面向制造和装配的设计指南
3.4.3 超声波焊接
超声波焊接时利用超声波振动频率,接触摩擦产生热能而使两个塑胶件焊接面熔融而固定。超声波焊接是一种快捷、干净、有效的装配工艺,用于满足塑胶件塑胶件高强度装配的一种装配技术,适用于多种类型的塑胶件装配。正常情况下,超声波焊接具有较高的拉伸强度。
1.导熔线设计
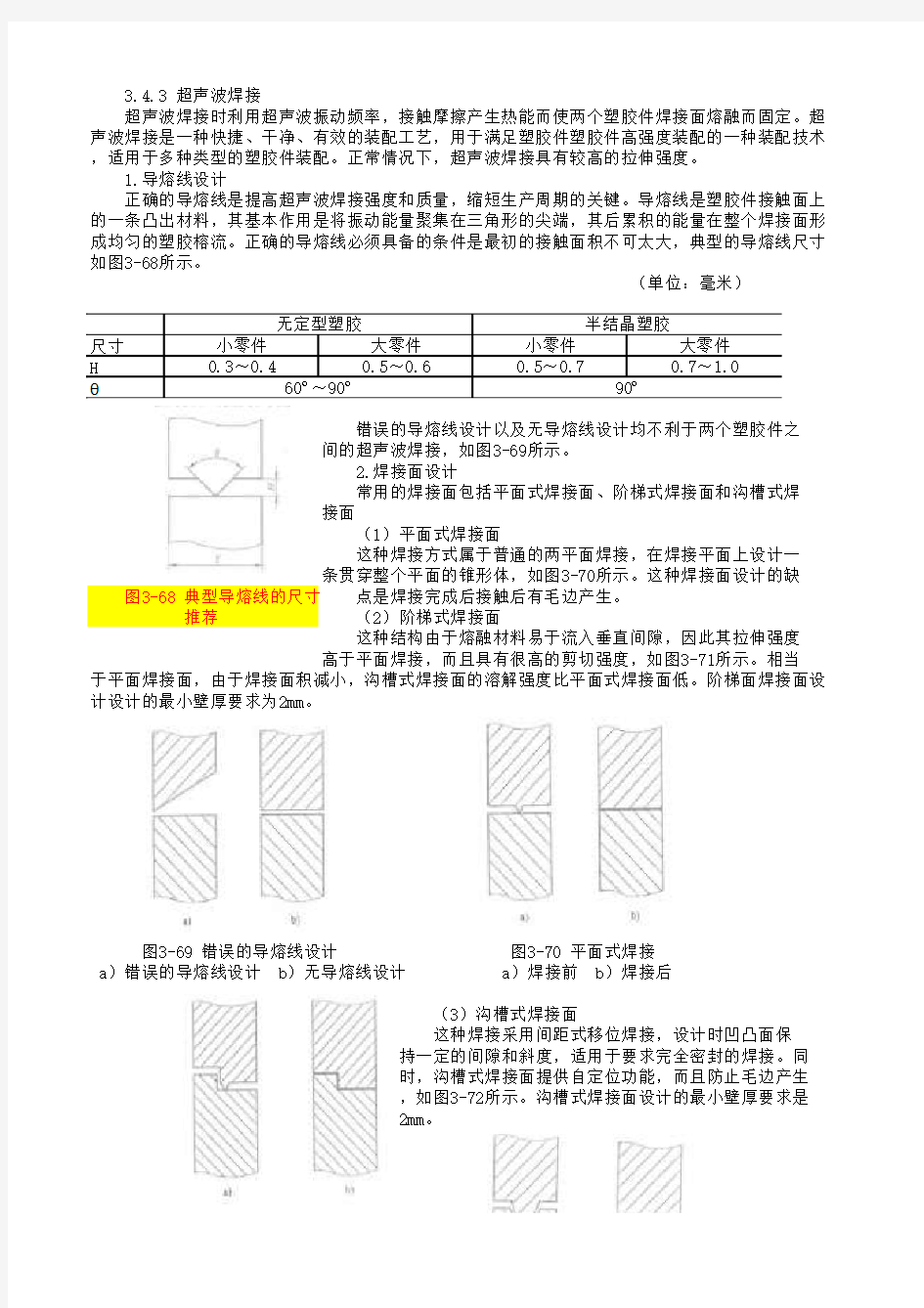
正确的导熔线是提高超声波焊接强度和质量,缩短生产周期的关键。导熔线是塑胶件接触面上的一条凸出材料,其基本作用是将振动能量聚集在三角形的尖端,其后累积的能量在整个焊接面形成均匀的塑胶榕流。正确的导熔线必须具备的条件是最初的接触面积不可太大,典型的导熔线尺寸如图3-68所示。
(单位:毫米)尺寸
H θ
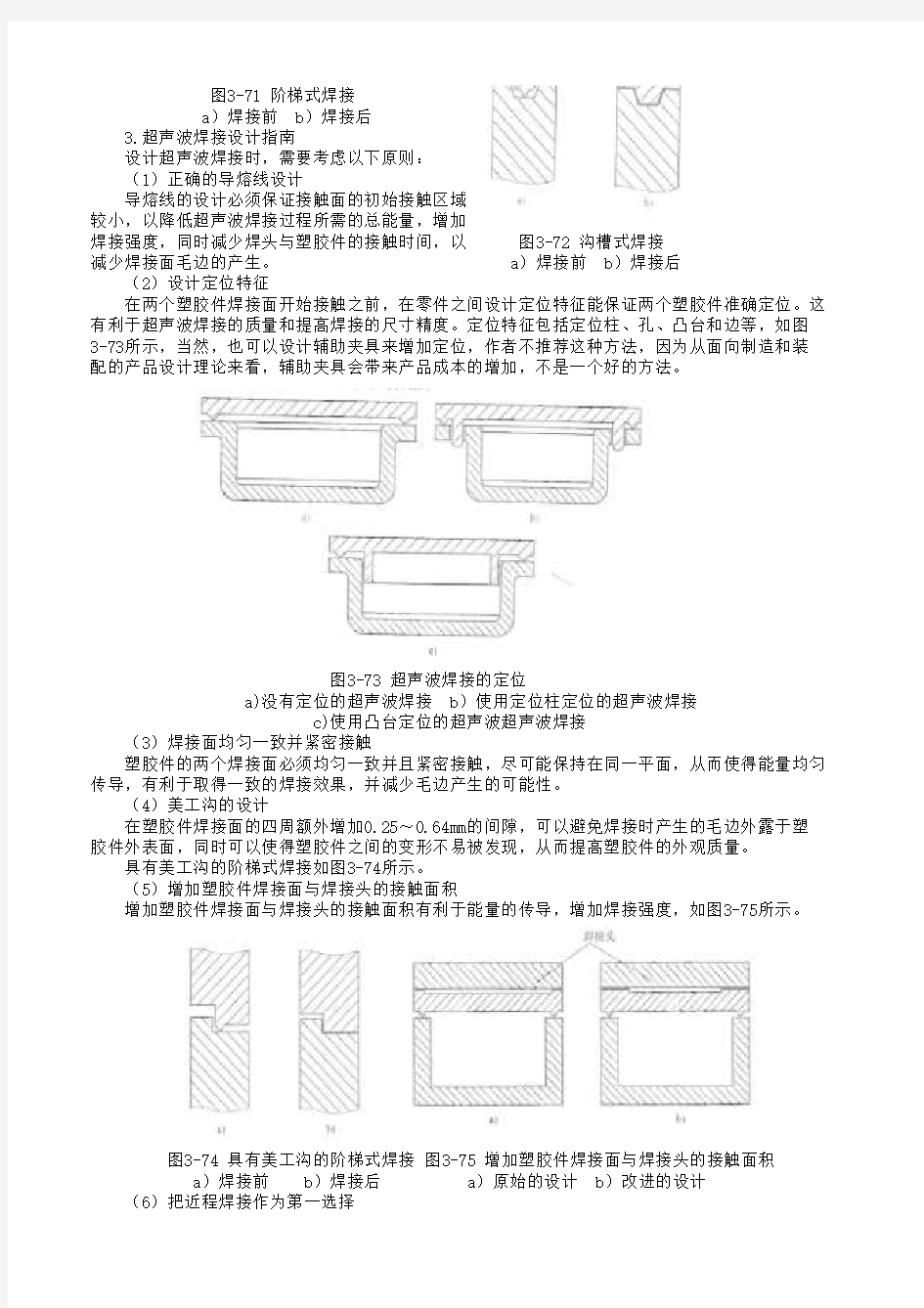
错误的导熔线设计以及无导熔线设计均不利于两个塑胶件之间的超声波焊接,如图3-69所示。 2.焊接面设计
常用的焊接面包括平面式焊接面、阶梯式焊接面和沟槽式焊
接面
(1)平面式焊接面
这种焊接方式属于普通的两平面焊接,在焊接平面上设计一
条贯穿整个平面的锥形体,如图3-70所示。这种焊接面设计的缺
图3-68 典型导熔线的尺寸 点是焊接完成后接触后有毛边产生。
推荐 (2)阶梯式焊接面
这种结构由于熔融材料易于流入垂直间隙,因此其拉伸强度
高于平面焊接,而且具有很高的剪切强度,如图3-71所示。相当
于平面焊接面,由于焊接面积减小,沟槽式焊接面的溶解强度比平面式焊接面低。阶梯面焊接面设计设计的最小壁厚要求为2mm。
图3-69 错误的导熔线设计
图3-70 平面式焊接 a)错误的导熔线设计 b)无导熔线设计 a)焊接前 b)焊接后
(3)沟槽式焊接面
这种焊接采用间距式移位焊接,设计时凹凸面保
持一定的间隙和斜度,适用于要求完全密封的焊接。同
时,沟槽式焊接面提供自定位功能,而且防止毛边产生
,如图3-72所示。沟槽式焊接面设计的最小壁厚要求是
2mm。
无定型塑胶
小零件0.3~0.460o~90o半结晶塑胶小零件大零件0.5~0.70.7~1.0
90o大零件0.5~0.6
图3-71 阶梯式焊接
a)焊接前 b)焊接后
3.超声波焊接设计指南
设计超声波焊接时,需要考虑以下原则:
(1)正确的导熔线设计
导熔线的设计必须保证接触面的初始接触区域
较小,以降低超声波焊接过程所需的总能量,增加
焊接强度,同时减少焊头与塑胶件的接触时间,以 图3-72 沟槽式焊接
减少焊接面毛边的产生。 a)焊接前 b)焊接后
(2)设计定位特征
在两个塑胶件焊接面开始接触之前,在零件之间设计定位特征能保证两个塑胶件准确定位。这有利于超声波焊接的质量和提高焊接的尺寸精度。定位特征包括定位柱、孔、凸台和边等,如图
3-73所示,当然,也可以设计辅助夹具来增加定位,作者不推荐这种方法,因为从面向制造和装配的产品设计理论来看,辅助夹具会带来产品成本的增加,不是一个好的方法。
图3-73 超声波焊接的定位
a)没有定位的超声波焊接 b)使用定位柱定位的超声波焊接
c)使用凸台定位的超声波超声波焊接
(3)焊接面均匀一致并紧密接触
塑胶件的两个焊接面必须均匀一致并且紧密接触,尽可能保持在同一平面,从而使得能量均匀传导,有利于取得一致的焊接效果,并减少毛边产生的可能性。
(4)美工沟的设计
在塑胶件焊接面的四周额外增加0.25~0.64mm的间隙,可以避免焊接时产生的毛边外露于塑胶件外表面,同时可以使得塑胶件之间的变形不易被发现,从而提高塑胶件的外观质量。
具有美工沟的阶梯式焊接如图3-74所示。
(5)增加塑胶件焊接面与焊接头的接触面积
增加塑胶件焊接面与焊接头的接触面积有利于能量的传导,增加焊接强度,如图3-75所示。
图3-74 具有美工沟的阶梯式焊接 图3-75 增加塑胶件焊接面与焊接头的接触面积
a)焊接前 b)焊接后 a)原始的设计 b)改进的设计
(6)把近程焊接作为第一选择
近程焊接时指焊接面距离焊接头接触位置在6mm内,远程焊接是指焊接面距离焊接头接触面
置大于6mm。在设计塑胶件超声波的焊接时,应当考虑到是否有足够的能量传达到焊接面。大多数的塑胶材料的近程焊接性能均强于远程焊接性能,因此,因尽可能把近程焊接作为第一选择,远程焊接作为第二选择,如图3-76所示。
图3-76 把近程焊接作为第一选择
a)近程焊接 b)远程焊接
固定。超配的一种装配技术是塑胶件接触面上量在整个焊接面形典型的导熔线尺寸
两个塑胶件之
面和沟槽式焊
平面上设计一
接面设计的缺
此其拉伸强度
71所示。相当
。阶梯面焊接面设计时凹凸面保
密封的焊接。同且防止毛边产生最小壁厚要求是
定位。这台和边等,如图从面向制造和装
从而使得能量均匀的毛边外露于塑
所示。
焊接头接触面位焊接面。大多数为第一选择,远程