天能电池规格参数
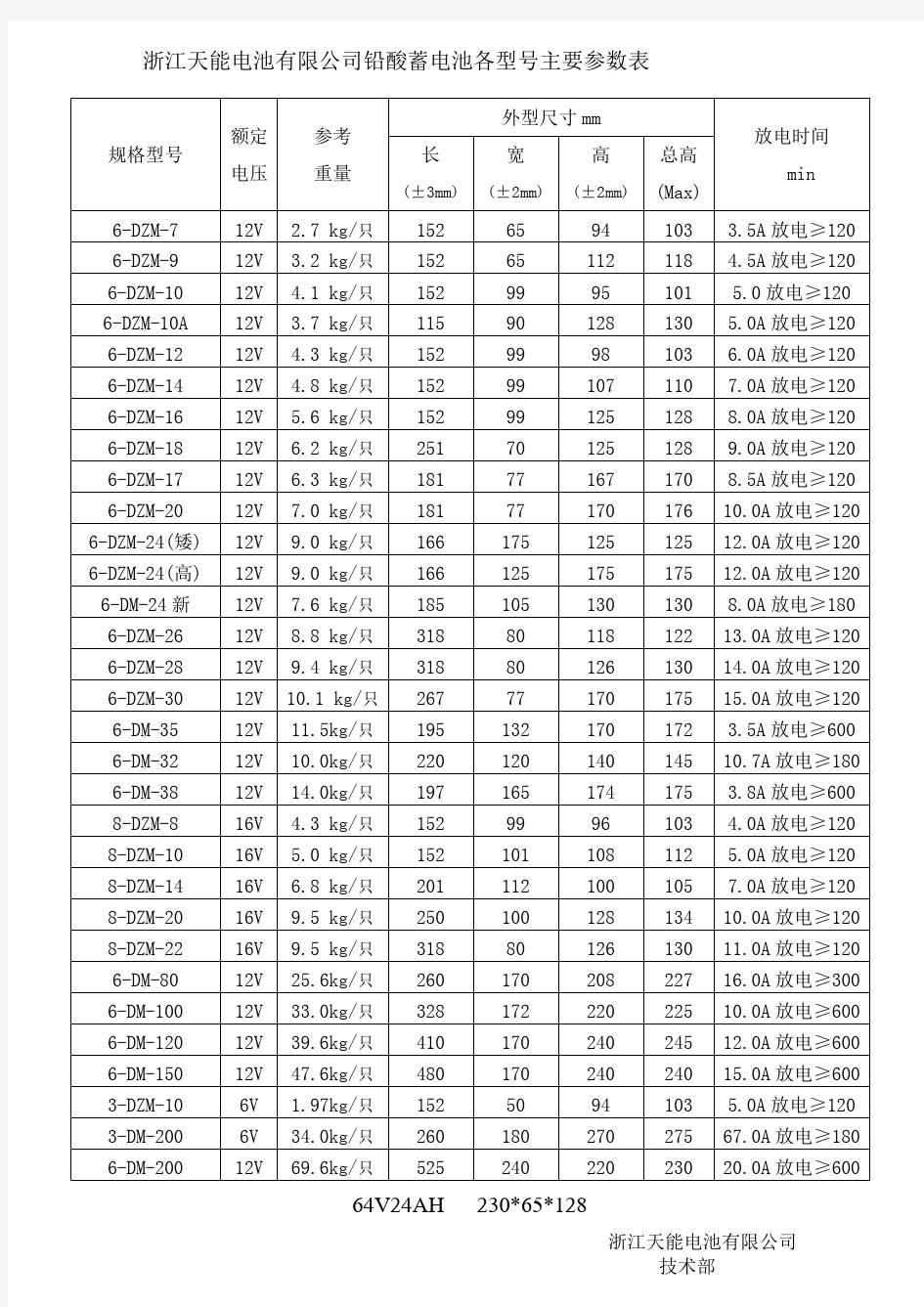

浙江天能电池有限公司铅酸蓄电池各型号主要参数表
64V24AH 230*65*128
浙江天能电池有限公司
技术部
太阳能电池板的生产工艺流程
太阳能电池板的生产工艺流程 太阳能电池板的生产工艺流程 封装是太阳能电池生产中的关键步骤,没有良好的封装工艺,多好的电池也生产不出好的太阳能电池板。电池的封装不仅可以使电池的寿命得到保证,而且还增强了电池的抗击强度。产品的高质量和高寿命是赢得客户满意的关键,所以太阳能电池板的封装质量非常重要。 (1)流程 电池检测——正面焊接——检验——背面串接——检验——敷设(玻璃清洗、材料切割、玻璃预处理、敷设)——层压——去毛边(去边、清洗)——装边框(涂胶、装角键、冲孔、装框、擦洗余胶)——焊接接线盒——高压测试——组件测试——外观检验——包装入库。 (2)组件高效和高寿命的保证措施 高转换效率、高质量的电池片;高质量的原材料,例如,高的交联度的EVA、高黏结强度的封装剂(中性硅酮树脂胶)、高透光率高强度的钢化玻璃等; 合理的封装工艺,严谨的工作作风, 由于太阳电池属于高科技产品,生产过程中一些细节问题,如应该戴手套而不戴、应该均匀地涂刷试剂却潦草完事等都会严重地影响产品质量,所以除了制定合理的工艺外,员工的认真和严谨是非常重要的。 (3)太阳能电池组装工艺简介 ①电池测试:由于电池片制作条件的随机性,生产出来的电池性能不尽相同,所以为了有效地将性能一致或相近的电池组合在一起,所以应根据其性能参数进行分类;电池测试即通过测试电池的输出参数(电流和电压)的大小对其进行分类。以提高电池的利用率,做出质量合格的太阳能电池组件。如果把一片或者几片低功率的电池片装在太阳电池单体中,将会使整个组件的输出功率降低。因此,为了最大限度地降低电池串并联的损失,必须将性能相近的单体电池组合成组件。 ②焊接:一般将6~12个太阳能电池串联起来形成太阳能电池串。传统上,一般采用银扁线构成电池的接头,然后利用点焊或焊接(用红外灯,利用红外线的热效应)等方法连接起来。现在一般使用60%的Sn、38%的Pb、2%的Ag 电镀后的铜扁丝(厚度约为100~200μm)。接头需要经过火烧、红外、热风、激
太阳能电池板标准测试方法
太阳能电池板标准测试方法 (2011-03-14 21:30:56) 转载 标签: 杂谈 太阳能电池板标准测试方法 (模拟太阳能光) 一、开路电压:用500W的卤钨灯,0~250V的交流变压器,光强设定为3.8~4.0万LUX,灯与测试平台的距离大约为15-20CM,直接测试值为开路电压; 二、短路电流:用500W的卤钨灯,0~250V的交流变压器,光强设定为3.8~4.0万LUX,灯与测试平台的距离大约为15-20CM,直接测试值为短路电流; 三、工作电压:用500W的卤钨灯,0~250V的交流变压器,光强设定为3.8~4.0万LUX,灯与测试平台的距离大约为15-20CM,正负极并联一个相对应的电阻,(电阻值的计算:R=U/I),测试值为工作电压; 四、工作电流:用500W的卤钨灯,0~250V的交流变压器,光强设定为3.8~4.0万LUX,灯与测试平台的距离大约为15-20CM,串联一个相对应的电阻,(电阻值的计算:R=U/I),测试值为工作电流。 问:太阳能电池板在阴天或日光灯下能产生电吗? 答:准确的说法是产生很小的电流.基本上可以说是忽略不计. 问:在白炽灯下或阳光下能产生多大电流? 答:在白炽灯下距离远近都是有差别的.同样阳光下上午,中午,下午,产生的电流也是不同的. 问:太阳能测试标准是什么?在白炽灯下多大灯泡多远距离测试算标准呢?
答:太阳能测试标准光照强度为:40000LUX,温度:25度.我们做过测试一般 白炽灯100W, 距离0.5-1CM,这样测试和标准测试相差不大. 问:太阳能电池板寿命是多长时间? 答:一般封装方式不同使用寿命会不同,一般钢化玻璃/铝合金外框封装寿命20年以上.环氧树脂封装15年以上. 问:为什么太阳能电池在太阳底下和出厂测试参数不同? 答: 99%工厂用流明计测出的是光通量的数值.但是实际上太阳能电池板是根据照度来转换电能的,照度越强功率值越大 太阳能电池和电池板测试解决方案 已有 158 次阅读2011-6-25 11:51|个人分类:光伏文档|关键词:解决方案太阳能电池电池板 迅速增长的太阳能产业对太阳能电池及电池板测试有极为紧迫的需要。如今的解决方案大体又有两种: 一是全套专用的系统, 二是利用现有标准化仪器及软件进行系统集成。集成的方案能建造更低成本的测试系统,并可根据测试要求的变化修改测试系统。例如,如果您的测试要求更高精度或更宽电流范围,需要更换的就只是测试系统中的个别仪器,而不是整个系统。此外,标准化的硬件和软件也可用于其它的测试系统。太阳能电池在研发、质量保证和生产中都需要测试。虽然对于不同的行业和应用,如用于太空或在地面上,测量精度、速度和参数的重要性会有不同,但有一些在任何测试环境都必
光伏板安装施工方案计划
一般施工方案(措施)报审表
本表一式三份,由施工项目部填报,监理项目部、施工项目部各存一份。 抚宁县20MWp(一期)农业设施光伏发 电项目工程 组件安装施工方案 批准:____________ 审核: 编写:____________
新疆海为新能电力工程有限公司(章) 年月日
组件安装施工方案 一、目的: 用于指导抚宁县20MWP(一期)农业设施光伏发电项目工程光伏厂区组件安装。二、适用范围 本施工技术措施适用于抚宁县20MWP(一期)农业设施光伏发电项目工程光伏厂区组件安装。 三、编制依据: 昆明勘测设计研究院有限公司设计图纸 《建筑结构荷载规范》(GBJ50009-2001) 《钢结构设计规范》(GB50017-2003) 《碳素结构钢》(GB700-88) 《优质碳素结构钢》(GB/T699-1999) 《钢结构工程施工质量验收规范》GB50205-2001 《钢结构工程质量检验评定标准》(GB50221-95) 《网架结构设计与施工规程》(JGJ7-91) 《钢结构高强螺栓连接的设计、施工通用验收规程》(JGJ82-91) 四、施工准备: (一)、作业准备 1.认真审核、熟悉施工图纸,做好图纸会审。 2.对施工班组进行有针对性的技术、安全交底。 3.根据工程实际情况划分施工区域,并以此为依据确定劳动力,具体细化到每道工序的作业部位及作业时间。
4.根据工程的需要选派熟练工人。特殊工种操作人员必须持证上岗。 5. 工作时必须穿工作服、工作鞋,佩戴手套、安全帽,在安装和维修组件时,严禁佩戴金属指环、表环、耳环等其它金属物品; (二)、作业条件: 1. 支架,钢结构已施工完毕、校正,并通过监理、业主验收。 2. 原材料已通过监理、业主审批,允许使用。 3. 业主提供合格、无破损可正常工作的光伏电池; 4. 注意事项: 4.1 搬运组件的时候要用双手抓住边框,严禁拖拽接线盒上的电缆线; 4.2 不要在组件上放置其它物品,禁止站立在组件上; 4.3 破损的光伏组件严禁使用,应及时通知业主或供货商; 4.4 不要尝试分解组件,不要拆除组件上的任何铭牌或者部位; 4.5 不要在组件上喷涂任何燃料或者粘合剂; 4.6 在潮湿或者风力较大的情况下,严禁操作或安装组件; 4.7 光伏组件在安装前,要一直保存在原包装箱里; 4.8 当发生意外情况时,请立即把断路器和逆变器关闭, (三)、作业顺序 1. 总体工艺流程: (四)、施工机械设备准备 施工过程中实行机械化,可以减轻劳动强度,提高劳动生产率,有利于加快施工速度,保证施工质量。在施工过程中,施工方法的选择和施工机具的选择是紧密相连的,所以,在选择施工机具时,我们还要从现场施工的角度考虑到:施工方法的技术先进性与经济合
12V铅酸蓄电池型号规格表Word版
12V铅酸蓄电池型号规格表 电池型号额定电压额定容量长宽高总高参考重量(V)(AH)(mm)(mm)(mm)(mm)(KG)12V0.8AH12V0.8AH962562620.40 12V1.3AH12V 1.3AH974351570.50 12V1.9AH12V 1.9AH1783560660.75 12V2.0AH12V 2.2AH70471011070.75 12V2.3AH12V 2.3AH1783560660.87 12V2.6AH12V 2.6AH70471011070.80 12V3.3AH12V 3.3AH134676166 1.30 12V4.0AH12V 4.0AH9070101106 1.20 12V4.5AH12V 4.5AH9070101106 1.40 12V5.0AH12V 5.0AH9070101106 1.50 12V7.0AH12V7.0AH1516594100 2.00 12V7.2AH12V7.2AH1516594100 2.05 12V8.0AH12V8.0AH1516594100 2.50 12V9.0AH12V9.0AH1516594100 2.60 12V10AH12V10AH1519895100 3.00 12V12AH12V12AH1519895100 3.60 12V15AH12V14AH1519895100 4.00 12V17AH12V17AH181******** 4.60 12V18AH12V18AH181******** 5.00 12V20AH12V20AH181******** 5.00 12V24AH12V24AH1751651251257.50 12V24AH12V24AH1651261751827.50 12V26AH12V26AH1751651251257.80 12V28AH12V28AH1751651251258.00 12V33AH12V33AH19613115518010.0 12V38AH12V38AH19816617017012.5 12V40AH12V40AH19816617017013.8 12V50AH12V50AH28012519019015.0 12V55AH12V55AH22913820822716.2 12V65AH12V65AH34816812817820.5 12V70AH12V70AH26016921221822.0 12V80AH12V80AH33217421323824.5 12V90AH12V90AH33217421323825.5 12V100AH12V100AH40717420823830.0 12V100AH12V100AH33217421321830.0
太阳能板制作工艺
太阳能电池板(组件)生产工艺 组件线又叫封装线,封装是太阳能电池生产中的关键步骤,没有良好的封装工艺,多好的电池也生产不出好的组件板。电池的封装不仅可以使电池的寿命得到保证,而且还增强了电池的抗击强度。产品的高质量和高寿命是赢得可客户满意的关键,所以组件板的封装质量非常重要。 流程: 1、电池检测—— 2、正面焊接—检验— 3、背面串接—检验— 4、敷设(玻璃清洗、材料切割、玻璃预处理、敷设)—— 5、层压—— 6、去毛边(去边、清洗)—— 7、装边框(涂胶、装角键、冲孔、装框、擦洗余胶)—— 8、焊接接线盒—— 9、高压测试——10、组件测试—外观检验—11、包装入库 组件高效和高寿命如何保证: 1、高转换效率、高质量的电池片; 2、高质量的原材料,例如:高的交联度的EVA、高粘结强度的封装剂(中性硅酮树脂胶)、高透光率高强度的钢化玻璃等; 3、合理的封装工艺 4、员工严谨的工作作风; 由于太阳电池属于高科技产品,生产过程中一些细节问题,一些不起眼问题如应该戴手套而不戴、应该均匀的涂刷试剂而潦草完事等都是影响产品质量的大敌,所以除了制定合理的制作工艺外,员工的认真和严谨是非常重要的。 太阳电池组装工艺简介: 工艺简介:在这里只简单的介绍一下工艺的作用,给大家一个感性的认识. 1、电池测试:由于电池片制作条件的随机性,生产出来的电池性能不尽相同,所以为了有效的将性能一致或相近的电池组合在一起,所以应根据其性能参数进行分类;电池测试即通过测试电池的输出参数(电流和电压)的大小对其进行分类。以提高电池的利用率,做出质量合格的电池组件。 2、正面焊接:是将汇流带焊接到电池正面(负极)的主栅线上,汇流带为镀锡的铜带,我们使用的焊接机可以将焊带以多点的形式点焊在主栅线上。焊接用的热源为一个红外灯(利用红外线的热效应)。焊带的长度约为电池边长的2倍。多出的焊带在背面焊接时与后面的电池片的背面电极相连 3、背面串接:背面焊接是将36片电池串接在一起形成一个组件串,我们目前采用的工艺是手动的,电池的定位主要靠一个膜具板,上面有36个放置电池片的凹槽,槽的大小和电池的大小相对应,槽的位置已经设计好,不同规格的组件使用不同的模板,操作者使用电烙铁和焊锡丝将“前面电池”的正面电极(负极)焊接到“后面电池”的背面电极(正极)上,这样依次将36片串接在一起并在组件串的正负极焊接出引线。 4、层压敷设:背面串接好且经过检验合格后,将组件串、玻璃和切割好的EVA 、玻璃纤维、背板按照一定的层次敷设好,准备层压。玻璃事先涂一层试剂(primer)以增加玻璃和EVA的粘接强度。敷设时保证电池串与玻璃等材料的相对位置,调整好电池间的距离,为层压打好基础。(敷设层次:由下向上:玻璃、EVA、电池、EVA、玻璃纤维、背板)。 5、组件层压:将敷设好的电池放入层压机内,通过抽真空将组件内的空气抽出,然后加热使EVA熔化将电池、玻璃和背板粘接在一起;最后冷却取出组件。层压工艺是组件生产的关键一步,层压温度层压时间根据EVA的性质决定。我们使用快速固化EVA 时,层压循环时间约为25分钟。固化温度为150℃。 6、修边:层压时EVA熔化后由于压力而向外延伸固化形成毛边,所以层压完毕应
太阳能电池板标准测试方法
太阳能电池板标准测试方法(模拟太阳能光) 一、开路电压:用500W的卤钨灯,0~250V的交流变压器,光强设定为3.8~4.0万LUX,灯与测试平台的距离大约为15-20CM,直接测试值为开路电压; 二、短路电流:用500W的卤钨灯,0~250V的交流变压器,光强设定为3.8~4.0万LUX,灯与测试平台的距离大约为15-20CM,直接测试值为短路电流; 三、工作电压:用500W的卤钨灯,0~250V的交流变压器,光强设定为3.8~4.0万LUX,灯与测试平台的距离大约为15-20CM,正负极并联一个相对应的电阻,(电阻 值的计算:R=U/I),测试值为工作电压; 四、工作电流:用500W的卤钨灯,0~250V的交流变压器,光强设定为3.8~4.0万LUX,灯与测试平台的距离大约为15-20CM,串联一个相对应的电阻,(电阻值的计算:R=U/I),测试值为工作电流。 问:太阳能电池板在阴天或日光灯下能产生电吗? 答:准确的说法是产生很小的电流.基本上可以说是忽略不计. 问:在白炽灯下或阳光下能产生多大电流? 答:在白炽灯下距离远近都是有差别的.同样阳光下上午,中午,下午,产生的电流也是不同的. 问:太阳能测试标准是什么?在白炽灯下多大灯泡多远距离测试算标准呢? 答:太阳能测试标准光照强度为:40000LUX,温度:25度.我们做过测试一般白炽灯100W, 距离0.5-1CM,这样测试和标准测试相差不大. 问:太阳能电池板寿命是多长时间? 答:一般封装方式不同使用寿命会不同,一般钢化玻璃/铝合金外框封装寿命20年以上. 环氧树脂封装15年以上. 问:为什么太阳能电池在太阳底下和出厂测试参数不同? 答: 99%工厂用流明计测出的是光通量的数值.但是实际上太阳能电池板是根据照度来 转换电能的,照度越强功率值越大 迅速增长的太阳能产业对太阳能电池及电池板测试有极为紧迫的需要。如今的解决方 案大体又有两种:一是全套专用的系统,二是利用现有标准化仪器及软件进行系统 集成。集成的方案能建造更低成本的测试系统,并可根据测试要求的变化修改测试系统。例如,如果您的测试要求更高精度或更宽电流范围,需要更换的就只是测试系统 中的个别仪器,而不是整个系统。此外,标准化的硬件和软件也可用于其它的测试系统。太阳能电池在研发、质量保证和生产中都需要测试。虽然对于不同的行业和应用,
光伏组件支架及太阳能板安装工程施工组织设计方案
. . 目录 1、工程概况和特点 (3) 1.1工程简述 (3) 1.2工程规模 (3) 2、编制依据 (3) 3、开工前准备计划 (3) 3.1人员准备计划 (4) 3.2工机具准备计划 (8) 4、施工管理目标 (8) 4.1质量目标 (8) 4.2工期目标 (8) 4.3安全目标 (8) 5、光伏支架安装 (8) 5.1施工准备 (8) 5.2一般规定 (9) 5.3支架零部件及支架基础的检查 (9) 5.4标准螺栓及组件的要求和质量检验 (10) 5.5光伏组件支架安装工艺要求 (10) 5.6质量标准 (10) 6、光伏组件安装 (11) 6.1光伏组件安装前准备 (11) 7、光伏组件安装安全通则 (13) 8、安全文明施工 (14)
光伏支架及电池板安装施工方案 1、工程概况和特点 1.1工程简述 由华能风力发电有限责任公司投资建设的华能彰武风光互补(章古台)(20 兆瓦)光伏发电站项目地处省市彰武县北部的彰古台镇的低丘沙地区域。场地周围地势开阔,但略有起伏,周围基本无大型障碍物,光伏电站站址区域建设条件比较优越。本期光伏电站接入系统规划容量为20MWp。按目前国较先进的组阵方案,分为20个1MWp 的光伏矩阵单元,每一个1MWp矩阵单元经箱式逆变器逆变后,通过双分裂箱式变压器将逆变器交流输入的电压就地升压至35kV。箱变高压侧采用环接方式,10个逆变升压单元环接成一回出线,20个逆变升压单元以2回35kV架空线路接入华能彰北220kV风电场2期升压站35kV侧,由铁塔16基,线路全长4.119KM输送至变电站送至电网。 1.2工程规模 20MW光伏并网发电 2、编制依据 (1)《光伏发电站施工规》(GB50794-2012) (2)《光伏发电站验收规》(GB50796-2012) (3)钢结构工程质量检验评定标准(GB50221-2001) (4)光伏支架项目-安装说明书 (5)光伏组件支架安装施工图 (6)有关产品的技术文件 3、开工前准备计划 3.1人员准备计划 光伏组件支架安装:技术负责人10名,焊工30名,安装工150名,辅助工20名。 太阳能板安装:技术负责人12名,安装工100名,辅助工60名。 3.2工序质量检验和质量控制 实行质量岗位责任制,现场项目经理对工程质量负全面责任,班组保证分项工程质量,个人保证操作面和工序质量,严格执行工序间质量自检、交换检制度。
太阳能电池板及其工作原理
太阳能电池板及其工作原理
太阳能电池板及其工作原理 性能及特点: 太阳能电池分为单晶硅太阳电池(坚固耐用,使用寿命一般可达20年。光电转换效率为15%。)多晶硅太阳电池(其光电转换效率约14.5%,材料制造简便,节约电耗,总的生产成本较低非晶硅太阳电池。)非晶硅太阳能电池(其光电转换率为10%,成本低,重量轻,应用方便。) 太阳能发电原理: 太阳能不象煤和石油一样用交通工具进行运输,而是应用光学原理,通过光的反射和折射进行直接传输,或者将太阳能转换成其它形式的能量进行间接传输。直接传输适用于较短距离。基本上有三种方法:基本上有三种方法:通过反射镜及其它光学元件组合,改变阳光的传播方向,达到用能地点;通过光导纤维,可以将入射在其一端的阳光传输到另一端,传输时光导纤维可任意弯曲;采用表面镀有高反
射涂层的光导管,通过反射可以将阳光导入室内。间接传输适用于各种不同距离。将太阳能转换为热能,通过热管可将太阳能传输到室内;将太阳能转换为氢能或其它载能化学材料,通过车辆或管道等可输送到用能地点;空间电站将太阳能转换为电能,通过微波或激光将电能传输到地面。 太阳能的光电转换是指太阳的辐射能光子通过半导体物质转变为电能的过程,通常叫做"光生伏打效应”,太阳电池就是利用这种效应制成的。 当太阳光照射到半导体上时,其中一部分被表面反射掉,其余部分被半导体吸收或透过。被吸收的光,当然有一些变成热,另一些光子则同组成半导体的原子价电子碰撞,于是产生电子-空穴对。这样,光能就以产生电子-空穴对的形式转变为电能、如果半导体内存在P-n结,则在P型和n型交界面两边形成势垒电场,能将电子驱向n 区,空穴驱向P区,从而使得n区有过剩的电子,P区有过剩的空穴,在P-n结附近形成与势垒电场方向相反光的生电场。光生电场的一部分除抵销势垒电场外,还使P型层带正电,n型层带负电,在n区与p区之间的薄层产生所谓光生伏打电动势。若分别在P型层和n型层焊上金属引线,接通负载,则外电路便有电流通过。如此形成的一个个电池元件,把它们串联、并联起来,就能产生一定的电压和电流,输出功率。 太阳能发电原理图如下:
天能电池规格参数
外型尺寸mm规格型号额定电压参考重量长(±3mm)宽(±2mm)高总高放电时间(±2mm)(Max)min 3.5A放电≥ 1204.5A放电≥ 1205.0放电≥ 1205.0A放电≥ 1206.0A放电≥ 1207.0A放电≥ 1208.0A放电≥ 1209.0A放电≥ 1208.5A放电≥ 12010.0A放电≥ 12012.0A放电≥ 12012.0A放电≥ 1208.0A放电≥ 18013.0A放电≥ 12014.0A放电≥ 12015.0A放电≥ 1203.5A放电≥ 60010.7A放电≥ 1803.8A放电≥
6004.0A放电≥ 1205.0A放电≥ 1207.0A放电≥ 12010.0A放电≥ 12011.0A放电≥ 12016.0A放电≥ 30010.0A放电≥ 60012.0A放电≥ 60015.0A放电≥ 6005.0A放电≥ 12067.0A放电≥ 18020.0A放电≥6006-DZM-76-DZM-96-DZM-106-DZM-10A6-DZM-126-DZM-146-DZM-166-DZM-186-DZM-176-DZM-206-DZM-24(矮)6-DZM-24(高)6-DM-24新6-DZM-266-DZM-286-DZM-306-DM-356-DM-326-DM-388-DZM-88-DZM-108-DZM-148-DZM-208-DZM-226-DM-806-DM-1006-DM-1206-DM-1503-DZM-103-DM-2006-DM-20012V 2.7 kg/只12V 3.2 kg/只12V 4.1 kg/只12V 3.7 kg/只12V 4.3 kg/只12V 4.8 kg/只12V
太阳能电池板测试方案
如何在迅速变化的测试环境中降低测试成本和提高测试灵活性 目录 引言/1 太阳能电池及电池板的电测试/2用两象限电源测试太阳能电池/3 用电子负载测试太阳能电池及 电池板/5 Agilent的太阳能电池和电池板开关和测量解决方案/7 用高速多路输出电源系统进行 暗I-V特性测试/9 结论/11引言 爆炸性增长的太阳能产业对太阳能电池及电池板测试和测量解决方案有极为紧迫的需要。今天的太阳能电池及电池板测试和测量解决方案有两种主要形式: 全套承包解决方案,以及利用现有的测试设备、通过系统集成和软件开发构建的自动测试系统。如果您选择全套承包解决方案,就可快速启用和运行测试系统。伴随这一好处的代价是不菲的成本,并会面临因技术迅速发展带来产品很快过时的现实风险。 通过系统集成能建造更低成本的测试系统,并可根据测试要求的变化修改测试系统。例如,如果您的测试需要更高的精度或更宽的电流范围,需要更换的就只是系统中的模块,而不是整个系统。此外,如果您已很好处理了标准化和重复利用,就能跨各种测试系统平台重复使用各种测试系统的仪器和模块。 Agilent有众多的电源、测量和开关产品,您可将它们作为功能模块,用以表征太阳能电池和电池板的电气特性。这篇应用指南着重评述能适应迅速变化的测试环境,降低成本,不牺牲性能,并提高测试灵活性的测量仪器。本文将帮助您选择应对太阳能电池和电池板测试挑战的最佳解决方案。
太阳能电池阵列测试一览 表1: 太阳能电池和电池板测试解决方案太阳能电池和电池板 电气测试基础 太阳能电池 级的测试为研究、质量保证和生产所需。对于不同的行业,如用于太空或者在地面,测量精度、速度和参数的重要性会有不同,但有一些在任何测试环境都必须测量的重要参数:●开路电压 (V oc )没有电流时的电池电压●短路电流 (I sc )负载电阻为零时从电池流出的电流●电池最大功率输出 (P max )电池产生最大功率时的电压和电流点通常把I-V 曲线上的Pmax 点作为最大功率点 (MPP)●Pmax 的电压 (Vmax)电池在Pmax 的电压电平●Pmax 的电流 (Imax)电池在Pmax 的电流电平●器件的转换效率 (η)太阳能电池接到电路时转换 (从吸收光的电能) 和收集功率的百分比。计算方法是用标准条件 (STC) 和太阳能电池表面积 (A c ,单位是m 2) 下的最大功率点Pmax 除以输入光辐照度 (E ,单位是W/m 2)●填充因子 (FF)最大功率点Pmax 与开路电压 (V oc ) 及短路电流 (I sc ) 之比●电池的二极管特性●电池的串联电阻●电池的旁路电阻太阳能电池开路电压 (V oc ) 一般在3 V 至0.6 V 范围,短路电流 (I sc ) 通常低于8A 。太阳能电池板通常定义为封装和连接在一起的一个以上电池。太阳能电池板有不同的电压和电流范围,但功率产生能力一般为50 W 至300 W 。太阳能电池和电池板有许多相同的需要测试参数,如V oc , I sc , P max 和I-V 曲线。 图1: 太阳能电池I-V 曲线
光伏板及支架安装施工方案026.doc
*****中心建设工程光伏系统 光伏板及支架安装施工方案 工程名称:菏泽市无量光伏发电有限公司20MWP光伏发电项目编号: CYQQ-HNAK-1-1-026 致:山东聊城恒基电力工程监理有限公司监理项目部: 我方根据施工合同要求及有关技术标准规定,现已完成了光伏板及支架安装施工方案的 编制,请予以审核。 附:光伏板及支架安装施工方案 承包商(章) 项目经理:年月日 项目监理单位意见 项目监理单位(章) 专业监理工程师:总监理工程师:年月日 本表由施工单位填写,经监理单位批复后,建设单位、监理单位、施工单位各保存一份(含方案及
菏泽市无量光伏发电有限公司20MWP光伏发电项目 光伏板及支架安装施工方案 施工项目部(章) _2016_ 年_8 月
批准: ____________________ 年 ____月____日审核: ____________________ 年____月 ____日编写: ____________________ 年____月 ____日
*****中心建设工程光伏系统 一、编制依据 1.山东奥翔电力工程设计咨询有限公司 2.我国现行相关的施工验收规范和操作规程 3.我国现行的安全生产、文明施工、环保及消防等有关规定 4.中环公司项目管理手册 5.中环公司现有同类工程的施工经验,技术力量和机械化施工能力。 本工程执行的规范有: 《建筑结构荷载规范》( GBJ50009-2001) 《建筑抗震设计规范》( GBJ50011-2001) 《钢结构设计规范》(GB50017-2003) 《碳素结构钢》( GB700-88) 《优质碳素结构钢》(GB/T699-1999) 《钢结构工程施工质量验收规范》GB50205-2001 《钢结构工程质量检验评定标准》(GB50221-95) 《网架结构设计与施工规程》( JGJ7- 91) 《钢结构高强螺栓连接的设计、施工通用验收规程》( JGJ82-91) 二、施工管理目标 1.质量目标 确保工程达到设计及使用要求,工程质量达到国家建安工程质量检验评定标准中的优 良标准,一次验收合格率 100%。 2.工期目标 本工程计划总工期为90 天。计划开工日期2016 年 08 月 12 日,计划竣工日期2016 年 12月 27日。 3.安全目标 确保无重大安全事故发生,轻伤频率控制在 1‰以内。 三、施工准备 ( 一) 、技术准备 1.认真审核、熟悉施工图纸,做好图纸会审。 2.对施工班组进行有针对性的技术、安全交底。 3.根据工程实际情况划分施工区域 , 并以此为依据确定劳动力,具体细化到每道工序的作 业部位及作业时间。 4.根据工程的需要选派熟练工人。特殊工种操作人员必须持证上岗。 ( 二) 、施工机械设备准备 施工过程中实行机械化,可以减轻劳动强度,提高劳动生产率,有利于加快施工速度,保证施工质量。在施工过程中,施工方法的选择和施工机具的选择是紧密相连的,所以,在选择施工机具时,我们还要从现场施工的角度考虑到:施工方法的技术先进性与经济合理 性的统一;施工机械的适用性与多用性的兼顾,尽可能充分发挥施工机械的效率和利用 程度。在此基础上,我们将选择如下主要施工机具运用到本工程中: 2.1 测量仪器选用 序 名称数量备注 号 1 经纬仪 DJ 2 1 垂直度 2 水准仪 Z 3 1 测标高、找平 2.2 安装设备选用 序 名称规格 /型号数量 号 1汽车吊25 吨 1 台
太阳能电池板的制作过程
太阳能电池板制作过程 一个新的实验室正在发明一些替代方法,用以封装和安装太阳能电池,降低成本,提高效率。 德国弗劳恩霍夫中心的科学家特雷莎?克里斯提安(Theresa Christian)在测试太阳能电池的输出功率,太阳能电池板中的基本装置可吸收光线,并转换成电能。该实验室不设计太阳能电池单元,但制备太阳能电池板,需要知道它们的性能如何,因为一块电池板的输出功率取决于性能最差的电池单元。 一旦电池单元根据功率输出分类,另一位研究员亚当?斯托克斯(Adam Stokes)就会把它们串起来,用一个工具焊接扁平的金属条,这种金属条称为母线(busbars),就焊接到电池正面和背面的电触头(el
ectrical contacts)上。该实验室可以测试不同的方式来连接这些电池,改变母线的数量和类型等因素,然后测量产生的性能,以确定任何额外成本是否值得。 这个封装装置可使太阳能电池板承受广泛的温度和湿度水平。它包括德国弗劳恩霍夫实验室发明的一种装置,用充气橡胶球压电池板的表面,模拟一大堆雪的压力。太阳能发电可能会联系到温暖,阳光充足的气候,但一些最大的市场是在白雪皑皑的地方,如德国。 研究人员丹?道波和卡罗拉?沃尔克(Carola V?lker)在把太阳能电池板放低,放进水箱,以测试内部电路的密封有多好。至少有500伏电流通入电路,一根电导线伸进水中,以检测任何漏电。这种测试有助于确定,电池板是否可承受暴露于极端温度和机械压力。研究人员还研究显微照片,以查明是否有损伤。
在大多数太阳能电池板中,都要在包裹太阳能电池的保护性封装上切开一个孔,以连接外部电路。为了加快制造,避免让水漏入,该实验室正在开发一种装置(右),可在电池封装之前安装。黄色小片可以插在一块密封材料和电池之间,并采用标准层压步骤密封到位。设备中伸出来的电缆,要连接屋顶上相邻太阳能板上的类似电缆,然后连接到变频器和电网。在目前的设计中,这是由手工完成,但在未来的设计中,这些设备会集成在一起,让电池板的安装快速又实惠。
晶硅太阳能电池组件—背板材料 产品技术 原材料 测试方法及质量问题
Chemical treatment of crystalline silicon solar cells as a method of recovering pure silicon from photovoltaic modules Renewable Energy Photovoltaic technology is used worldwide to provide reliable and cost-effective electricity for industrial, commercial, residential and community applications. The average lifetime of PV modules can be expected to be more than 25 years. The disposal of PV systems will become a problem in view of the continually increasing production of PV modules. These can be recycled for about the same cost as their disposal. Photovoltaic modules in crystalline silicon solar cells are made from the following elements, in order of mass: glass, aluminium frame, EVA copolymer transparent hermetising layer, photovoltaic cells, installation box, Tedlar? protective foil and assembly bolts. From an economic point of view, taking into account the price and supply level, pure silicon, which can be recycled from PV cells, is the most valuable construction material used. Recovering pure silicon from damaged or end-of-life PV modules can lead to economic and environmental benefits. Because of the high quality requirement for the recovered silicon, chemical processing is the most important stage of the recycling process. The chemical treatment conditions need to be precisely adjusted in order to achieve the required purity level of the recovered silicon. For PV systems based on crystalline silicon, a series of etching processes was carried out as follows: etching of electric connectors, anti-reflective coating and n-p junction. The chemistry of etching solutions was individually adjusted for the different silicon cell types. Efforts were made to formulate a universal composition for the etching solution. The principal task at this point was to optimise the etching temperature, time and alkali concentration in such a way that only as much silicon was removed as necessary. Engineering, institutions, and the public interest: Evaluating product quality in the
V铅酸蓄电池型规格表
V铅酸蓄电池型规格表公司标准化编码 [QQX96QT-XQQB89Q8-NQQJ6Q8-MQM9N]
12V铅酸蓄电池型号规格表 电池型号额定电压额定容量长宽高总高参考重量(V)(AH)(mm)(mm)(mm)(mm)(KG) 12V96256262 12V97435157 12V178356066 12V7047101107 12V178356066 12V7047101107 12V134676166 12V9070101106 12V9070101106 12V9070101106 12V1516594100 12V1516594100 12V1516594100 12V1516594100 12V10AH12V10AH1519895100 12V12AH12V12AH1519895100 12V15AH12V14AH1519895100 12V17AH12V17AH181******** 12V18AH12V18AH181******** 12V20AH12V20AH181******** 12V24AH12V24AH175165125125 12V24AH12V24AH165126175182 12V26AH12V26AH175165125125 12V28AH12V28AH175165125125 12V33AH12V33AH196131155180 12V38AH12V38AH198166170170 12V40AH12V40AH198166170170 12V50AH12V50AH280125190190 12V55AH12V55AH229138208227 12V65AH12V65AH348168128178 12V70AH12V70AH260169212218 12V80AH12V80AH332174213238 12V90AH12V90AH332174213238 12V100AH12V100AH407174208238 12V100AH12V100AH332174213218
佳能相机电池真伪鉴别
60D电池LP-E6真假的鉴别 上个月在淘宝网买了60D单机加15-85镜头,订了配原装备用电池的套餐。相机到手后发现两块电池与网上童鞋描述的假的相似,拿到佳能公司检测证实确是假货,JS抵赖不成,赔付了两块真品。为了感谢童鞋的帮助,现将我手上的真假电池的差别图示给有需要的朋友。 假货大概有两种情形,一是以次充好,二是偷工减料。针对电池这个产品,以次充好和减料的方式作假用肉眼较难分辨,可能需要通过使用和分解才能分辨。我就从偷工也就是做工这个角度鉴别一下真假电池的不同。 1、背面
器材:佳能60D [佳能数码相机] 镜头:Canon EF-S 15-85mm f/3.5-5.6 IS USM 时间:2011-11-07 11:15:07 快门:1/20 光圈:F/8.0 焦距:85毫米感光度:100 上图左边的原装正品,右边的是假冒品(以下的图片也是按此循序),大家可能看到两块电池标签的文字不同,其实这两种文字的标签在正品中都有,只是批次的不同。造假者如果连标签的文字都做不相同那就是低仿品了。上图中有三处不同的地方(红色圆圈处),右侧的两处是量上区别,没有正品对照较难认定我就不说了。左侧电池编号处是质的区别,真品的编号文字是阳文,是凸起的文字,是铸出来的,假货的编号文字是刻上的。 2、端面 器材:佳能60D [佳能数码相机] 镜头:Canon EF-S 15-85mm f/3.5-5.6 IS USM 时间:2011-11-07 11:17:49 快门:1/4 光圈:F/11.0 焦距:85毫米感光度:100
假货底盖端面上有两条模具合模时的对缝在浇铸后留下的塑料凸起,表面不平整,真品表面光滑平整。 3、侧面 器材:佳能60D [佳能数码相机] 镜头:Canon EF-S 15-85mm f/3.5-5.6 IS USM 时间:2011-11-07 11:25:17 快门:1/8 光圈:F/11.0 焦距:85毫米感光度:100 正品的电池底盖的侧面模具是抛沙的,产品是毛面,假货的底盖侧面是光面。另一侧面相同。正品的上盖侧面还有一弧面和直面的分界线。假货的上盖是全弧面没有分界线。
太阳能光伏电池测试及分析
H a r b i n I n s t i t u t e o f T e c h n o l o g y 近代光学创新实验 实验名称:太阳能光伏电池测试与分析院系: 专业: 姓名: 学号: 指导教师: 实验时间: 哈尔滨工业大学
一、实验目的 1、了解pn结基本结构和工作原理; 2、了解太阳能电池的基本结构,理解工作原理; 3、掌握pn结的IV特性及IV特性对温度的依赖关系; 4、掌握太阳能电池基本特性参数测试原理与方法,理解光源强度、波长、环境温度等因素对太阳能 电池特性的影响; 5、通过分析PN结、太阳能电池基本特性参数测试数据,进一步熟悉实验数据分析与处理的方法,分 析实验数据与理论结果间存在差异的原因。 二、实验原理 1、光生伏特效应 半导体材料是一类特殊的材料,从宏观电学性质上说它们导电能力在导体和绝缘体之间,导电能力随外界环境(如温度、光照等)发生剧烈的变化。半导体材料具有负的带电阻温度系数。从材料结构特点说,这类材料具有半满导带、价带和半满带隙,温度、光照等因素可以使价带电子跃迁到导带,改变材料的电学性质。通常情况下,都需要对半导体材料进行必要的掺杂处理,调整它们的电学特性,以便制作出性能更稳定、灵敏度更高、功耗更低的电子器件。基于半导体材料电子器件的核心结构通常是pn结,pn结简单说就是p型半导体和n型半导体的基础区域,太阳能电池本质上就是pn结。 常见的太阳能电池从结构上说是一种浅结深、大面积的pn结,如图1所示,它的工作原理的核心是光生伏特效应。光生伏特效应是半导体材料的一种通性。当光照射到一块非均匀半导体上时,由于内建电场的作用,在半导体材料内部会产生电动势。如果构成适当的回路就会产生电流。这种电流叫做光生电流,这种内建电场引起的光电效应就是光生伏特效应。 非均匀半导体就是指材料内部杂质分布不均匀的半导体。pn结是典型的一个例子。N型半导体材料和p型半导体材料接触形成pn结。pn结根据制备方法、杂质在体内分布特征等有不同的分类。制备方法有合金法、扩散法、生长法、离子注入法等等。杂质分布可能是线性分布的,也可能是存在突变的,pn结的杂质分布特征通常是与制备方法相联系的。不同的制备方法导致不同的杂质分布特征。
V铅酸蓄电池型规格表
12V铅酸蓄电池型号规格表电池型号额定电压额定容量长宽高总高参考重量(V)(AH)(mm)(mm)(mm)(mm)(KG) 12V0.8AH 12V 0.8AH 96 25 62 62 0.40 12V1.3AH 12V 1.3AH 97 43 51 57 0.50 12V1.9AH 12V 1.9AH 178 35 60 66 0.75 12V2.0AH 12V 2.2AH 70 47 101 107 0.75 12V2.3AH 12V 2.3AH 178 35 60 66 0.87 12V2.6AH 12V 2.6AH 70 47 101 107 0.80 12V3.3AH 12V 3.3AH 134 67 61 66 1.30 12V4.0AH 12V 4.0AH 90 70 101 106 1.20 12V4.5AH 12V 4.5AH 90 70 101 106 1.40 12V5.0AH 12V 5.0AH 90 70 101 106 1.50 12V7.0AH 12V 7.0AH 151 65 94 100 2.00 12V7.2AH 12V 7.2AH 151 65 94 100 2.05 12V8.0AH 12V 8.0AH 151 65 94 100 2.50 12V9.0AH 12V 9.0AH 151 65 94 100 2.60 12V10AH 12V 10AH 151 98 95 100 3.00 12V12AH 12V 12AH 151 98 95 100 3.60 12V15AH 12V 14AH 151 98 95 100 4.00 12V17AH 12V 17AH 181 76 165 165 4.60 12V18AH 12V 18AH 181 76 165 165 5.00