纸杯刀模的拼版方法
纸杯刀模的画法及拼版方法
纸杯是柔印应用最广泛的领域之一,这小小的纸杯其实加工起来并不简单,本文就简单介绍一下纸杯的扇形片画法和拼版方法,以供大家交流。
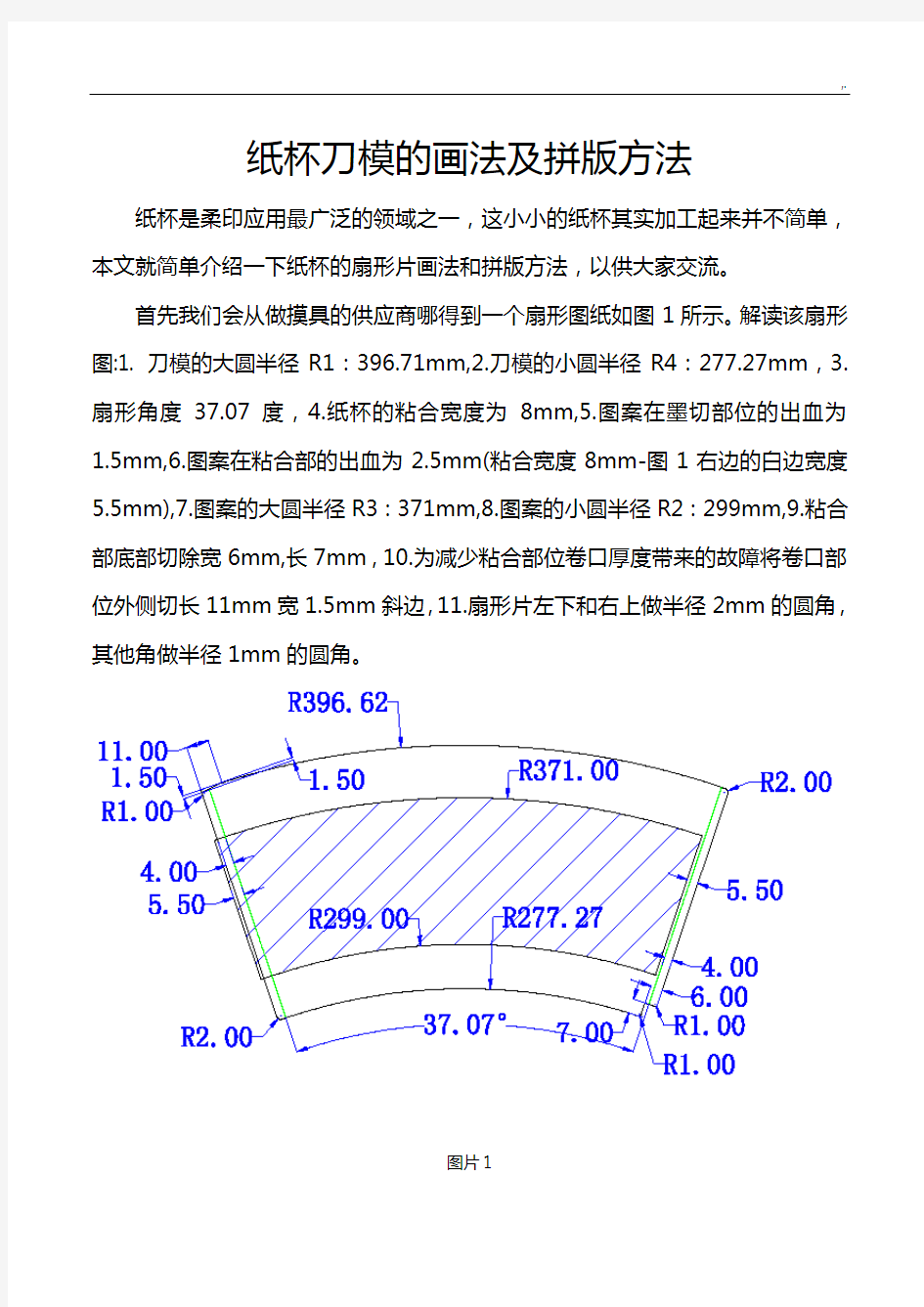
首先我们会从做摸具的供应商哪得到一个扇形图纸如图1所示。解读该扇形图:1. 刀模的大圆半径R1:396.71mm,2.刀模的小圆半径R4:277.27mm,3.扇形角度37.07度,4.纸杯的粘合宽度为8mm,5.图案在墨切部位的出血为1.5mm,6.图案在粘合部的出血为2.5mm(粘合宽度8mm-图1右边的白边宽度5.5mm),7.图案的大圆半径R3:371mm,8.图案的小圆半径R2:299mm,9.粘合部底部切除宽6mm,长7mm,10.为减少粘合部位卷口厚度带来的故障将卷口部位外侧切长11mm宽1.5mm斜边,11.扇形片左下和右上做半径2mm的圆角,其他角做半径1mm的圆角。
图片1
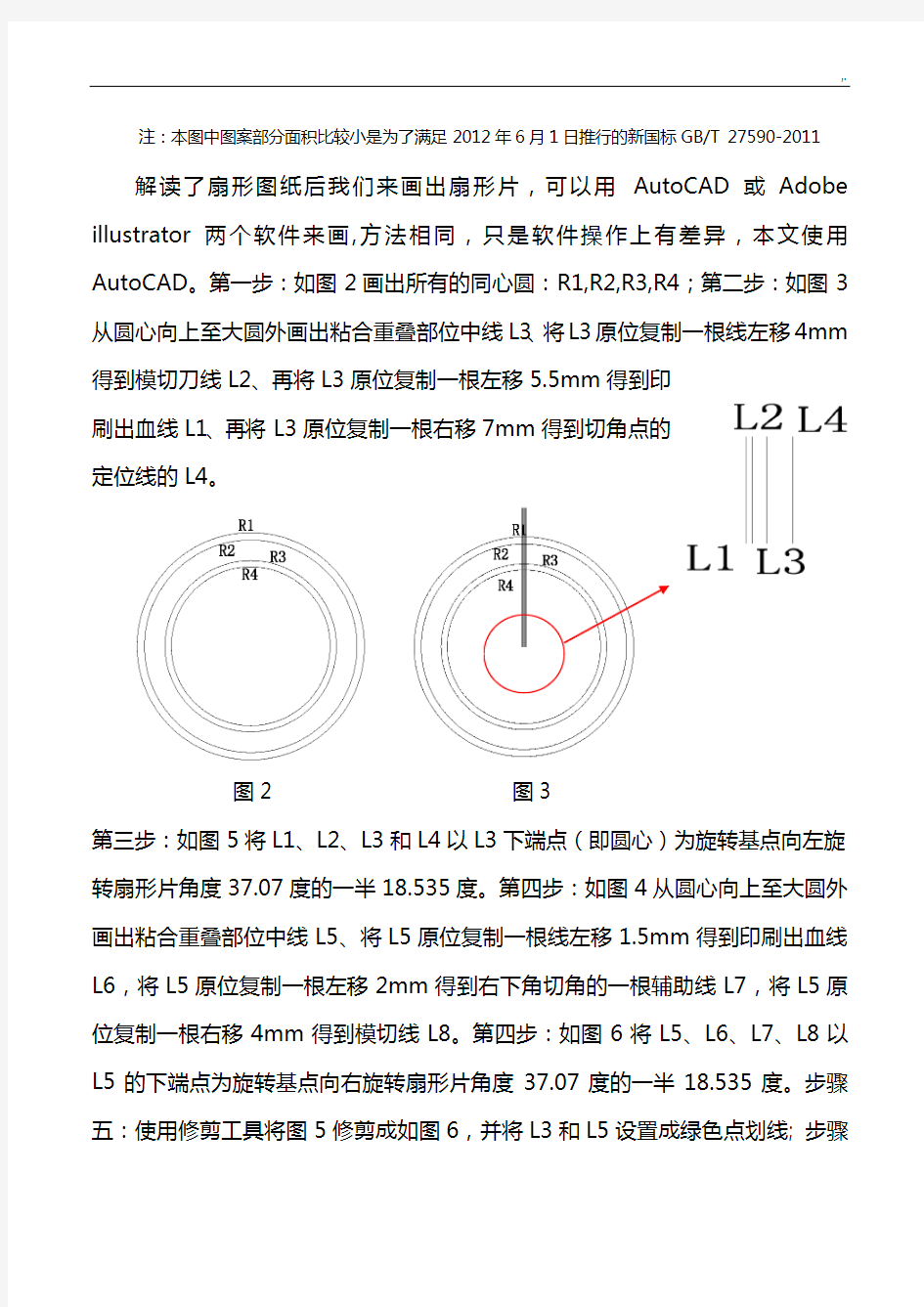
注:本图中图案部分面积比较小是为了满足2012年6月1日推行的新国标GB/T 27590-2011 解读了扇形图纸后我们来画出扇形片,可以用AutoCAD或Adobe illustrator两个软件来画,方法相同,只是软件操作上有差异,本文使用AutoCAD。第一步:如图2画出所有的同心圆:R1,R2,R3,R4;第二步:如图3从圆心向上至大圆外画出粘合重叠部位中线L3、将L3原位复制一根线左移4mm 得到模切刀线L2、再将L3原位复制一根左移5.5mm得到印
刷出血线L1、再将L3原位复制一根右移7mm得到切角点的
定位线的L4。
图2 图3
第三步:如图5将L1、L2、L3和L4以L3下端点(即圆心)为旋转基点向左旋转扇形片角度37.07度的一半18.535度。第四步:如图4从圆心向上至大圆外画出粘合重叠部位中线L5、将L5原位复制一根线左移1.5mm得到印刷出血线L6,将L5原位复制一根左移2mm得到右下角切角的一根辅助线L7,将L5原位复制一根右移4mm得到模切线L8。第四步:如图6将L5、L6、L7、L8以L5的下端点为旋转基点向右旋转扇形片角度37.07度的一半18.535度。步骤五:使用修剪工具将图5修剪成如图6,并将L3和L5设置成绿色点划线; 步骤
六:如图7画出两切角辅助圆;步骤七:连接辅助圆R5和L1交点与R1和L4交点(如图8),使用修剪工具对图进行修建,最后将左边尖角做成半径为1mm 的圆角得到如图9所示的左上角;第八步:如第七步将右下角修剪从图10修建成图11,再做半径为1mm的圆角最后得到图12。第九步:将扇形片的左下和右上角做半径为2mm的圆角,删除多余的辅助线,得到图13的扇形图。第十步:将印刷部位用45度的线填充设置得到图14的最终扇形图。到这里我们的扇形图就完成了,下面是如何将扇形片拼大印刷版的问题。
图4 图5
图6 图7
图8 图9
图1 0 图11 图12
图13 图14
首先要了解我们设备的四个参数,第一、最大印刷宽度和最小印刷宽度;第二、最大重复周长和最小重复周长;第三、每个齿的间距(无轴传动设备不需要);第四、扇形片与片之前最小间距。我公司印刷机的印刷宽度为500~1000mm,重复周长为206~710mm,每个齿间距为3.175mm,扇形片最小间距是2mm。
下面开始拼版,第一步:画出比扇形片大2mm的同心圆R7,如图15;第二步:
垂直复制一个扇形片让复制的扇形左下角与R7相切,如图16;第三步:从圆心向上画出一根垂直线,量出两扇形片的间距,如图17为126.13mm。第四步:算出齿数和相邻扇形片间距,相邻扇形片占的齿数为126.13/3.175≈40齿,根据以往经验我们版棍的齿数设计在100齿以上是最理想的,我们假设重复周长拼三个扇形片,得出齿数=126.13*3/3.175=119.18。因2mm的扇形片间距是可以接受的最小距离,所以我们不可以设计成119齿,只能入为120齿。再进行均分得到相邻扇形片间的距=120*3.175/3=127mm。最后得出版棍齿数为120齿,相邻扇形片间的距为127mm。第五步:重复周长上拼版,上下各垂直复制一扇形片,相邻距离为127mm,得到图18中的均匀分布的扇形片。第六步:如图18将三个扇形片复制一个后,从上到下三个扇形片编号为1、2和3。以2号扇形片的圆心为圆心画一与1号扇形片左下角相切的圆R8,测量出R8的半径为399.52mm,以R8+R1=399.52+396.71=796.23mm画出大圆R9。延着1号扇形片的右墨切边画一直线L8与R9相交得A点。
图15 图16
图17 图18
步骤七:将步骤六复制出来的三个扇形片旋转180度后从上到下分别编号为4、5和6号。 画出4号扇形片的大圆R1,以该R1的圆心为起点向下画出一条垂直线L5,将L5原位复制一个后左平行移动4mm 行到L8。再将L5和L8以4号扇形
图19 图20
印前拼版基本知识
查看文章 印前拼版基本知识2009-01-05 21:36 一、印刷品拼版专业术语 1、出血 印刷品印完后,为使成品外观整齐,必须将不整齐的边缘裁切掉。裁掉的边缘一般需要留有一定的宽度,这个宽度就是“出血位”。设计师在设计印刷品时,一般要在成品尺寸外留3mm(如有特殊要也可以多留“出血位”),以防止在成品裁切时裁少了露出纸色(白边),裁多了会切掉版面内容。留出“出血位”,是设计师设计过程中必须要做的工作。 2、叼口 印刷机印刷时叨纸的宽度叫做咬口,咬口部分是印不上内容的。一般咬口尺寸为10mm-12mm。在拼版过程中,对纸张大小与页面位置计算时,必须要考虑这个尺寸。设置页面尺寸时加出咬口宽度。 3、切口宽度 指成品图文区域到成品的装订边以外的其它各边的距离。通常至少设置成与出血相同的尺寸。 例:“出血位”是3mm,则切口宽度至少为3mm。 4、订口 订口指印刷成品的装订边。订口宽度指图文区域到成品订边的距离。一般无线胶订、骑马订时,订口宽度和翻口方向宽度是一样的。如果装订方式为平订或胶订,由于装订时要占有一定的宽度,订口宽度应比切口宽度宽一点。这样,成品两边的空白位置就会一致。 5、贴 配页成书时,一张纸(不论大小)上的所有面码组成一帖。(俗称带) 6、裁切线 裁切线是成品切边时的指示线。 7、图边线 图边线指有效印刷面积的指示线。 8、中线 中线是印刷品的水平、垂直等分线,中线可用来在正反印刷时作为正面、反面套印对位用,也可用来在第一色印刷时对印版定位以及后面印色的印版定位用。
9、轮廓线 一般用作模切线,是包装容器的后加工方式之一。 10、印张 一张印有很多页面的纸张叫一个印张,纸张常用4页、8页、12页、16页、32页、48页等规格印刷,即一张纸上有4页、8页、12页、16页、32页、48页等规格印刷,即一张纸上有4P、8P、12P等(P即为英文Page的缩写)。 二、印前相关要素 印刷是一门科学,同时又是一项科技含量很高的系统工程,以下概述的印前相关要素都是实践经验的总结,其中不乏惨痛的教训,很值得我们借鉴。 1、输出菲林应如何确认网线? 胶印是印刷的主流印刷方式。其用于晒版的菲林在输出时该加多少线数,主要应考虑两个因素:一是印刷的印刷分辨率;二是承印物的种类。就一般情况而言,国产印刷机能印刷的最高分辨率以200线为佳,国外印机可加网到300线。至于不同的承印物,其加网要求是: (1)如果承印物是铜版纸或高级压光白纸,由于其表面平滑度高,能够再现较细的网点,故加网线数较高。一般可加风到175-300线。粗质普通新闻纸可以加网到60-80线;光洁的新闻纸、一般凸版纸或普通胶版纸可加网到85-90线;光洁凸版纸或胶版纸可加网到100-133线。 (2)如果承印物是胶版纸,其表面较铜版纸粗,其加网线数可在120-150线之间。 (3)如果承印物是报报,其表面更粗糙一些,太小的网点会形成破碎的边缘或者完全落在凹下去的地主。因此应该使用较大的网点印刷,其加网线数可以80-133线之间。 2、滚翻印刷时应该怎样设计拼版? 滚翻印刷是指一个印版纸张两面各印一次,印完一面后,纸张翻面旋转180度,再印第二面。印第二面时,纸张的叨口方向要改变。印后沿中间裁切后可得两份同样的印刷品。这种方法适用于印数不多、一个印版上放有印刷品正反两面内容、印刷机副面相对较大等情况。例如:要印刷一个产品广告说明书折页,印刷成品尺寸为87mm×180mm 的6折页,准备在四开机上印刷。全开正度纸的尺寸为787mm×1092mm,四开纸的尺寸约为540mm×390mm,6折摊开为522mm×180mm。这样,一张四开纸上可放522mm×180mm的两个产品说明书折页。这样可以把正反面内容拼在一个4开版上,印刷时采用滚翻版印刷,裁切后,一个4开可得两个说明书。 3、自翻印刷应如何拼版? 自翻印刷是一块印版在纸两面印刷,但纸的翻法是常规翻法,叨口方向不变。一般16开杂志封面印刷常采用这种方式。例如,印一种杂志的四个封面,可以把版拼成一个4开,然后上4开机印刷。印完一面后自翻印刷,裁切后一个四开可得两个封面。
文泰雕刻教程
第一章雕刻基本概念介绍 电脑雕刻机接受计算机发出的指令,控制X、Y、Z三个轴间的线性联动,带动高速旋转的刀具或激光头在材料上移动,得到所需要的雕刻或切割效果。 所谓雕刻就是在双色板、金属、木材、石头等材料上刻出的立体图形、装饰;雕刻按效果分为阴刻和阳刻。 所谓“阴刻”就是指:雕刻后在雕刻材料上留下的是凹下的文字或图案。 所谓“阳刻” 就是指:雕刻后在雕刻材料上留下的是凸出的文字或图案,俗称阳字或阳图。 切割是指将切割材料沿文字或图案的轮廓切断;与雕刻不同,切割后材料可分离为若干部分。 文泰雕刻软件提供了人性化的交互界面,可以方便地在计算机上设计所需要的图形,文字等,然后根据要求,生成各种刀具运动轨迹,送到雕刻机上输出。这种运动轨迹就称为雕刻路径。文泰雕刻软件能够方便的生成雕刻路径。 为什么要生成雕刻路径,主要有以下几个原因。 1.计算机设计的只是轮 廓图案,通过计算雕刻路径才 能确定雕刻机刀具实际加工 的路径,从而驱动雕刻机雕刻 出所需要的图案。 如图所示,图中实心处为 已算好雕刻路径的部分。 2.使用不同的刀具,雕刻不同的深度,雕刻路径都不一样。 由于雕刻刀具有一定的宽度,在不同的雕刻深度下,刀刃所切削的宽度不一样。设计一个边长为10厘米的正方形,如果选 用刃宽为1毫米的直刀,雕刻刀沿设计路线行走,实际上刻出的 是9.9厘米的正方形。因此,要刻出10厘米的正方形,就必须
考虑到刀具的影响,称之为“刀具补偿”。 3.特殊的雕刻效果。 在文泰软件中,提供了影象雕刻以及三维立体字的雕刻功能。影象雕刻是把灰度图像中的灰度变成雕刻深度进行雕刻,而三维立体字是利用锥刀自身的特性,刻出由浅到深的变化。 彩页为影象雕刻以及三维立体字的实际效果。 计算图形的雕刻路径时,要得到正确的结果,图形必须满足以下条件: 1、图形的每个回路都是闭合的。 如下图所示,图的笔画在A处断开,必须用节点编辑连接后,计算雕刻路径,才能得到正确结果。 2、图形的每个回路不存在自相交。 如下图所示,字的笔画之间有相交的地方(图1)。通过“检查错误”的方法,去掉多余的环, (见图3的对话框)。将其合并成无相交的图案 (图2)。
浅谈印刷拼版与合开相关知识
浅谈印刷拼版与合开相关知识 1、吊牌类卡片及不干胶等 很烦人的东西。不过没什么难度,要细心,计算好尺寸。分三类: (1)一刀切(不出血),与名片类似,整体最外边缘需要出血; (2)两刀切(含出血) (3)轧盒、打孔、圆角(需要排刀版,拼法同2) (4)混拼类,在需要数量成比例的情况下,可以在合开版面内混拼。 2、名片类卡片 可能搞打字复印做名片的盟友有这样的经验,一张名片纸上做8张名片,然后用切卡机切出 来。其实这样做很浪费,我的经验是一张名片纸可以做10张名片不用切卡机,如果数量少的话, 可以用尺、刀,如果数量很大,就借用印刷厂的切纸机,非常方便,而且很节约。如果只做一、 两盒名片,正好又是彩色的,又恰好你手中有个封套要做,那么就把封套的空白处利用起来。 3、包装盒拼版 一般大包装盒(超过8K的)不用拼版,直接交印刷厂套晒就可以了。 下面简单介绍一下小包装的拼版。 尽量在合开的前提下,把拼版工作做到最紧凑,但包装盒牵涉的后道工艺比较多,轧盒 (切出边缘并压折痕线)是最关键的,这时需要注意拼版时最近的两个边线间距不小于3mm, 否则在排刀版的时候会很麻烦,以至于影响产品质量。 当你完成拼版后(经客户签样同意),最好能出一份原大的刀版胶片,以方便印刷厂排刀。 4、封套的拼版 一般制作的时候,我们习惯把封套连同“舌头”拼在一起,这种做法比较费纸(有一块空 白没有利用),但图案连续性好。 还有一种方法是封面归封面,“舌头”单独做,这样做省纸,但多一道“糊工”,即在成 品时多刮一次胶(或多贴一道双面胶带)。图中绿色部分为粘贴部分。 5、单页形式的印刷品 拼版时中间(垂直中线)拼接部分留6毫米出血边,即每个单页四边均留3mm出血(需要切 两刀)。 说明:如果你做的印刷品没有出血的图片、底纹,或完全是一色底纹等,可以按1的方法拼 版,中间一刀即可。 6、下面先介绍正规的拼版
印刷拼版实用教程
印刷拼版实用教程 一、印刷品拼版专业术语 1、出血 印刷品印完后,为使成品外观整齐,必须将不整齐的边缘裁切掉。裁掉的边缘一般需要留有一定的宽度,这个宽度就是“出血位”。设计师在设计印刷品时,一般要在成品尺寸外留3mm(如有特殊要也可以多留“出血位”),以防止在成品裁切时裁少了露出纸色(白边),裁多了会切掉版面内容。留出“出血位”,是设计师设计过程中必须要做的工作。 2、叼口 印刷机印刷时叨纸的宽度叫做咬口,咬口部分是印不上内容的。一般咬口尺寸为10mm-12mm。在拼版过程中,对纸张大小与页面位置计算时,必须要考虑这个尺寸。设置页面尺寸时加出咬口宽度。 3、切口宽度 指成品图文区域到成品的装订边以外的其它各边的距离。通常至少设置成与出血相同的尺寸。 例:“出血位”是3mm,则切口宽度至少为3mm。 4、订口 订口指印刷成品的装订边。订口宽度指图文区域到成品订边的距离。一般无线胶订、骑马订时,订口
宽度和翻口方向宽度是一样的。如果装订方式为平订或胶订,由于装订时要占有一定的宽度,订口宽度应比切口宽度宽一点。这样,成品两边的空白位置就会一致。 5、贴 配页成书时,一张纸(不论大小)上的所有面码组成一帖。(俗称带) 6、裁切线 裁切线是成品切边时的指示线。 7、图边线 图边线指有效印刷面积的指示线。 8、中线 中线是印刷品的水平、垂直等分线,中线可用来在正反印刷时作为正面、反面套印对位用,也可用来在第一色印刷时对印版定位以及后面印色的印版定位用。 9、轮廓线 一般用作模切线,是包装容器的后加工方式之一。 10、印张
一张印有很多页面的纸张叫一个印张,纸张常用4页、8页、12页、16页、32页、48页等规格印刷,即一张纸上有4页、8页、12页、16页、32页、48页等规格印刷,即一张纸上有4P、8P、12P等(P 即为英文Page的缩写)。 11 、套准线 3毫米为标准,不同的印刷机械和操作人员,可以适当减少。同时,右左两侧套准位为重点,咬口一侧甚至可省略。 12、咬口 一般的印刷设备,咬口最小调至6-11毫米的范围,教学时通常采用8毫米为准。 二、印前相关要素 印刷是一门科学,同时又是一项科技含量很高的系统工程,以下概述的印前相关要素都是实践经验的总结,其中不乏惨痛的教训,很值得我们借鉴。 1、输出菲林应如何确认网线? 胶印是印刷的主流印刷方式。其用于晒版的菲林在输出时该加多少线数,主要应考虑两个因素:一是印刷的印刷分辨率;二是承印物的种类。就一般情况而言,国产印刷机能印刷的最高分辨率以200线为佳,国外印机可加网到300线。至于不同的承印物,其加网要求是: (1)如果承印物是铜版纸或高级压光白纸,由于其表面平滑度高,能够再现较细的网点,故加网线数较高。一般可加风到175-300线。粗质普通新闻纸可以加网到60-80线;光洁的新闻纸、一般凸版纸或普通胶版纸可加网到85-90线;光洁凸版纸或胶版纸可加网到100-133线。
拼版工艺知识
拼版工艺知识 工艺, 拼版, 知识 折页的方法 一、折页的方法及应用 折页是指将印刷好的书刊及单页印刷品按照页码的顺序折叠成一定规格幅面的工作过程。在开始进行出版物工艺设计时,首先要确定出版物的折页方式。在设计折页方式时,应考虑出版物的开本尺寸、页数、印刷装订设备等。通常书刊中图文的位置与顺序是根据折页过程中,纸张转动的情况和折缝的位置而定。目前折页的方式可分为如附图1所示的平行折页,垂直折页,混合折页,特殊折页等。平行折页法和特殊折页法(包括包心折页法、扇形折页法等)多用于折叠长条形的印刷品的设计,如广告、说明书、地图、书贴中的表和插图等。垂直折页法是应用最为普遍的折页方法,主要用于书刊的内页的设计。而混合折页法又称综合折页法,即在同一书帖中,既有平行折页,又有垂直折页。混合折页法适用于3折6页或3折9页等形式的书贴。 二、拼版的方法及应用 拼版是指将要印刷的页面按其折页方式按页码顺序排列在一起,其大小由印刷幅面及印刷纸张的大小来定。拼版可分为:零件的拼版和书刊的拼版两种。 1、零件的拼版 零散件在印刷品中占有较重的份量,例如,一张需要正反印刷幅面为16K的印品,可拼成如附图2所示正反印刷的双面版,为了节省印版也可拼成如附图3所示,在印刷时不需调换叼口边的单面自翻身版。 若是16开本的杂志封面,在拼版时可按照下列方式拼成自翻身版,其排版方式如附图4所示。 若是四折,则可按其纸张的不同拼成不同的版式。例如如附图5所示的尺寸为100×185×4折的扇形折叠小册子,在使用787×1092(mm)纸张,采用四开幅面进行印刷时,其排版方式则采用如附图6所示的滚翻版。该种方式在印刷翻身时,因需要调换叼口,故在印刷高精度的印刷品时,对印刷设备和纸张的有较高要求。 2、书刊的拼版 书刊(杂志、画册、图集等)在印刷前的拼版作业时,必须首先了解所需拼版书刊的开本、页码数目、装订方式(骑马订、铁丝平订、锁线装或胶订)、印刷色数(单色、双色或四色)、使用纸张的厚薄和折页形式(手工折页或机器折页)等工艺要素,才能确定其拼版的方法。 拼版方式选择得当,不但能使拼版装订顺利,还能节约费用,提高书刊的质量。在印刷工艺中,书页的编排是有特定的规律可循。无论页码多少,都需按照规律将其编排在特定的版面中,才能进行印刷。即折页数(F)与页数(L)和版面数(A)与印张数(I)之间具有一定的规律,即第一折形成两页4个页码,第二折形成四页8个页码……,折数与页数和版面的关系如附表1所示。 其可用公式表示为: L = I×2F A = 2L =I×2F+1 目前尽管装订的方式很多,但是的拼版页数编排方式只有以下两种: (1)折页、装订方式为套帖式: 套帖式如附图7所示,主要用于骑马订。例如一本书刊有64个页码,每一帖为16个页码(即64P每帖16P),采用骑马订,折页、装订为套帖式,则其拼版方法如附图8所示。
印刷拼版的方式与方法
印刷拼版的方式与方法 印刷拼版就是将一些已经完成好的单个文件拼成适合上机的印刷版面的过程。那么你对印刷拼版了解多少呢?以下是由整理关于印刷拼版的方式与方法的内容,希望大家喜欢! 不同要求的印刷品需要选择不同的印刷拼版方式,下面是四种最常见的印刷拼版方式: 单面 这种方式适用于那些只需要印刷一面(大多数是正面)的印刷品,其特点是:一套印版,单面印刷,一个咬口,如海报、不干胶等。 自翻 这种方式适用于那些需要印刷正反面的小幅面印刷品,其特点是:一套印版,双面印刷,一个咬口,如DM单、小海报、贺卡、杂志、书刊等。 大滚翻 也叫打滚翻(俗称驴打滚),是自翻的一种形式,其特点是:一套印版,双面印刷,两个咬口,如吊旗、杂志、书刊等。 扣版 由于受印刷机幅面、纸张、成本、后工序等多方面因素的限制,某些双面印刷的产品需要拼扣版印刷,其特点是:两套印版,双面印刷,一个咬口,比如画册、杂志、书刊等。
印刷拼版的方法1、单页形式的印刷品 拼版时中间(垂直中线)拼接部分留6毫米出血边,即每个单页四边均留3mm出血(需要切两刀)。 说明:如果你做的印刷品没有出血的图片、底纹,或完全是一色底纹等,可以按1的方法拼版,中间一刀即可。 2、封套的拼版 一般制作的时候,我们习惯把封套连同“舌头”拼在一起,这种做法比较费纸(有一块空白没有利用),但图案连续性好。还有一种方法是封面归封面,“舌头”单独做,这样做省纸,但多一道“糊工”,即在成品时多刮一次胶(或多贴一道双面胶带)。 3、包装盒印刷拼版 一般大包装盒(超过8K的)不用拼版,直接交印刷厂套晒就可以了。 下面简单介绍一下小包装的拼版。 尽量在合开的前提下,把拼版工作做到最紧凑,但包装盒牵涉的后道工艺比较多,轧盒(切出边缘并压折痕线)是最关键的,这时需要注意拼版时最近的两个边线间距不小于3mm,否则在排刀版的时候会很麻烦,以至于影响产品质量。 当你完成拼版后(经客户签样同意),最好能出一份原大的刀版胶片,以方便印刷厂排刀。 4、名片类卡片 可能搞打字复印做名片的盟友有这样的经验,一张名片纸上做8
印刷拼版种方式图文
印刷拼版3种方式图文详细讲解【自翻、大翻、正背翻】 自翻版,在同一个印版上印双面,一面印刷完毕后以纸张较长的一面进行左右翻转继续印刷下一面。属于我们常规尺寸拼版中较常用的方式。 以上图为例,翻转印刷后正背正好对照。 大翻版(也叫做滚翻版),也是在同一个印版上印刷双面,与自翻版不同的是在纸张较短的一面上进行翻转,一般应用在长条16开等稍特殊尺寸上。需要注意的是大翻版需要两个叨口,因此其成品尺寸需要在常规基础上进一步缩小,再预留出一个叨口出来。
需要注意的是大翻版在印刷时工序比较复杂,还要考虑叼口等问题,如果该尺寸有其他拼版方式,就不用考虑大翻,比如上图中横板16开拼4开完全可以拼制成8开自翻,且更省版省工。正背版,需发两套版,应用于书籍、画册等版数多,印量大或者幅面较大的类型。印量较小的从成本角度考量一般不拼正背版。拼正背版时需注意正背面内容要准确对照(特别是在版面较多的情况下),建议事先画出拼版帖进行参照,拼后也需要打出正背样稿校对检查。
关于成品尺寸为8开或4开的单独页面拼制正背版,直接添加辅助内容即可,不需要再连版复制,不再图示。 以上介绍了几种常规尺寸的拼版方式。 在实际制作中还要加上出血,角线、裁切线等辅助线条和色标及其他文字要求。 出血:就是在设计要求的成品尺寸之外加大外尺寸的图案,在栽切位加一些图案的延伸,在成品切边的时候起作用的,切纸不可能是一张一张切的,纸张经过推齐,但事实上不可能都很齐,在切的过程中,可能导致每张纸所切的边缘位置都不一样,如果没有出血,试想如果被切多的纸将会丢失内容,被切少的纸将会有白的边出现。因此,出血就是把内容在多做出几毫米,虽然多做的几毫米内容将被切掉,但避免了被多切或少切而产生的问题。通俗点讲就是专门将图案延伸出来,在裁切后保证达到成品尺寸的安全距离。通常情况下在宣传页、书籍、画册的出血的长度(单独一边的长度,下同)为3mm,在尺寸较大的包装箱(盒)、手提袋等印品中出血的长度为5mm,上述数据并不是固定值,根据设备等、技术等实际情况也可以进行调整,如在纸张比较紧张的情况下,可以压缩为1.5mm。有时在做包装类和手提袋时
常见雕刻刀具使用
名称尺寸用途例举 平底尖刀D:刀具直径 A:侧边刃角度 F:顶尖刃半径 2d雕刻; 小字的3d雕刻; 刀尖宽度为0.1-0.2 的可用来制作浮雕 锥刀通常也叫小 尖刀; Φ3.175×30×0.3 D=3.175mm 2A =30度 0.3=2Fmm 锥刀的常见规格:直径(D)有3.175mm和6mm最为常用;刀尖角度(2A)为15、20、30、40、45、60、90;刀尖宽度(2F)有0.1、0.13、0.2、0.3、0.4、 0.5、0.8、1.0 平底铣刀D:刀具直径 H:刀刃长度 立体字切割、2D铣 底; 切割用的最广泛; 也可用来做浮雕、 模具的粗加工 Φ3×30 D=3mm H=30mm 平底铣刀的常见规格:直径(D)有1mm、2mm、3mm、4mm和6mm;刀尖长度(H)为8、10、12、15、17、22、25、32;直径1mm、2mm的刀刃长度通常只做到8、10、12mm 成型刀D:刀具直径 C:刀刃长度 A:尖刃角度 3d雕刻; 导边切割; 雕花 一般厂家销售只 标明角度,如90 度,表示A=90 成型刀有很多种 造型,也叫花边 刀。 成形刀的常见规格:直径(D)有16mm、25mm、32mm等各厂家不一;角度有45、60、90、120等常见成型刀形状: 球头刀D:刀具直径 H:刀刃长度 导边; 浮雕; 模具雕刻 Φ6×30 D=6mm H=30mm 刀头圆角半径就 是3mm 圆头刀的常见规格:直径(D)有1.5mm、2mm、3mm、6mm等, 锥形球刀D:刀具直径 A:侧边刃角度 C:刀刃长度 R:刀头圆角半径 浮雕 模具雕刻 Φ6×30 D=6mm H=30mm 2A =30度 QQ:551682199,雕霸雕刻机
雕刻刀刀具的选择与使用
雕刻刀刀具的选择与使用 一.刀具的选择: 1.压克力切割加工,推荐使用A系列单刃压克力铣刀。其特点是无烟无味,速度快,效率高。若加工表面需要有磨砂效果,推荐使用双刃三刃螺旋铣刀。 2.密度板切割加工(广告开模用),推荐使用双刃大排屑螺旋铣刀,它具有两条高容量的排屑槽,双刃设计,既具有很好的排屑功能,又达到很好的刀具平衡。进口系列刀具在使用寿命及加工效率上会表现的更为出色。 3.铝板切割加工,推荐使用单刃铝用铣刀。加工过程中不粘刀,速度快,效率高。 4.精密小型浮雕加工,推荐使用圆底尖刀。 5.软木,密度板,原生木,PVC,压克力大型深浮雕加工,推荐使用球头铣刀。 6.加工要求上下表面无毛刺切割加工,推荐使用单刃,双刃上下切铣刀 7.金属雕刻加工,推荐使用金属专用平底尖刀。 8.3D雕刻加工,使用3D雕刻刀。 9.高密度板,实木加工推荐使用单刃实木专用铣刀。 10.多层板的加工,推荐使用直槽铣刀。 11. 下切刀的使用效果,加工产品上表面无毛刺,加工时不会翘板。 二.几种材料的加工速度以及主轴的转速: 1.双色板加工速度一般是500-1500左右转速要控制在200上下不要超过250 2.弗龙板加工速度一般是500-1500左右转速要300左右 3.pvc加工速度一般是500-1000左右转速要300左右 4.亚克力加工速度一般是300-800左右转速控制在350左右不能太低 其中亚克力加工速度受材料的厚度限制越厚的速度越低否则刀具很容易断5mm以下的可以相应的快点 三.文泰中的参数设置 1、平底尖刀
W1:表示刀具的刀柄直径,常用的刀柄直径有∮3.175,∮4,∮6,根据需要而设定。 W2:表示刀尖宽度,它直接影响雕刻效果,设置时要尽量准确,可拿一把精度高点的尺子作大致参考。 A:刀尖部分的两条边的夹角的一半,若为30°刀具,则A设为15,以此类推。 可雕刻材料:双色板,PVC板,有机玻璃,ABS板等。 可切割材料:双色板,ABS板。 用刀原则:雕小字时用W2或A小点的刀,大字时尽量用大刀,以提高加工速度;刀具选择以最窄笔画为准;必要时,在不影响字体效果的前提下,可用节点编辑修改笔画以利于过大刀路径;雕刻胸牌常用30°刀具;若字太小可以换成单线后用“割”算路径。 2、直刀(柱刀) W1:刀具刃部前端宽度,常见的宽度为2MM,1.5MM,一般设置时稍小一点,因其前部一端为方便排屑,修磨出一侧刃,所以实际宽度稍小一点。 H1:刀具刃部长度,切割的材料高度应低于刃部长度,一般H1设为5MM左右即可。 可雕刻材料:双色板,PVC板,有机玻璃,ABS板等。 可切割材料:双色板,ABS板。 因此种刀具多用于科室牌上的大字雕刻,故又称科室牌刀,但雕刻效果略逊于同等宽度的平底尖刀。它切割出的材料边缘为直边,而平底尖刀切割出的材料边多有一个斜边,倾斜的程度视刀具角度而定,角度大,边缘斜度就大些。 3、铣刀 W1:刀具前端的宽度,常用的刀柄直径有∮3.175,∮4,∮6;若切割材料厚度低于10MM的小字时,当采用∮3.175刀切割字要变形,有时也用到刀柄直径从∮3.175变为前端是∮2或者∮1.5的变柄刀具来切割。 H1:刃部长度,切割材料厚度应低于其刃部长度,一般H1根据材料的厚度分为如下几种(比切割材料多2mm,方便排屑)。 12mm: 切10MM及以下材料 17mm: 切15MM材料 22mm: 切20MM材料(PVC多用∮3.175;亚克力用∮4) 可雕刻材料: PVC板,有机玻璃,木板等。 可切割材料: PVC板,有机玻璃,木板等。
雕刻机刀具使用详解
雕刻机刀具使用详解 木工雕刻机刀具适用指南: 1.压克力切割加工,推荐使用单刃螺旋铣刀,特点是加工时无烟无味,速度快,效率高,不粘屑,真正环保,其特殊的制造工艺保证加工压克力不爆口,极细刀纹(甚至无刀纹),表面光洁平整。加工表面需达到磨砂效果,推荐使用双刃三刃螺旋铣刀。 2.密度板切割加工,推荐使用双刃大排屑螺旋铣刀,它具有两条高容量的排屑槽,双刃设计,既具有很好的排屑功能,又达到很好的刀具平衡,在加工中高密度板时,不发黑,不帽烟,使用寿命长等特点。 3.铝板切割加工,推荐使用单刃专用铝用铣刀。加工过程中不粘刀,速度快,效率高。 4.精密小型浮雕加工,推荐使用圆底刻刀。 5.软木,密度板,原生木,PVC,压克力大型深浮雕加工,推荐使用单刃螺旋球头铣刀。 6.上下面无毛刺切割加工,推荐使用单刃,双刃上下切铣刀。 7.高密度板,实木推荐使用棱齿铣刀。 8.多层板,夹板加工,推荐使用双刃直槽铣刀。 9.下切刀的使用效果,加工产品上表面无毛刺,加工时不会翘板。 10.压克力镜面雕刻加工推荐使用金刚石雕刻刀。 11.粗加工刨花板等推荐使用多条纹铣刀(end) 雕刻常用的刀具分为四种:平底尖刀、直刀(柱刀)、铣刀、三维异型刀。雕刻刀具的建立通过单击文泰雕刻软件中的“2D”“3D”“割”.. 雕刻常用的刀具分为四种:平底尖刀、直刀(柱刀)、铣刀、三维异型刀。 雕刻刀具的建立通过单击文泰雕刻软件中的“2D”“3D”“割”三个选项中的任一项进入刀具库来完成;刀具库中的“中心尖刀”是非常理想化的刀具,一般情况下不使用它来计算刀路径。 1、平底尖刀 W1:表示刀具的刀柄直径,常用的刀柄直径有∮3.175,∮4,∮6, 根据需要而设定。 W2:表示刀尖宽度,它直接影响雕刻效果,设置时要尽量准确,可拿一把精度高点的尺子作大致参考。 A:刀尖部分的两条边的夹角的一半,若为30°刀具,则A设为15,以此类推。 可雕刻材料:双色板,PVC板,有机玻璃,ABS板等。 可切割材料:双色板,ABS板。 用刀原则:雕小字时用W2或A小点的刀,大字时尽量用大刀,以提高加工速度;刀具选择以最窄笔画为准;必要时,在不影响字体效果的前提下,可用节点编辑修改笔画以利于过大刀路径;雕刻胸牌常用30°刀具;若字太小可以换成单线后用“割”算路径。 2、直刀(柱刀) W1:刀具刃部前端宽度,常见的宽度为2MM,1.5MM,一般设置时稍小一点,因其前部一端为方便排屑,修磨出一侧刃,所以实际宽度稍小一点。 H1:刀具刃部长度,切割的材料高度应低于刃部长度,一般H1设为5MM左右即可。
各种雕刻机刀具的用途
各种雕刻机刀具的用途 单槽螺旋刀(硬质合金) 主要功能:二维切割 适用材质:压克力,PVC,中密度板 特点:结合单槽设计强切削力和排屑畅快的优点,而螺旋刃切削又保证切割物面光滑性,在批量加工PVC,中密度板有着上佳的工作效率. 双刃螺旋下切刀(硬质合金) 主要性能:二维切割,二维雕刻 适用材质:天然木料,合成木料也可用于:塑料 特点:专用木料加工刀具,此类双刃刀具用于加工木料及合成木料,碎屑排除方便、刀体坚固,经久耐用,加工效果好(保证表面无毛刺)。 单槽直刃刀具(硬质合金) 主要性能:二维切割 适用材质:软木、中密度和中等硬度的木材。也可用于: 弹性、防磨擦塑胶 特点:结合了开槽设计和单刃几何设计,便于快速切削时碎屑自动清除。 球头铣刀(硬质合金) 主要性能:三维雕刻,二维切割 适用材质:有机(压克力)也可用于:黑色金属 注意事项:球铣刀刃宽的选择,主要取决于曲面雕刻的精度和大小,一般分为二次雕刻,粗雕可以选用刃径较大的,精雕则应选用刃径较小的刀具. 双刃直槽铣刀(硬质合金) 主要性能:二维平面雕刻,二维切割 适用材质:中密度纤维板,硬木,压克力 特点:专为数控雕刻MDF材质而设计,结合了特制硬质合金,硬质刀体和高级刀刃几何,经久耐用.在有色金属粗加工也有着很高的工作效率 清底刀具(硬质合金) 主要性能:铣底 适用材质:有机(压克力),PVC,中密度板 注意事项:任何一台雕刻机在工作时,都要保证雕刻平面的平整,特别在做二维雕刻和三维雕刻时.有些雕刻者往往为了省事,而马虎,其结果雕刻的产品要么不合格,要么需要人工修改 单刃柱刀(硬质合金) 主要性能:二维切割 适用材质:双色板,塑料板也可用于:3MM以下厚压克力 注意事项:切割双色板,如无特殊要求,平常用成品尖刀就可以切割,但尖刀切割后容易钝化,再雕刻就会毛刺.单刃柱刀,设计原理同尖刀,但它是垂直切割,不带有坡度,特别适合镶嵌工艺的设计.
巩达牌GD-20A雕刻刀万能磨刀机使用说明书
万能磨刀机UNIVERSAL CUTTER GRINDER 型号:GD-20A Model:GD-20A Operation Manual 使用说明书 Series No.: Max Wheel Dia:100 MM 出厂编号最大砂轮直径 Voltage:Power;0.375 电压: 功率: 0.375 KW Inspector: Manufacture Date; 检验员: 出厂日期:
GD-20A万能磨刀机 UNIVERSAL CUTTER GRINDER 一、PERFACE U2万能磨刀机,是随着市场上雕刻业的发展,而精心设计的,主要由机体、砂轮、主轴、驱动装置,微量进给及砂轮整形器、刀架所组成,结构新颖、造型美观、精度高、性能好、使用简单、维修方便、适用:电脑雕刻机、机械雕刻机、模具雕刻机及其高速旋转锥尖刀头、棱磨刃和铣刀端刃,磨削角度准确。是目前万能磨刀机配备较先进的磨刀机型,我公司以质量第一,服务至上为宗旨,诚恳为广大模具雕刻机、电脑雕刻用户服务。 GD-20A Universal Cutter Grinder, with development of the carved industry, precisely designed by engineers. It is made up by main unit, wheel, spindle, drives, micro-feed and the grinding wheel dresser, knife the composition, structure, novel, modeling beautiful, high precision, good performance, easy to use, easy maintenance, applicable: computer engraving machine, machine engraving machine, engraving machine and high-speed rotary die knife cone head, edge grinding, and milling cutter blade cutting edge, grinding angles accurately. Universal Grinder is equipped with more advanced type of sharpener, my company is quality first, service-oriented for the purpose, sincerely for the majority of mold engraving machine, computer engraving User Services
折页方法
拼版工艺之折页的方法 一、折页的方法及应用 折页是指将印刷好的书刊及单页印刷品按照页码的顺序折叠成一定规格幅面的工作过程。在开始进行出版物工艺设计时,首先要确定出版物的折页方式。在设计折页方式时,应考虑出版物的开本尺寸、页数、印刷装订设备等。通常书刊中图文的位置与顺序是根据折页过程中,纸张转动的情况和折缝的位置而定。目前折页的方式可分为如附图1所示的平行折页,垂直折页,混合折页,特殊折页等。平行折页法和特殊折页法(包括包心折页法、扇形折页法等)多用于折叠长条形的印刷品的设计,如广告、说明书、地图、书贴中的表和插图等。垂直折页法是应用最为普遍的折页方法,主要用于书刊的内页的设计。而混合折页法又称综合折页法,即在同一书帖中,既有平行折页,又有垂直折页。混合折页法适用于3折6页或3折9页等形式的书贴。 二、拼版的方法及应用 拼版是指将要印刷的页面按其折页方式按页码顺序排列在一起,其大小由印刷幅面及印刷纸张的大小来定。拼版可分为:零件的拼版和书刊的拼版两种。 1、零件的拼版 零散件在印刷品中占有较重的份量,例如,一张需要正反印
刷幅面为16K的印品,可拼成如附图2所示正反印刷的双面版,为了节省印版也可拼成如附图3所示,在印刷时不需调换叼口边的单面自翻身版。 若是16开本的杂志封面,在拼版时可按照下列方式拼成自翻身版,其排版方式如附图4所示。 若是四折,则可按其纸张的不同拼成不同的版式。例如如附图5所示的尺寸为100×185×4折的扇形折叠小册子,在使用787×1092(mm)纸张,采用四开幅面进行印刷时,其排版方式则采用如附图6所示的滚翻版。该种方式在印刷翻身时,因需要调换叼口,故在印刷高精度的印刷品时,对印刷设备和纸张的有较高要求。 2、书刊的拼版 书刊(杂志、画册、图集等)在印刷前的拼版作业时,必须首先了解所需拼版书刊的开本、页码数目、装订方式(骑马订、铁丝平订、锁线装或胶订)、印刷色数(单色、双色或四色)、使用纸张的厚薄和折页形式(手工折页或机器折页)等工艺要素,才能确定其拼版的方法。 拼版方式选择得当,不但能使拼版装订顺利,还能节约费用,提高书刊的质量。在印刷工艺中,书页的编排是有特定的规律可循。无论页码多少,都需按照规律将其编排在特定的版面中,才能进行印刷。即折页数(F)与页数(L)和版面数(A)与印张数(I)之间具有一定的规律,即第一折形成
木工雕刻机刀具使用指南
木工雕刻机刀具使用指 南 Document number:PBGCG-0857-BTDO-0089-PTT1998
雕刻机刀具使用指南 雕刻刀,同心度高,刃口锋利,可做精密3D雕刻加工。 2.高密度板,实木推荐使用棱齿铣刀。 3.多层板,夹板加工,推荐使用双刃直槽铣刀。 4.精密小型浮雕加工,推荐使用圆底刻刀。 5.密度板切割加工(广告开模用),推荐使用双刃大排屑螺旋铣刀,它具有两条高容量的排屑槽,双刃设计,既具有很好的排屑功能,又达到很好的刀具平衡,在加工中高密度板时,不发黑,不帽烟,使用寿命长等特点。 6.铝板切割加工,推荐使用单刃专用铝用铣刀。加工过程中不粘刀,速度快,效率高。 7.上下面无毛刺切割加工,推荐使用单刃,双刃上下切铣刀。 8.金属雕刻加工,推荐使用单刃,双刃直槽平底尖刀。 9.压克力切割加工,推荐使用单刃螺旋铣刀,特点是加工时无烟无味,速度快,效率高,不粘屑,真正环保,其特殊的制造工艺保证加工压克力不爆口,极细刀纹(甚至无刀纹),表面光洁平整。加工表面需达到磨砂效果,推荐使用双刃三刃螺旋铣刀。 10.压克力镜面雕刻加工推荐使用金刚石雕刻刀。 11.粗加工刨花板等推荐使用多条纹铣刀。 12.金属模具加工铣刀,推荐使用钨钢铣刀,表面镀紫黑色加硬钛。
13.软木,密度板,原生木,PVC,压克力大型深浮雕加工,推荐使用单刃螺旋球头铣刀。 粘刀一般有两种情况: 材料融化粘在刀具上。该现象一般出现在加工非金属材料中,主要原因是切削热大,导致材料融化,解决的方法有: 1)更换锋利的刀具:锋利的刀具可以减少切削热。 2)降低主轴转速:降低了主轴转速相应就降低了切削线速度,这样就降低切削热的产生。可以避免材料融化。 3)加大进给速度:进给速度提高了,刀具在一个位置停留的时间就减少了,这样单位体积材料接受的切削热就减少了,避免了材料的融化。 材料不融化粘在刀具上。该现象主要是出现在加工金属材料中,特别是加工钢材料时容易容易出现的现象,主要原因是切削线速度过低,切削热过大。解决的方法有: 1)改善冷却方法:改变冷却液施加的位置,加在刀具切出的位置,有较好的冷却效果。 2)更换锋利的刀具:锋利的刀具可以减少切削热,可以改善这种现象。 3)如果可以调整主轴转速,将主轴转速调高。 4)减小进给速度。 雕刻机刀具的基本常识与注意事项:
印刷拼版的四种方法
拼版的过程是将一些做好的单版,组排成为一个印刷版的过程。在拼版的过程之前,需要根据后续工程的方式及器材进行不同的选择不同的组版方式,特别是一些需要进行折页的书册小本子之类的印刷物,更是要根据所处印刷厂的折页机等工具进行恰当的方式选择。 常用的拼版方式可以分为以下四种: 1、单面式:这种方式是指那些只需要印刷一个面的印刷品,如海报等,只需要印刷正面,而背面是不需要印刷的。 2、双面式:俗称“底面版”、“正反版”,指正反两面都需要进行印刷的印刷品,如一些小宣传单,小幅海报、卡片、书籍画册内页等。 3、横转式:俗称“自翻版”、“就版翻面”、“轮转翻”,适用于杂志、书刊类的印刷品,比如有一本16开的杂志封面,分有封面、封底、封二、封三等四个版面需要进行印刷,在拼版时将封面和封二、封底和
封三横向头对头地拼在一个四开的版面上进行印刷,这一面印刷完成后,将纸张横转180度,用反面继续印刷,完成之后,将印刷品从中间切开,就可以得到两件完全一样的印刷品了。 自翻版印刷: 封面印刷方式:
4、翻转式:使用同一个印刷版在纸张的一面印刷之后,再将纸张翻转印刷背面,但以纸张的另一长边作为“咬口边”。这种方法俗称“打翻斗”、“天地轮”。 例如如图尺寸为16K扇形折叠小册子,在使用条四开纸张,采用对开幅面进行印刷时,其排版方式则采用如图所示的滚翻版。这种方式在印刷翻身时,因需要调换叼口,故在印刷高精度的印刷品时,对印刷设备和纸张的有较高要求。 上下翻应考虑的问题: 一般胶印机的叨口为1厘米,所以左右翻(方法3)能保证印刷成品按正常大小走,而上下自翻版(方法4)因为需占用两边共2厘米叨口,所以成品规格要小一些,这是在设计制作时必需要注意的。 例如一个16K印刷品,它的成品要求为210×285cm,加出穴后为216×291 cm,拼成4K版为432×582 cm,而4K 纸的最大开料尺寸为444×595 cm,从而看出拼成左右4K版后再加上1厘米出穴没有超出纸张尺寸,可以正常印刷。 而一个长条8K印刷品,如果它的成品要求为210×570 cm,加出穴后为216×576 cm,拼成上下自翻4K版为432×576 cm,如果再加上两边叨口共2厘米,以超出4K纸的最大开料尺寸为444×595 cm,所以不能印刷,这就要求我们在设计制作时要同客户讲清楚后,通过缩小成品尺寸和出穴位才能达到印刷要求;如果拼对开版就没有这种情况发生。 拼版多页数的画册: 如果是多页数的画册,在拼版时就要做折手。做折手要注意以下情况: 1、封皮用纸与内文用纸是否一样,并且封皮有无特殊要求,如复膜、烫金银、压痕、凹凸等。如果有特殊要求,则封面单独拼版。 2、做内文折手时如果成品小(如32开或更小)要考虑到折手折纸的方向及如何装订。 3、如纸张开度特殊,可多做几种折手进行比较,看哪种更合适。 4、还要注意的几个方面:(1)、印刷机能印刷的最大面积和最大的用纸面积;(2)、所用纸张尺寸;(3)、页面之间的间距。
印前拼大版与做折手的正确方法
印前拼大版与做折手的正确方法 【天意数字快印】印前制作页面,需要以一定规律组成大版后再输出胶片或直接输出印版,正确的拼大版可有效提高工作效率,合理控制材料使用,降低生产成本。正确的折手是拼大版的依据,也是事先检验产品印装状态的重要参考。 折手上应显示与标注的内容 (1)准确标注产品的最终成品尺寸,包括印张开幅;(2)正确标注页码,逢暗码页面,应用简要文字标注页面主要内容,如扉页、目录、前言、序、后记、版权页等;(3)正确标注印刷叼口边,印张较多时应编注版号、正背关系及折标;(4)对于折页类产品应根据不同的折叠方式标明折线位置,裁切小成品的产品应标明裁切线;(5)标明所在版面的色相(如四色、单黑或专色、多色)。 做折手的方法 1.准备一些A4或A5的薄纸,也可利用印刷边角料(宽度不小于10cm),将之裁切成矩形用于做折手。 2.依据产品总页码数及开本,确定产品的总印张数,并留出相应的折手用纸。 3.根据不同的装订方式,确定折手的折页方法,做出相应折手,逐一折出所需的张数。根据折叠方式不同,折页方法有以下3种。 (1)垂直交叉折:又称转折。将纸平放对折,然后顺时针方向转过一个直角后再对折,依次转折即可得到三折手和四折手(注意,折页时折数最多不能超过4折)。这是最常用的折页方法,其特点是书帖折页、粘套页、配页、订锁等加工方便,折数与页数、版数存在一定规律,易于掌握,也便于折刀式折页机折叠作
业。 (2)平行折:又称滚折,适用于零散单页、畸开、套开等页张,做折手时要根据产品的成品尺寸等确定印刷幅面。又分为双对折、卷筒折、翻身折。 ①双对折;将纸平放对折后再平行对折1次。 ②卷筒折:又称包心折。第一折的页码夹在中间,再折第二折或第三折,最多不超过三折。 ③翻身折:又称扇折或手风琴折。第一折折好后,向相反方向折第二折,依次来回折,使前折缝与后折缝呈平行状 (3)混合折:同一书帖折页时,既采用平行折,又采用垂直交叉折。这种折法多用于6页、9页、双联折等书帖,适合于栅栏式折页机折叠作业。 ①三折6页书帖的折法:将纸放平,按卷筒折的方法折两折,然后按顺时针方向转90°再对折。 ②双联折法:上下页连结成一帖,即有两组相同的页码称为双联。双联装订可使装订作业达到事半功倍的效率。将纸张放平先对折,再按顺时针方向转90°后对折,然后再对折。 4.模拟装订方式,按顺序将所折出的页张套放正确,并依次标注页码。 5. 正确标注版号、活件名称、印刷叼口等内容。一般对于手工折页纸张,向怀的一边为叼口,朝上的一面为反版 6.在书脊上加折标,便于检查和发现配页差错。每一书帖的折标依次应呈阶梯状,折标大小为3mm × 4mm 至此,一批产品的折手就基本制作完成。
雕刻机各种刀具的使用方法有哪些
雕刻机各种刀具的使用方法有哪些雕刻机的刀具种类翻多,什么样的材料适合用什么样的刀具,下面太原智达宣传策划来告你。 1、压克力切割加工,使用单刃螺旋铣刀,特点是加工时无烟无味,速度快,效率高,不粘屑,真正环保,其特殊的制造工艺保证加工压克力不爆口,极细刀纹(甚至无刀纹),表面光洁平整。加工表面需达到磨砂效果,推荐使用双刃三刃螺旋铣刀。 2、密度板切割加工,推荐使用双刃大排屑螺旋铣刀,它具有两条高容量的排屑槽,双刃设计,既具有很好的排屑功能,又达到很好的刀具平衡,在加工中高密度板时,不发黑,不帽烟,使用寿命长等特点。 3、铝板切割加工,推荐使用单刃专用铝用铣刀。加工过程中不粘刀,速度快,效率高。 4、精密小型浮雕加工,推荐使用圆底刻刀。 5、软木,密度板,原生木,PVC,压克力大型深浮雕加工,推荐使用单刃螺旋球头铣刀。 6、上下面无毛刺切割加工,推荐使用单刃,双刃上下切铣刀。 7、高密度板,实木推荐使用棱齿铣刀。 8、多层板,夹板加工,推荐使用双刃直槽铣刀。 9、下切刀的使用效果,加工产品上表面无毛刺,加工时不会翘板。 10、压克力镜面雕刻加工推荐使用金刚石雕刻刀。 11、粗加工刨花板等推荐使用多条纹铣刀。
机械雕刻机刻刀的认识和使用方法 雕刻使用的刀具是根据你所加工的类型确定,加工双色板一般使用锥度平底刀,刀具底部的大小根据所加工文字笔画最窄的宽度决定;如果加工要求不高,可以使用模糊修边,刀具可适当加大,但也得有个量,不能把小字刻‘糊’了。这种情况下选择刀具比所加工文字笔画最窄的宽度大个0.2mm即可。如果计算路径不能把刀具路径全部计算进去,这更你所选择的刀具底部宽度、刀具锥度、吃刀深度等都有关系!水晶字切割也有他的加工工艺,一般选择刀具要根据切割材料的厚度来确定,5mm的材料可选择3.175×7mm的平底刀加工,20mm 的使用4×22mm的平底刀!加工不同的材料使用的刀具不一样!加工工艺也不一样!