格比较昂贵,因此,通常在生产的实际中,建议正确选用和合理使用金刚石砂轮。 世界上没有用不坏的东西。刀用时间久了就会迟钝,需要用磨石进行磨合的锋利些,砂轮也同样如此,长时间的使用砂轮,会使砂轮在工作的时候变得迟缓,这时候就要进行休整。我们可以在金刚石砂轮的中心轴这个地方来个打顶的尖锐的小孔,两端都要,用东西顶住然后用氯化碳硅砂轮进行对金刚石全面的来进行修复。 金刚石砂轮因为屑皮被堵塞住,使得磨削的能力下降,到真的不能再进行工作的时候,就要对这一整块金刚石砂轮进行修复,更严重些就要换一个新的金刚石砂轮。一般使用一段时间对砂轮的表面进行清理,用工具修正使得金刚石砂轮有充足的切刀刃就可以继续使用。
砂轮修整参考资料
金刚石砂轮的修整过程 (本文是根据平时车间师傅经验总结出来的,公司——东莞市台兴钻石工具有限公司,针对钻石系列)使用砂轮的人都知道,砂轮是要经常修整的,但是修整有很多需要了解的知识和技巧,本文主要介绍下金刚石砂轮的修整。 修整砂轮首先需要有一个高质量的修整工具,专业的修整器或者修整块,同时配备比较有经验的修整砂轮的师傅,就能长时间保证砂轮的研磨性能一直处于最高效的状态。否则,总是对砂轮的要求控制在好的砂轮上,费时又费资金。我们没有办法总是保证能够买到高质量的砂轮,而且如果高质量的砂轮不会修整,也用成了低端产品,成本也大大的提高了。 砂轮的修整原理,其实就是将磨钝了的金刚石颗粒磨锐利。具体的操作就是从砂轮表面的气孔中除去因为研磨而脱落的磨粒,将有棱角是沙粒露出来,增强研磨性能。事实上,质量再好的砂轮,没有经过处理也不可能完全获得最高效的研磨性能,所以使用得好不好,很大程度上是取决于修整的效果的。既然投资了高质量的砂轮,那就配个有经验的修整砂轮的师傅吧,好马配好鞍,才能得到最好的效果。 普通砂轮的整形与修锐是同时进行的。对于金刚石砂轮,砂轮的整形与修锐是分开的,首先是进行整形,然后进行修锐。修锐通常是使用陶瓷结合剂的修整棒。在修整之前,要保证主轴轴承的温度在砂轮磨削状态的温度,避免损伤零件和砂轮与修整器的不必要磨损。修整器通常是由金刚石材料制成的,具有质硬、耐磨的特点,容易损伤。 金刚石砂轮的修整(中) 继续上一篇文章介绍金刚石砂轮的修整。 金刚石砂轮修整器就像一把锐利而又脆的刀,本身容易变钝,因此使用时也是有技巧的,在修整砂轮的时候,每隔一段时间,就应该旋转单点或者带锥尖工具1/8圈,凿子头和成型的修整工具一般旋转180°,根据使用的情况自己调整旋转的角度和频率,在使用正常的情况下尽量保持修整器的功能和不必要的磨损。 外圆磨床中研磨方式是将零件个砂轮置于同一个水平线上,零件与砂轮的最外圈接触点就是研磨面,修整工具应该尽量接近零件和砂轮接触点的地方修整砂轮。内圆磨床中同样是将修整器接近磨孔零件与砂轮的接触点进行修整,这一点至关重要。 微量修整法 在修整砂轮的时候,经常会有一些师傅喜欢采用比较深的修除深度以减少修整时间,其实这是很错误的做法。深度太大,会使产生的切削温度加高,修整块容易损坏,减少使用寿命。修整砂轮正确的方法应该是微量修整法,容易控制修除的厚度,同时减少修整块的损耗,经过几次微量的修除,砂轮就能修出比较好的锋利性。 金刚石砂轮的修整(下) 金刚石砂轮在修整的过程中,不仅要注意修整块的选择和不断调整,也要注意修整的过程的冷却处理。 砂轮修整的过程中,会产生大量的热量,所以,在修整砂轮的过程中,需要适当使用冷却液,减少因为热量过高对砂轮和修整器的损耗,可以是修整器保持在高度的修整效率中,加快修整速度并且提高修整效率。冷却液有很多种,个人经验建议,一般用3/8英寸直径的冷却液,冷却效果比较好,可以移除大量的热量,延长修整器的寿命。浇灌冷却液很简单,在砂轮或者修整器的一边安装一个喷管,保持在修整的过程中不断有冷却液喷到整个砂
天然金刚石滚轮制造与修整
天然金刚石滚轮制造与修整 自从生产金刚石滚轮以来就一直在生产人造金刚石滚轮,为了延长滚轮的使用寿命,满足客户的需求,我们又开始制造天然金刚石滚轮,并首先应用在民品生产上。同时又对金刚石滚轮的精度修整进行了初步探讨和尝试。文章详述其制造与修整工艺。 标签:天然金刚石滚轮;制造方法;修整工艺 1 引言 人造金刚石滚轮的研制成功,推动了缓进给磨削的发展。然而,就其人造金刚石滚轮的应用范围、使用寿命、生产效率而言,它有很多不足之处。而天然金刚石滚轮是成型修整工具的发展方向,在许多方面都优于人造金刚石滚轮。为了发展金刚石滚轮的科研成果和进一步增加经济效益,提出研制天然金刚石滚轮课题。现将我们研制过程及精度修整工艺综述如下。 2 天然金刚石滚轮的制造原理 目前国内外采用三种制造方法,即外镀法、粉末冶金烧结法、内镀法。 2.1 外镀法 虽然天然金刚石在使用前经过严格筛选,但是金刚石晶型不一样,在工件表面上随机排列后产生不等高现象,见图1。所以用此方法生产的金刚石滚轮精度很低,一般适用于无精度要求的简单型面工件加工上。如工件有精度要求,需对滚轮进行修整后才能使用。 2.3 内镀法 内镀法制造金刚石滚轮采用两种工艺方法进行。 2.3.1 随机埋砂法 将天然金刚石随机地分布在阴模内型面上,然后进行镀镍,在阴模中间放入钢制芯轴,在芯轴与镍层之间加入填充物,然后加工芯轴并去除阴模。用此方法制造的金刚石滚轮能获得很高精度,在一般情况下滚轮不需要修整,是目前制造高精度复杂型面滚轮的唯一办法。 2.3.2 手置上砂法 手置上砂法与随机埋砂法所不同的就是用人工将金刚石按一定方向摆放在阴模内型面上。手置上砂工具是自设的,其工作原理是利用负压原理将天然金刚