接触片级进模设计及其制造实用工艺

第1章绪论
1.1模具工业在国民经济中的作用
模具是现代化工业生产的重要工艺装备,它以特殊的形状通过一定的方式使原材料成型。例如,冲压件和锻件是通过冲压和锻造方式使金属材料在模具内发生塑性形变而获得的;金属压铸件、粉末冶金件以及塑料、陶瓷、橡胶、玻璃等非金属制品,绝大多数也是用模具成型的。由于模具具有优质、高产、省料和低成本等特点,现已经在国民经济各个部门,特别是汽车、拖拉机、机械制造、家电等行业得到及其广泛的利用。据统计,利用模具制造的零件,在飞机、汽车、拖拉机、电机、电器等产品中占60%~80%;在电视机、计算机等行业占到了80%以上;在自行车、手表、洗衣机、电冰箱、电风扇等轻工产品中占到了85%以上。据国际生产技术协会统计,到2000年止,机械零件粗加工的75%和精加工的50%都是由模具来完成的。
随着社会经济的发展,人们对工业产品数量、品种、质量及款式都有越来越高的要求。为了满足人类的需要,世界上各工业发达的国家都十分重视模具技术的发展,大力发展模具工业,积极采用先进技术和设备,提高模具制造水平,并取得了显著的经济效益。美国是世界上超级的经济大国,也是世界模具工业的领先国家。据1989年统计,美国模具行业有12554个企业,从业人员17。28万人,模具总产值达64.47亿美元。日本模具工业是从1957年开始发展起来的,当年模具中产值仅有106亿日元,到了1991年总产值已超过了17900亿日元,在34年中增长了169倍,这也是日本经济能飞速发展,并在国际市场上占有一定优势的重要原因之一。现在,日本的模具工业已经发展到了高度的专业化、标准化和商品化。
现在,大家都意识到,研究和发展模具技术,对于促进国民经济的发展具有特别重要的意义。模具技术已经成为衡量一个国家产品制造水平的重要标志之一。模具工业能促进工业产品生产的发展和质量的提高,并能获得极大的经济效益,因而引起了各国家的高度重视和赞赏。模具也被誉为“进入富裕社会的原动力”、“金属加工业中的帝王”等。因此可以断言,随着工业生产的迅速发展,模具工业在国民经济中的地位将日益提高,模具技术也会不段的发展,并在国民经济发展过程中发挥越来越重要的作用。
1.2全球模具发展概况
全球主要模具生产国包括亚洲地区的日本、韩国与中国,以及美洲地区的美国、欧洲地区的德国。
1.2.1各国产业形貌
在全球主要模具产销国家当中,中国模具企业及从业人数最多,近七成属于国有企业,外资企业亦占多数,大型模具厂员工约600~700人,更有规模达上千人的公司,台商投资的富士康集团(Foxconn)员工人数将近6,000人最具代表性,中型模具厂则150~300人之间,小型模具厂也至少有50人左右,其他国家的模具业则多以中小型企业型态经营。
在产品类別上,2002年日本与中国偏重生产冲压模及塑料模,两者产值合计比重高达八成,南韩则以其他模具产值比重最大,占总产值四成七。
在应用市场方面,日本、韩国、美国与德国以汽車模具为最大宗产品,而我国则以电子通讯产品用模具为主。
依照2002年各国出入差状況来看,日本、南韩及德国的模具属与出口大国,中国与美国的模具则因国内需求市场大,本国厂商无法完整供应,須借进口模具以满足下游市场的产品制造。由2002年各国主要进出口国別分析,与地域分布有极大的关联性,进出口地区多属邻近国家,而日本较特別的是出口地区以美国为主,但随着中国近年各下由游产业快速的发展,已有渐渐转向拓展中国市场的趋势。
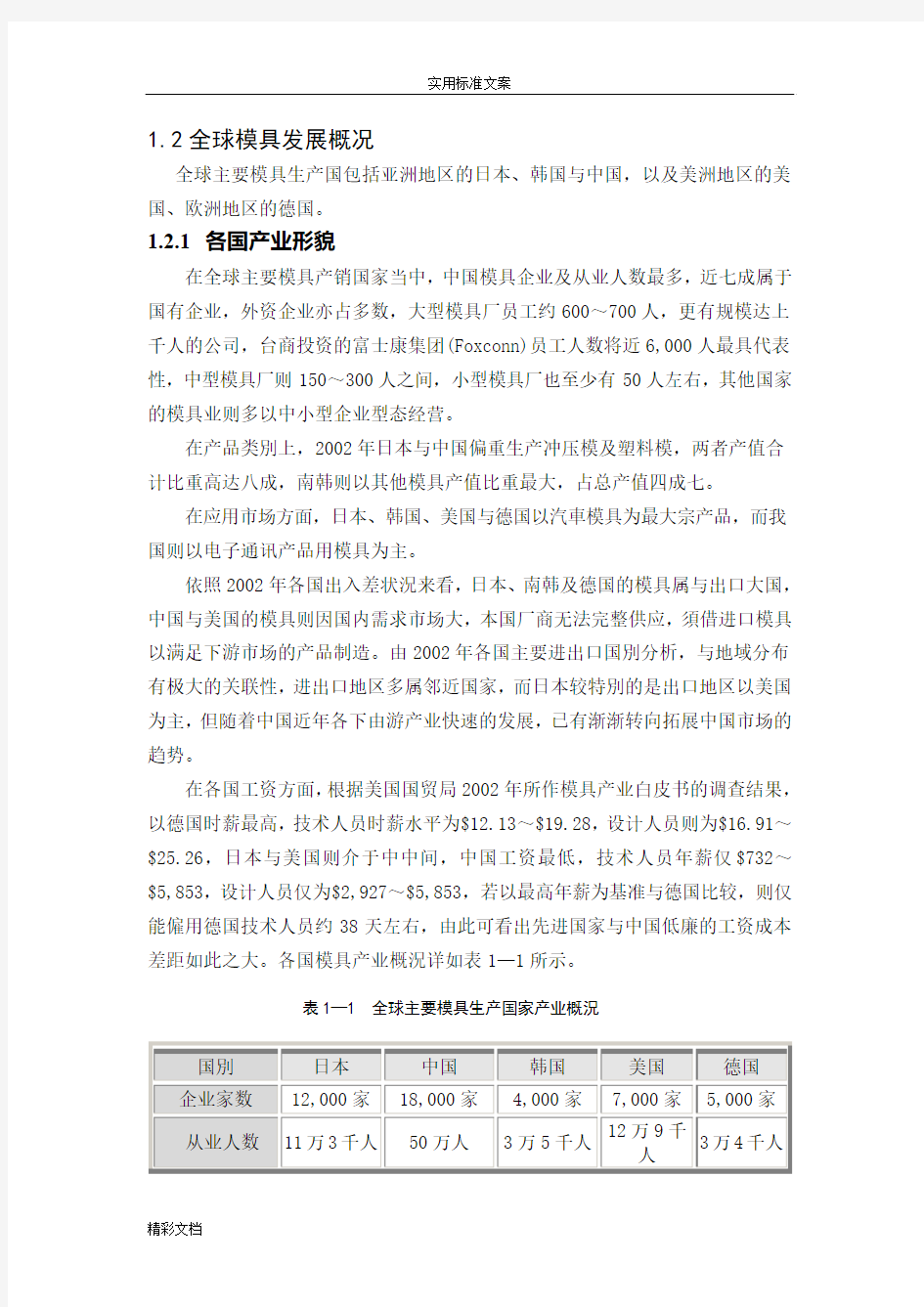
在各国工资方面,根据美国国贸局2002年所作模具产业白皮书的调查结果,以德国时薪最高,技术人员时薪水平为$12.13~$19.28,设计人员则为$16.91~$25.26,日本与美国则介于中中间,中国工资最低,技术人员年薪仅$732~$5,853,设计人员仅为$2,927~$5,853,若以最高年薪为基准与德国比较,则仅能僱用德国技术人员约38天左右,由此可看出先进国家与中国低廉的工资成本差距如此之大。各国模具产业概況详如表1—1所示。
表1—1 全球主要模具生产国家产业概況
资料来源:海关进出口月报、美国国贸局模具产业白皮书/金属中心IT IS计划整理
1.2.2各国优劣势分析
技术先进国家如日本、美国、德国等,对于高精度与复合性模具开发,不论在设计能力或制造技术上,均有领先的地位,同時也拥有训练精良的技术研发人才。其中,日本模具厂商在技术上较重视拋光与研磨加工制程,德国模具厂商则由提高机械加工与放电加工的精度与效率着手,以降低手工加工的时间。
在市场规模上,不论产值或国内需求以日本衰退最为明显。在运营成本上,常面临高工资、高福利的问题,因此下游产业或模具厂商逐渐将生产据点移往邻近的新兴工业国或技术后进国家,以降低劳工成本,增强价格竞争力,但是这样的趋势往往会造成技术无形中外流的疑虑,使得本身更须投入大笔研发费用,以加速提升加工技术与高速机械性能,拉大彼此间的差异。
以韩国及中国来看,我国在技术上落后于日、美、德,但仍优于南韩,同时在生产速度上也遥遥领先。韩国与中国最近几年的市场生产与需求规模呈现成长走势,尤其中国模具业正在快速发展中,各国知名大厂进驻生产设备,无形中提升模具开发实力与设计能力。成本方面,中国特别是大陆与韩国因拥有相对低的人力成本优势,故对于模具售价上,往往采取低价行销打入市场,也因此在全球景气欠佳的局势中,成功拓取市场买家的青睐,最明显的例子就是出口值的涨势。综合上述全球主要模具生产国家的相对优劣势分析,整合如表1—2所示。
表1—2 全球主要模具生产国家优劣势分析
资料来源:美国国贸局模具产业白皮书/金属中心IT IS计划整理
整体而言,由于各国模具业者,多以中小企业型态经营,因此,在营运资金筹措上常遭遇困难,若无政府政策支持与税务的优惠措施,模具业者将形成单打独斗与孤军奋战的状况,更不论与国际市场的竞争。除了中国与韩国外,各国均面临劳工成本高的压力,因此唯有提高产品附加价值才能摆脱低成本的竞争压力。
1.3中国模具发展状况
目前,中国17000多个模具生产厂点,从业人数约50多万。1999年中国模具工业总产值已达245亿元人民币。工业总产值中企业自产自用的约占三分之二,作为商品销售的约占三分之一。在模具工业的总产值中,冲压模具约占50%,塑料模具约占33%,压铸模具约占6%,其它各类模具约占11%。
鉴于模具作为包括机床工具、汽车制造、食品包装等在内的机械行业中机械基础件产业,以及电工电器、电子及信息行业的支持产业,在发展先进生产力当中,处于非常关键并服务全行业的地位,其发展对产业配套能力的提升和促进产业聚集优势的形成将起到重要作用。改革开放以来,中国模具工业企业的所有制成分也发生了巨大变化。除了国有专业模具厂外,其他所有制形式的模具厂家,包括集体企业、合资企业、独资企业和私营企业,都得到了快速发展,集体和私营的模具企业在广东和浙江等省发展得最为迅速。目前,国内已能生产精度达2微米的精密多工位级进模,工位数最多已达160个,寿命1~2亿次。在大型塑料模具方面,现在已能生产48英寸电视的塑壳模具、6.5Kg大容量洗衣机的塑料模具,以及汽车保险杠、整体仪表板等模具。在精密塑料模具方面,国内已能生产照相机塑料模具、多型腔小模数齿轮模具及塑封模具等。在大型精密复杂压铸模方面,国内已能生产自动扶梯整体踏板压铸模及汽车后桥齿轮箱压铸模。在汽车模具方面,现已能制造新轿车的部分覆盖件模具。其他类型的模具,例如子午线轮胎活络模具、铝合金和塑料门窗异型材挤出模等,也都达到了较高的水平,并可替代进口模具。
在中国,人们已经越来越认识到模具在制造中的重要基础地位,认识到模具技术水平的高低,已成为衡量一个国家制造业水平高低的重要标志,并在很大程度上决定着产品质量、效益和新产品的开发能力。许多模具企业十分重视技术发展,加大了用于技术进步的投资力度,将技术进步视为企业发展的重要动力。此外,许多研究机构和大专院校开展模具技术的研究和开发。目前,从事模具技术研究的机构和院校已达30余家,从事模具技术教育的培训的院校已超过50余家。其中,获得国家重点资助建设的有华中理工大学模具技术国家重点实验室,上海交通大学CAD国家工程研究中心、北京机电研究所精冲技术国家工程研究中心和郑州工业大学橡塑模具国家工程研究中心等。经过多年的努力,在模具CAD/CAE/CAM技术、模具的电加工和数控加工技术、快速成型与快速制模技术、新型模具材料等方面取得了显著进步;在提高模具质量和缩短模具设计制造周期等方面做出了贡献。
虽然中国模具工业在过去十多年中取得了令人瞩目的发展,但许多方面与工业发达国家相比仍有较大的差距。根据“十一五”模具行业发展的任务与目标,我国模具行业要努力解决发展中存在的诸如总量供不应求、产品结构不够合理、工艺装备水平低、配套性不好、利用率低、技术人才严重不足、专业化程度低、高档产品市场缺席。特别在大型、精密、复杂和长寿命模具技术上存在明显差距,这些类型模具的生产能力也不能满足国内需求,因而需要大量从国外进口等问题,使我国模具行业向大型、精密、复杂、高效、长寿命和多功能方向发展,在良好的市场环境中稳步前进。
第2章零件工艺性分析及工艺方案的确定
2.1冲压工艺分析:
冲裁件的工艺性是指冲裁件对冲压工艺的适应性,即冲裁件的结构形状、尺寸大小、精度等级等是否符合冲裁加工的工艺要求。良好的结构工艺性应保证材料消耗少,工序数目少,模具结构简单而寿命高,产品质量稳定,操作简单,等等。通常对冲裁件的工艺性影响最大的是几何形状尺寸和精度要求。
2.1.1冲裁件的形状和尺寸要求
①冲裁件的形状应尽可能简单、对称,最好采用圆形、矩形等规则的几何形状或由这些形状所组成,使排样时废料最少。
②冲裁件的凸出悬臂和凹槽的宽度不宜太小,以免凸模折断,其合理间隙如表:
表2—1冲裁件的凸出悬臂和凹槽的最小宽度B
③冲裁件的外形或内形的转角处,要避免夹角出现,应以圆弧过渡,以便于模具加工,减少热处理或冲压时在尖角处开裂的现象;同时可以防止尖角部位的刃口磨损过快而使模具寿命降低。其圆角半径的最小值见表1—2:
表2—2 冲裁件圆角半径r的最小值
④冲孔时,由于受到冲孔凸模强度的限制,孔的尺寸不宜过小。冲孔的孔径尺寸与孔的形状、材料的机械性能、材料厚度等有关,见表1—3:
表2—3 冲孔的最小尺寸
⑤冲裁件的孔与孔之间、孔与边缘之间的距离不应过小,否则模具的强度和冲裁件的质所量不能保证,其许可值如图2—1所示
。
图2—1 孔边距
⑥在弯曲件或拉延件上冲孔时,为了避免冲孔时凸模受水平推力而折断,孔边与零件直边间应保持一定距离。一般取C≧R+0.5t.
2.1.2 冲裁件的精度与断面粗糙度
①冲裁件的经济精度一般不高一IT11级,最高精度可达IT8~9级。冲孔比落料的精度要高一级。
②冲裁件的断面粗糙度一般为R
a=12.5~50nm,最高可达R
a
=6.3 nm。
2.1.3冲裁的经济性
所谓经济性,就是以最小的耗费取得最大的经济效果,即生产中的“最小最大”原则。
1.冲裁件的结构形状和尺寸
冲裁件的结构形状和尺寸,应该有良好的工艺性,以便于冲裁,便于模具的
制造,降低成本。
①在设计冲裁件时,在不改变使用性能的前提下,可以直线代曲线,以圆形代矩形,使凸、凹模制造与维修方便,减少钳工工作量,降低成本。
②尽量采用通用尺寸和标准直径,充分利用现成的工艺装备。
③尺寸标注要灵活,以扩大冲裁工艺的灵活性。
2.合理利用材料
①在满足零件强度和使用要求的情况下,减少材料厚度。
②冲裁件的结构形状符合少、无废料排样时,能提高材料的利用率,从而减少材料消耗,降低成本。
③采用套料排样冲裁,充分利用结构废料,既省料又省工序,经济效果显著,如图所示。
图2—2 套料连续冲裁的排样
④合理选用冲裁件材料。在保证使用和工艺性能的同时,尽量采用“廉价代贵重,薄料代厚料,黑色代有色”和统一及减少品种规格等一系列降低成本的措施。
综上所述,如图2—3为零件图,此零件为接触片,满足冲裁工艺性各方面的要求,也可以保证足够的刚度和强度。由资料2—表4—1查出其精度等级为IT12级。
图2—3 零件图
此零件经过几何形状的分析可以看出,它是由两个半圆和中间的矩形部分组成。圆形部位的成型是拉深。中间矩形部位的成型很象是弯曲,但实际上它是侧壁的材料在凸模的压力作用下沿凹模的圆角流进去的,属于拉深。底部的三个孔是由冲孔工序完成。两翼的U形部分既可以由反拉深完成,也可以由翻边完成,但此零件的尺寸较小,如果采用反拉深凸模的制造精度和强度要求都比较高,凸、凹模的安装空间狭小,难以实现,所以选择翻边完成。
2.2冲压工艺方案设计:
制定冲裁工艺方案就是要确定冲裁件的工艺路线。工艺路线不但影响产品的质量和效率,而且影响生产成本、劳动强度、设备投资等。因此制定工艺路线时,需要提出几个方案,进行分析对比,寻求最经济合理的方案。
2.2.1工艺方案的分析:
零件的形状表明,在拉深前该零件展开毛坯面积计算,将其分为直线和弯曲部分进行展开计算。由参考文献3上表2—7用插值法取的该零件的中性层系数为x0=0.345;则由参考文献1公式(3—12)可以得出该零件的展开长度为:
0()180i i
i i L l r x t πα=++∑∑ (2—1) =(16.5+0.675×2+1.275×2)+(0.5+0.345×0.3)×3.14+(0.45
÷2+0.345×0.3)×3.14×2
=23.35㎜
同理,零件的展开宽度为:
L 宽 =3.3+(0.45÷2+0.345×0.3)×1800/1800×3.14×2
+(0.5+0.345×0.3)×3.14
=10.16㎜
工件的形状是翻边以后的形状,在翻边以前应该按翻边工序计算展开.其展开图为:
图中示的??为零件在翻边时落料凸模的直径d 凸
[ 3.30.7240.50.3450.3] 4.60.522d L π=--?-??+?++?凸宽() =[10.16-3.3-1.4-3.79]㎜+4.6㎜+1㎜
=7.28㎜
该零件的主要工序拉深工序按下列顺序进行计算:
2.2.1.1计算毛坯直径
单工序拉深模的毛坯是单个的,级进模的坯料则是条料。计算毛坯直径是根据拉深成型以后,工件的表面积与毛坯面积相等的原理,进行毛坯直径的计算。按参考文献3表4—7中序号4的公式计算。既:
D = (2—2)
将图1——5与表中图相对应,d 凸=7.27㎜;d=4.3㎜;H=1.7㎜;r=0.5㎜,代入
上式,则:
D i
=8.94mm
上述计算的D i 是“计算毛坯直径”,还要加上修边余量δ而得出实际毛坯直径D 。修边余量由参考文献2表7—1查出,其值δ=1.0mm 故实际毛坯直径D=D i +δ=8.94+1.0=9.94mm
2.4.1.2计算能否一次拉成
由宽凸缘件第一次拉深最大相对高度h 1/d 确定能否一次拉深成形。判断的原则是:宽凸缘件的拉深系数大于该零件的第一次拉深系数极限值,或者零件的
相对高度小于其第一次拉深的最大相对高度值,则该零件可以一次拉成。如图2—3所示,拉深高度h 1=2mm,拉深筒直径d 1=4.3mm,则h 1/d 1=24.3=0.465
①.计算d 凸/d ,其中对应值7.27d =凸㎜,d 1=4.3㎜,则:
17.27 1.694.3d mm d mm
==凸 ②.计算毛坯相对厚度。
0.3100%100 3.02%9.94t mm D mm ?=?= 根据以上参数,按资料2表4—8中查出h1/d的最大值为0。70~0.58。前
面算出的本工件的最大相对高度值为0.465,故的出结论,该工件可以一次拉深完成。
2.2.2搭边值的确定
排样中相邻两工件间的余料或条料与工件边缘间的余料为搭边。其作用是补偿定位误差,防止由于条料的宽度误差、送料步距误差、送料歪斜误差等原因而冲裁出残缺的废品。搭边值要合理,过大材料的利用率低。值过小,就不能发挥搭边的作用,在冲裁的过程中会被拉断,造成送料困难,使工件产生毛刺,有时还会被拉入凸模和凹模间隙,损坏模具刃口,降低模具的寿命。搭边值过小,会使作用在凸模侧表面上的法向应力沿着落料毛坯周长的均匀分布不均匀,引起模具刃口的磨损。为了避免这一现象,搭边的最小宽度大约取为毛坯的厚度,使之大于塑变区的宽度。
本工件的材料塑性较好,工件本身的外形比较复杂,圆角半径比较小,所以起搭边值要取的大一点。
2.2.4料宽的计算
条料宽度的确定原则是:最小条料宽度要保证冲裁时工件周边有足够的搭边值,最大条料的宽度要能在冲裁时顺利地在导料板之间进送,并与导料板之间有一定的间隙。因此,在确定条料宽度时必需考虑到模具的结构中是否采用侧压装置和侧刃,根据不同的结构分别进行计算。
图2—7 有侧刃时的条料宽度
当模具有侧刃的时候,条料宽度按下式进行计算:
00
1(2)B D a nC --=++ (2—3)
式中 B ——条料的标称宽度;
D ——工件垂直于送料方向的最大尺寸(㎜);
a1——侧搭边(㎜);
△——条料宽度公差(㎜),见表2—5;
n——侧刃数;
C ——侧刃冲切的料边宽度(㎜),见表2—6;
表2—5剪切条料宽度公差 (㎜)
表2—6 b1和C 的值 (㎜)
则根据上述要求,本零件条料的宽度为:
00
1(2)B D a nC --=++
0.4(22.94222 1.5)mm -=+?+?
00.4
29.94mm -= 经圆整尺寸后,条料宽度取为30㎜
2.2.5步距的计算
步距是指条料在模具上每次送进的距离,步距的计算与排样的方式有关,每个步距可以冲出一个零件,也可以冲出几个零件。
片剂车间工艺设计
《课程设计》 设计成绩: 批阅人: 批阅日期: 设计题目:年产2.8亿芍甘片生产车间工艺设计 设计者: 班级: 学号: 指导教师: 设计日期: 南京中医药大学药学院
设计任务书 一、设计题目 年产2.8亿芍甘片生产车间工艺设计 二、设计条件 (1)生产制度 年工作日:250天;1天2班,每班8 h,一天2班。 (2)药剂规格及原辅材料的消耗 依照各“中药制药分离技术课程设计”而定 ①规格:0.35 g/片 ②主要工序及原辅材料可参照 a. 药材干浸膏提取率:7.5%,干浸膏粉碎过筛收率:98% b.干法制粒:干浸膏粉末和辅料比为30:70,收率为98% c. 整粒、总混:收率为99% d. 压片、包衣:收率为98% e. 包装:内包收率为99%;外包无损耗 三、设计内容与要求 (1)确定工艺流程及净化区域划分; (2)物料衡算; (3)设备选型; (4)按GMP规范要求设计生产工艺流程图和车间工艺平面图; (5)编写设计说明书; 四、设计成果 (1)设计说明书一份 包括工艺概述、工艺流程及净化区域划分说明、物料衡算、设备选型及主要设备一览表、车间工艺平面布置原则、技术要求和说明。 (2)工艺流程图; (3)提取车间、制剂车间平面布置图(1∶100) 五、设计时间
设计时间为2周,从2015年6月12日至2016年6月24日。 目录 1 片剂生产工艺概述 (05) 1.1项目概述 (05) 1.2设计目的和意义……………………………………… 07 1.3设计内容 (07) 1.4 设计指导思想和设计原则 (08) 2 生产工艺流程简述 (08) 2.1生产方案、产品类型与包装方式 (08) 2.2生产规模、制度与方式 (09) 2.3工艺流程 (09) 2.3.1工艺流程制定的原则 (09) 2.3.2制粒压片工艺 (09) 2.3.3片剂的生产工艺 (11) 2.3.4工艺简介 (12) 3 物料衡算 (14)
接触簧片冲裁模设计
摘要 本次设计是接触簧片冲裁模的设计,制件为接触簧片。本文借鉴了冷冲压模具设计的全部过程。文章主要过程是从产品的工艺分析到最后设计冲压模具,首先,通过对制件的特点的了解,进一步对制件进行工艺分析,确定该制件符合冷冲压加工的要求。冲压工艺方案和结构确定为级进模具冲压,并对级进模进行设计。除对制件进行排样分析和计算搭边值、冲压力、以及确定模具压力中心外还重点分析了制件的凸模、凹模及其凸凹模结构并进行设计、计算,定位零件的选取和结构分析,以及固定方式等技术难点,最终通过AutoCAD进行绘图,得到相关零件的零件图及级进模具的装配图。 关键词:冷冲压;接触簧片;级进模具设计
Abstract This design is punching blanking design of the compound die, product as a convex shaped gasket. In this paper, the whole process of cold stamping die design. The article is main process from product process analysis of the final design of the stamping die, first of all, based on the understanding of the parts, parts for process analysis, to determine the work pieces with cold stamping processing requirements. Stamping process scheme and structure determination for the Flip Style compound die punching, and the design of compound die. In addition to the parts layout analysis and calculation on the boundary, pressure, and to determine the pressure center of the mould is focus on the analysis of the parts of the punch, die and punch die structure and design, calculation, selection and structure analysis of positioning component, and the fixed mode to point, finally drawing by AutoCAD the assembly diagram, parts diagram and related parts of the composite mold. Key words: Cold stamping;convex shaped gasket;Compound die design
模具实训心得
模具实训总结 通过实训,加强我们对所学理论知识的理解;强化了我们的技能练习,使之能够掌握冷冲模的基本理论、技能、技巧;加强动手能力及劳动观念的培养;尤其在培养学生对所学专业知识综合应用能力及认知素质等方面,该项实训是不可缺少的重要环节。 一、明确实训实习的目的 模具装拆实训是模具专业综合训练中的重要环节。本环节的任务是:通过三周的综合实训,针对典型多工位连续模结构,完成中等复杂程度的模具设计和典型冲压模具的拆装、测绘和总装结构,完成模具各构造零件的二维图及模具的装配图。以适应模具企业对冲压工艺的制定、冲压模具。 二、实习教学取得的效果 通过冷冲模综合实训,学生达到下列要求: 1.掌握冲压件的结构工艺性分析和冲压工艺过程的编制的原则、方法和步骤。 2.掌握冲压设备的结构原理、特点和应用范围,了解冲压设备与模具的连接关系和相关的技术参数。 3.学会查阅设计资料和有关手册,具备正确设计中等复杂程度冲压模具的能力。 4.掌握模具拆装、测绘的基本技能,完成零件图和装配图。 5、养成严肃、认真、细微地从事技术工作的优良作风。 三、存在的问题和努力的方向 虽然我们对模具有了更多的认识,但其中普遍也反映出一些不足。1. 现有的冲压模具比较少,我们装拆需要轮流。2. 装拆模具的工作台有点高,且不是铁板平面,不利装拆模具。 总的来说,真的希望学校能多给我们实习的时间。俗话说的好,实践是检验真理的唯一标准。通过一个星期的模具实训,我了解到很多工作常识,也得到意志上锻炼,这是我大学生活中的又一笔宝贵的财富,注定对我以后的学习和工作将有很大的影响。物竞天择,适者生存,永远是这个世界的真理。只有不断努力才能实现自己的人生价值。 姓名:李苏 班级:模具0913 学号:0901453105篇二:模具公司实习心得 经过这次实习,我从中学到了许多课本没有的工具,在失业心态上我也有很大转变,在实习过程中,我可以感遭到公司以人为本的管理头脑,一直把顾客的需要放在第一位,这是作为一间公司渐渐构成了良好的企业文化,也便是说,公司已经具有了足够的亲和力和一个良好的工作环境。在我的意识中,我觉得一个好的品牌首先是有好的质量和信誉,其次便是有足够大的知名度。我觉得做大牌,应该把公司的整体形象给宣传出去,让这个品牌深化民气,不仅要利用传统的广告媒体,同时也要利用现代的网络技术,在短短的一个月左右的时间里,我学到了许多以前从未涉足的事物, 如果不是公司给了我一次深刻的体现机会,大概我现在还只是一个只会拿书本的书生,要所最深刻的事,固然便是跟踪客户了,以前认为只是去客户那里单纯的了解一下环境就可以了,可是却没有想象中那么简单。例若有时候想了解一下客户的打印量的环境,客户却让你自己搞,可是自己却连按哪个键都不知道,那怎样了解呢?到末了,还是要客户自己动手。这时候,我只能呆呆地站在那里,心里很不是味道。 通过这段时间的学习,从无知到认知,到深化了解,渐渐的我喜好上这个全新的专业,让我深刻的领会到学习的过程是最美的,在整个实习过程中,我每天都有许多的新的领会,新的想法,想说的许多,我总结下来主要有以下几点: 1、坚持 我们不管到那家公司,一开始都不会立即给工作我们做,一般都是先让我们看,时间短的要几天,时间长的要几周,在这段时间里许多人会觉得很无聊,没事可做,便产生脱离的
阿司匹林复方片剂车间工艺设计
阿司匹林复方片剂车间工艺设计 (一)概述 §1.1 设计原则 本设计为主要生产阿司匹林复方片剂。当生产品种确定后,就要定生产工艺流程,根据流程来选设备,严格按照中国药典中对于片剂的生产工艺的要求,生产出高质量的片剂产品,力求建成符合GMP要求的制剂车间。 §1.2 厂址选择 厂址选择时必须贯彻执行国家的方针,政策,遵守国家的法律规则。由于厂址对药厂环境的影响具有先天性,厂址应设在工业区上风位置;厂址周围应有良好的卫生环境,无有害气体;粉尘等污染源,也要远离车站,码头等人流,物流比较密集的工业区域;厂址的交通运输应方便,畅通,快捷,水,电汽,原材料和燃料的供应要方便,厂址的地下水位不能过高,地质条件应符合建筑施工的要求 [9] 。 §1.3 总平面设计 确定厂址后,需要根据工厂项目的产品品种,规模及有关技术要求缜密和总体解决工厂内部所有建筑物和构筑物在平面和竖面上布置的相对位置,运输网、工程网、行政管理、福利及绿化设施的布置等问题,即进行工厂的总图布置。一般药厂包含下列组成:主要生产车间(制剂生产车间、原料药生产车间);辅助生产车间(机修车间、仪表等);仓库(原料、辅料、包装材料、成品库等);动力设施(锅炉房、压缩空气站、电镀所、配电房等);公用工程(水塔、冷却塔、泵房、消防设施等);环保设施(污水处理、绿化等);全厂性管理设施和生活设施(厂部办公楼、中心化验室、药物研究所、计量站、动物房、食堂等);运输、道路等。 §1.4 工艺流程设计 工艺流程设计是工程设计所有设计项目中最先进行的一项设计,但随着车间布置设计的进展,还要不断做一些修改和完善。工艺流程是车间设计的核心,表现在它是车间设计最重要、最基础的设计步骤。因为车间建设的目的在于生产产品,而产品质量优劣、经济效益高低,取决于工艺流程的可靠性、合理性和先进性。而且车间工艺设计的其它项目,如工艺设备设计、车间布置等均受工艺流程约束,必须满足工艺流程不能违背。 §1.5 相关工序的局部设计 (1) 备料室的设计 备料室布置在仓库附近,便于实现定额定量、加工和称量的集中管理,仓库布置备料中心,原辅料在此备料,直接供车间使用,车间内不再考虑备料工序,减少生产中的交叉污染,其空气洁净度同该物料的制剂生产洁净级别一致。 (2) 中间站的布置 洁净区内设置了与生产规模相适应的原辅料、半成品存放区,有利于减少人为差错,防止生产中混药。 (3) 固体制剂车间产尘的处理 发尘量大的粉碎,过筛、制粒、干燥、整粒、总混、压片、充填等岗位,需设计必要的捕尘、除尘装置,产尘室内同时设置回风及排风,排风系统均与相应的送风系统联锁,即排风系统只有在送风系统运行后才能启动,避免不正确的操作,以保证洁净区相对室外正压。设置操作前室,前室相对公共走到为正压,前室相对产尘间为正压,产尘间保 持相对负压,以防止粉尘的外溢,避免对邻室或公共走到产生污染。压片间与它的前室保持5Pa的相对负压.
弹簧片零件冲压工艺及模具设计
湖南文理学院芙蓉学院 本科生毕业设计 题目弹簧片零件冲压工艺及模具设计 学生姓名 学号 专业班级 指导老师 2015年 3 月28 日
目录 中文摘要及关键词 .................................................................................................................. I II 英文摘要及关键词 .................................................................................................................. I V 第1章绪论 (1) 1.1 课题研究的目的和意义 (1) 1.2 课题国内外研究概况 (1) 1.2.1 国外模具发展概况 (1) 1.2.2国内模具发展概况 (2) 1.2国内外级进模研究现状 (3) 1.3 课题研究的主要内容 (4) 第2章确定工艺设计方案及模具总体结构形式 (6) 2.1 制件实例 (6) 2.2 分析冲裁件的工艺性 (6) 2.3 确定冲裁工艺方案 (7) 2.4 确定模具总体结构方案 (7) 第3章进行有关工艺与设计计算 (9) 3.1 计算弯曲件毛料展开长度 (9) 3.2 排样设计和计算 (11) 3.2.1排样设计 (11) 3.2.2材料利用率 (12) 3.3计算冲压力及初选压力机 (13) 3.4计算压力中心 (15) 3.5计算凸凹模刃口尺寸 (15) 3.6回弹值 (17) 第4章模具结构计算 (18) 4.1 凹、凸模结构设计 (18) 4.2 定位零件设计 (20) 4.2.1侧刃设计 (20) 4.2.2导料板及侧刃挡块设计 (20)
学模具基础心得体会
学冲压设计概述心得和体会 开学以来经过几周的紧张的学习,在张老师的教导下使我对模具设计基础及CAD这门课程有了一些了解,特别是在的二章学完后。下面就我第二章所学的内容做一下总结,并谈谈自己的收获和体会。 在第二章的学习中,我们第一节学习的是冲压工艺类型及变形特点。在这一节中我了解了一些常用的冲压工序和冲压工序的变形特点,同时呢对冲压件的冲压工艺性有一点点的了解。 冲压加工的基本工序可以分为分离和成形两类。分离工序包括切断、冲裁、切口、切边。其中冲裁又包括落料和冲孔。变形工序包括弯曲、拉深、成形、缩口、胀形、整形。其中成形包括起伏和翻边。冲裁是落料和冲孔工序的总称。其变形过程分为三个阶段:1、弹性变形阶段。2、塑性变形阶段。3、剪裂分离阶段。凸凹模刃口间隙对冲裁变形区的受力和变形有重要影响,他直接影响冲裁件的质量、模具的寿命和力能消耗。 弯曲是一种使板料在弯矩作用下产生塑性变形、弯成有一定角度形状零件的方法。弯曲变形过程可以分为三个阶段:1、弹性弯曲阶段。2、弹塑性弯曲阶段。3、塑性弯曲阶段。在弯曲成型过程中存在回弹现象,在设计模具时应该考虑并采取措施避免回弹。在拉深变形和翻边变形时,要充分考虑拉深件的形状。因为拉深变形和翻边是的受力情况、变形特点与拉深件的具体形状密切相关。
冲压件的冲压工艺性是指冲压加工的难易程度,它与上述的冲压工序变形特点密切相关。良好的冲压工艺性应该保证材料消耗少、工序数目少、模具结构简单、寿命长、产品质量稳定而且操作简单。 在第二节中,我们学习了冲模的分类。可以分三类:单工序模、复合模、连续模。这三类冲模在应用上各具特点,复杂程度,成本都不一样。单工序模只有一个工位、只完成一道工序。复合模只有一个工位,且在该工位上完成两个或两个以上冲压工序的模具。连续模具有两个或两个以上的工位。同时也了解了冲模的结构和一些模具的零件,和模具的材料,这里我就不一一介绍了。 最后我们学习的是冲模的设计要点,明白在进行冲模设计之前我们要掌握下面的一些原始材料:冲压件图样及技术要求、零件的批量大小、产品工艺文件、模具制造车间的设备加工能力、冲压生产车间的冲压设备资料、有关冲模标准化的资料等。在开始设计时一定要按照书上所列的6个步骤。 通过这一章的学习我对模具有了一定的收获。明白了关于模具的许多基础知识。让模具在脑海中有了一定的印象不在那么的抽象。同时也明白知道了一些零件的生产方法。使我对我们的专业有了进一步的认识。 机自09102 XXX
垫片模具级进模设计
学校代码:10410 序号: 20091077 本科毕业设计 题目:垫片冲压模设计 学院:工学院 姓名:力立 学号:20091077 专业:机械设计制造及其自动化
年级:机制092 指导教师:淑芬 二O一三年五月 摘要 模具是现代工业生产中重要的工艺装备之一。在铸造、锻造、冲压、塑料、橡胶、玻璃、粉末冶金、陶瓷等生产行业中得到广泛应用。近年来,我国的模具工业也有了较大的发展,模具制造工艺和生产装备智能化程度越来越高,极大地提高了模具制造的精度、质量和生产率。 本设计是垫片的冷冲压模具设计,利用的是级进模生产的。级进模,又称为多工位级进模、连续模、跳步模,它是在一副模具,按所加工的工作分为若干等距离的工位,在每个工位设置一个或几个基本冲压工序,来完成冲压工作某部分的加工。被加工材料,事先加工成一定宽度的条料,采用某种送进方法,每次送进一个步距。经逐个工位冲制后,便得到一个完整的冲压工件。在一副级进模中,可以连续完成冲裁、弯曲、拉深、成形等工序。一般来说,无论冲压零件形状怎么复杂,冲压工序怎样多,均可用一副级进模冲成完成。 本设计重点是在分析冲裁变形过程及冲裁件质量影响因素的基础上,主要介绍冲裁件的工艺性分析、确定冲裁工艺方案、选择模具的结构形式、进行必要的工艺计算、选择与确定模具的主要零部件的结构与尺寸、校核模具闭合高度及压力机有关参数、绘制模具总装图及零件图都是这次设计的主要容。 本次设计不仅让我熟悉了课本所学的知识,而且我做了把所学到的知识运用到实践当中,更让我了解了级进模设计的全过程和加工实践的各种要点。 关键词:垫片级进模冷冲压
The pad stamps forming handicraft and design for die Abstract:The mod is one of the most important Technology and Equipment in modern industry.It’s been widely used in casting ,forging,stamping plastic, rubber, glass, powder metallurgy,
模具设计学习心得体会
模具设计学习心得体会 一、诚:衷心感谢上海市工业技术学校老师的的诚心。他们是诲人不倦、有问必答、充满热诚!我们是真心诚意、虚心求教、有疑必问。 二、勤:我与xx 老师是早出晚归,风雨无阻。学习时,我们对所涉及到的一切都充满了渴望,那怕一个不起眼的东西,对我们来说都可能是一个全新的知识,因为我们所涉及的是一个全新的领域,一切都是我们想了解的。每完成一次任务,每做成一件作品,我们都充满了成功的喜悦。尽管每种工艺、设备学习的时间都不长,然而它们都深深地印在了我们的脑海里。学习的每一天,我们都过得很愉快,很充实,勤有所得。 三、多:经过不断地学习,我们逐渐了解到模具设计和制造是一个复杂的系统工程。 首先,是模具的种类繁多,按成型加工工艺性质和使用功能可分为十大类:有冲压模,塑料模等。 其次,是模具涉及到的设备多,除了车,铣,刨,钻,磨等,还有线切割,电火花,注塑机和试模机等等. 另外,模具设计和制造要求的知识面多而广,除了设备的使用和保养外,还要掌握机械、电气、信息等等知识外,更要有材料,管理,软件等方面的知识,多种工业制品的设计和工艺常识也不可缺乏,最重要的是要有实际的操作经验,行业中有句话“三年数控,八年模具”。 四、悟:在学习过程中,我逐渐感悟到,模具技术是在不断的发展着的。 信息、网络技术,cad/cam/cac技术,快速模具制造技术,虚拟技术等不断地推进模具的发展。当然,我最大的感触就是悟到:模具很少有一次试模就成功的,往往要几次反复修改才得以成功的;有时候修改出来的模具结构都无法想象,而解决这种问题的最好方法就是经验。对模具新手来说,模具结构设计出来可能没什么问题,往往问题是出在模具结构的。
弹簧片的冲压模具设计毕业设计论文
前言 冲压技术广泛应用于航空、汽车、电机、家电、通信等行业的零部件的成形的加工。据国际生产技术协会预测,到本世纪中,机械零部件中60%的粗加工、80%的精加工要有模具来完成加工。因此,冲压技术对发展生产、增加效益、更新产品等方面具有重要作用。 目前,我国冲压技术与先进工业发达国家相比还相当落后,主要原因是我国在冲压基础理论及成形工艺、模具标准化、模具设计、模具制造工艺及设备等方面与工业发达国家尚有相当大的差距,导致我国模具在寿命、效率、加工精度、生产周期等方面与先进工业发达国家的模具相比差距相当大。 本次设计是参考了众多参考文献及专业资料的规范要求编写而成。本设计主要介绍片装弹簧冲压级进模。本设计共分4章,主要冲压工艺分析及工艺方案的确定,冲压工艺的计算及设计,冲模结构设计和模具的装配及试模等。另外,还附有毕业设计任务书、装配图、零件图。 导师成良平老师曾在编写及内容安排提出不少有益的意见。在此,谨向尊敬的导师表示真诚的感谢和崇高的敬意! 由于本人知识水平和能力的有限,在设计的过程中难免存在很多的纰漏和不足之处,恳请个各位老师的批评与指正。
摘要 近年来,我国家电工业的高速发展对模具工业,尤其是冷冲模具提出了越来越高的要求,2004年,冷冲模具在整个模具行业中所占比例已大大上升,据有关专家预测,在未来几年中,中国冷冲模具工业还将持续保持年均增长速度达到15%左右的较高速度的发展。 冲压成型是金属成型的一种重要方法,它主要适用于材质较软的金属成型,可以一次成型形状复杂的精密制件。本课题就是将弹簧片作为设计模型,将冷冲模具的相关知识作为依据,阐述冷冲模具的设计过程。 本设计对弹簧片进行的级进模设计,利用Auto CAD软件对制件进行设计绘图。明确了设计思路,确定了冲压成型工艺过程并对各个具体部分进行了详细的计算和校核。如此设计出的结构可确保模具工作运用可靠,保证了与其他部件的配合。并绘制了模具的装配图和零件图。 本课题通过对弹簧片的冲压模具设计,巩固和深化了所学知识,取得了比较满意的效果,达到了预期的设计意图。 关键词:弹簧片冲孔弯曲级进模设计 绪论
模具制造工艺知识总结
1生产过程:将原材料或半成品转变成为成品的各有关劳动过程的总和。 2工艺过程:在模具产品的生产过程中,对于那些使原材料成为成品的直接有关的过程,如毛坯制造、机械加工、热处理和装配等。 3工序是工艺过程的基本单元。工序是指一个(或一组)工人,在一个固定的工作地点,对一个(或同时几个)工作所连续完成的那部分工艺过程。 4工步是当加工表面、切削工具和切削用量中的转速与进给量均不变时,所完成的那部分工序。 5走刀:在一个工步内由于被加工表面需切除的金属层较厚,需要分几次切削,则每进行一次切削?? 就是一次走刀。 6为减少工件安装次数,常采用各种回转工作台,回转夹具或移位夹具。使工件在一次安装中先后处于几个不同位置进行加工。此时,工件在机床上占据的每一个加工位置称为工位。7在制定工艺规程时,要体现以下三个方面的要求:(1)技术上的先进性。(2)经济上的合理性。(3)有良好的劳动条件。(4)生产质量的可靠性 8工艺文件就是将工艺规程的内容,填入一定格式的卡片,即为生产准备和施工依据的技术文件。工艺文件常见的有以下几种:(1)工艺过程综合卡片。(2)工艺卡片。(3)工序卡片。9工序卡片是在工艺卡片的基础上分别为每一个工序制订的,是用来具体指导工人进行操作的一种工艺文件。 10零件结构的工艺性是指所设计的零件在满足使用要求的前提下制造的可行性和经济性。零件结构的工艺性好是指零件的结构形状在满足使用要求的前提下,按现有的生产条件能用较经济的方法方便地加工出来。 11基准就是零件上用以确定其他点、线、面的位置所依据的点、线、面。 12基准按其他作用不同,可分为设计基准和工艺基准。 13在零件图上用以确定其他点、线、面的基准,称为设计基准。 14工艺基准就是零件在加工和装配过程中所使用的基准。 15工艺基准按用途不同又可以分为(1)定位基准(2)测量基准(3)装配基准。 定位基准就是加工时使工件在机床或夹具中占据一正确位置所用的基准。测量基准就是零件检验时,用以测量已加工表面尺寸及位置的基准。装配基准就是装配时用以确定零件在部件或产品中位置的基准。 16选择精基准的原则:基准重合原则、基准统一原则、自为基准原则、互为基准原则。 17除定位基准的合理选择外,拟定工艺路线还要考虑表面加工方法(1从保证加工表面的加工精度和表面粗糙度要求考虑。2考虑工件材料的性质3表面加工方法选择,首先保证质量要求外,还应考虑生产效率和经济性要求。)、加工阶段划分(1粗加工阶段主要任务是切除各加工表面上的大部分加工余量,使毛坯在形状和尺寸上尽量接近成品。2半精加工阶段它的任务是是使主要表面消除粗加工留下的误差,达到一定的精度及留有精加工余量,为精加工做好准备。3精加工阶段主要是去除半精加工所留的加工余量,使工件各主要表面达到图样要求的尺寸精度和表面粗糙度。4光整加工阶段如衍磨、抛光等。用于精度及表面粗糙度要求很高的场合。)、工序的集中与分散和加工顺序(1切削加工顺序的安排:先粗后精;先主后次;基面先行;先面后孔2热处理工序的安排:预先热处理,包括退火、正火、时效和调质等;最终热处理,包括各种淬火、回火、渗碳和氮化处理等3辅助工序安排)等四个方面 18确定加工余量的方法有计算法、查表法、经验法三种。 19影响模具精度的主要因素:1.制件的精度2.模具加工技术手段的水平3.模具装配钳工的技术水平??4.模具制造的生产方式和管理水平 20对模具技术经济分析的的主要指标有:模具精度和表面质量,模具的生产周期,模具的
接触片级进模设计及其制造实用工艺
第1章绪论 1.1模具工业在国民经济中的作用 模具是现代化工业生产的重要工艺装备,它以特殊的形状通过一定的方式使原材料成型。例如,冲压件和锻件是通过冲压和锻造方式使金属材料在模具内发生塑性形变而获得的;金属压铸件、粉末冶金件以及塑料、陶瓷、橡胶、玻璃等非金属制品,绝大多数也是用模具成型的。由于模具具有优质、高产、省料和低成本等特点,现已经在国民经济各个部门,特别是汽车、拖拉机、机械制造、家电等行业得到及其广泛的利用。据统计,利用模具制造的零件,在飞机、汽车、拖拉机、电机、电器等产品中占60%~80%;在电视机、计算机等行业占到了80%以上;在自行车、手表、洗衣机、电冰箱、电风扇等轻工产品中占到了85%以上。据国际生产技术协会统计,到2000年止,机械零件粗加工的75%和精加工的50%都是由模具来完成的。 随着社会经济的发展,人们对工业产品数量、品种、质量及款式都有越来越高的要求。为了满足人类的需要,世界上各工业发达的国家都十分重视模具技术的发展,大力发展模具工业,积极采用先进技术和设备,提高模具制造水平,并取得了显著的经济效益。美国是世界上超级的经济大国,也是世界模具工业的领先国家。据1989年统计,美国模具行业有12554个企业,从业人员17。28万人,模具总产值达64.47亿美元。日本模具工业是从1957年开始发展起来的,当年模具中产值仅有106亿日元,到了1991年总产值已超过了17900亿日元,在34年中增长了169倍,这也是日本经济能飞速发展,并在国际市场上占有一定优势的重要原因之一。现在,日本的模具工业已经发展到了高度的专业化、标准化和商品化。 现在,大家都意识到,研究和发展模具技术,对于促进国民经济的发展具有特别重要的意义。模具技术已经成为衡量一个国家产品制造水平的重要标志之一。模具工业能促进工业产品生产的发展和质量的提高,并能获得极大的经济效益,因而引起了各国家的高度重视和赞赏。模具也被誉为“进入富裕社会的原动力”、“金属加工业中的帝王”等。因此可以断言,随着工业生产的迅速发展,模具工业在国民经济中的地位将日益提高,模具技术也会不段的发展,并在国民经济发展过程中发挥越来越重要的作用。
年产5亿片剂工艺
药物制剂工程课程设计 设计题目:年产片剂5亿片的生产车间工艺设计 院 (系):生命科学与技术学院 专业班级:制药工程111班 指导教师:戴伟峰 姓名:张立婧 201111806143 柏云花 201111806145 李超 201111806138 金子淞 201111806107 设计时间: 2014年5月10日
目录 一、片剂生产工艺概述1 1、设计背景 (1) 2、设计目的 (1) 3、设计依据 (1) 4、设计原则 (1) 二、规模及包装形式 (2) 三、生产制度 (2) 四、生产工艺 (2) 1、粉碎 (2) 2、筛分 (2) 3、混合 (2) 4、制粒 (3) 5、干燥 (3) 6、压片 (4) 7、包装 (4) 8、清场 (5) 五、物料衡算 (6) 六、处方 (7) 七、生产设备选型 (9) 八、车间设计说明 (14) 九、三废的处理及综合利用19
一、片剂生产工艺概述 1、设计背景 片剂是药物与适宜的辅料均匀混合后压制而成的片状固体制剂,形状有圆片状、异形状等,其中以圆片状为最多。是现代药物制剂中应用最为广泛的剂型之一。可供内服和外用,在世界各国药物制剂中,片剂占有重要地位。片剂的优点:计量准确,服用方便;化学稳定性较好;携带、运输方便;生产成本低;可以满足不同临床医疗的需要。 2、设计目的 1)学习车间设计的基本程序、原则和方法。 2)掌握制药工艺流程设计、物料衡算、设备选型、车间工艺布置设 计的基本方法和步骤。 3)树立正确的设计思想:技术可行性经济合理性 4)能力培养:资料收集和分析、计算、方案比较和选择、绘图、语 言表达等。 3、设计依据 本设计以中国药典和相关材料作为依据,同时参考已有SFDA和制药行业执行的《医药设计技术规定》、《药品注册管理办法》、《医药工程设计文件质量特性和质量评定实施细则》、《GMP》等多种设计规范。 4、设计原则 1)本设计为片剂车间,在设计中严格遵照《GMP》和《洁净厂房设计规范》等标准进行设计。 2)对设备的选择,应考虑其是否能够完成生产任务,且具有节能高效,经济方便,实用可行,符合GMP生产等优点。 3)为保证控制区的洁净度要求,采用全封闭的空调系统。 4)遵守防火,安全,卫生,环保,劳动保护等相关规范制度。 5)严格质量管理制度,推行质量责任制,严格工艺设计质量。
多工位级进模冲压的特点及功能【精心整理】
多工位级进模冲压的特点及功能【精心整理】 内容来源网络,由深圳机械展收集整理! 更多冲压模具技术,就在深圳机械展! 多工位级进模是冷冲模的一种。它是在一副模具内按所需加工的制件的冲压工艺,分成若干个等距离工位,在每个工位上设置一定的冲压工序,完成零件的某部分冲制工作。被加工材料(条料或带料)在自动送料机构的控制下,精确地控制送进步距,经逐个工位的冲制后,便能得到所需要的冲压件。一般地说,多工位级进模能连续完成冲裁、弯曲、拉深等工艺。所以,无论冲压件的形状如何复杂,冲压工序怎样繁多,均可以用1副多工位级进模来冲制完成 (1)多工位级进模是多工序冲模,在一副模具内,可以包括冲裁、弯曲、成形和拉深等多种多道工序,具有比复合模更高的劳动生产率,也能生产相当复杂的冲压件。 (2)多工位级进模操作安全,因为人手不进入危险区域。 (3)多工位级进模设计时,工序可以分散,不必集中在一个工位,不存在复合模中的“最小壁厚”问题。因而模具强度相对较高,寿命较长。 (4)多工位级进模易于自动化,即容易实现自动送料,自动出件,自动叠片。 (5)多工位级进模可以采用高速压力机生产,因为工件和下脚料可以直接往下漏。 (6)使用多工位级进模可以减少压力机,减少半成品的运输。车间面积和仓库面积可大大减小。 就其冲压而言,多工位级进模和其他冲模相比,其主要特点如下。 (1)冲压用材料 所使用的材料主要是黑色或有色金属,材料的形状多为具有一定宽度的长条料、带料或
卷料。因为它是在连续几乎不间断的情况下进行冲压工作,所以要求使用的条料应越长越好,对于薄料长达几百米以上、中间不允许有接头、料厚为0.1~6mm,多数使用0.15~1.5mm 的材料,而且有色金属居多。料宽的尺寸要求必须一致,应在规定的公差(通常小于0.2mm)范围内,且不能有明显毛刺,不允许有扭曲、波浪和锈斑等影响连续送料,并避免冲压精度方面的缺陷存在。 为了能保证制件在尺寸和形位误差方面有较好的一致性,要求材料有较高的厚度精度和较为均匀的力学性能。尤其对于有压弯和成形的制件,如果材料厚度误差大,材料的软硬状态从料头至料尾、边缘和中间都不均匀,相对轧制方向的各向异性较大,则弯曲后角度误差、弯曲边长度误差等都会很大。 料宽根据制件的排样决定,太宽了,影响送料通畅;宽度太小,影响定位。 (2)冲压设备 所用的压力机台面较大,功率、刚性要足够,精度好,而且滑块要能长期承受较大的侧向力。一旦发生故障,压力机有可靠的急停功能。 压力机的行程相对较小(因冲压过程中模具的导柱导套一般不能脱开),最适宜使用可调行程的压力机,在模具工位数较少、冲压力较小和冲压次数较低的情况下,开式压力机用得较多;而在模具工位数较多、冲压力较大和冲次较高的情况下,使用闭式压力机比较合适。一般都配有自动送料装置。对于一般的卷带料,还要有相应的开卷、样平机。 (3)送料方式 送料方式以间歇、按“步距”直线连续送进。不同的级进模“步距”的大小是不相等的,具体数值在设计排样时确定,但送料过程中“步距”精度必须严格控制,才能保证冲件的精度与质量。多工位级进模“步距”精度是由压力机上的送料装置和模具上用于定位的导正装置等共同精确定位保证的。模具的“步距”精度可以控制在±5μm之内。“步距”等于前后两工位间距,在同一副模具中,要求这个距离加工要绝对一致。 (4)工序件的携带方式和制件的获取 冲压的全过程在未完成成品件前的工序始终不离开(区别于多工位传递模)条料和载体。在级进模中,所有工位上的冲裁,那些被冲掉下的部分都是无用的工艺或设计废料,而留下的部分被送到模具的下一工位上继续被冲压,完成后面的工序。各工位上的冲压工序虽独立进行,但制件与条料始终连接在一起,直到最后那个工位需要落料时,合格制件才被分离成条料冲落下来(一般由凹模落料孔中下落,也有冲落后的制件又被顶入到条料的原位,在后
2020模具设计实训心得体会范文5篇
2020模具设计实训心得体会范文5篇 强化遵守劳动纪律、遵守安全技术规则和爱护国家财产的自觉性,进步了我们的整体综合素质。下面是我精心为大家精心精选的模具设计实训心得体会,欢迎阅读。 精选模具设计实训心得体会(一) 在过去的三个星期里面,我经过了自己的专业知识的实践,内容当然就是我的专业模具。让自己对所谓的模具有一个较为全面的认识。许多的以前的想法与观点在这次实践中受到了一个很大层次的正面的冲击,进而逐渐的对它们产生怀疑,接着而来的就是改观,又觉得的理由选择的改观。仔细一想,原来的自己的对专业的许多的看法其实是无知的,错误的。所谓的模具,并不再是自己想象中的那样的容易,那般的简单。开始感觉到那只不过是极其幼稚,不敢面对现实的懦夫的表现而已。 看着一套又一套小型的模具的所有的组成结构,零件,件件零件的尺寸,想着它们该是如何的加工出来的?如何的进行工艺分析?怎样做才算是最为经济,最为科学的方案?这其中的指导老师的精心讲解,对每套模具构成零件的逐步的耐心剖析,以及同学们的在不懂之处的积极的紧扣主题的提问,在那个产生实践场所形成了一幅又一幅美丽的授业解惑的课堂画卷,同学们挤出时间强抓着笔记,全神贯注的聆听老师的解说之词。就是连一向只对爱情,对游戏情有独钟的好几位同学,在那里也是自发的拿出笔,拿出纸,在忙碌的强记点什么东西,我想那一定是很重要的台词。这些就如同是在接受祖国与人民的关于模具方面的检阅一
般,毫无退宿,毫无隐退,主动出击,随时期待着自己受到老师的发问。并不是因为都喜欢这样的爱好,这样的嗜好,而是在于自己心中有真货,自己心中有真情。在风一样流逝的岁月里,三个星期如昙花一线,弹指最多可以与一挥间相提并论。 但让我们自己学到的东西,那绝对的不是一般可以概括,也不是仅仅的再加上相当二字就可以了得的,绝对的该是可以达到意想不到的可喜的收获方才罢休。慢慢的意识到,不是自己学不到,不是自己没本事,没能力学,而是在于自己敢不敢去学,想不想去学,有没有学习的那股子冲劲。它的着实的参与,让自己不得不把原先的许多的想法抛弃,让自己不得从不一直以来的游手好闲,无所事事中跳跃出来。其实那些只会危害自己,别人是不会对你投以一丁点的好感的,并不是因为别人都没有一视同仁的双眼,而是自己甘愿选择逃避,堕落。让自己深深的认识到,只有选择振作,去做,去思考,去学习,才会真正的有所收获。 虽然短暂的实践会渐渐的从自己的学习与生活中远去,褪去,但是它给自己带来的变化是永远抹不掉的。那敲打铁块的声响带给自己的心灵美妙的旋律,时时的会在自己的耳畔响起。它虽然已经结束,但它给自己的对内心的理想,未来的进发并没有停止。它就像是一个警钟,人生路上的一个警钟,时时告诫着自己,提醒着自己,要有所作为,事先就必须有所为,之后才有所成。然而它更像是一个在海中航行的小船的航标,时时指引着自己,向着明天,向着未来不懈的追求。 参考模具设计实训心得体会(二) 在过去的三个星期里面,我经过了自己的专业知识的实践,内容当然就是我的专业模具。让自己对所谓的模具有一个较为全面的认识。许多的以前的想法与观点在这次实践中受到了一个很大层次的正面的冲击,进而逐渐的对它们产生怀
接触片的冲压工艺及模具设计
接触片的冲压工艺及模具设计 摘要:阐述了冲压连续模的结构设计及工作过程。通过对工件的工艺性分析,先进行冲孔工序,通过冲裁力、卸料力、推件力等的计算,确定了采用级进模冲压的方案。设计出了主要零件的结构和整体结构,绘制了模具的装配图及部分零件图。本模具的性能可靠,操作简单方便,提高了冲压产品的质量和生产的效率,降低了劳动强度和生产成本。 关键词:冲压工艺;模具;级进模
Stamping Process and Die Design of Contact Piece Abstract:The designer has expounded stamping die for the structural design and working process. Through analysis of the process of the parts, the designer has put the process of punching for the first step. The designer determined to use progressive die through the calculation of the blanking force,stripping force and ejecting force and so on. The designer designed the structure of the major parts and the entity model, painted assembly drawing and part of the detail drawings. The die has characters of reliable performance,it’s easy and simple to promote the quality and efficiency of the stamping product, it will reduce labor intensity and the cost of product. Key words:stamping process;die; progressive die
换热器翅片级进模设计(有全套图纸)
引言大,使用安全,但送料操作受约束;弹性卸料板具有卸料和压料的双重作用,多用于冲制薄料,使工件的平面度提高,借助弹簧、橡胶或气垫等弹性装置卸料,常兼作压边、压料装置或凸模导向。因此本次设计选择使用弹性卸料装置。
3 工艺设计及计算 3.1 毛坯工艺计算 3.1.1 排样及搭边值的计算 为台阶式凸模,即降低了加工费用,又增加了模具强度、提高了模具寿命。 2)凹模排料孔本设计中凹模的形状不规则,加工出有锥度的排料孔比较困难,且成本比较高。因此本设计中采用腐蚀加工法[10],[11]。 3)定位装置本设计中利用工序的特点,利用冲裁搭边产生的豁口进行侧刃定位。因此免去了定位销钉等,化简了模俱结构,降低了模具成本。 7.2 冲压件的经济性分析 由于该工件为大批量生产,故可采用冲模冲压加工生产,但该工件形状较复杂,生产工序分散,采用普通的冲压的模具生产较率低,且费用较高,经估算占冲压件总成本的30%~40%,甚至更高一些。因此,在选择生产方法时,根据工件特点选择采用级进模冲压生产以提高生产效率、降低生产成本。另外,在设计时尽量简化加工工序、采用简单的冲模结构也可降低模具的生产成本,以取得更大的经济效益[12]。
8 结论 1) 通过分析换热器翅片的初始资料,采用级进模具生产是可行的。 2) 通过对零件的数据及结构的分析,确定了模具的合理精度,设计了便于生产的加工工序。 3) 通过对每一工序中压力的计算,确定了压力中心,并且初步确定了压力机型号。根据生产工序,对模具的工作部分尺寸进行了具体设计。确定了零件结构尺寸。 4) 对模具强度进行校核,避免模具因磨损引起模具工作失效,使模具可以安全生产。 5) 根据已设计的模具的各项数据,正确选择了冲压设备并对其进行分析校核。使生产能顺利进行。 6) 合理选择模具标准件,确定各部件所使用的材料。 7) 经过广泛的搜集资料,对工件以及级进模的经济性分析,简化了模具的设计及生产成本,提高了模具的使用寿命。
接触簧片切槽、弯曲、切断连续模
毕业设计论文 论文题目:接触簧片切槽、弯曲、切断连续模 系部 专业模具设计与制造 班级 学生姓名 学号 指导教师 年 5 月8 日
工件图 工件只有一处弯曲区。主要工序有冲孔、切槽,弯曲和切断,若采用单工序模,生产效率低,冲件多次定位,加工尺寸累积误差大,操作不方便,不安全,由于该工件较小手工送料难以保证精度。因此,采用自动送料装置。该工件属于定型产品的零件,大批量生产,因而适宜采用多工位级进模制造。根据零件的尺寸和技术要求,采用弹簧钢:选择牌号为65的碳素结构弹簧钢这种钢的适用范围是用于小于12mm的小型机些用弹簧,按标准GB1222-84的标准查得的力学性能为s=800MPa b=1000MPa 伸长率为=9%收缩率为35%热处理的淬火温度为840回火温度为500,弹性模量为200-210。该零件尺寸均未为注公差的一般尺寸,取IT14级,同时也符合一般连续模的经济度要求。
绪论 模具是制造业的重要工艺基础,在我国,模具制造属于专用设备制造业。中国虽然很早就开始制造模具和使用模具,但长期未形成产业。直到20世纪80 年代后期,中国模具工业才驶入发展的快车道。近年,不仅国有模具企业有了很大发展,三资企业、乡镇(个体)模具企业的发展也相当迅速。虽然中国模具工业发展迅速,但与需求相比,显然供不应求,其主要缺口集中于精密、大型、复杂、长寿命模具领域。由于在模具精度、寿命、制造周期及生产能力等方面,中国与国际平均水平和发达国家仍有较大差距,因此,每年需要大量进口模具。 中国模具产业除了要继续提高生产能力,今后更要着重于行业内部结构的调整和技术发展水平的提高。结构调整方面,主要是企业结构向专业化调整,产品结构向着中高档模具发展,向进出口结构的改进,中高档汽车覆盖件模具成形分析及结 力增加;“三资”及私营企业发展迅速;股份制改造步伐加快等。从地区分布来看,以珠江三角洲和长江三角洲为中心的东南沿海地区发展快于中西部地区,南方的发展快于北方。目前发展最快、模具生产最为集中的省份是广东和浙江,江苏 、复杂、长寿命的模具占总量比例不足30%,而国外在50%以上。2004年,模具进出口之比为3.7﹕1,进出口相抵后的净进口额达13.2亿美元,为世界模具净进口量最大的国家。 模具产品水平大大低于国际水平,生产周期却高于国际水平。产品水平低主要表现在模具的精度、型腔表面粗糙度、寿命及结构等方面。 开发能力较差,经济效益欠佳。我国模具企业技术人员比例低,水平较低,且不重视产品开发,在市场中经常处于被动地位。我国每个模具职工平均年创造产值约合1万美元,国外模具工业发达国家大多是15~20万美元,有的高达25~30万美元,与之相对的是我国相当一部分模具企业还沿用过去作坊式管理,真正实现现代化企业管理的企业较少。 造成上述差距的原因很多,除了历史上模具作为产品长期未得到应有的重视,以及多数国有企业机制不能适应市场经济之外,还有下列几个原因:国家对模具工业的政策支持力度还不够 虽然国家已经明确颁布了模具行业的产业政策,但配套政策少,执行力度弱。目前享受模具产品增值税的企业全国只有185家,大多数企业仍旧税负过重。模具企业进行技术改造引进设备要缴纳相当数量的税金,影响技术进步,而且民营企业贷款十分困难。